Способ получения линий сгиба на упаковочном материале
Текст
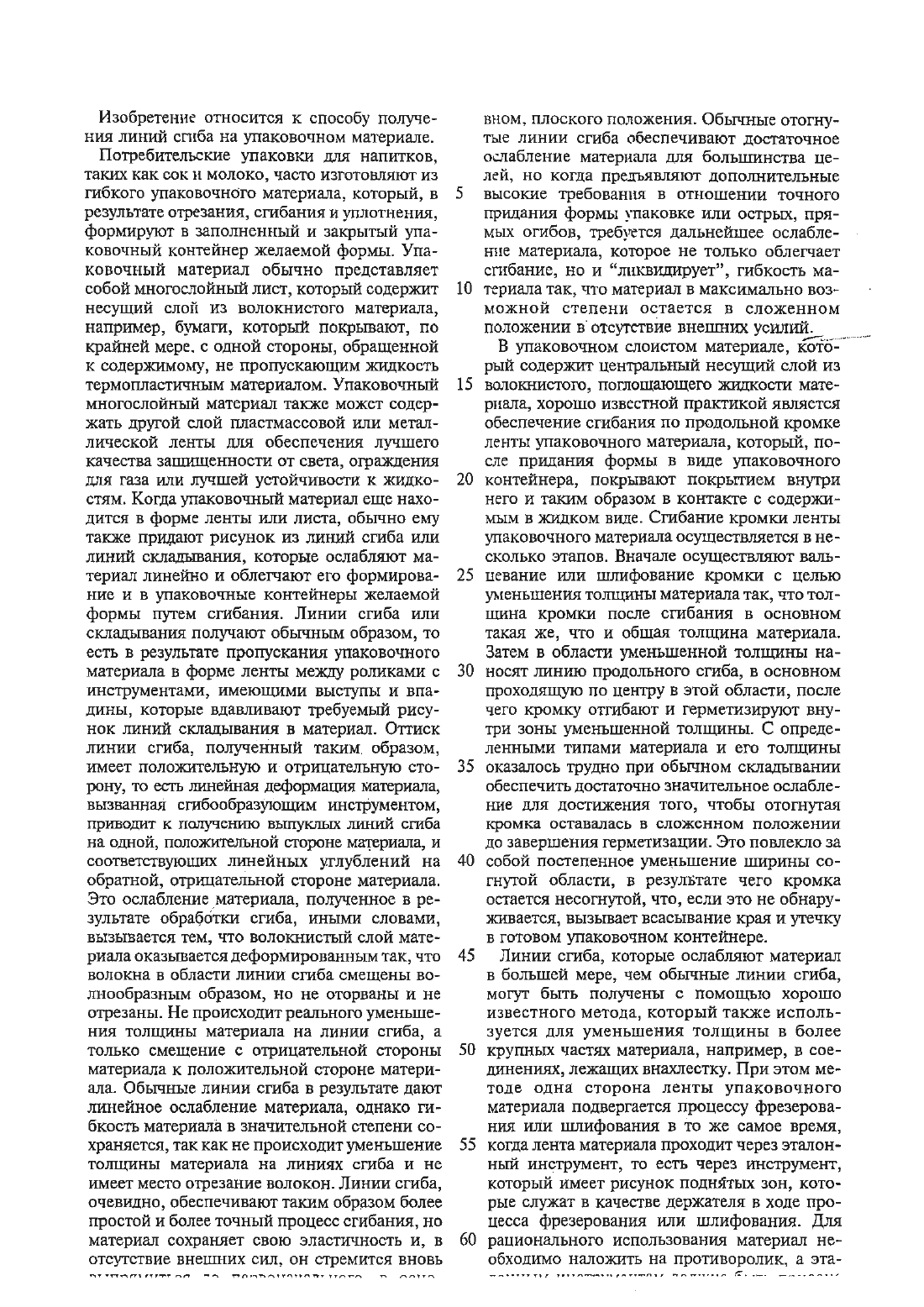
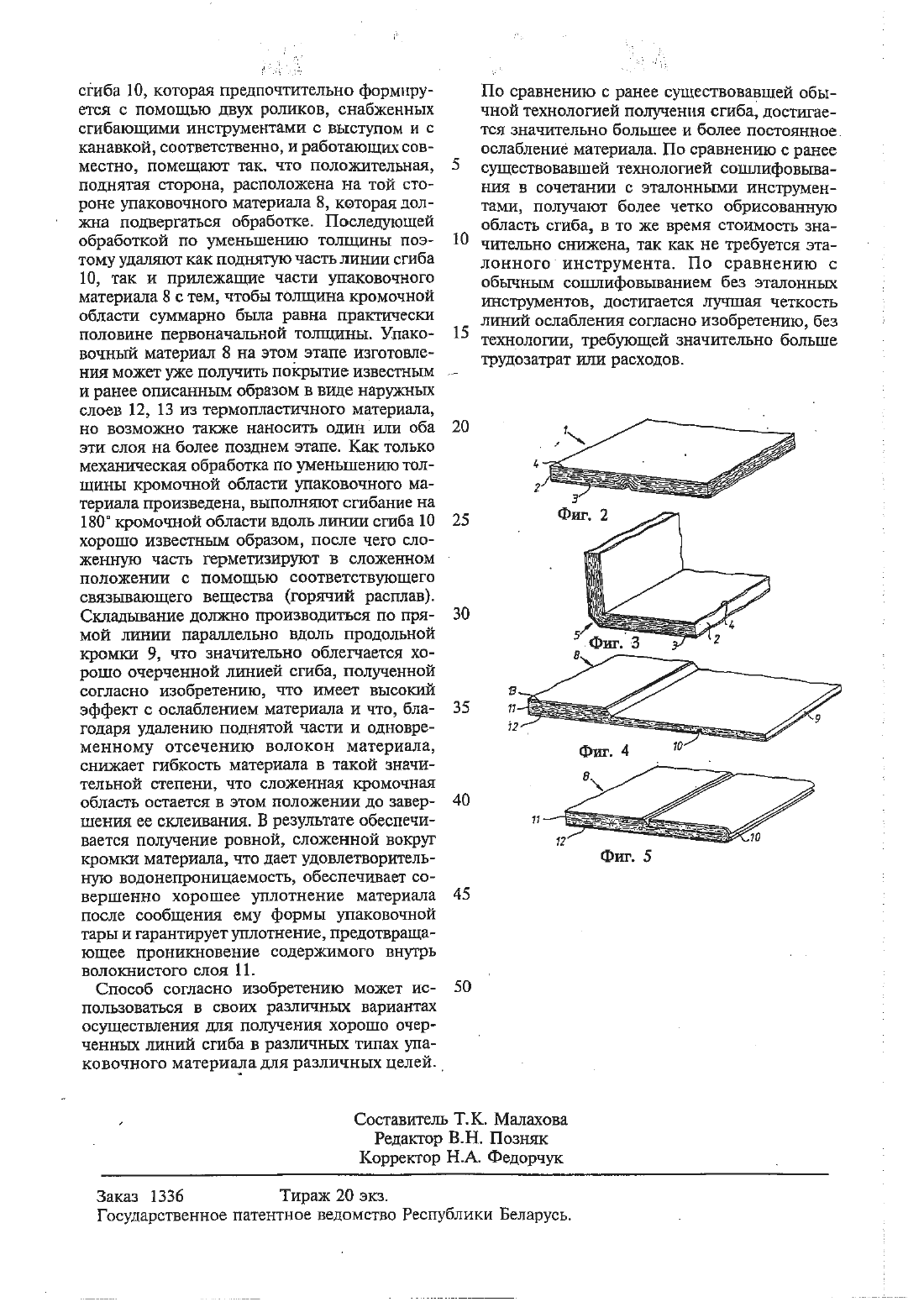
(12) ГОСУДАРСТВЕННОЕ ПАТЕНТНОЕ ведомство РЕСПУБЛИКИ БЕЛАРУСЬ(54) СПОСОБ ПОЛУЧЕНИЯ ЛИНИЙ СГИБА НА УПАКОВОЧНОМ МАТЕРИАЛЕ1. Способ получения тип-кий сгиба на упаковочном материале, включающий формирование на одной стороне материала вьшуклых частей требуемого рисунка, отличающийся тем, что после формироваъшя выпуклых частей, материал подвергают механической обработке для, по меньшей мере, частичного удаления выпуклых частей.2. Способ по п.1, отличающийся тем, что вьшутслые части формируют линейными.3. Способ по 11.2, отличающийся тем, что выпуклые части получают путем фальцевания. .4. Способ по пп.1,2 ила 3, отличающийся тем, что обработка представляет собой обработку со снятием стружки.5. Способ по одному или несколько/па предшествующим пунктам, отличившийся тем,что механическую обработку завершают, когда выпуклые части механически обработаны до той же высоты, что и прилегающая поверхность материала.б. Способ по одному тали более из пп.1-4 включительно, отличающийся тем, что в-ре зультате механической обработки уменьшаютТОЛЩИНУ МЗТЕрИЭЛН как Б ВЬПТУКЛЬПС ЧЗСТЯХ,так и п птчилечкпттплт хим-ст поте-гама гт(71) Заявитель Тетра Пак Холдинга С.А. (СН)(73) Патентообладатель Тетра Лавапь Холдингз энд Файненс С.А. (СН)7. Способ по одному или более предшествующих пунктов, отличающийся тем, что механически обработанную сторону материала покрывают слоем пластического материала.Изобретение относится к способу получения линий сгиба на упаковочном материале.Потребительские упаковки для напитков,таких как сок и молоко, часто изготовляют из гибкого упаковочного материала, который, в результате отрезания, сгибания и уплотнения,формируют в заполненный и закрытый упаковочный контейнер желаемой формы. Упаковочный материал обычно представляет собой многослойный лист, который содержит несущий слой из волокнистого материала,например, бумаги, который покрывают, по крайней мере. с одной стороны, обращенной к содержимому, не пропускающим шщкостъ термопластичным материалом. Упаковочный многослойный материал также может содержать другой слой пластмассовой или металлической ленты ддя обеспечения лучшего Качества заптищенности от света, ограждения для газа или лучшей устойчивости к ЖИДКОстям. Когда упаковочный материал еще находится в форме ленты идш листа, обычно ему также придают рисунок из линий сгиба или линий складывания, которые ослабляют материал линейно и облегчают его формирование и в упаковочные контейнеры желаемой формы путем сгибания. Линии сгиба или складывания получают обычным образом, то есть в результате пропускания упаковочного материала в форме ленты между роликами с инструментами, имеющими выступы и впадины, которые вдавливают требуемый рисунок линий складывания в материал. Оттиск линии сгиба, полученный таким. образом,имеет положительную и отрицательную сторону, то есть дошедшая деформация материала,вызваьптая сгибообразуюцшм инструментом,приводит к получению вьптуютьш Шагай сгиба на одной, положительной стороне материала, и соответствующих) линейных углублений на обратной, отртщательной стороне материала. Это ослабление диатериала, полученное в результате обработки сгиба, иными словами,вызывается тем, что волокнистый слой материала оказывается деформированньгм так, что волокна в области линии сгиба смещены волнообразным образом, но не оторваны и не отрезаны. Не происходит реального уменьшения толщршы материала на линии сгиба, а только смещение с отрицательной стороны материала к положительной стороне материала. Обычные линии сгиба в результате дают линейное ослабление материала, однако гибкость материала в значительной степени сохраняется, так как не происходит уменьшение толщины материала на линиях сгиба и не имеет место отрезание волокон. Линии сгиба,очевидно, обеспечивают таким образом более простой и более точный процесс сгибания, но материал сохраняет свою эластичность и, в отсутствие внешних сил, он стремится вновьвном, плоского положения. Обычные отогнутые линии сгиба обеспечивают достаточное ослабление материала для большинства целей, но когда предъявляют дополнительные высокие требования в отношении точного придания формы упаковке или острых, прямых огибов, требуется дальнейшее ослабленпе материала, которое не только облегчает сгибание, но и ликвидирует, гибкость мавериала так, что материал в максимально возможной степени остается в сложенном положении в отсутствие внетш-тих усилий.В упаковочном слоистом материале, который содержит центральный несущий слой из волокнистого, поглощающего шщости материала, хорошо известной практикой является обеспечение сгибания по продольной кромке ленты упаковочного материала, который, после придания формы в виде упаковочного контейнера, покрывают покрытием внутри него и таким образом в контакте е содержимым в нсидком виде. Сгибание кромки ленты упаковочного материала осуществляется в несколько этапов. Вначале осуществляют вальцевание или шлифование кромки с целью уменьшения толщины материала так, что толплана кромки после сгибания в основном такая же, что и общая толщина материала. Затем в области уменьшенной толщины наносят линию продольного сгиба, в основном проходящую по центру в этой области, после чего кромку отгибают и герметизируют внутри зоны уменьшенной толщины. С определенными типами материала и его толщины оказалось ТРУДНО при обычном складывании обеспечить достаточно значительное ослабление для доетиэкешая того, чтобы отогнутая кромка ОСТЕВЛНСЬ В СЛОЖСННОМ ПОЛОЖЕНИИ до завершения герметизации. Это повлекло за собой постепенное уменьшение ширины согнутой области, в результате чего кромка остается несогнутой, что, если это не обнарунсивается, вызывает всасывание края и утечку в готовом упаковочном контейнере.Линии сгиба, которые ослабляют материал в большей мере, чем обычные линии сгиба,могут быть получены с помощью хорошо известного метода, который также используется для уменьшения толщины в более крупных частях материала, например, в соединениях, лежащих внахлестку. При этом методе одна сторона ленты упаковочного материала подвергается процессу фрезерования или шлифования в то же самое время,когда лента материала проходит через эталонный инструмент, то есть через инструмент,который имеет рисунок поднятьтх зон, которые служат в качестве держателя в ходе процесса фрезерования или пшифования. Для рационального использования материал необхолимо наложить на противоролик, а эта тгт-г Угччгъччччугпггч 7 ттдцг срЧ 7 т-7 ч 1 С.индивидуальная формагч-ЕЛЯ КНЖЦОГО ТИПН ослабляющего рисунка, который должен быть вышлифован на материале, что оказалось неразумно дорогостоящим при изготовлении упаковочного материала для большого числа различных тштов или размеров упаковочных контейнеров. В дополнение к этому, этот метод дает линию с худшейчеткостью, то есть переход от прошлифованной зоны к смеэкной,непропшифованной зоне упаковочного материала является постепенным и не четшм.Другой способ обеспечения получения ослабленных или утоньшенных участков материала заключается в использовании обЬ 1 чного шлифования или фрезерования, что приводит к получению рисунка желобков с углублением на одной стороне материала. Эти желобки, естественно, служат в качестве обозначения для сгибания, однако они очень плохо очерчены при скользящем переходе к непрошлифованному материалу и поэтому дают плохо очерченные, искривленные линии сгиба. Этот тметод дополнительно влечет За собой значительно большее удаление волокнистого материала, что создает много отрезков, которые требуют забот.Таким образом, имеется потребность для упаковочных материалов, в получении способа, который может при разумной стоимости давать упаковочный материал с хорошо очерченными Шпшявщ сгиба в требуемом рисут-псе.Целью настоящего изобретения является создание способа получения линий сгиба упаковочного материала, не обладающего недостатками вышеупомянутых известных ранее способов, а обеспечивающего форъшроваттие хорошо очерченных линий сгиба в требуемом рисунке на различных типах упаковочного материала и слоистого материала.Другой целью изобретения является получение способа, посредством которого можно обеспечить создание линий сгиба или ослабления, которые не только ослабляют материал так, чтобы облегчить сгибание, но и также в определенной степени прорезание волокнистого слоя материала с тем, чтобы стремление материала после сгибания вернуться к своему исходному положению было сведено к минимуму.Еще одной целью настоящего изобретения является создание способа получения линий сгиба на упаковочном материале, С ПОМОЩЬЮ которого можно просто и рационально ПРИСпособить различные типы материала и упаковок к выполнению линий сгиба и который был бы дешев и несложен.Вышеуказанные. и другие Цели были ДОСТИгнуты в данном изобретении благодаря тому,что способ получения линий сгиба на упаковочном материале приобрел такую характеристику, что на первом этапе материалу придают требуемый рисунок вьтпуклыэс частейвтором этапе материал подвергают механической обработке, при которой полностью или частично удаляются вьшуклые части. Предпочтительные варианты осуществления способа согласно изобретению характеризуюггся признаками, которые могут быть видны из зависимых пунктов формулы изоПредпочтительный вариант осуществления способа согласно изобретеншо будет более подробно огщсан ниже со ссышсой на прилагаемый чертеж, который только иллюстрирует детали, необходимые для понимания изобретения.На фиг. 1 - часть упаковочного материала,на которой, согласно способу по данному изобретентпо, была получена вьшуклая форма.На фиг. 2 - упаковочный материал согласно фиг. 1, который был механически обработан согласно способу по данному изобретению.На фиг. 3 - упаковочный материал по фш. 2,после сгибания вдоль линии сгиба, полученной согласно изобретеьшю.На фит. 4 - линия сгиба, полученная по способу согласно изобретению в другом типе упаковочного материала.На фш. 5 - упаковочный материал по фиг. 4,после складывания продольной кромки.Способ согласно изобретеншо, как упомянуто ранее, предназначен для использования с Целью получения линшй сгиба на упаковочном материале различных видов, например,упаковочного материала типа, относящегося к производному потребительских упаковок для содержимого в ханской форме, например,упаковок для молока. Хотя способ согласно изобретению и может, естественно, использоваться со многими раэличныша типами материала, он ишпострируется на фигурах в применении к его предпочтительному вариантуосуществлеъшя. Поэтому на фиг. 1,2 и 3 показана часть упаковочного материала 1,с одной стороны в форме ленты или листа(фиг. 1,2), с другой стороны при форт/нитровании в упаковочный Контейнер (фиг. 3). Упаковочный материал 1 содержит относительно толстый (примерно 0,5 мшпшметра) несущий слой 2 волокнистого материала, например,бумаги. Упаковочный материал 1, как уже упомянуто, предназначен для изготовления упаковочной тары для содержимого в хшдкой форме и поэтому должен в своей окончательной форме содержать другие слои герметичного к жидкостям материала. На этапе изготовления, когда материал изображен на фиг. 1, на него может быть нанесен наружньцй слой 3 из термопластичного материала, который прокаткой прикрепляется к одной. стороне несущего слоя 2. Обычно этот слой выполнен из политена, но также могут быть предусмотрены и другие типы термопластика.Непроницаемый для жидкостей слой 3 может быть, в качестве альтернативы, нанесен на одну сторону несущего слоя на более поздней стадии, возможно в то же самое время, что и нанесение другого-слоя 4 на противоположную сторону несущего слоя 2. Слой 4 также может состоять из подходящего термопластиЧного материала и может быть нанесен путем экструзии в горячем состоянии или в виде ПРЕДВНрИТВЛЬНО ИЗГОТОВЛСННОЙ ПЛЕСТМЕССОвой пленки.Для облегчения придания формы упаковочному материалу 1, который может быть в листовой форме или в форме ленты в виде готового изделия, например, в виде упаковочной тары в форме параллелепипеда, ему со общают рисунок из линий сгиба 5, которые линейно ослабляют материал и облегчают или позволяют прямолинейное складывание материала-так, чтобы образовать кромки и угльт упаковочной тары. Линии сгиба 5 предпочтительно являются линейными, но также могут иметь форму поверхностей или зон большей площади, например, там, где линии сгиба встречаются или пересекают дрУГ друга, на углах, в зонах герметизации и т.д. Предпочтительно линии получают путем обычного фальцевания, то есть упаковочный материал пропускают через инструмент с выпуклой и вогнутой частью, который сэкимает материал между ними так, что на нем формируют вь 1 пуклуто часть, на которой линии сгиба 5 имеют выпуклые части 6, а также вогнутую часть, на которой дшния сгиба имеет форму углубления 7. Эта деформация упаковочного материала влечет за собой то, что волокнам в несущем слое 2 сообщают соответствующую деформацию и в результате они частично поднимаются через выпуклую часть 6 линии сгиба 5, что Шппострируется на фиг. 1. Выпуклая часть 6 тшнии сгиба 5 в результате получается путем прокатывания упаковочного материала между фальцовочными роликами/т,но можно предусмотреть и другие типы операций выдавливания.Когда упаковочный материал согласно первой стадии изобретения приобретает выпуклые части 6 требуемого рисунка, предпочтительно линейные, выполняют вторую стадию согласно изобретению, на которой материал 1 подвергают механической обработке, при которой полностью или частично удаляются выпуклые части 6. Обработка, которая в первом варианте осуществления изобретения, иллюстрируемом на фиг. 1-3,предпочтительно представляет собой фрезерование поверхности выпуклой стороны материала 1, в основном удаляет все выпуклые части 6 и завершается, когда они уменьшены до равной высоты со смежной, в основном,плоской поверхностью материала. Положительная сторона материала в результате ста 10новится Полностью плоской и может, как изображено на фиг. 2 впоследствии поттучить покрытие вторым, непроницаемым для жидкостей слоем 4 термопластичного материала,например, политена. В результате механической обработки с удалением стружки с положительной стороны упаковочного материала удаляются те части волокон несущего слоя,которые выступают кверху в поднятой части 6 и в этом случае упаковочный материал получает линии сгиба, в которых волокнистый слой 2 не только деформирован и ослаблен, но и уменьшен по толщине, что снижает гибкость материала так, что он приобретает после сгибания возросшую тенденцию к тому,чтобы остаться в этом сложенном положении. Это изображено на фиг. 3, где упаковочный материал по фиг. 2 складывают под 90 вдоль линии сгиба 5 в процессе придания формы упаковочной таре. Формирование линий сгиба в соответствии со способом согласно изобретению приводит к хорошо очерчештым и четким знаниям сгиба, которые значительно снижают гибкость и эластичность материала и таким образом позволяют получить прямолинейные складки вдоль кромок упаковочной тары с более высокой точностью, что сообщает упаковочной таре более ровньпй, гладкий внешний вид и, следовательно, лучшую жесткость при пользовании ею.Другой вариант осуществления способа согласно изобретению изображен на фиг. 4 и 5. Упаковочный материал в виде полосы 8 или в форме эпитета, которьпдт может относиться к тому же самому типу, что и упаковочный материал 1, должен приобрести, согласно способу данного изобретения, проходящую вдоль продольной кромки 9 линию сгиба 10,с целью обеспечения возможности складывания области кромтш с тем, чтобы предотвратигь поглощение содержимого волокнистым несущим слоем 11 упаковочного материала вдоль продольной кромки 9, которая, после преобразования упаковочного материала в форму упаковочного контейнера, располагается внутри него, в контакте с содержимым в жидкой форме. Обычно применяют отсталывание узких кромочных зон полос упаковочного материала, что называют технологией отслаивания, то есть существующая толщина кромочной области в основном уменьшается наполовину с целью предотвращения ее утолщения после складывания, чем первоначальная толщина упаковочного материала. Уменьшение толщины осуществляют путем шлифования или фрезерования или с помощью вращаемой ножевой кромки, и материал подвергают этой операции в процессе изготовления. В соответствии со способом согласно изобретению, упаковочному материалу 8 сообщают линию сгиба 10 до механической обработтш по уменьшению толщины. Линию
МПК / Метки
МПК: B31B 1/26
Метки: материале, линий, способ, сгиба, получения, упаковочном
Код ссылки
<a href="https://by.patents.su/5-1127-sposob-polucheniya-linijj-sgiba-na-upakovochnom-materiale.html" rel="bookmark" title="База патентов Беларуси">Способ получения линий сгиба на упаковочном материале</a>
Устройство для нанесения маркировки или линий сгиба
Номер патента: 521
Опубликовано: 30.06.1995
Автор: Йорген Ниске
МПК: B65B 61/02
Метки: линий, или, маркировки, сгиба, устройство, нанесения
Текст:
...на кромке 15. Кроме того. в этом случае зона, где сходятся несколько линий складки или линий загиба (например. зона К). подвергается умвньшонию по толщине.-Причина этого заключает ъяв том. что особенно в этих зонах упаковочный материал подвергается большим напряжениям при растяжении. поскольку материал дублирован в несколько слоев. Эти напряжения К-загиба становятся тем больше. чем толще материал. и эти напряжения. следовательно. можно...
Упаковочный контейнер
Номер патента: 1000
Опубликовано: 15.12.1995
Авторы: Никлас Ридх, Торбйерн Андерссон
МПК: B65D 5/74
Метки: упаковочный, контейнер
Текст:
...запайкой крышки и устройства открывания и были сделаны поптки в последнее время оптимизировать эту конструкцию так, чтобы получилась хорошая запайка и хорошая герметичность наряду с хорошей открываемостью. Поскольку крышка упаковочного контейнера обычно запаивается в горячем состоянии при спекании слоев термопластичного материала, расположенных снаружи упаковочного материала, причем некоторые из этих попыток основывались на снижении...
Курительный материал из табачных листьев, способ их обработки для получения курительного материала (вариант) и способ получения курительного материала для изготовления сигарет
Номер патента: 780
Опубликовано: 15.08.1995
Авторы: Рой Лестер Праузе, Барбара Кэрал Клэммер
МПК: A24B 13/02
Метки: материала, изготовления, получения, обработки, вариант, сигарет, курительный, материал, листьев, курительного, табачных, способ
Текст:
...стадии обработки табачных листьев осуществляется отделение стебля от тонких пластин табачных листьев. Затем происходит независимая обработка стеблей и ТОНКИХ ПЛЭСТИН листа О ИСПОЛЬЗОВЭНИЭМ различных ТЕХНОЛОГИЙ.Как правило, материал, включающий в свой состав стебли, ОТДЭЛЯЭТСЯ ОТ материала, СОДЭРЖЭЩБГО ТОНКИЭ ПЛЭСТИНЫ ТЭбЗЧНЫХлистьев, на СЛОЖНЫХ И ПЭОМОЗДКИХ МОЛОТИЛЬНЫХ УСТЭНОВКЭХ, представляющих собой несколько последовательно соединенных...
Курительный материал из табачных листьев, способ их обработки для получения курительного материала (варианты), способ получения курительного материала для изготовления сигарет
Номер патента: 782
Опубликовано: 15.08.1995
Авторы: Барбара Кэрал Клэммер, Дейвид Джеймс Молинью, Рой Лестер Праузе
МПК: A24B 13/02
Метки: получения, курительного, варианты, материала, материал, способ, курительный, сигарет, обработки, изготовления, листьев, табачных
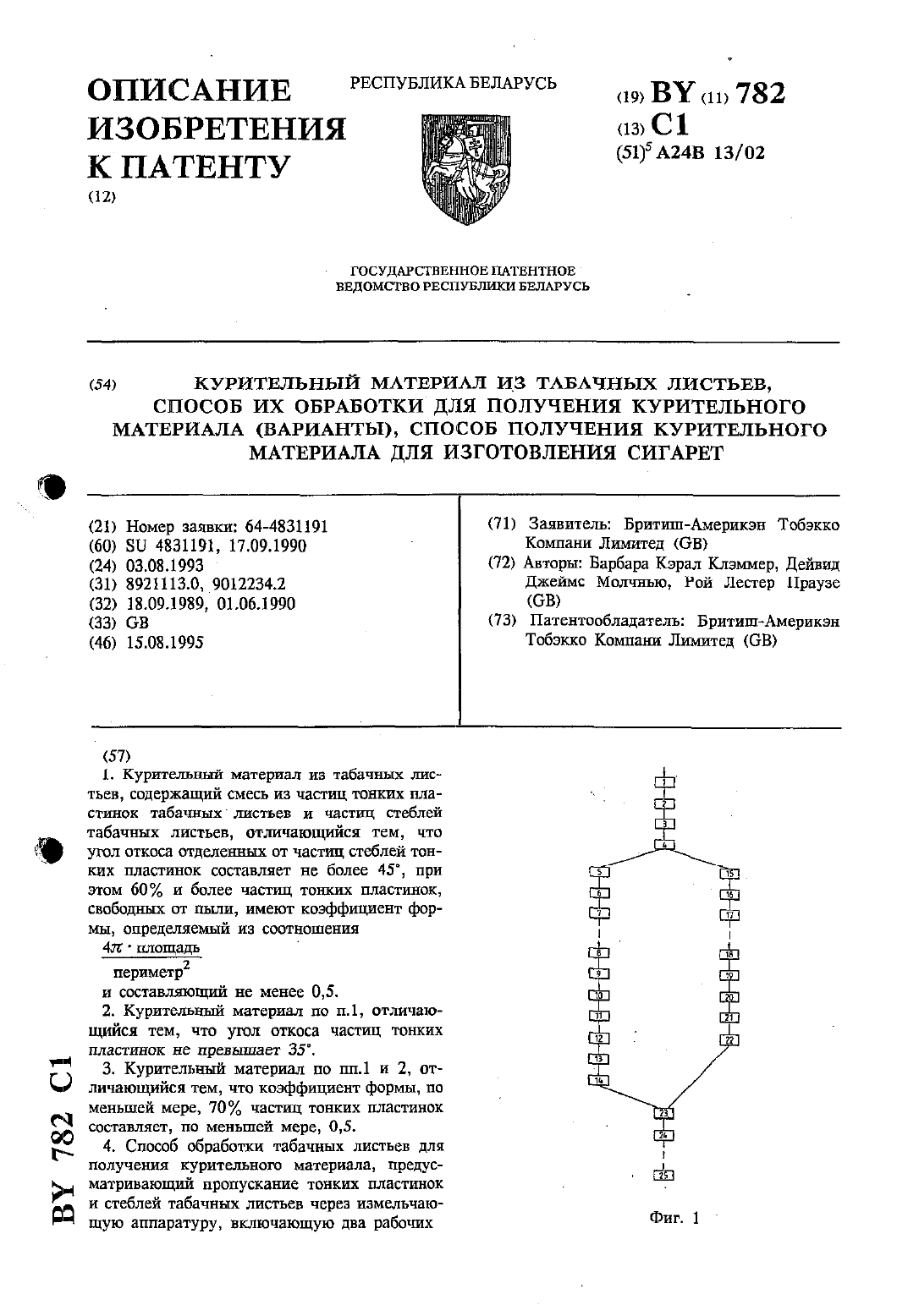
Текст:
...как стебель.Стебель имеет существенно отличньФИЗИЧЕСКИЕ свойства ПО сравнению С ПЛЭСТИНКОЙ листа И ПОЭТОМУ, как СЛОЖИЛОСЬпроцессе многолетней пракгики, на ранней стадии обработки табачных листьеосуществляется отделение стебля от то ких пластин табачных листьев. Затем происходит независимая обработка с еблей и тонких пластин листа с использованием различных технологий.Как правило, материал, включающ й в свой состав стебли, отделяется от...
Способ получения пористого материала из расплавов полимеров
Номер патента: 417
Опубликовано: 30.03.1995
Авторы: Шустов В. П., Сиканевич А. В., Гайдук В. Ф., Сидоренко Ф. Д.
Метки: способ, пористого, получения, материала, полимеров, расплавов
Текст:
...5 (напри- 25 мер оправку, совершающую враЩНТЛЪН 0 етраектории, описываемой уравнениями 30 Н х А сов Е -г С . (1) 2 у А 51 п Е 2) 35 пце А - половина шрины полосы,Н - шаг укладки волокна,с ы-т,Т - время, в течение которого до производят наслаивание Ы - угловая скорость волокна в газоволоннистом факела в момент наслаивания его на подложку. 45 Предлагаемый способ состоит в ТОМ, ЧТО ЭКСТРУДНРУЮТ ПОЛИМЕРНЫЙ МЗ териал с последующим...
Предыдущий патент: Автоматическая гальваническая установка для обработки цилиндрических стержней
Следующий патент: Упаковочный контейнер
Случайный патент: Разъединитель высоковольтный линейный