Устройство для шаржирования боковых поверхностей распиловочного диска
Номер патента: 14908
Опубликовано: 30.10.2011
Авторы: Габец Вячеслав Леонидович, Корзун Павел Олегович, Киселев Михаил Григорьевич, Дроздов Алексей Владимирович
Текст
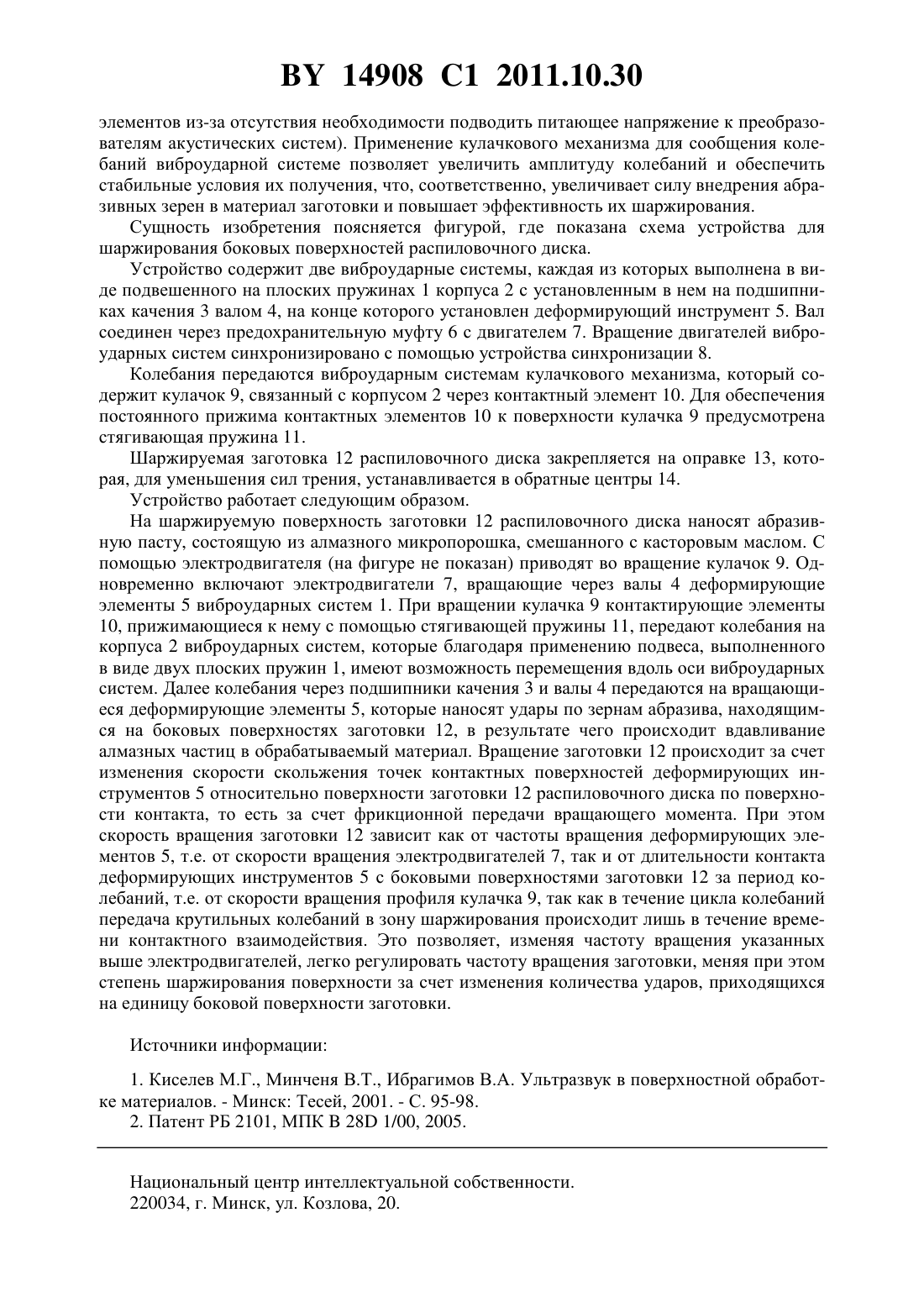
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ШАРЖИРОВАНИЯ БОКОВЫХ ПОВЕРХНОСТЕЙ РАСПИЛОВОЧНОГО ДИСКА(71) Заявитель Белорусский национальный технический университет(72) Авторы Киселев Михаил Григорьевич Дроздов Алексей Владимирович Корзун Павел Олегович Габец Вячеслав Леонидович(73) Патентообладатель Белорусский национальный технический университет(57) Устройство для шаржирования боковых поверхностей распиловочного диска, содержащее оправку для установки распиловочного диска с приводом вращения и две вращающиеся соосные виброударные системы, при этом каждая из виброударных систем установлена с возможностью перемещения вдоль оси и выполнена в виде подвешенного на плоских пружинах корпуса с установленным в нем валом, на конце которого установлен деформирующий инструмент, каждый корпус связан через контактный элемент с кулачком кулачкового механизма, служащего для передачи колебаний виброударным системам, ось вращения оправки смещена относительно оси виброударных систем в горизонтальной плоскости, а привод вращения выполнен в виде фрикционной передачи. Изобретение относится к устройствам для поверхностной обработки материалов, в частности для шаржирования боковых поверхностей распиловочного диска алмазным порошком. 14908 1 2011.10.30 Известно устройство для шаржирования распиловочного диска по односторонней схеме 1, содержащее вращающийся стол, на котором закреплен шаржируемый распиловочный диск, деформирующий инструмент сферической формы с плоским срезом, установленный с эксцентриситетом относительно оси концентратора ультразвукового преобразователя, а также механизм создания колебательных перемещений и механизм нагружения. Недостатком известного устройства является низкая производительность шаржирования, так как обработку необходимо осуществлять последовательно с одной и другой стороны, а также нестабильное перемещение деформирующего инструмента, что снижает равномерность распределения и степени закрепления шаржированных частиц на поверхности распиловочного диска. Наиболее близким к предлагаемому изобретению является устройство для шаржирования боковых поверхностей распиловочного диска 2, содержащее две вращающиеся соосные виброударные системы, на торцах которых закреплены деформирующие инструменты, и оправку для установки заготовки распиловочного диска. При этом оси вращения виброударных систем и оправки смещены относительно друг друга в горизонтальной плоскости, а привод вращения заготовки выполнен в виде фрикционной передачи. Основным недостатком описанного устройства является использование разомкнутой акустической системы. Особенностью таких систем является наличие деформирующих инструментов, размещаемых с возможностью перемещения относительно оси концентратора акустической системы между его торцом и обрабатываемой поверхностью. Это приводит к тому, что амплитуда колебаний такого деформирующего инструмента в процессе его затягивания на виброударный режим работы не имеет постоянного значения, а непрерывно изменяется, причем это изменение зависит от множества факторов (трение при перемещении деформирующего элемента относительно акустической системы, характер взаимодействия деформирующего инструмента с обрабатываемой поверхностью распиловочного диска, состояние поверхности заготовки и т.д.). Это снижает равномерность распределения и степень шаржирования алмазных частиц по поверхности распиловочного диска. Кроме того, нестабильная амплитуда получаемых таким образом колебаний снижает вероятность попадания абразивных зерен в зазор между деформирующим инструментом и поверхностью заготовки. При этом недостатком описанного устройства является и необходимость использования вращающихся акустических систем, что приводит к снижению эффективности передачи рабочей акустической энергии в зону обработки. Кроме того, необходимость подвода питающего напряжения к ультразвуковым преобразователям акустических систем конструктивно ограничивает скорость их вращения, снижая возможную частоту вращения оправки для установки заготовки, связанной с акустическими системами фрикционной передачей. Задача, решаемая изобретением, заключается в повышении эффективности шаржирования и упрощении конструкции технологического оборудования, применяемого на этой операции. Это достигается тем, что в устройстве для шаржирования боковых поверхностей распиловочного диска, содержащем оправку для установки распиловочного диска с приводом вращения и две вращающиеся соосные виброударные системы, при этом каждая из виброударных систем установлена с возможностью перемещения вдоль оси и выполнена в виде подвешенного на плоских пружинах корпуса с установленным на нем валом, на конце которого установлен деформирующий инструмент, каждый корпус связан через контактный элемент с кулачком кулачкового механизма, служащего для передачи колебаний виброударным системам, ось вращения оправки смещена относительно оси виброударных систем в горизонтальной плоскости, а привод вращения выполнен в виде фрикционной передачи. Это значительно упрощает конструкцию всей установки (облегчается процесс загрузки распиловочного диска в зону обработки, электрическая схема содержит меньшее число 2 14908 1 2011.10.30 элементов из-за отсутствия необходимости подводить питающее напряжение к преобразователям акустических систем). Применение кулачкового механизма для сообщения колебаний виброударной системе позволяет увеличить амплитуду колебаний и обеспечить стабильные условия их получения, что, соответственно, увеличивает силу внедрения абразивных зерен в материал заготовки и повышает эффективность их шаржирования. Сущность изобретения поясняется фигурой, где показана схема устройства для шаржирования боковых поверхностей распиловочного диска. Устройство содержит две виброударные системы, каждая из которых выполнена в виде подвешенного на плоских пружинах 1 корпуса 2 с установленным в нем на подшипниках качения 3 валом 4, на конце которого установлен деформирующий инструмент 5. Вал соединен через предохранительную муфту 6 с двигателем 7. Вращение двигателей виброударных систем синхронизировано с помощью устройства синхронизации 8. Колебания передаются виброударным системам кулачкового механизма, который содержит кулачок 9, связанный с корпусом 2 через контактный элемент 10. Для обеспечения постоянного прижима контактных элементов 10 к поверхности кулачка 9 предусмотрена стягивающая пружина 11. Шаржируемая заготовка 12 распиловочного диска закрепляется на оправке 13, которая, для уменьшения сил трения, устанавливается в обратные центры 14. Устройство работает следующим образом. На шаржируемую поверхность заготовки 12 распиловочного диска наносят абразивную пасту, состоящую из алмазного микропорошка, смешанного с касторовым маслом. С помощью электродвигателя (на фигуре не показан) приводят во вращение кулачок 9. Одновременно включают электродвигатели 7, вращающие через валы 4 деформирующие элементы 5 виброударных систем 1. При вращении кулачка 9 контактирующие элементы 10, прижимающиеся к нему с помощью стягивающей пружины 11, передают колебания на корпуса 2 виброударных систем, которые благодаря применению подвеса, выполненного в виде двух плоских пружин 1, имеют возможность перемещения вдоль оси виброударных систем. Далее колебания через подшипники качения 3 и валы 4 передаются на вращающиеся деформирующие элементы 5, которые наносят удары по зернам абразива, находящимся на боковых поверхностях заготовки 12, в результате чего происходит вдавливание алмазных частиц в обрабатываемый материал. Вращение заготовки 12 происходит за счет изменения скорости скольжения точек контактных поверхностей деформирующих инструментов 5 относительно поверхности заготовки 12 распиловочного диска по поверхности контакта, то есть за счет фрикционной передачи вращающего момента. При этом скорость вращения заготовки 12 зависит как от частоты вращения деформирующих элементов 5, т.е. от скорости вращения электродвигателей 7, так и от длительности контакта деформирующих инструментов 5 с боковыми поверхностями заготовки 12 за период колебаний, т.е. от скорости вращения профиля кулачка 9, так как в течение цикла колебаний передача крутильных колебаний в зону шаржирования происходит лишь в течение времени контактного взаимодействия. Это позволяет, изменяя частоту вращения указанных выше электродвигателей, легко регулировать частоту вращения заготовки, меняя при этом степень шаржирования поверхности за счет изменения количества ударов, приходящихся на единицу боковой поверхности заготовки. Источники информации 1. Киселев М.Г., Минченя В.Т., Ибрагимов В.А. Ультразвук в поверхностной обработке материалов. - Минск Тесей, 2001. - С. 95-98. 2. Патент РБ 2101, МПК 28 1/00, 2005. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B24B 57/00
Метки: устройство, диска, шаржирования, поверхностей, распиловочного, боковых
Код ссылки
<a href="https://by.patents.su/3-14908-ustrojjstvo-dlya-sharzhirovaniya-bokovyh-poverhnostejj-raspilovochnogo-diska.html" rel="bookmark" title="База патентов Беларуси">Устройство для шаржирования боковых поверхностей распиловочного диска</a>
Устройство для шаржирования боковых поверхностей распиловочного диска
Номер патента: 13921
Опубликовано: 30.12.2010
Авторы: Новиков Александр Анатольевич, Дроздов Алексей Владимирович, Корзун Павел Олегович, Киселев Михаил Григорьевич
МПК: B24B 57/00
Метки: распиловочного, боковых, шаржирования, устройство, поверхностей, диска
Текст:
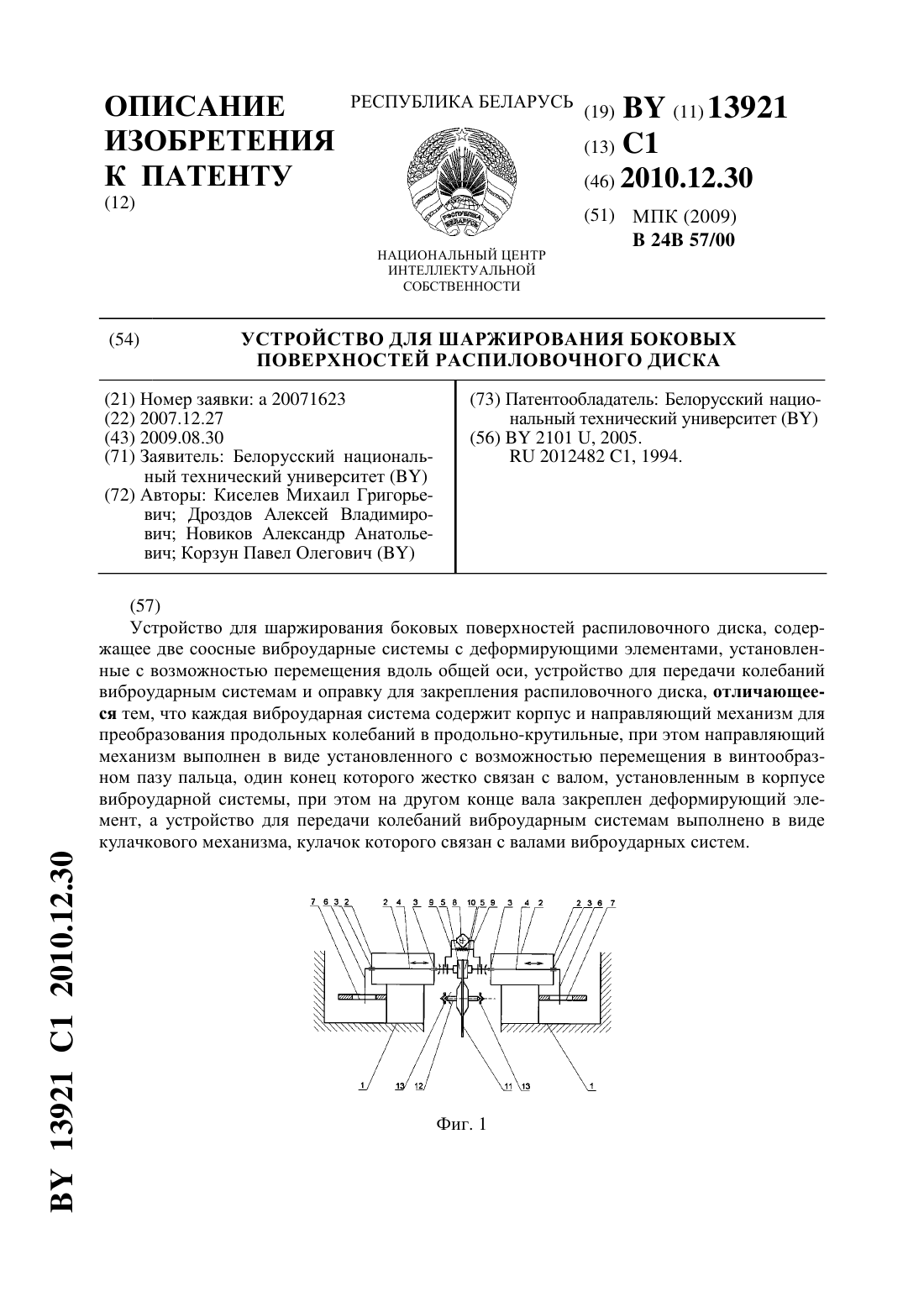
...колебаний в продольно-крутильные, при этом направляющий механизм выполнен в виде установленного с возможностью перемещения в винтообразном пазу пальца, один конец которого жестко связан с валом, установленным в корпусе виброударной системы, при этом на другом конце вала закреплен деформирующий эле 2 13921 1 2010.12.30 мент, а устройство для передачи колебаний виброударным системам выполнено в виде кулачкового механизма, кулачок...
Устройство для шаржирования боковых поверхностей распиловочного диска
Номер патента: 13498
Опубликовано: 30.08.2010
Авторы: Новиков Александр Анатольевич, Киселев Михаил Григорьевич, Дроздов Алексей Владимирович
МПК: B24B 57/00
Метки: распиловочного, боковых, устройство, поверхностей, диска, шаржирования
Текст:
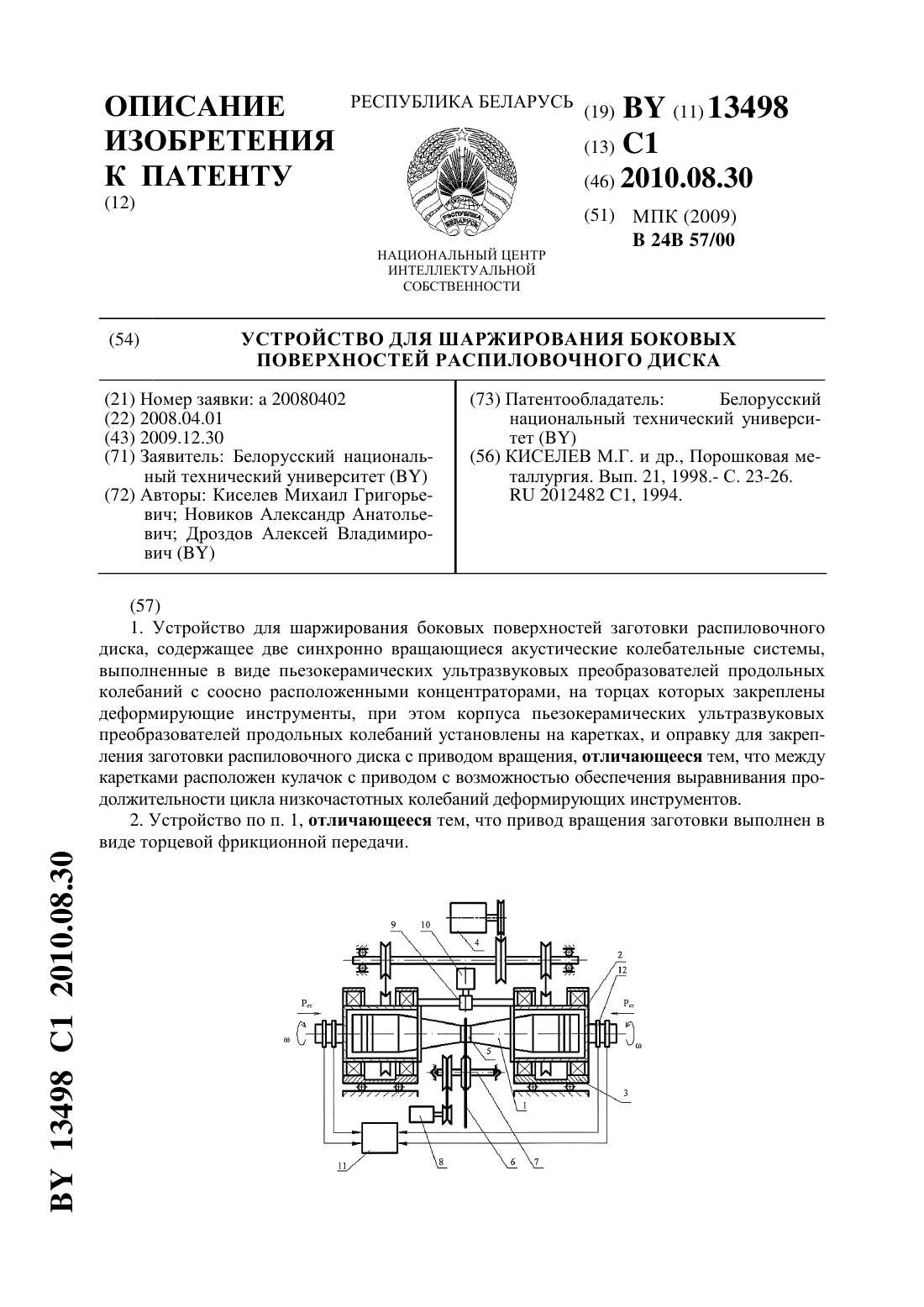
...алмазных зерен на боковых поверхностях распиловочного диска. Поставленная задача решается тем, что в устройстве для шаржирования боковых поверхностей заготовки распиловочного диска, содержащем две синхронно вращающиеся акустические колебательные системы, выполненные в виде пьезокерамических ультразвуковых преобразователей продольных колебаний с соосно расположенными концентраторами, на торцах которых закреплены деформирующие...
Устройство для шаржирования боковых поверхностей распиловочного диска
Номер патента: U 2874
Опубликовано: 30.06.2006
Авторы: Киселев Михаил Григорьевич, Новиков Александр Анатольевич
МПК: B24B 1/04
Метки: поверхностей, боковых, шаржирования, распиловочного, диска, устройство
Текст:
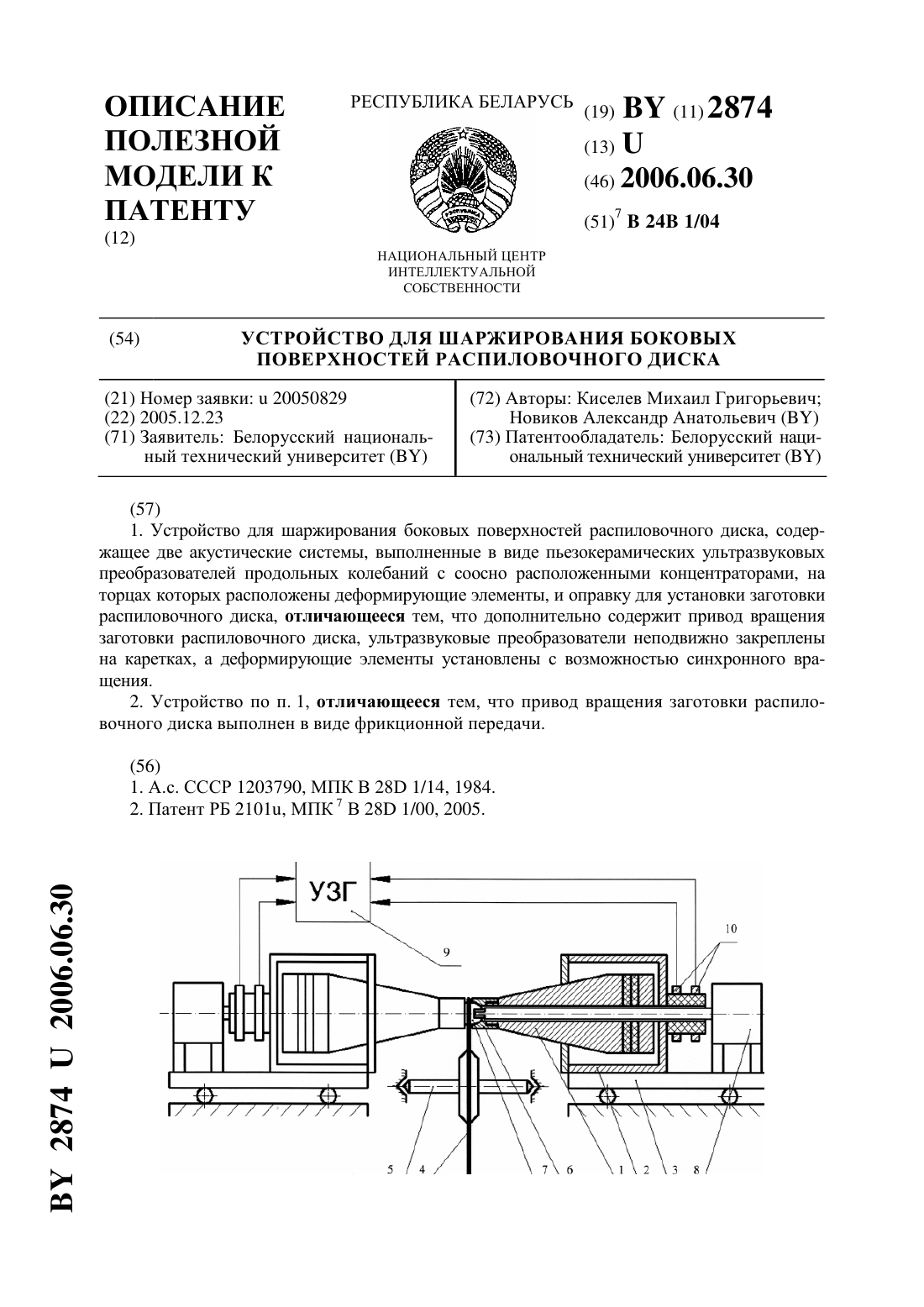
...В заявляемой полезной модели в качестве промежуточного элемента использован спиленный шарик,который устанавливается в сменный наконечник. Разомкнутые акустические колебательные системы характеризуются тем, что при определенных условиях они переходят в виброударный режим работы. При этом в системе помимо ультразвуковых колебаний возникают низкочастотные колебания промежуточных звеньев, обусловленные динамическим уводом...
Устройство для двустороннего шаржирования боковых поверхностей распиловочного диска
Номер патента: 12051
Опубликовано: 30.06.2009
Авторы: Новиков Александр Анатольевич, Киселев Михаил Григорьевич
МПК: B24B 1/04, B24B 57/00
Метки: боковых, поверхностей, диска, двустороннего, распиловочного, шаржирования, устройство
Текст:
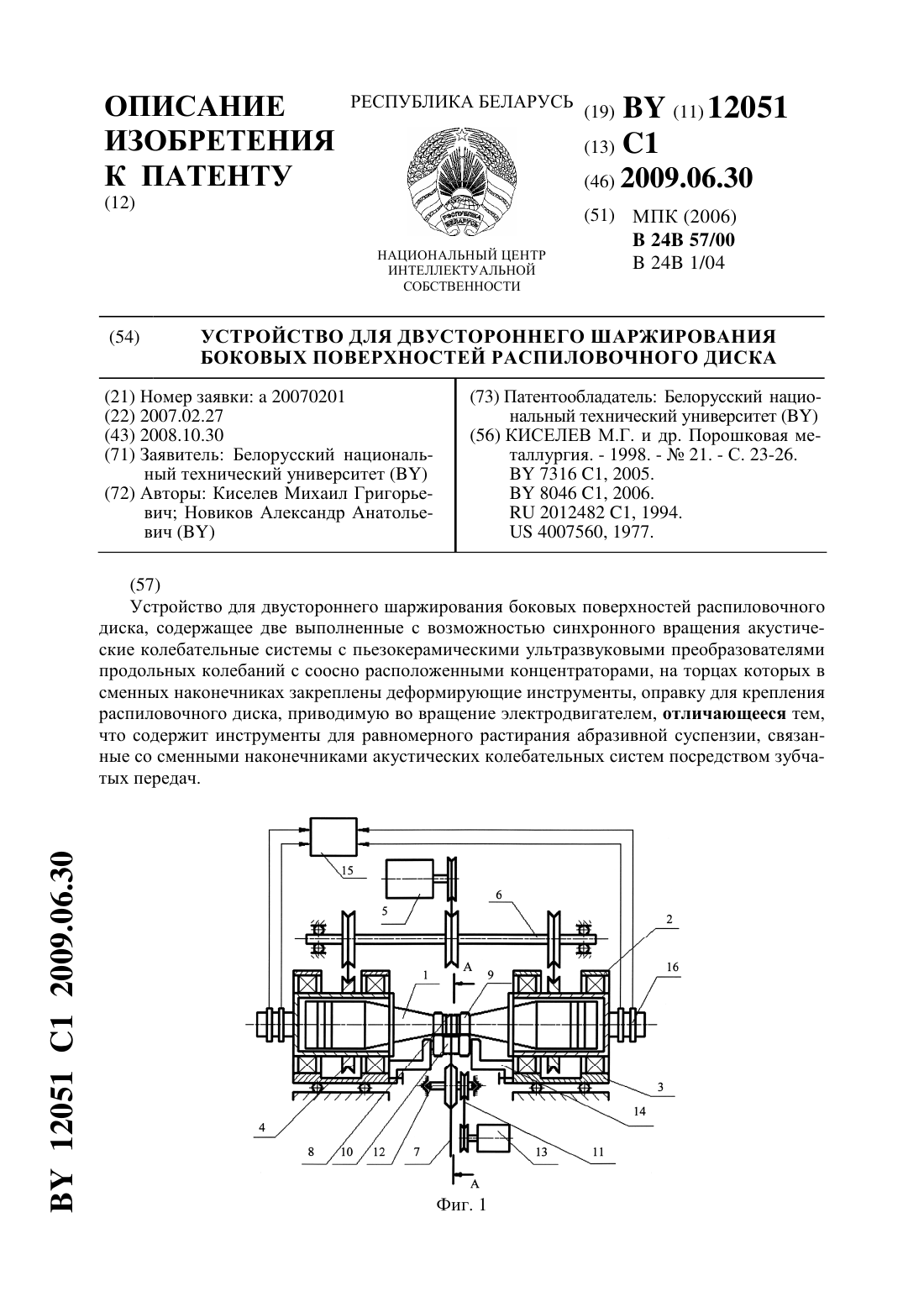
...колебания промежуточных звеньев, обусловленные динамическим уводом преобразователя. Колебания в виброударных системах состоят из ряда циклов. В начале каждого цикла происходит увеличение увода звеньев колебательной системы, то есть затягивание колебаний по ампли 2 12051 1 2009.06.30 туде. Заканчивается цикл срывом колебаний, то есть их затуханием по амплитуде с последующим силовым замыканием звеньев колебательной системы. Амплитуда...
Устройство для шаржирования боковых поверхностей распиловочного диска

Номер патента: 13908
Опубликовано: 30.12.2010
Авторы: Габец Вячеслав Леонидович, Дроздов Алексей Владимирович, Киселев Михаил Григорьевич, Степаненко Дмитрий Александрович
МПК: B24B 57/00
Метки: распиловочного, устройство, боковых, поверхностей, диска, шаржирования
Текст:
...устройстве используются так называемые разомкнутые акустические колебательные системы. Их особенностью является наличие одного или нескольких промежуточных элементов, размещаемых с возможностью перемещения относительно оси концентратора акустической системы между его торцом и обрабатываемой поверхностью. Разомкнутые акустические колебательные системы характеризуются тем, что при определенных условиях они переходят в виброударный режим...
Предыдущий патент: Гербицидная суспензия
Следующий патент: Профилактический или терапевтический агент против депрессии или тревожного расстройства
Случайный патент: Способ глубокой очистки сточных вод производства мочевины и устройство для разложения мочевины, содержащейся в сточных водах производства мочевины