Инструмент для отделочно-упрочняющей обработки плоских поверхностей
Номер патента: 14287
Опубликовано: 30.04.2011
Авторы: Рыжанков Дмитрий Михайлович, Довгалев Александр Михайлович, Сухоцкий Сергей Александрович, Свирепа Дмитрий Михайлович
Текст
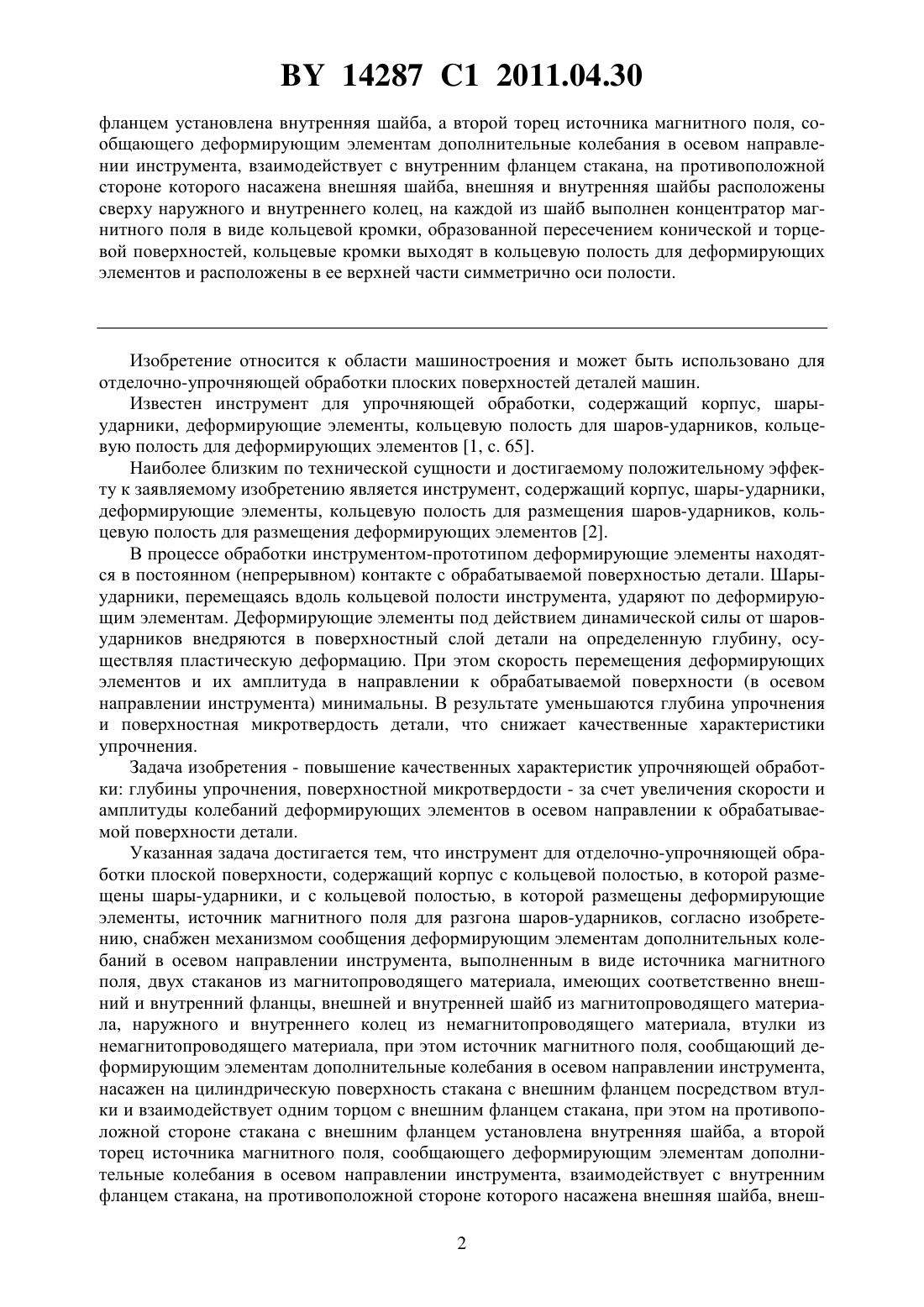
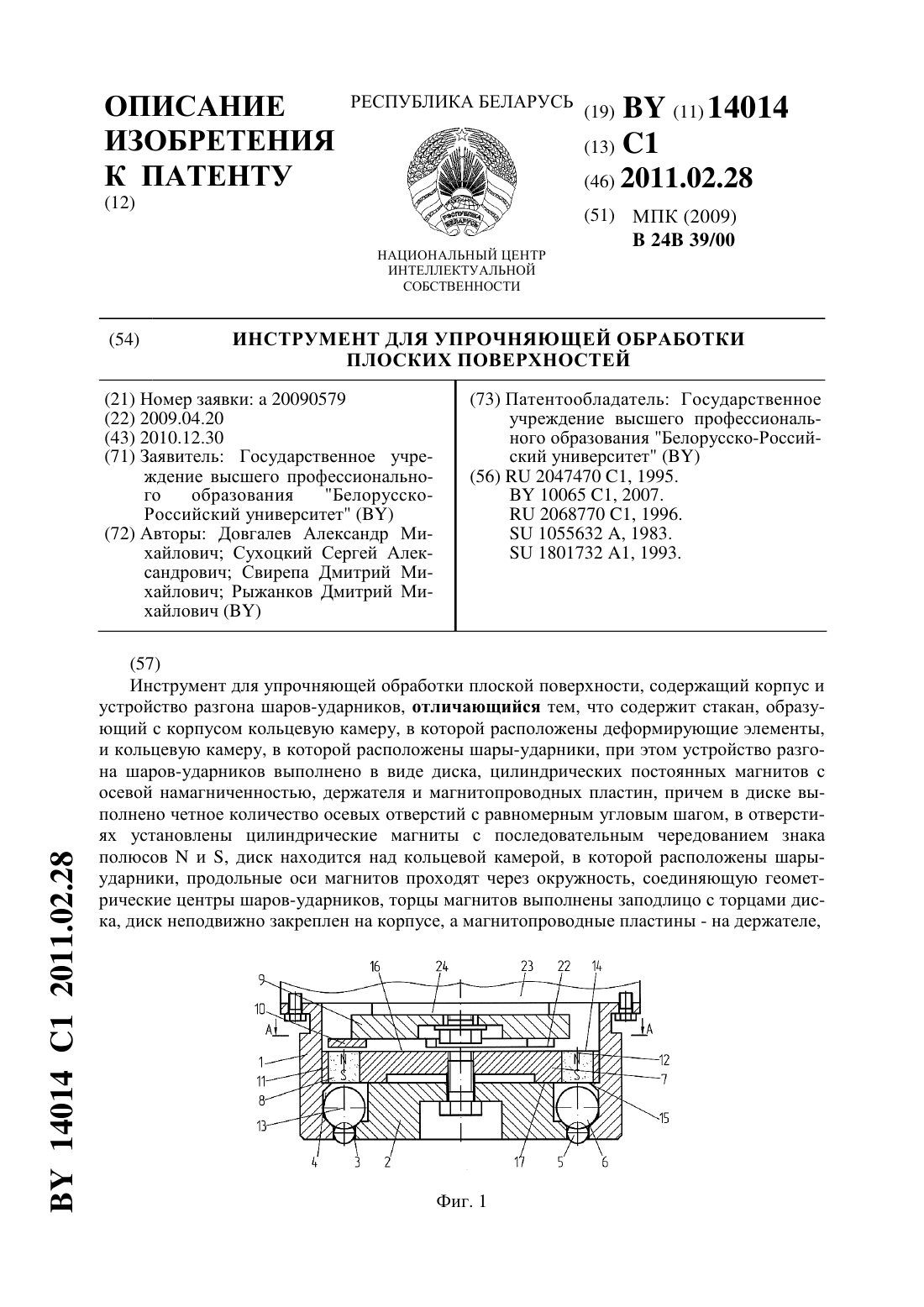
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное учреждение высшего профессионального образования БелорусскоРоссийский университет(72) Авторы Довгалев Александр Михайлович Сухоцкий Сергей Александрович Свирепа Дмитрий Михайлович Рыжанков Дмитрий Михайлович(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(57) Инструмент для отделочно-упрочняющей обработки плоской поверхности, содержащий корпус с кольцевой полостью, в которой размещены шары-ударники, и с кольцевой полостью, в которой размещены деформирующие элементы, источник магнитного поля для разгона шаров-ударников, отличающийся тем, что снабжен механизмом сообщения деформирующим элементам дополнительных колебаний в осевом направлении инструмента, выполненным в виде источника магнитного поля, двух стаканов из магнитопроводящего материала, имеющих соответственно внешний и внутренний фланцы, внешней и внутренней шайб из магнитопроводящего материала, наружного и внутреннего колец из немагнитопроводящего материала, втулки из немагнитопроводящего материала, при этом источник магнитного поля, сообщающий деформирующим элементам дополнительные колебания в осевом направлении инструмента, насажен на цилиндрическую поверхность стакана с внешним фланцем посредством втулки и взаимодействует одним торцом с внешним фланцем стакана, при этом на противоположной стороне стакана с внешним 14287 1 2011.04.30 фланцем установлена внутренняя шайба, а второй торец источника магнитного поля, сообщающего деформирующим элементам дополнительные колебания в осевом направлении инструмента, взаимодействует с внутренним фланцем стакана, на противоположной стороне которого насажена внешняя шайба, внешняя и внутренняя шайбы расположены сверху наружного и внутреннего колец, на каждой из шайб выполнен концентратор магнитного поля в виде кольцевой кромки, образованной пересечением конической и торцевой поверхностей, кольцевые кромки выходят в кольцевую полость для деформирующих элементов и расположены в ее верхней части симметрично оси полости. Изобретение относится к области машиностроения и может быть использовано для отделочно-упрочняющей обработки плоских поверхностей деталей машин. Известен инструмент для упрочняющей обработки, содержащий корпус, шарыударники, деформирующие элементы, кольцевую полость для шаров-ударников, кольцевую полость для деформирующих элементов 1, с. 65. Наиболее близким по технической сущности и достигаемому положительному эффекту к заявляемому изобретению является инструмент, содержащий корпус, шары-ударники,деформирующие элементы, кольцевую полость для размещения шаров-ударников, кольцевую полость для размещения деформирующих элементов 2. В процессе обработки инструментом-прототипом деформирующие элементы находятся в постоянном (непрерывном) контакте с обрабатываемой поверхностью детали. Шарыударники, перемещаясь вдоль кольцевой полости инструмента, ударяют по деформирующим элементам. Деформирующие элементы под действием динамической силы от шаровударников внедряются в поверхностный слой детали на определенную глубину, осуществляя пластическую деформацию. При этом скорость перемещения деформирующих элементов и их амплитуда в направлении к обрабатываемой поверхности (в осевом направлении инструмента) минимальны. В результате уменьшаются глубина упрочнения и поверхностная микротвердость детали, что снижает качественные характеристики упрочнения. Задача изобретения - повышение качественных характеристик упрочняющей обработки глубины упрочнения, поверхностной микротвердости - за счет увеличения скорости и амплитуды колебаний деформирующих элементов в осевом направлении к обрабатываемой поверхности детали. Указанная задача достигается тем, что инструмент для отделочно-упрочняющей обработки плоской поверхности, содержащий корпус с кольцевой полостью, в которой размещены шары-ударники, и с кольцевой полостью, в которой размещены деформирующие элементы, источник магнитного поля для разгона шаров-ударников, согласно изобретению, снабжен механизмом сообщения деформирующим элементам дополнительных колебаний в осевом направлении инструмента, выполненным в виде источника магнитного поля, двух стаканов из магнитопроводящего материала, имеющих соответственно внешний и внутренний фланцы, внешней и внутренней шайб из магнитопроводящего материала, наружного и внутреннего колец из немагнитопроводящего материала, втулки из немагнитопроводящего материала, при этом источник магнитного поля, сообщающий деформирующим элементам дополнительные колебания в осевом направлении инструмента,насажен на цилиндрическую поверхность стакана с внешним фланцем посредством втулки и взаимодействует одним торцом с внешним фланцем стакана, при этом на противоположной стороне стакана с внешним фланцем установленавнутренняя шайба, а второй торец источника магнитного поля, сообщающего деформирующим элементам дополнительные колебания в осевом направлении инструмента, взаимодействует с внутренним фланцем стакана, на противоположной стороне которого насажена внешняя шайба, внеш 2 14287 1 2011.04.30 няя и внутренняя шайбы расположены сверху наружного и внутреннего колец, на каждой из шайб выполнен концентратор магнитного поля в виде кольцевой кромки, образованной пересечением конической и торцевой поверхностей, кольцевые кромки выходят в кольцевую полость для деформирующих элементов и расположены в ее верхней части симметрично оси полости. Такое выполнение инструмента обеспечивает повышение качества упрочняющей обработки глубины упрочненного слоя, поверхностной микротвердости - за счет сообщения дополнительных колебаний деформирующим элементам в направлении к обрабатываемой поверхности и увеличения скорости столкновения деформирующих элементов с обрабатываемой поверхностью. Изобретение поясняется чертежом. На фигуре показан инструмент для отделочноупрочняющей обработки плоских поверхностей. Инструмент содержит оправку 1, корпус 2, внутреннее и наружное кольца 3, 4 из немагнитопроводного материала, шары-ударники 5, деформирующие элементы 6, кольцевую полость 7 для размещения шаров-ударников 5, кольцевую полость 8 для размещения элементов 6. Кольцевая полость 8 образована внутренним кольцом 3 и наружным кольцом 4. Одна сторона кольцевой полости 8 открыта в осевом направлении и пересекается с торцом колец 3, 4. Другая сторона кольцевой полости 8 выходит в кольцевую полость 7. В инструменте имеется источник магнитного поля 9 в виде постоянного магнита. Инструмент снабжен механизмом сообщения деформирующим элементам 6 дополнительных колебаний в осевом направлении инструмента, а следовательно, в направлении к обрабатываемой поверхности детали. Механизм выполнен в виде дополнительного источника магнитного поля 10 (постоянного магнита), стакана 11 с внешним фланцем 12, стакана 13 с внутренним фланцем 14, внутренней шайбы 15, внешней шайбы 16 и втулки 17. Шайбы 15 и 16 выполнены из магнитопроводного материала, а втулка 17 - из немагнитопроводного. Источник магнитного поля 10 насажен (установлен) на цилиндрическую поверхность стакана 11 посредством втулки 17 и взаимодействует одним торцом с фланцем 12 стакана 11, а другим - с фланцем 14 стакана 13. На противоположной от фланца 12 стороне стакана 11 установлена внутренняя шайба 15, а на стакане 13 насажена внешняя шайба 16. Шайбы 15 и 16 соответственно расположены сверху внутреннего кольца 3 и наружного кольца 4. На шайбах 15 и 16 выполнены концентраторы магнитного поля в виде кольцевых кромок 18, 19, образованных пересечением конических поверхностей 20, 21 и торцевой поверхности 22. Кольцевые кромки 18, 19 выходят в кольцевую полость 8 для деформирующих элементов 6 и расположены симметрично оси 23 полости 8, причем в ее верхней части. Инструмент работает следующим образом. Деталь 24 устанавливают на столе станка. Оправку 1 инструмента закрепляют в шпинделе станка. Подводят инструмент к детали и обеспечивают зазормежду упрочняемой поверхностью и торцом инструмента. Шпинделю сообщают вращение и перемещают инструмент с подачейвдоль обрабатываемой поверхности 25. При вращении инструмента механическая энергия вращения оправки 1 передается шарам-ударникам 5 посредством магнитного поля, создаваемого магнитом 9. В результате шары-ударники 5 разгоняются в окружном направлении с угловой скоростью 1, перемещаясь вдоль кольцевой полости 7. Магнитный поток от дополнительного магнита 10 подводится посредством стаканов 11, 13 с фланцами 12, 14 и шайб 15, 16 к кольцевым концентраторам магнитного поля 18, 19, расположенным в верхней части полости 8. Вследствие этого магнитное поле фокусируется на кольцевых кромках 18, 19 и притягивает к себе деформирующие элементы 6. Деформирующие элементы 6 при этом располагаются в верхней части кольцевой полости 8 (так как притягиваются магнитной силой к кольцевым кромкам 18, 19). 3 14287 1 2011.04.30 Между деформирующими элементами 6 и поверхностью 25 детали 24 образуется зазор , необходимый для осуществления колебательных осевых перемещений деформирующих элементов 6. Деформирующие элементы 6 также вращаются в окружном направлении с угловой скоростью 2. Так как они не испытывают (в силу удаленности) воздействия магнитного поля от основного магнита 9, то их угловая скорость вращения 2 существенно меньше угловой скорости вращения шаров-ударников 5. Шары-ударники 5, перемещаясь вдоль кольцевой полости 7, ударяют по выступающим в кольцевую полость 7 деформирующим элементам 6. Деформирующие элементы 6 от шаров-ударников 5 получают энергию удара, смещаются в направлении действия силы и сталкиваются со скоростьюс поверхностью упрочняемой детали. Столкнувшись с деталью, деформирующие элементы 6 большую часть своей энергии расходуют на пластическое деформирование поверхностного слоя, затем отражаются от поверхности,перемещаются в верхнюю часть кольцевой полости 8, где снова удерживаются магнитным полем от дополнительного магнита 10. Далее цикл взаимодействия шаров-ударников 5 с деформирующими элементами 6, а также деформирующих элементов 6 с обрабатываемой поверхностью 25 повторяется. Таким образом, деформирующие элементы 6 приобретают дополнительное колебательное движение в осевом направлении инструмента. Так как ось инструмента расположена нормально к обрабатываемой поверхности, то деформирующие элементы периодически (с частотой колебаний) сталкиваются с упрочняемой поверхностью, имея высокую начальную скорость удара. (Следует отметить, что в инструменте-прототипе начальная скорость удара деформирующих элементов о поверхность детали равна нулю,т.к. деформирующие элементы непосредственно находятся на упрочняемой поверхности детали.) Это обеспечивает увеличение глубины упрочнения поверхностного слоя детали и поверхностной микротвердости, что повышает качественные характеристики упрочняющей обработки. В качестве примера конкретного применения можно привести отделочно-упрочняющую обработку детали на вертикально-фрезерном станке модели ВФ 130. Обрабатываемая деталь - пластина 20030025 мм из стали 45 ( 250-260), в качестве деформирующих элементов использовали шарики диаметром 8 мм из стали ШХ 15 (э 62-65), в качестве шаров-ударников - шарики диаметром 15 мм из стали ШХ 15 (э 62-65). В качестве основного источника магнитного поля использовали постоянный магнит размером 915215 мм. Материал магнита 5. В качестве дополнительного источника магнитного поля использовали магнит размером 1125220 мм. Материал магнита 5. Величина магнитной индукции в зоне шаров-ударников - 0,4 Тл, в зоне деформирующих элементов - 0,15 Тл. Зазор между упрочняемой поверхностью и торцом инструмента 3 мм. Зазор между деформирующими элементами и поверхностью детали 5 мм. Количество шаров-ударников - 22 шт., количество деформирующих элементов 38 шт. Режимы упрочнения частота вращения инструмента - 1600 мин-1, подача - 100 мм/мин. В качестве СОЖ использовалось масло индустриальное. Шероховатость упрочненной поверхности 0,63-1,25 мкм (при исходной шероховатости поверхности 6,3-12,5 мкм). Заявляемый инструмент обеспечивает увеличение глубины упрочнения поверхностного слоя в 1,8-2,4 раза. Поверхностная микротвердость детали при этом повышается на 2530(в инструменте-прототипе поверхностная микротвердость детали повышается на 1215 ). 14287 1 2011.04.30 Источники информации 1. Минаков А.П., Бунос А.А. Технологические основы пневмовибродинамической обработки нежестких деталей / Под ред. П.И. Ящерицина. - Мн. Наука и техника, 1995. - С. 65. 2. Патент РФ 2047470 // Бюл.31. - 10.11.1995. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B24B 39/00
Метки: поверхностей, обработки, инструмент, плоских, отделочно-упрочняющей
Код ссылки
<a href="https://by.patents.su/5-14287-instrument-dlya-otdelochno-uprochnyayushhejj-obrabotki-ploskih-poverhnostejj.html" rel="bookmark" title="База патентов Беларуси">Инструмент для отделочно-упрочняющей обработки плоских поверхностей</a>
Инструмент для упрочняющей обработки плоских поверхностей
Номер патента: 14014
Опубликовано: 28.02.2011
Авторы: Сухоцкий Сергей Александрович, Свирепа Дмитрий Михайлович, Довгалев Александр Михайлович, Рыжанков Дмитрий Михайлович
МПК: B24B 39/00
Метки: поверхностей, плоских, обработки, инструмент, упрочняющей
Текст:
...уменьшение момента инерции вращающихся частей инструмента, что снижает энергоемкость процесса упрочнения повышение производительности поверхностного пластического деформирования за счет увеличения частоты воздействия деформирующих элементов на поверхность детали в единицу времени и придания деформирующим элементам дополнительных высокочастотных колебаний посредством шаров-ударников. Изобретение поясняется фигурами. На фиг. 1, 2 показан...
Инструмент для отделочно-упрочняющей обработки
Номер патента: 11536
Опубликовано: 28.02.2009
Авторы: Довгалев Александр Михайлович, Свирепа Дмитрий Михайлович, Рыжанков Дмитрий Михайлович
МПК: B24B 39/00
Метки: инструмент, обработки, отделочно-упрочняющей
Текст:
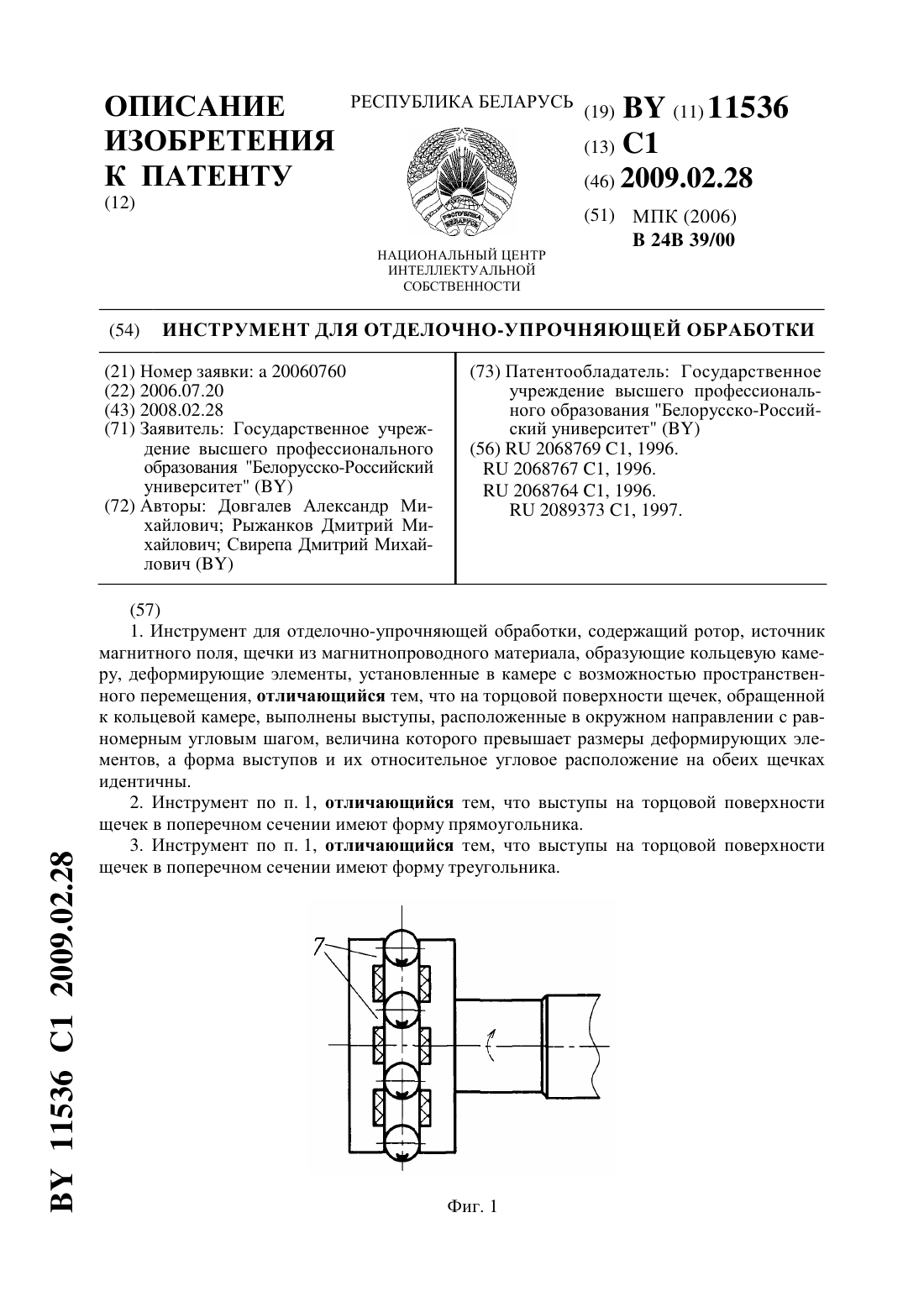
...на поверхности упрочняемой детали лунчатообразного регулярного рельефа. Изобретение поясняется чертежом. На фиг. 1 изображен общий вид инструмента на фиг. 2 - сечение инструмента в продольном направлении с условным изображением положения деформирующих элементов 2 11536 1 2009.02.28 на фиг.3 - поперечное сечение А-А инструмента по оси симметрии кольцевой камеры на фиг. 4, 5, 6, 7 изображены развертки поперечного сечения выступов,...
Инструмент для отделочно-упрочняющей обработки
Номер патента: 10188
Опубликовано: 28.02.2008
Авторы: Рыжанков Дмитрий Михайлович, Довгалев Александр Михайлович, Свирепа Дмитрий Михайлович
МПК: B24B 39/00
Метки: обработки, отделочно-упрочняющей, инструмент
Текст:
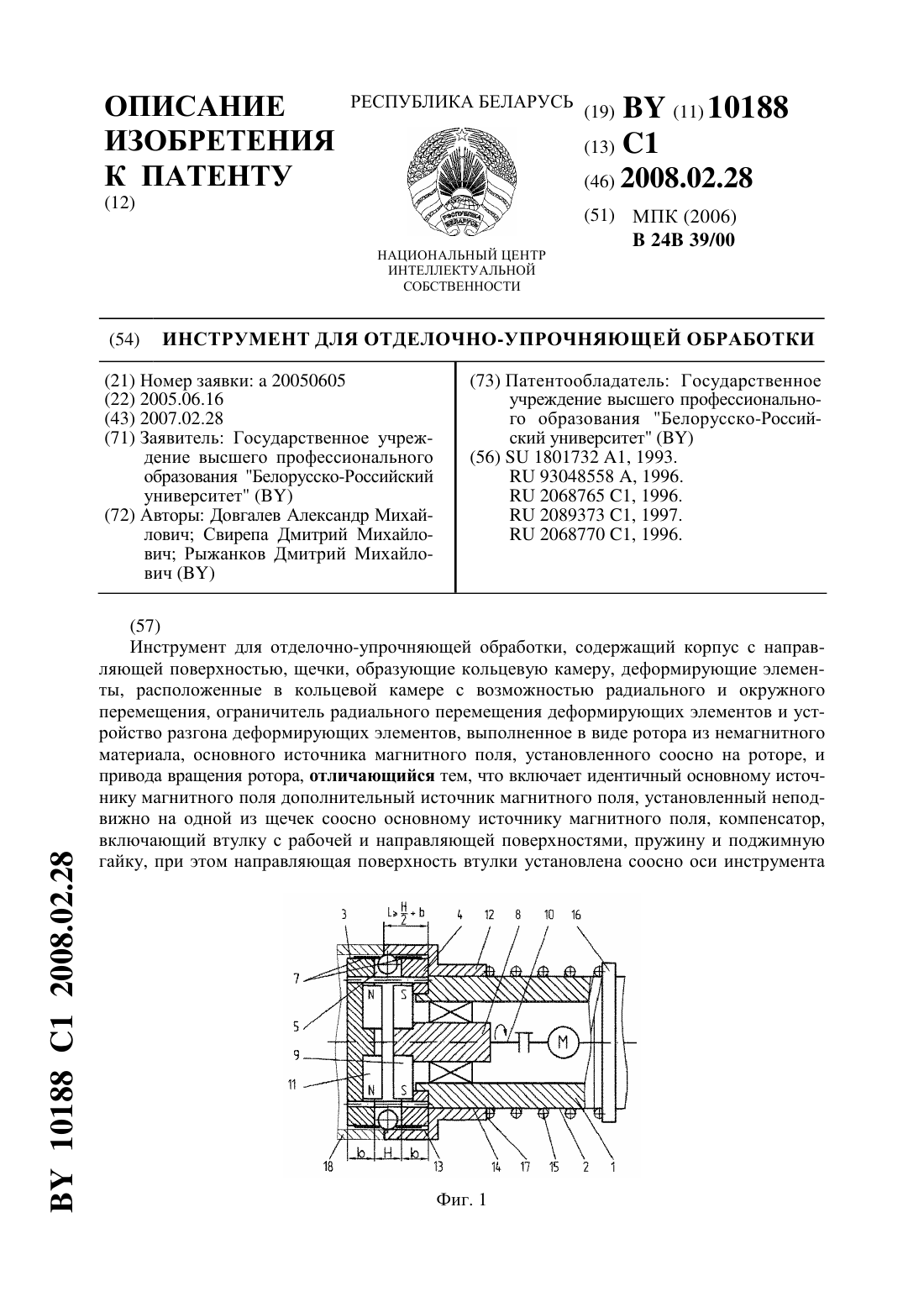
...основному источнику магнитного поля, компенсатор, включающий втулку с рабочей и направляющей поверхностями,пружину и поджимную гайку, при этом направляющая поверхность втулки установлена соосно оси инструмента с возможностью сопряжения с направляющей поверхностью корпуса, взаимодействуя торцом с пружиной, охватывающей направляющую поверхность корпуса, и осевого перемещения, рабочая поверхность втулки выполнена из магнитопроводящего...
Инструмент для пневмовибродинамической обработки плоских поверхностей
Номер патента: U 4596
Опубликовано: 30.08.2008
Авторы: Камчицкая Ирина Дмитриевна, Зайцев Денис Леонидович, Минаков Анатолий Петрович
МПК: B24B 39/00
Метки: обработки, пневмовибродинамической, поверхностей, инструмент, плоских
Текст:
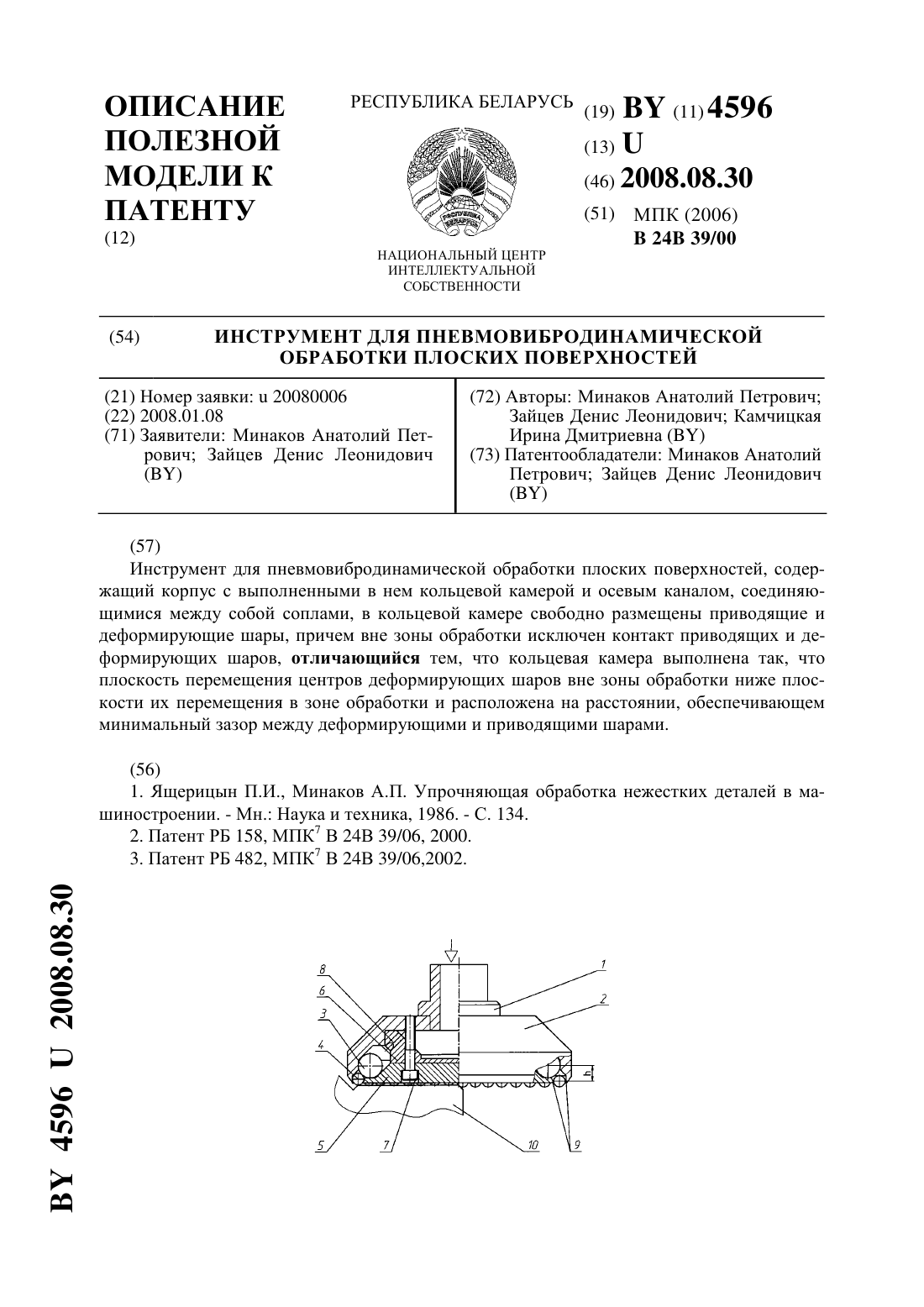
...экрана 3. В рассматриваемом инструменте траектория движения приводящих шаров является окружностью, а траектория движения деформирующих шаров отлична от окружности за счет усложненного профиля диска, по которому они перемещаются вне зоны обработки. Это предопределяет повышенную трудоемкость его изготовления, что нетехнологично. Задачей настоящей полезной модели является улучшение технологичности и повышение надежности инструмента за счет...
Инструмент для пневмовибродинамической обработки плоских поверхностей
Номер патента: U 482
Опубликовано: 30.03.2002
Авторы: Минаков Анатолий Петрович, Камчицкая Ирина Дмитриевна, Ящук Олег Викторович
МПК: B24B 39/06
Метки: инструмент, пневмовибродинамической, поверхностей, обработки, плоских
Текст:
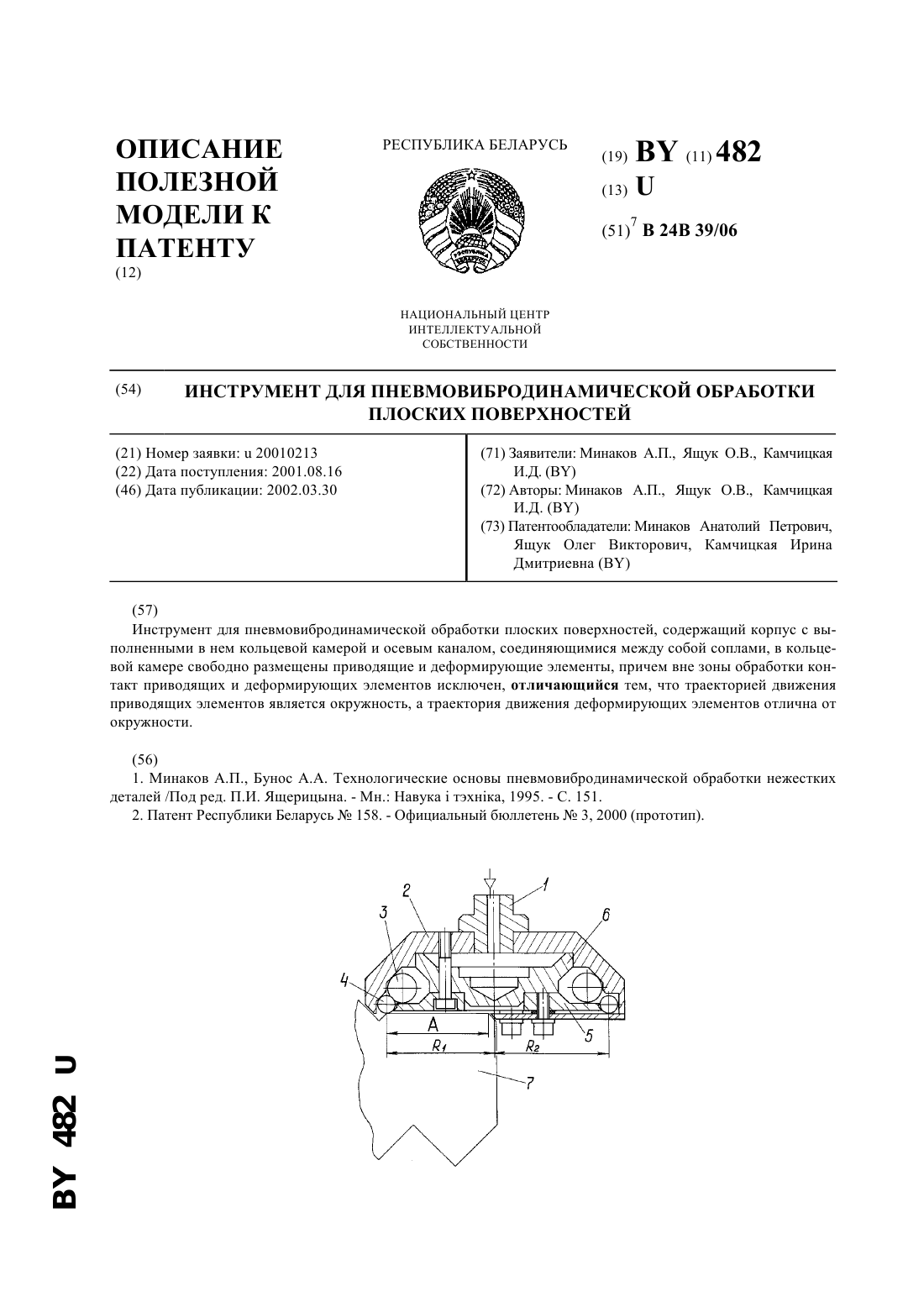
...приводящих элементов перестала быть окружностью. Задачей настоящей полезной модели является повышение качества обработки за счет повышения степени деформационного упрочнения поверхности обрабатываемой заготовки и повышение производительности обработки за счет повышения скорости приводящих элементов. Поставленная задача решается тем, что в инструменте для пневмовибродинамической обработки плоских поверхностей, содержащем корпус с выполненными...
Предыдущий патент: Устройство для разборки соединения с натягом кольца подшипника с шейкой оси колесной пары
Следующий патент: Самоходная молотилка
Случайный патент: Петля для двери или окна или т.п.