Способ обработки металлических гранул
Номер патента: 6177
Опубликовано: 30.06.2004
Авторы: Воронин Евгений Анатольевич, Лютич Сергей Юрьевич, Калиниченко Александр Сергеевич, Кезик Виталий Яковлевич
Текст
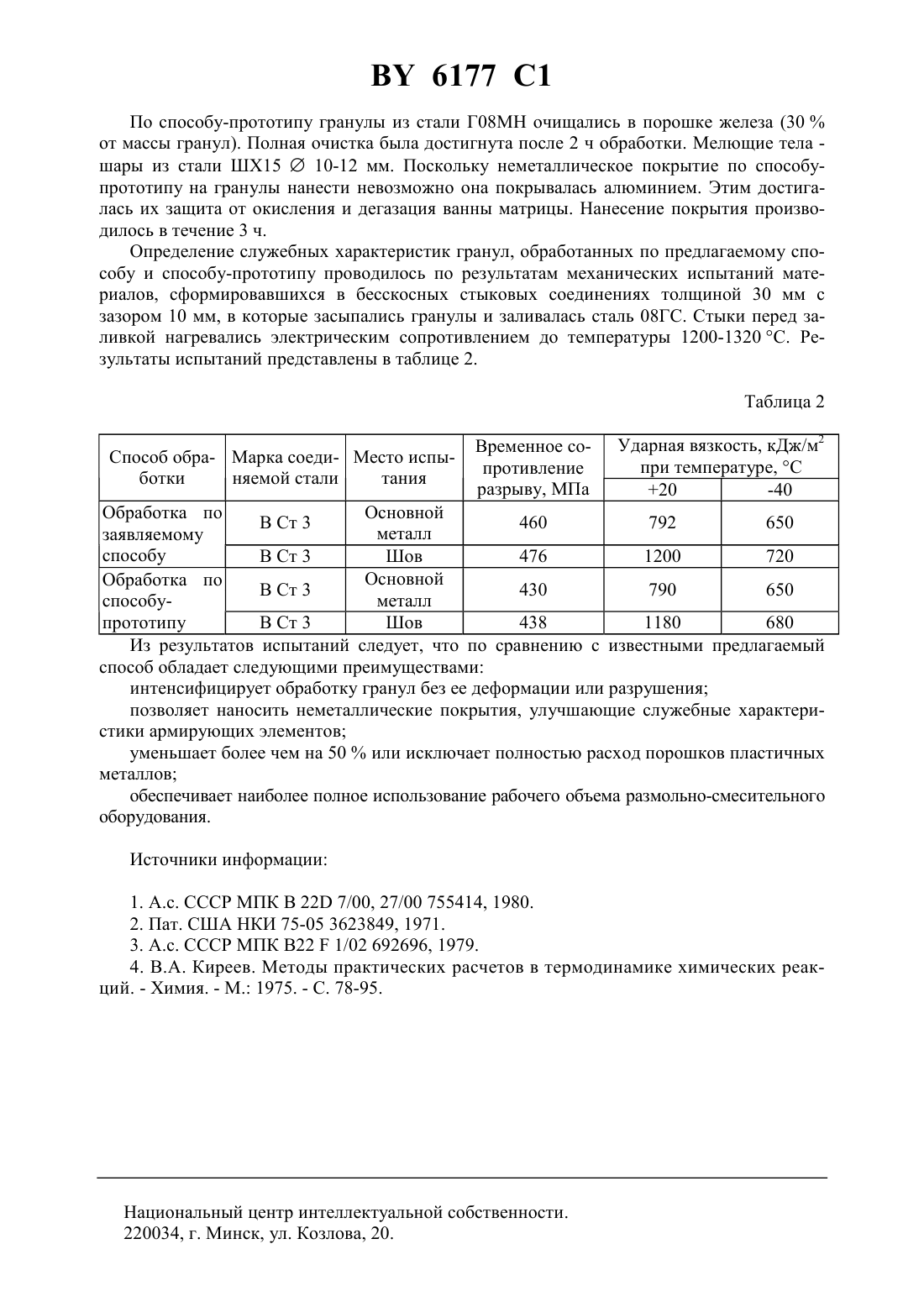
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ГРАНУЛ(71) Заявитель Белорусский национальный технический университет(72) Авторы Калиниченко Александр СергеевичКезик Виталий Яковлевич Лютич Сергей Юрьевич(73) Патентообладатель Белорусский национальный технический университет(57) Способ обработки металлических гранул путем ударно-истирающего воздействия мелющих тел в присутствии порошка, при котором обработку ведут в две стадии, причем после первой стадии загрязненный порошок удаляют, на второй - порошок добавляют снова, отличающийся тем, что в качестве порошка используют порошки солей и окислов кремния, солей металлов, нитридов, боридов, силикатофторидов и их смеси, при этом на первой стадии используют абразивный порошок, к которому добавляют адсорбент, а на второй - плакирующий порошок, который добавляют к металлическим гранулам, предварительно обработанным поверхностно-активным веществом, а в качестве мелющих тел используют обрабатываемые металлические гранулы.(56)692696, 1979.2090308 1, 19972058219 1, 1996.2132254 1, 1999. Изобретение относится к области металлургии, в частности к синтезу композиционных материалов с металлическими матрицами и металлическими нульмерными армирующими элементами (гранулами), и может быть использовано в производстве деталей энергетического оборудования из композиционных материалов. Металлические гранулы как армирующие элементы композиционных материалов находят широкое применение в синтезе композитов. Повышение эффективности этих процессов и повышение качеств изделий возможно, если гранулы смачиваются расплавом матрицы, не загрязняют его, а взаимодействие твердой и жидкой фаз целенаправленно регулируется. Поэтому поверхность гранул должна быть очищена, а в ряде случаев иметь специальное покрытие, обеспечивающее либо усиление, либо ослабление межфазного взаимодействия структурных элементов композиционных материалов, что обеспечивается нанесением специальных покрытий на частицы. Однако известные способы обработки гранул (нульмерных элементов) не обеспечивают получение перечисленных свойств ее поверхности. 6177 1 Известна ударно-истирающая обработка металлических гранул мелющими шарами в галтовочном барабане 1. По этому способу металлические гранулы совместно с мелющими телами загружают в барабан, при вращении которого за счет соударения и трения дробь очищается от окислов. Известен способ обработки металлических гранул 2, в соответствии с которым обработку гранул проводят в размольно-смесительном оборудовании мелющими телами (шарами из стали) в присутствии порошков пластичных металлов. Применение порошков пластичных металлов несколько интенсифицирует очистку и позволяет получить отдельные участки поверхности гранул, покрытых пластичным металлом. Однако полное покрытие за счет сваривания не происходит. Наиболее близким к предлагаемому - по технической сущности и достигаемому эффекту является способ обработки металлических гранул 3 (прототип). По этому способу металлические гранулы обрабатываются при ударно-истирающем воздействии металлических шаров 10-12 мм в размольно-смесительном оборудовании в две стадии. На первой -происходит очистка гранул мелющими телами в присутствии порошков пластичных металлов (железа,меди, никеля). После очистки загрязненный и наклепанный порошок удаляется и на второй стадии обработки в новой порции порошка пластичного металла (меди, алюминия, никеля) добиваются покрытия гранул слоем применяемого пластичного металла за счет сваривания его частиц с поверхностью гранул. Для достижения необходимого эффекта количество порошка пластичного металла на каждой стадии обработки должно составлять 10-30 от массы обрабатываемых гранул. Однако этот способ обеспечивает обработку только высокопрочных стальных гранул диаметром не более 1 мм. Изменение материала обрабатываемых гранул или ее размеров приводит к ухудшению качества обработки или вообще не дает положительного эффекта. Литые гранулы из чугуна, сталей (марок Ст 3, Ст 30, Ст Р 08 МН и др.), медных или алюминиевых сплавов диаметров более 1 мм в ходе обработки интенсивно наклепываются и,в большинстве своем, на второй стадии обработки, из-за высокой степени нагартовки,частично или полностью разрушаются. Гранулы пластичных металлов, вне зависимости от размеров, деформируются и наклепываются. Величина наклепа гранул становится сравнимой с величиной наклепа частиц порошка пластичных металлов, в которых металлические гранулы обрабатываются. На первой стадии обработки это ухудшает очистку поверхности гранул, а на второй - потеря пластичности снижает свариваемость порошков с гранулами, что влечет за собой нарушение сложности покрытия. Деформация дроби приводит к нарушению структуры композита, появлению в нем анизотропии, т.к. армирующие элементы из нульмерных становятся одно- или двумерными. Ни частая смена порошков пластичных металлов, ни изменение массы мелющих тел, ни изменение времени обработки на каждой из стадий не дают положительных результатов. К недостаткам указанного способа также следует отнести повышенный расход дорогостоящих порошков. Кроме того, низкая энергетическая активность поверхности гранул, после описанной обработки, не позволяет нанести на ее поверхность неметаллические покрытия. Задачей, решаемой предлагаемым изобретением, является улучшение адгезии металлических гранул к металлическим расплавам, интенсификация процессов обработки металлических гранул, устранение их деформации и разрушения, обеспечение нанесения неметаллических покрытий, уменьшение расхода дорогостоящих компонентов. Поставленная задача достигается тем, что в способе обработки металлических гранул путем ударно-истирающего воздействия мелющих тел в присутствии порошка, при котором обработку ведут в две стадии, причем после первой стадии загрязненный порошок удаляют, на второй - порошок добавляют снова, а в качестве порошка используют порошки солей и окислов кремния, солей металлов, нитридов, боридов, силикафторидов и их смеси, при этом на первой стадии используют абразивный порошок, к которому добавляют адсорбент, а на второй - плакирующий порошок, который добавляют к металлическим 2 6177 1 гранулам, предварительно обработанным поверхностно-активным веществом, а в качестве мелющих тел используют обрабатываемые металлические гранулы. Применение смеси порошков адсорбентов одновременно с абразивными оказывает химическое воздействие. В момент соударения происходят локальные топохимические реакции между гранулами и частицами порошков (реакции окисления - восстановления, обмена,диспропорционирования). Повышение температуры в области соударения способствует интенсификации таких реакций. Таким образом, очистка поверхности значительно интенсифицируется. Одновременно с удалением загрязнений на поверхность гранул осаждаются ионы или молекулы химически активных частиц порошков (электродные реакции), которые снижают свободную энергию, образуя новую поверхность, которая характеризуется меньшей работой адсорбции и адгезии. Поэтому гранулы значительно активируются и в дальнейшем быстрее покрываются слоем металла. Но такой активации поверхности недостаточно для нанесения на гранулы неметаллических покрытий. Для повышения сцепляемости неметаллов с поверхностью дробин дополнительно вводится операция их обработки в поверхностно-активных веществах (ПАВ), например, алканкарбоксилатах, алкансульфонатах, алкиларенсульфонатах. Этим достигается еще большая химическая активация поверхности, что, в свою очередь, создает условия для адсорбции неметаллических покрытий на гранулы. Поскольку порошковые смеси подчиняются правилу аддитивности, их состав и количественное соотношение устанавливается в каждом конкретном случае, исходя из изменения изобарно-изотермического потенциала основных реакций и электроотрицательности элементов 4,,,где- потенциалы продуктов реакции, окислов и компонентов смеси соответственно. Высокая очищающая способность соединений с ионной и ковалентной связью и активация поверхности гранул в поверхностно-активных веществах, по сравнению с прототипом, позволяет, во-первых, сократить время обработки, во-вторых, - уменьшить массу и размеры мелющих тел, передав функцию мелющих тел обрабатываемым гранулам. Уменьшение массы мелющих тел снижает энергию соударения, что устраняет деформацию или разрушение гранул и уменьшает нагартовку ее поверхности. А полный отказ от посторонних мелющих тел, кроме всего прочего, обеспечивает более полное использование объема размольно-смесительного оборудования. Предлагаемый способ обработки осуществляется следующим образом. В смеситель,вибрационную или шаровую мельницу загружают смесь порошков и гранулы. Обработку проводят в режиме вибрационного или истирающего воздействия. Затем отходы очистки отсеивают и в реакционный объем загружают поверхностно-активные вещества и обрабатывают в них гранулы. Далее загружают порошок для нанесения покрытия. Для металлических покрытий применяется любой порошок пластичного металла за исключением порошка железа. Для неметаллических покрытий применяются соли щелочных и щелочноземельных металлов, нитриды, бориды, силикафториды. Время обработки на первой стадии не более 30 мин, время обработки в ПАВ не более 5 мин, время финишной обработки - не более 25 мин. По окончании обработки производится рассев гранул по фракциям и она поступает в дальнейшую обработку. Пример 1. Гранулы бронзы ОЦС 5-5-5 диаметром 0,5-3 мм, поверхность которой покрыта окислами меди и свинца, является армирующей для КМ подшипников с матрицей из олова. Расчет изобарно-изотермического потенциала показал, что обработка в смеси порошков(6- КС 10-4- В 2 О 3 80- 2) обеспечивает качественную очистку 1)2 КС 2 В 2 О 3 СС 2 К 2 В 4 О 7-22,9 ккал 2) РО 22 В 2 О 3 РС 2247-107,4 ккал 3 6177 1 Это подтвердилось при вибрационной обработке гранул в указанной смеси в мельнице без мелющих тел в течение 10 мин. На второй стадии для улучшения последующего смачивания гранул расплавом олова они покрывались двухлористым оловом. Для этого после очистки и отсева гранулы обрабатывались в поверхностно-активном веществе АНП-2 в течение 45 с, после чего в объем мельницы засыпалось двухлористое олово в количестве 1 от массы гранул. Расход АНП-2 составил 0,05 от массы гранул. Нанесение покрытия продолжалось 5 мин. Осмотр гранул и отсева не выявил деформированных или разрушенных частиц. Для сравнения по способу-прототипу были обработаны такие же гранулы из Бр ОЦС 5-5-5. Так как этот способ не позволяет наносить неметаллические покрытия, то на второй стадии гранулы покрывались оловом из оловянного порошка. На стадии очистки и нанесения покрытия в вибрационной мельнице были использованы стандартные шары из стали ШХ-1510 мм. Очистка производилась в порошке меди. Уже на первой стадии обработки 32 от исходной массы гранул были деформированы. После нанесения оловянного покрытия количество деформированных гранул составило 21 . Время очистки гранул по способу-прототипу составило 40 мин, а время нанесения покрытия 1 ч 12 мин. При меньшем времени обработки требуемый эффект не достигался. Поскольку краевой угол смачивания расплава на твердой сферической поверхности по существующим методикам точно измерить невозможно, смачивание гранул и адгезия расплава оценивалась по косвенным показателям. Если на границе раздела армирующий элемент-матрица отсутствуют загрязнения, несплошности, поры, непропаи, то смачивание считается удовлетворительным, а следствием удовлетворительных условий формирования композиционного материала будут его стабильные и более высокие, чем у дефектного композита механические и другие служебные свойства. В табл. 1 приведены результаты измерения величины одноосного сжатия при разрушении композита и результаты измерения коэффициента трения без смазки по схеме вал-втулка при нагрузке 8 МПа и скорости скольжения 3 м/с в паре с осевой сталью. Таблица 1 Способ обработки Сопротивление сжатию до полного разрушения, МПа Обработка в порошках с ионной и ковалентной связью с последующим нанесе 54524 0,100,020 нием неметаллического покрытия Обработка в порошке меди с последую 23831 0,230,018 щим нанесением оловянного покрытия Пример 2. Гранулы из малоуглеродистой стали Г 08 МН предназначены для формирования структуры композиционного шва после заливки сталью 08 ГС трещин в корпусных стальных деталях. Для очистки поверхности применялась смесь в количестве 10 от массы гранул(состав смеси 90- натрия хлористого, 10- натрия фтористого). Расчет потенциалов реакции 222 1-2,22 22222 2-73,8 3-37,78 23222 показал эффективность очистки гранул в данной смеси. Полная очистка гранул была достигнута в течение 15 мин. Неметаллическое покрытие на гранулы наносилось из смеси(фторид кальция - 90 фторид алюминия - 10 ) в количестве 2 от массы гранул. Для интенсификации нанесения был использован ПАВ - алканкарбоксилат натрия в количестве 0,01 от массы гранул. Время нанесения покрытия 5 мин. 4 6177 1 По способу-прототипу гранулы из стали Г 08 МН очищались в порошке железа (30 от массы гранул). Полная очистка была достигнута после 2 ч обработки. Мелющие тела шары из стали ШХ 1510-12 мм. Поскольку неметаллическое покрытие по способупрототипу на гранулы нанести невозможно она покрывалась алюминием. Этим достигалась их защита от окисления и дегазация ванны матрицы. Нанесение покрытия производилось в течение 3 ч. Определение служебных характеристик гранул, обработанных по предлагаемому способу и способу-прототипу проводилось по результатам механических испытаний материалов, сформировавшихся в бесскосных стыковых соединениях толщиной 30 мм с зазором 10 мм, в которые засыпались гранулы и заливалась сталь 08 ГС. Стыки перед заливкой нагревались электрическим сопротивлением до температуры 1200-1320 С. Результаты испытаний представлены в таблице 2. Таблица 2 Способ обра- Марка соеди- Место испыботки няемой стали тания Основной Обработка по В Ст 3 460 792 650 металл заявляемому способу В Ст 3 Шов 476 1200 720 Основной Обработка по В Ст 3 430 790 650 металл способупрототипу В Ст 3 Шов 438 1180 680 Из результатов испытаний следует, что по сравнению с известными предлагаемый способ обладает следующими преимуществами интенсифицирует обработку гранул без ее деформации или разрушения позволяет наносить неметаллические покрытия, улучшающие служебные характеристики армирующих элементов уменьшает более чем на 50 или исключает полностью расход порошков пластичных металлов обеспечивает наиболее полное использование рабочего объема размольно-смесительного оборудования. Источники информации 1. А.с. СССР ПК 22 7/00, 27/00 755414, 1980. 2. Пат. США НКИ 75-05 3623849, 1971. 3. А.с. СССР МПК В 221/02 692696, 1979. 4. В.А. Киреев. Методы практических расчетов в термодинамике химических реакций. - Химия. - М. 1975. - С. 78-95. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B22F 01/02
Метки: способ, металлических, гранул, обработки
Код ссылки
<a href="https://by.patents.su/5-6177-sposob-obrabotki-metallicheskih-granul.html" rel="bookmark" title="База патентов Беларуси">Способ обработки металлических гранул</a>
Способ электрохимической обработки поверхности металлических изделий
Номер патента: 3604
Опубликовано: 30.12.2000
Автор: Синькевич Юрий Владимирович
МПК: C25F 3/00
Метки: способ, металлических, изделий, поверхности, электрохимической, обработки
Текст:
...63 и нержавеющей стали 20 Х 13. Для сравнительных испытаний были приготовлены электролиты 1, используемый в известном способе обработки, содержащий, мас.- хлористый аммоний 20, вода - остальное и 228, используемые в заявляемом способе и приведенные в табл. 1. Образцы из латуни Л 63 обрабатывались в электролитах 128, из нержавеющей стали 20 Х 13 - в электролитах 1,4,9,14,19,22 и 27. Шероховатость поверхности образцов из латуни Л 63 после...
Смазочно-охлаждающая жидкость для механической обработки металлических сплавов и способ ее получения.
Номер патента: 4211
Опубликовано: 30.12.2001
Авторы: Клюев Андрей Юрьевич, Стромский Анатолий Сергеевич, Раковский Владимир Владимирович, Жданович Олег Егорович, Шляшинский Ромуальд Григорьевич, Эрдман Арнольд Адольфович, Петухов Арнольд Александрович
МПК: C10M 173/02
Метки: металлических, механической, получения, смазочно-охлаждающая, сплавов, обработки, жидкость, способ
Текст:
...эффекта от введения йодистого аммония имеет место при его содержании 0,10 , при этом оптимальное по приведенному комплексу параметров содержание - 0,40 - 0,50 . Поскольку в нашем случае для получения СОЖ заложено использование терпеноидномалеинового аддукта, то, естественно, может применяться или терпеномалеиновый, или канифольномалеиновый, или канифолетерпеномалеиновый аддукты. Если получение ТМА является автономной стадией при...
Способ производства гранул мочевины
Номер патента: 3708
Опубликовано: 30.12.2000
Авторы: Роже Альфонс Камиль АНТОНЮ, Андре Фирмэн КАЙАЭР
МПК: C05C 9/00, B01J 2/16, C05C 1/02...
Метки: мочевины, гранул, способ, производства
Текст:
...способом согласно настоящему изобретению, могут быть использованы в сочетании с суперфосфатом и тройным суперфосфатом. Кроме того, могут быть использованы и другие компоненты, например, калийные удобрения (обычно КС). Гранулирование мочевины можно осуществить путем распыления водного раствора на псевдосжиженные зародыши кристаллизации мочевины, при этом упомянутый раствор имеет концентрацию мочевины 70-99 мас. . Предпочтительным...
Способ получения гранул
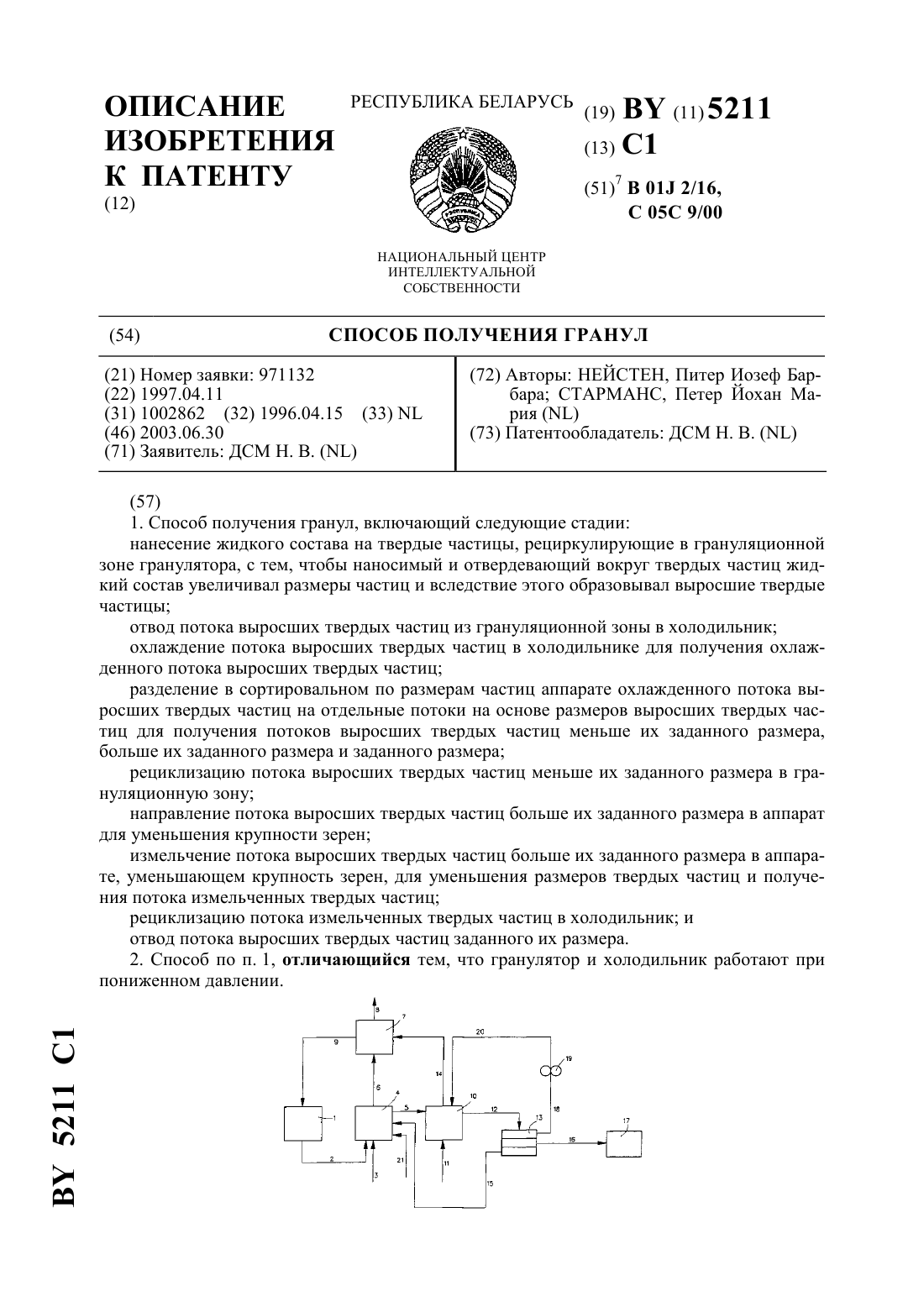
Номер патента: 5211
Опубликовано: 30.06.2003
Авторы: СТАРМАНС, Петер Йохан Мария, НЕЙСТЕН, Питер Иозеф Барбара
Метки: получения, гранул, способ
Текст:
...потока выросших твердых частиц, когда, например, они выросли до заданного размера, из грануляционной зоны. Этот поток выросших твердых частиц затем охлаждают в холодильнике. После этого охлажденный поток выросших твердых частиц разделяют в сортировальном аппарате, например калибровочном сите или грохоте, на потоки частиц согласно их размерам, получая, таким образом,три потока выросших твердых частиц меньше их заданного размера, больше их...
Способ получения гранул карбамида
Номер патента: 325
Опубликовано: 30.12.1994
Авторы: Михаэль Хендрик Виллемс, Ян Виллем Клок
Метки: способ, карбамида, получения, гранул
Текст:
...опытов на метал.лическую пластину подают непрерывный поток кристаллической мочевины,с помощью электричества ее нагревают до темнокрасного каления приблизительно при 500 С. Мочевина полностью испаряется, образуя густое облако чрезвычайно мелких частиц(диаметр менее 2.мкм). Затем это облако вводят в воздух, который используют для охлаждения-капельОбразование пыли частиц мочеви-ны в-донной части этой колонны подавляют для того, чтобы только за...
Предыдущий патент: Станок для заточки боковых сторон зубьев пил
Следующий патент: Способ переработки отходов пенополиуретана
Случайный патент: Способ лечения хронического простатита