Литейная штамповая сталь
Номер патента: 18273
Опубликовано: 30.06.2014
Авторы: Афанасьев Сергей Николаевич, Емельянович Игорь Вячеславович, Карась Андрей Николаевич, Дудецкая Лариса Романовна
Текст
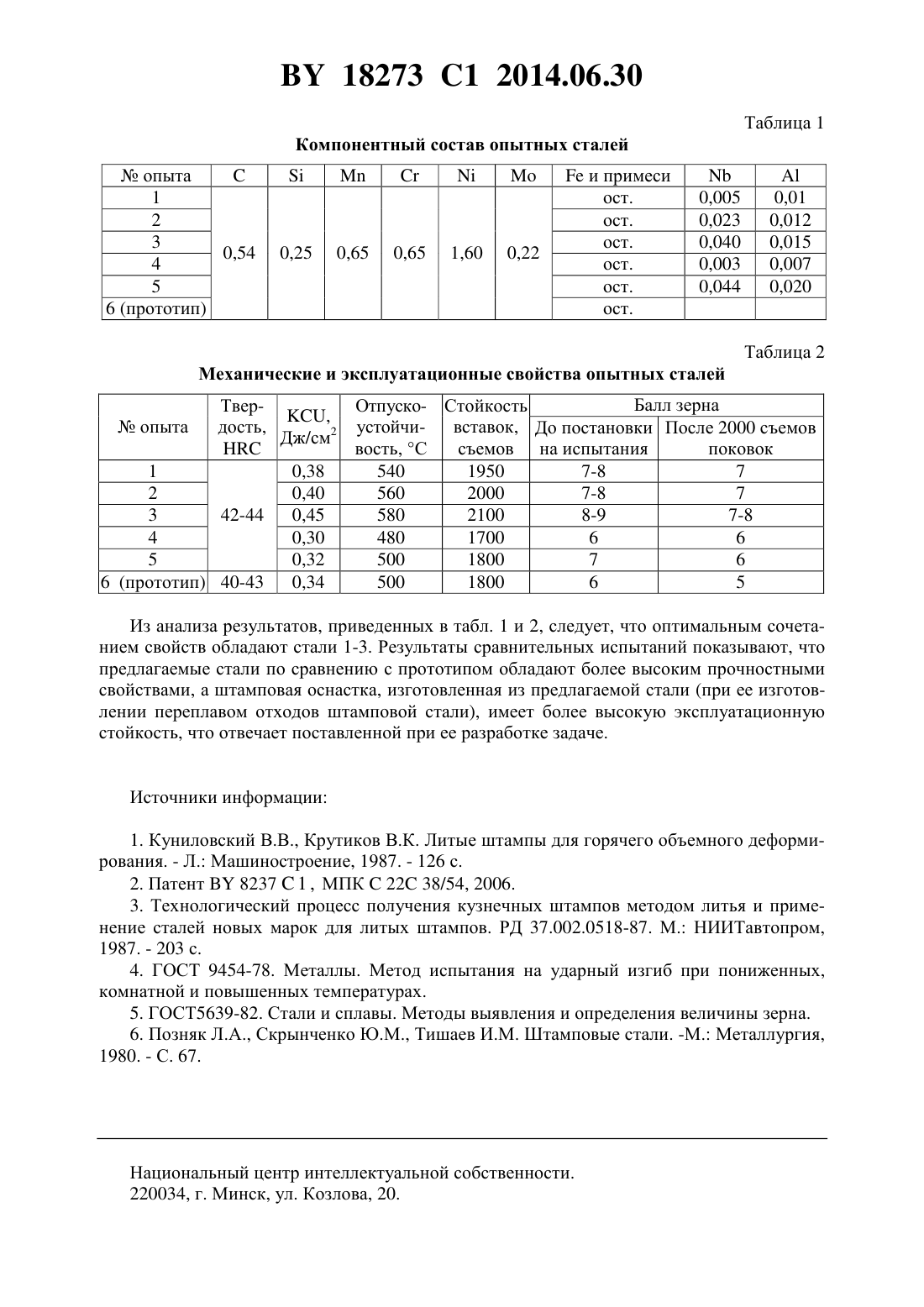
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Дудецкая Лариса Романовна Емельянович Игорь Вячеславович Карась Андрей Николаевич Афанасьев Сергей Николаевич(73) Патентообладатель Государственное научное учреждение Физикотехнический институт Национальной академии наук Беларуси(56) РД 37.002.0518-87. Технологический процесс получения кузнечных штампов методом литья и применение сталей новых марок для литых штампов,1988. - С. 76.719 1, 1995.12482 1, 2009.622866, 1978.670632, 1979.865963, 1981.1032038 , 1983.1104182 , 1984.(57) Литейная штамповая сталь, содержащая углерод, кремний, марганец, хром, молибден,никель, ниобий, алюминий, железо и примеси, отличающаяся тем, что содержит указанные компоненты в следующем соотношении, мас.углерод 0,50-0,60 кремний 0,10-0,40 марганец 0,50-0,80 хром 0,50-0,80 молибден 0,10-0,30 никель 1,40-1,80 ниобий 0,005-0,040 алюминий 0,010-0,015 железо и примеси остальное. Изобретение относится к металлургии, а именно к литейным штамповым сталям с повышенной эксплуатационной стойкостью для сменного штампового инструмента, и может быть использовано в литейном и кузнечно-прессовом производстве машиностроительных предприятий при изготовлении и эксплуатации сменной штамповой оснастки. В результате многочисленных переплавов вышедшего из строя литого штампового инструмента происходит постепенное ухудшение механических и эксплуатационных свойств штамповой стали, что приводит к снижению эксплуатационной стойкости и удорожанию литой штамповой оснастки. Одной из главных причин снижения эксплуатаци 18273 1 2014.06.30 онной стойкости литого штампового инструмента является укрупнение эвтектического зерна, происходящее при затвердевании отливок в литейных формах, в процессе термической обработки и при нагревах в процессе изготовления поковок. Ударные воздействия,особенно при ковке на молотах, приводят к преждевременному зарождению трещин по границам зерен и вызывают разрушение инструмента. В связи с этим растет потребность в модернизации состава литейных штамповых сталей и улучшении их основных характеристик, влияющих на стойкость штампового инструмента, например ударной вязкости и устойчивости к росту зерна при многократных нагревах в процессе эксплуатации. В качестве одного из металлургических приемов, обеспечивающих образование в процессе кристаллизации литых заготовок штамповой оснастки, а также при протекании структурнофазовых превращений на различных стадиях ее изготовления и эксплуатации мелкозернистой структуры, используют микролегирование литейной штамповой стали элементами,блокирующими рост зерна. Известны, например, литейные штамповые стали, рекомендуемые для изготовления сменной штамповой оснастки 1. К числу недостатков большинства из них относится укрупнение структуры литых заготовок за счет роста эвтектического зерна при многократных переплавах, приводящее к снижению эксплуатационной стойкости литого штампового инструмента. Известна литейная штамповая сталь, применяемая для изготовления сменной штамповой оснастки 2, которая имеет следующий компонентный состав, мас.углерод 0,50-0,60 кремний 0,15-0,35 марганец 0,50-0,80 хром 0,50-0,80 молибден 0,15-0,30 никель 1,40-1,80 бор 0,006-0,02 кальций 0,005-0,05 азот 0,015-0,025 железо и примеси остальное. К числу недостатков данной стали, приводящих к снижению ударной вязкости, относится появление в структуре литой штамповой оснастки при изготовлении и эксплуатации сменного штампового инструмента карбидной неоднородности, которую формируют карбиды бора. Это приводит к появлению ослабленных зон, снижению ударной вязкости и эксплуатационной стойкости штамповой оснастки. Наиболее близкой к предлагаемому изобретению по технической сущности является литейная штамповая сталь 3, выбранная авторами в качестве прототипа при создании предлагаемого изобретения, которая содержит компоненты в следующем соотношении, мас.углерод 0,50-0,60 кремний 0,10-0,40 марганец 0,50-0,80 хром 0,50-0,80 молибден 0,10-0,30 никель 1,40-1,80 ванадий 0,10-0,15 азот 0,02-0,025 железо и примеси остальное. Недостатками стали-прототипа являются 1) уменьшение пластических свойств, в основном ударной вязкости, а также эксплуатационной стойкости штамповой оснастки при превышении в стали определенных значений концентраций азота и ванадия (0,01 и 0,2 мас.соответственно) из-за выделения по 2 18273 1 2014.06.30 границам эвтектического зерна в процессе затвердевания литой заготовки хрупкой эвтектики, содержащей карбиды ванадия 2) необходимость применения длительного высокотемпературного отжига штамповой оснастки для устранения карбидной сетки по границам эвтектического зерна, а для последующего выделения дисперсных частиц карбидов и нитридов ванадия в твердом состоянии повышения температуры отпуска на 50-80 С. Это создает дополнительные трудности при изготовлении литой штамповой оснастки и приводит к ее удорожанию. Задачей настоящего изобретения является увеличение эксплуатационной стойкости литейной штамповой стали за счет повышения ударной вязкости и устойчивости к росту зерна при температурных и деформационных воздействиях. Задача решается за счет того, что предлагаемая литейная штамповая сталь, содержащая углерод, кремний, марганец, хром, молибден, никель, железо и примеси, дополнительно содержит ниобий и алюминий при следующем соотношении компонентов, мас.углерод 0,50-0,60 кремний 0,10-0,40 марганец 0,50-0,80 хром 0,50-0,80 молибден 0,10-0,30 никель 1,40-1,80 ниобий 0,005-0,040 алюминий 0,010-0,015 железо и примеси остальное. Сущность заявляемого технического решения заключается в следующем. Получение литой штамповой стали со стабильно мелким зерном, формирующимся при литье, термической обработке литых заготовок, деформационном формообразовании гравюры штамповых вставок и сохраняющимся при эксплуатации штампового инструмента. При этом повышаются ударная вязкость, отпускоустойчивость, стабилизируется твердость и, как следствие, обеспечивается эксплуатационная стойкость сменного штампового инструмента на уровне изготовленного из проката или поковок. Кроме того, компонентный состав стали позволяет избежать образования карбидной неоднородности при деформационном воздействии на инструмент во время его изготовления и эксплуатации. В качестве компонентов, обеспечивающих получение стали со стабильно мелким зерном,использованы ниобий и алюминий. Положительная роль малых добавок ниобия в формировании структуры литой штамповой стали заключается, прежде всего, в отсутствии в ней эвтектических карбидов данного элемента, образовании в процессе кристаллизации и фазовых превращений стали в твердом состоянии дисперсных тугоплавких соединений ниобия с углеродом, играющих роль центров кристаллизации при формировании аустенитного зерна 7-9 баллов, а также блокирующих их рост. За счет формирования наследственно мелкозернистой структуры,которая сохраняется как при термической, так и при деформационной обработке штампового инструмента, возрастает ударная вязкость стали и замедляется ее разупрочнение при многократных нагревах в процессе эксплуатации штампового инструмента. При концентрации ниобия менее 0,005 образующихся тугоплавких соединений ниобия недостаточно для эффективного и равномерного измельчения структуры и повышения устойчивости стали к нагревам, что приводит к формированию в литых заготовках разнозернистой структуры и снижению ударной вязкости литой штамповой стали. При концентрации ниобия выше 0,04 происходит увеличение размеров карбидов ниобия, что вызывает снижение отпускоустойчивости стали. Кроме того, при этом происходит неоправданное увеличение стоимости стали и, соответственно, штампового инструмента. Присутствие в литейной штамповой стали алюминия способствует получению мелкозернистой стали преимущественно в литом состоянии за счет образования при ее раскис 3 18273 1 2014.06.30 лении дисперсных включений (оксидов), играющих роль зародышей при формировании эвтектического зерна. При остаточном содержании алюминия менее 0,01 мас.его роль в формировании зеренной структуры стали проявляется слабо, а при содержании более 0,015 мас.падает ударная вязкость стали из-за повышения содержания неметаллических включений. Добавки алюминия позволяют уменьшить добавки ниобия и снизить себестоимость литой штамповой стали. В качестве примера была осуществлена выплавка предлагаемой литейной штамповой стали, из которой были получены литые заготовки для образцов и штамповой оснастки,проведены их термическая, деформационная и механическая обработка и испытания в лабораторных и заводских условиях. Выплавку стали производили в индукционной печи ИСТ-0,16 с кислой футеровкой на Минском тракторном заводе. В качестве шихтовых материалов использовали отходы производства в виде изношенной штамповой оснастки и концевых отходов проката стали 5 ХНМ. При необходимости использовали ферросилиций Фс 75 (ГОСТ 1415-93), ферромарганец ФМн 78 (ГОСТ 4755-91), ферромолибден ФМо 60 (ГОСТ 4759-91), никель Н-1 (ГОСТ 849-97),феррохром ФХ 001 А (ГОСТ 4757-91). Для дополнительного легирования и раскисления стали применяли феррониобий ФН 1 (ГОСТ 16773-71) и алюминий АВ-88 (ГОСТ 295-98). После загрузки в печь и полного расплавления шихты за 15-16 мин до выпуска стали по данным экспресс-анализа осуществляли присадку ферросплавов за исключением алюминия и феррониобия. За 3-5 мин до выпуска металла в ковш производили его обработку силикокальцием СК 25 (ГОСТ 4762-85) и после нагрева металла до температуры 16001620 С осуществляли отбор металла в подогретый до температуры 800-900 С ковш для получения литых заготовок из стали-прототипа. Заливку форм производили при температуре металла 1560-1580 С. После отбора стали-прототипа для заливки форм в печь вводили феррониобий на расчетное содержание ниобия в соответствии с табл. 2. Расчетное количество алюминия вводили в ковш при заливке форм. Для изготовления литых заготовок использовали литейные формы с облицовкой из холодно-твердеющей стержневой смеси. Литые заготовки подвергали ковке для получения экспериментальных образцов и заготовок вставок штампов. Литые заготовки после охлаждения в формах подвергали изотермическому отжигу по режиму загрузка в камерную печь при температуре 600-620 С, выдержка 2-3 ч, нагрев до 900 С, выдержка 4 ч, охлаждение с печью. Из литых заготовок методом свободной ковки получали прутки диаметром 20 мм для изготовления опытных образцов. Слитки подвергали деформационной обработке на ковочном штампе и механической обработке поковок для получения вставки штампа детали Ступица трактора Беларус. Термическое упрочнение образцов и вставок штампов после механической обработки осуществляли по режиму закалка - нагрев до 600 С, выдержка 4 ч, нагрев до 950 С со скоростью 50 С/ч, выдержка 4 ч, охлаждение в масле до 150 С, далее - на воздухе отпуск - нагрев до 580 С, выдержка 3 ч, охлаждение на воздухе. Твердость штамповых вставок и образцов после термической обработки составляла 42-44 . Наряду с опытными сталями проводили в аналогичных условиях изготовление вставок штампов и образцов из стали, выбранной за прототип. В качестве примера была осуществлена выплавка литейных штамповых сталей, компонентный состав которых представлен в табл. 1. Определяли эксплуатационную стойкость литых вставок штампов (количество годных поковок, изготовленных на одном комплекте) при ковке на молоте усилием 1 т.с. Ударную вязкостьопределяли на стандартном оборудовании по ГОСТ 9454-78 4 на образцах 101055 мм с надрезом радиусом 1 мм и глубиной 2 мм. Устойчивость стали к росту зерна определяли путем сравнения балла аустенитного зерна до постановки на испытания и после изготовления 1000 поковок с оценкой балла зерна по ГОСТ 5639-82 5. Кроме того, определяли отпускоустойчивость сталей (0) по температуре четырехчасового теплового воздействия на образец, приводящего к падению твердости до 40 6. Результаты испытаний приведены в табл. 2. 4 18273 1 2014.06.30 Таблица 1 Компонентный состав опытных сталейопыта Механические и эксплуатационные свойства опытных сталей Балл зерна ТверОтпуско- Стойкость,дость,устойчи- вставок, До постановки После 2000 съемов Дж/см 2 вость, С съемов на испытания поковок 1 0,38 540 1950 7-8 7 2 0,40 560 2000 7-8 7 3 42-44 0,45 580 2100 8-9 7-8 4 0,30 480 1700 6 6 5 0,32 500 1800 7 6 6 (прототип) 40-43 0,34 500 1800 6 5 опыта Из анализа результатов, приведенных в табл. 1 и 2, следует, что оптимальным сочетанием свойств обладают стали 1-3. Результаты сравнительных испытаний показывают, что предлагаемые стали по сравнению с прототипом обладают более высоким прочностными свойствами, а штамповая оснастка, изготовленная из предлагаемой стали (при ее изготовлении переплавом отходов штамповой стали), имеет более высокую эксплуатационную стойкость, что отвечает поставленной при ее разработке задаче. Источники информации 1. Куниловский В.В., Крутиков В.К. Литые штампы для горячего объемного деформирования. - Л. Машиностроение, 1987. - 126 с. 2. Патент 82371 , МПК 22 38/54, 2006. 3. Технологический процесс получения кузнечных штампов методом литья и применение сталей новых марок для литых штампов. РД 37.002.0518-87. М. НИИТавтопром,1987. - 203 с. 4. ГОСТ 9454-78. Металлы. Метод испытания на ударный изгиб при пониженных,комнатной и повышенных температурах. 5. ГОСТ 5639-82. Стали и сплавы. Методы выявления и определения величины зерна. 6. Позняк Л.А., Скрынченко Ю.М., Тишаев И.М. Штамповые стали. -М. Металлургия,1980. - С. 67. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: C22C 38/02, C22C 38/44, C22C 38/04, C22C 38/06
Метки: литейная, сталь, штамповая
Код ссылки
<a href="https://by.patents.su/5-18273-litejjnaya-shtampovaya-stal.html" rel="bookmark" title="База патентов Беларуси">Литейная штамповая сталь</a>
Штамповая сталь
Номер патента: 8237
Опубликовано: 30.06.2006
Авторы: Антипин Анатолий Сергеевич, Дудецкая Лариса Романовна, Белый Леонид Степанович, Орлов Юрий Григорьевич, Галкина Алла Владиславовна
МПК: C22C 38/54
Текст:
...зерна, измельчающих дендритную структуру, что способствует повышению ее отпускоустойчивости и эксплуатационной стойкости штамповой оснастки. Отличительной особенностью бора и азота является их удаление из стали при переплаве отходов, в результате чего не происходит накопления этих элементов в отливках. При концентрации бора менее 0,006 образующихся тугоплавких соединений недостаточно для эффективного и равномерного измельчения структуры...
Литая штамповая сталь
Номер патента: 6034
Опубликовано: 30.03.2004
Авторы: Цейгер Елена Николаевна, Клещенак Геннадий Иванович, Ливенцев Владимир Евгеньевич
МПК: C22C 38/50
Метки: литая, сталь, штамповая
Текст:
...ударную вязкость и пластичность стали. Модифицирование литой стали церием уменьшает длину и толщину осей дендритов, снижает содержание вредных примесей в металле, увеличивает плотность отливок, что способствует повышению прочности, пластичности и ударной вязкости.Опытные плавки сталей проводили в индукционной печи типа ИСТ-006 с использованием установки электрошлакового кокильного литья типа УШ-159. Выплавленные стали с помощью специального...
Штамповая сталь
Номер патента: 6731
Опубликовано: 30.12.2004
Авторы: Ленартович Дмитрий Владимирович, Тимошпольский Владимир Исаакович, Стеблов Анвер Борисович, Филипов Вадим Владимирович, Понкратин Евгений Иванович, Иванов Эдуард Владимирович
МПК: C22C 38/50
Текст:
...0,01-0,04 титан 0,02-0,04 бор 0,001-0,003 цирконий 0,02-0,04 железо остальное,2 6731 1 причем отношение (ванадийтитан)/углерод составляет 0,16-0,26, а отношение (титанцирконий)100/углерод составляет 5,49-9,75. Повышение содержания углерода связано с необходимостью увеличения прочности стали для обеспечения работоспособности инструмента. Более низкое содержание кремния позволяет повысить пластические свойства стали,особенно ударную...
Штамповая сталь
Номер патента: 6728
Опубликовано: 30.12.2004
Авторы: Филипов Вадим Владимирович, Стеблов Анвер Борисович, Тимошпольский Владимир Исаакович, Ленартович Дмитрий Владимирович, Иванов Эдуард Владимирович, Понкратин Евгений Иванович
МПК: C22C 38/50
Текст:
...отношение (титанцирконий)100/углерод составляет 8,7-13,8. 2 6728 1 Повышение содержания углерода связано с необходимостью увеличения прочности стали для обеспечения работоспособности мелкого инструмента удлиненной формы типа прошивников. Причем при содержании углерода менее 0,46 запас прочности недостаточен, а при содержании углерода более 0,58 резко снижается ударная вязкость. Указанное содержание хрома в сочетании с повышенным содержанием...
Штамповая сталь
Номер патента: 729
Опубликовано: 30.06.1995
Авторы: Стеблов А. Б., Пичугин В. В., Романовский В. М., Феоктистов Ю. В., Масленников А. В., Понкратин Е. И., Левитан В. Б.
МПК: C22C 38/54
Текст:
...НИЗКОЭ СОДЭРЖЗЕИЭ КРЭШШИЕ ПОЗВОЛЯЕТ ПОВЫСИТЬ ПДЪЗОТПЧВСКИЭПониженное содержание хрома создает благоприятные условия для упрочнения металлической матрицы, обеспечивающего максимум кратковременной прочности стали при повышенной температуре. Причем содержание хрома менее 0,8 приводит к значительному снижению тепиостойкости стали, а более 1,4 начинает снижать прочность при температурах выше 500 О с.Введение в сталь бора позволяет...
Предыдущий патент: Сталь
Следующий патент: Способ получения монокристаллов дифосфида кадмия тетрагональной модификации повышенной оптической прочности
Случайный патент: Фильтрующий элемент