Устройство для прессования сыпучих материалов
Номер патента: U 7803
Опубликовано: 30.12.2011
Текст
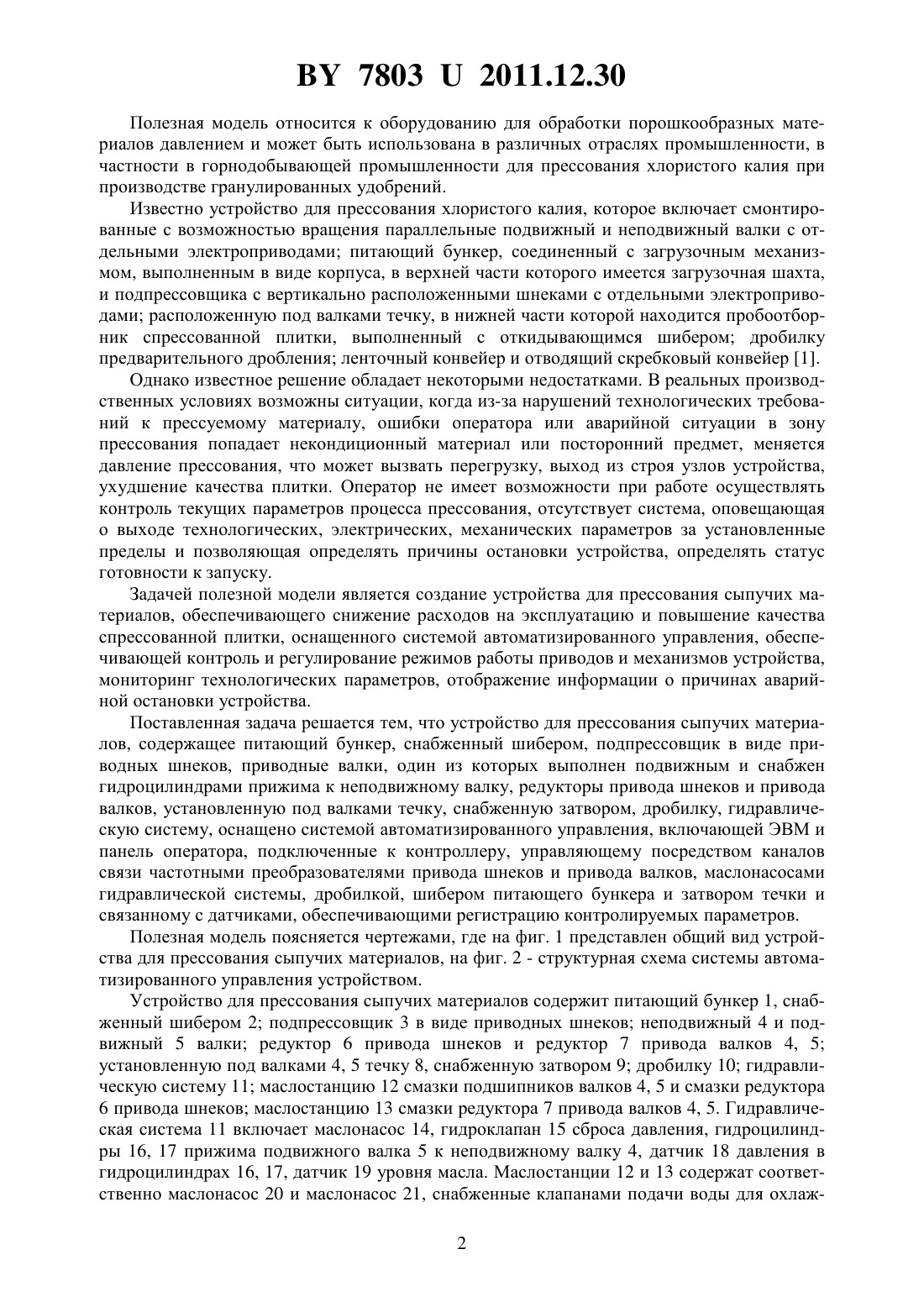
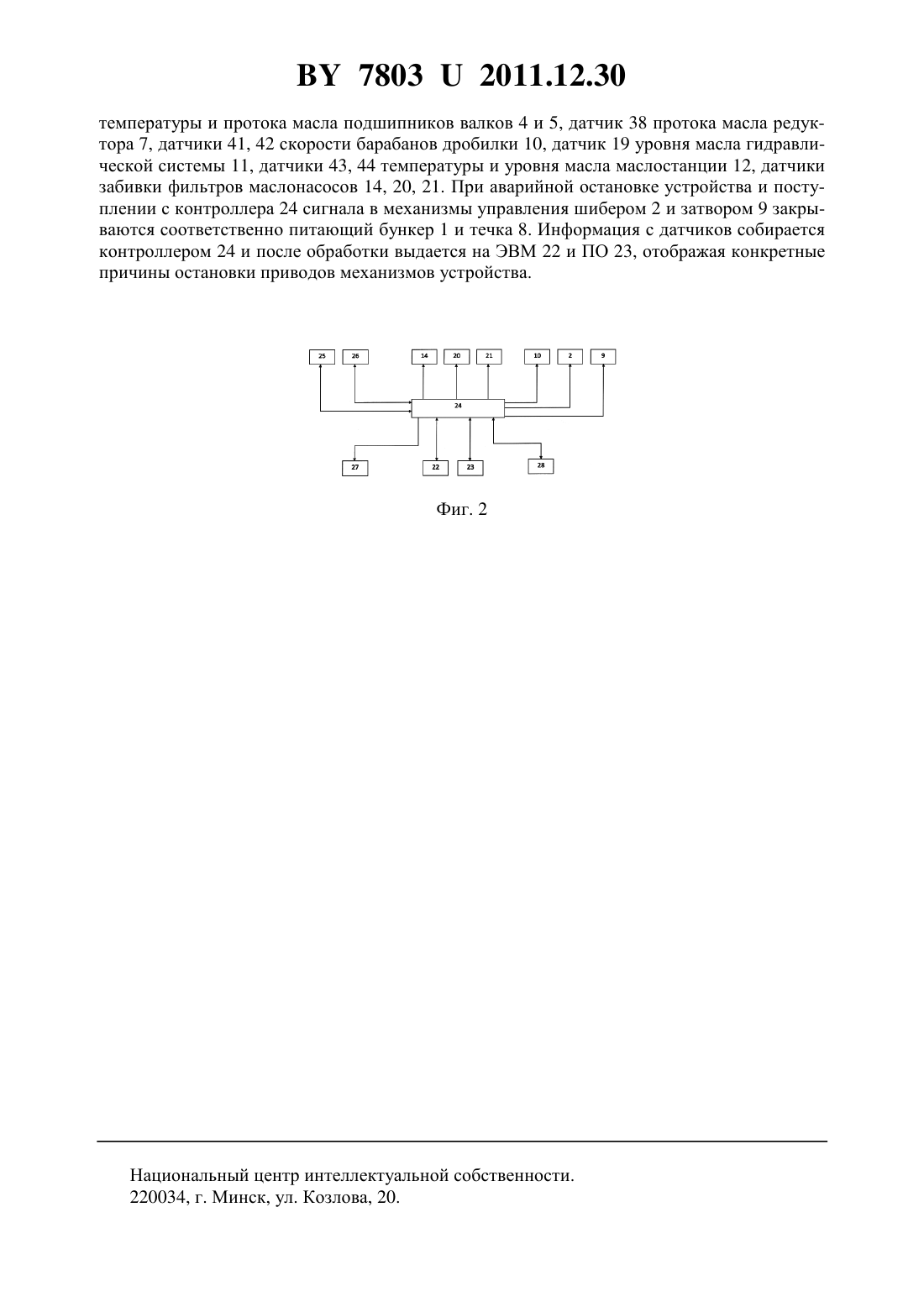
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ(71) Заявитель Закрытое акционерное общество Солигорский институт проблем ресурсосбережения с опытным производством(72) Авторы Севрук Павел Николаевич Тромпель Павел Аркадьевич(73) Патентообладатель Закрытое акционерное общество Солигорский институт проблем ресурсосбережения с опытным производством(57) Устройство для прессования сыпучих материалов, содержащее питающий бункер,снабженный шибером, подпрессовщик в виде приводных шнеков, приводные валки, один из которых выполнен подвижным и снабжен гидроцилиндрами прижима к неподвижному валку, редукторы привода шнеков и привода валков, установленную под валками течку,снабженную затвором, дробилку, гидравлическую систему, отличающееся тем, что содержит маслостанцию смазки подшипников валков и смазки редуктора привода шнеков, а также маслостанцию смазки редуктора привода валков и оснащено системой автоматизированного управления, включающей ЭВМ и панель оператора, подключенные к контроллеру, управляющему посредством каналов связи частотными преобразователями привода шнеков и привода валков, маслонасосами гидравлической системы и маслостанций, дробилкой, шибером питающего бункера и затвором течки и связанному с блоком предпусковой сигнализации и с комплексом датчиков, обеспечивающих регистрацию текущих параметров работы устройства. 78032011.12.30 Полезная модель относится к оборудованию для обработки порошкообразных материалов давлением и может быть использована в различных отраслях промышленности, в частности в горнодобывающей промышленности для прессования хлористого калия при производстве гранулированных удобрений. Известно устройство для прессования хлористого калия, которое включает смонтированные с возможностью вращения параллельные подвижный и неподвижный валки с отдельными электроприводами питающий бункер, соединенный с загрузочным механизмом, выполненным в виде корпуса, в верхней части которого имеется загрузочная шахта,и подпрессовщика с вертикально расположенными шнеками с отдельными электроприводами расположенную под валками течку, в нижней части которой находится пробоотборник спрессованной плитки, выполненный с откидывающимся шибером дробилку предварительного дробления ленточный конвейер и отводящий скребковый конвейер 1. Однако известное решение обладает некоторыми недостатками. В реальных производственных условиях возможны ситуации, когда из-за нарушений технологических требований к прессуемому материалу, ошибки оператора или аварийной ситуации в зону прессования попадает некондиционный материал или посторонний предмет, меняется давление прессования, что может вызвать перегрузку, выход из строя узлов устройства,ухудшение качества плитки. Оператор не имеет возможности при работе осуществлять контроль текущих параметров процесса прессования, отсутствует система, оповещающая о выходе технологических, электрических, механических параметров за установленные пределы и позволяющая определять причины остановки устройства, определять статус готовности к запуску. Задачей полезной модели является создание устройства для прессования сыпучих материалов, обеспечивающего снижение расходов на эксплуатацию и повышение качества спрессованной плитки, оснащенного системой автоматизированного управления, обеспечивающей контроль и регулирование режимов работы приводов и механизмов устройства,мониторинг технологических параметров, отображение информации о причинах аварийной остановки устройства. Поставленная задача решается тем, что устройство для прессования сыпучих материалов, содержащее питающий бункер, снабженный шибером, подпрессовщик в виде приводных шнеков, приводные валки, один из которых выполнен подвижным и снабжен гидроцилиндрами прижима к неподвижному валку, редукторы привода шнеков и привода валков, установленную под валками течку, снабженную затвором, дробилку, гидравлическую систему, оснащено системой автоматизированного управления, включающей ЭВМ и панель оператора, подключенные к контроллеру, управляющему посредством каналов связи частотными преобразователями привода шнеков и привода валков, маслонасосами гидравлической системы, дробилкой, шибером питающего бункера и затвором течки и связанному с датчиками, обеспечивающими регистрацию контролируемых параметров. Полезная модель поясняется чертежами, где на фиг. 1 представлен общий вид устройства для прессования сыпучих материалов, на фиг. 2 - структурная схема системы автоматизированного управления устройством. Устройство для прессования сыпучих материалов содержит питающий бункер 1, снабженный шибером 2 подпрессовщик 3 в виде приводных шнеков неподвижный 4 и подвижный 5 валки редуктор 6 привода шнеков и редуктор 7 привода валков 4, 5 установленную под валками 4, 5 течку 8, снабженную затвором 9 дробилку 10 гидравлическую систему 11 маслостанцию 12 смазки подшипников валков 4, 5 и смазки редуктора 6 привода шнеков маслостанцию 13 смазки редуктора 7 привода валков 4, 5. Гидравлическая система 11 включает маслонасос 14, гидроклапан 15 сброса давления, гидроцилиндры 16, 17 прижима подвижного валка 5 к неподвижному валку 4, датчик 18 давления в гидроцилиндрах 16, 17, датчик 19 уровня масла. Маслостанции 12 и 13 содержат соответственно маслонасос 20 и маслонасос 21, снабженные клапанами подачи воды для охлаж 2 78032011.12.30 дения масла (не показаны). Устройство для прессования сыпучих материалов оснащено системой автоматизированного управления, содержащей ЭВМ 22 и панель оператора(ПО) 23, подключенные к контроллеру 24. Контроллер 24 соединен посредством каналов связи с частотным преобразователем 25 привода шнеков, с частотным преобразователем 26 привода валков 4, 5 и обеспечивает управление маслонасосами 14, 20, 21, дробилкой 10, шибером 2 питающего бункера 1 и затвором 9 течки 8. К контроллеру 24 подключены предпусковая сигнализация 27 и комплекс датчиков 28, обеспечивающих регистрацию текущих параметров работы устройства. Комплекс датчиков 28 включает упомянутые датчики 18 и 19, а также датчики положения шибера 2 (не показаны), датчики 29, 30 заполнения шахты бункера 1, датчик 31 температуры сыпучего материала в бункере 1,датчики 32, 33 температуры масла в редукторах 6 и 7 соответственно, датчики 34-37 контроля температуры и протока масла подшипников валков 4 и 5, датчик 38 протока масла редуктора 7, датчики 39, 40 зазора между валками 4 и 5, датчики 41, 42 скорости вращения барабанов дробилки 10, датчики 43, 44 температуры и уровня масла соответственно маслостанции 12, датчики забивки фильтров маслонасосов 14, 20, 21 (не показаны). Устройство для прессования сыпучих материалов работает следующим образом. Сыпучий материал из питающего бункера 1 поступает в подпрессовщик 3, захватывается шнеками, уплотняется в межвалковом пространстве и далее спрессовывается валками 4, 5. Одинаковая плотность спрессованной плитки обеспечивается прижимом подвижного валка 5 к неподвижному 4 посредством гидроцилиндров 16, 17. Система автоматизированного управления устройства обеспечивает запуск и согласованную работу приводов и механизмов устройства в дистанционном или автоматическом режиме. Для работы под нагрузкой в дистанционном режиме устройство для прессования сыпучих материалов запускается командой общего запуска с ПО 23 или ЭВМ 22. Устройство запускается в следующем порядке на ПО 23 появляется сообщение о запуске, включаются маслонасосы 20 и 21, включается дробилка 10, отводится время на появление протоков масла редукторов 6, 7 и нормализацию скорости вращения валов дробилки 10. После появления готовности к запуску включается привод валков 4, 5, затем привод шнеков подпрессовщика 3. Включение механизмов устройства сопровождается срабатыванием предпусковой сигнализации 27. После запуска шнеков подпрессовщика 3 включается маслонасос 14, который отключается после достижения установленного значения давления в гидравлической системе 11. Таким образом, устройство для прессования сыпучих материалов запущено и готово к принятию нагрузки. После окончания процесса запуска оператор открывает шибер 2 питающего бункера 1 и ждет его заполнения. При поступлении от датчика 30 сигнала о заполнении оператор при помощи ЭВМ 22 или ПО 23 задает токовую нагрузку на приводе валков 4, 5 и рабочее давление гидравлической системы 11. Поддержание заданного тока привода валков 4 и 5 обеспечивается контролем его реального тока и изменением числа оборотов привода шнеков подпрессовщика 3 при помощи контроллера 24 и частотных преобразователей 25, 26. Контроль и поддержание заданного давления в гидравлической системе 11 обеспечиваются посредством датчика 18, маслонасоса 14 и гидроклапана 15. В процессе работы устройства контроллер 24 управляет приводами механизмов, анализируя данные, полученные от комплекса датчиков 28, регистрирующих текущие технологические параметры процесса прессования и работы устройства. Для управления технологическими параметрами процесса прессования используются данные, полученные от частотных преобразователей 25, 26 и передаваемые в них, а также датчики 29, 30 заполнения шахты бункера 1, датчик 31 контроля температуры сыпучего материала, датчики 39, 40 зазора между валками 4 и 5, датчик 18 давления в гидроцилиндрах 16, 17. Для аварийной защиты и контроля целостности механизмов используются датчики положения шибера 2 бункера 1, датчики 32, 33 температуры масла в редукторах 6 и 7, датчики 34-37 3 78032011.12.30 температуры и протока масла подшипников валков 4 и 5, датчик 38 протока масла редуктора 7, датчики 41, 42 скорости барабанов дробилки 10, датчик 19 уровня масла гидравлической системы 11, датчики 43, 44 температуры и уровня масла маслостанции 12, датчики забивки фильтров маслонасосов 14, 20, 21. При аварийной остановке устройства и поступлении с контроллера 24 сигнала в механизмы управления шибером 2 и затвором 9 закрываются соответственно питающий бункер 1 и течка 8. Информация с датчиков собирается контроллером 24 и после обработки выдается на ЭВМ 22 и ПО 23, отображая конкретные причины остановки приводов механизмов устройства. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B30B 11/00
Метки: устройство, сыпучих, прессования, материалов
Код ссылки
<a href="https://by.patents.su/4-u7803-ustrojjstvo-dlya-pressovaniya-sypuchih-materialov.html" rel="bookmark" title="База патентов Беларуси">Устройство для прессования сыпучих материалов</a>
Бункерное устройство для сыпучих материалов
Номер патента: U 6122
Опубликовано: 30.04.2010
Авторы: Воробьёв Владимир Васильевич, Бороха Эдуард Леонидович, Тавлыкаев Хатим Касимович
МПК: B65G 65/00
Метки: сыпучих, устройство, материалов, бункерное
Текст:
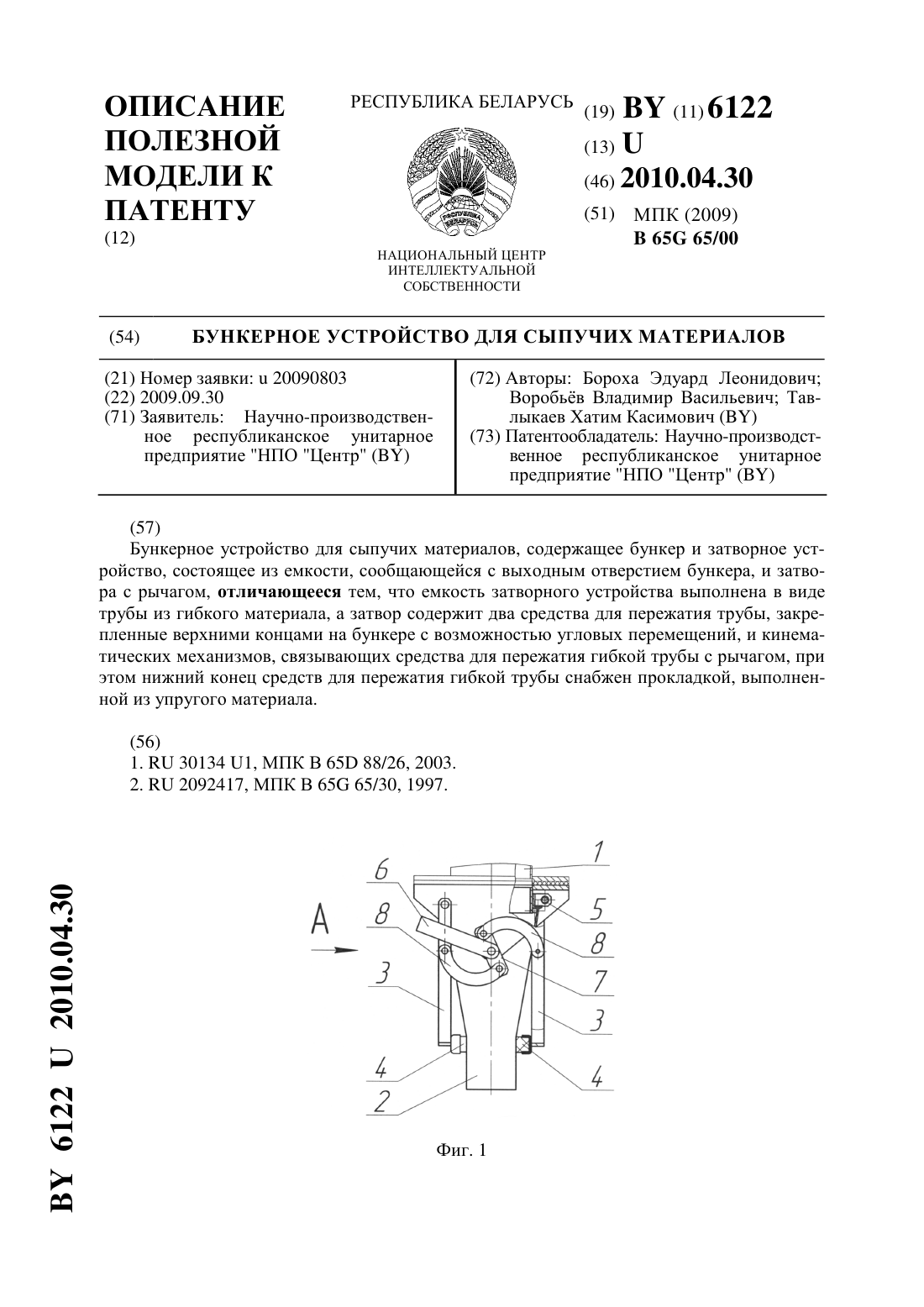
...достаточно высокой надежностью работы, т.к. его затвор (секторная задвижка) при открытии или закрытии выходного отверстия бункера может заедать. Этот недостаток связан с тем, что при разгрузке бункера ось секторной задвижки взаимодействует с материалом. Задача полезной модели состоит в повышении надежности работы затворного устройства за счет исключения взаимодействия материала при разгрузке бункера с затвором. Сущность полезной модели...
Устройство для фасовки сыпучих материалов
Номер патента: U 541
Опубликовано: 30.06.2002
Автор: Филиппович Леонид Михайлович
МПК: B65B 1/00
Метки: материалов, сыпучих, устройство, фасовки
Текст:
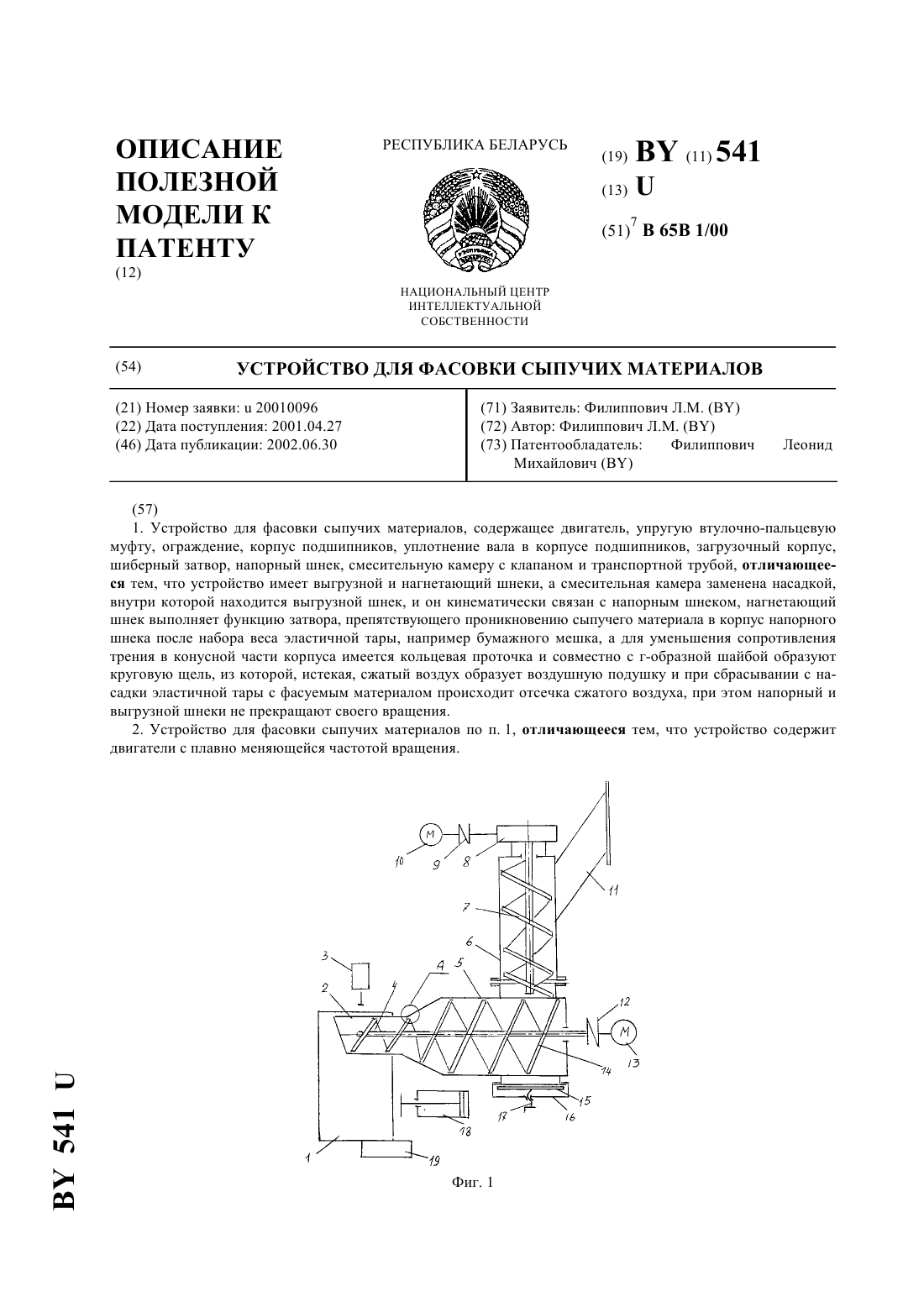
...сыпучего материала через насадку в конусной части корпуса напорного шнека имеется кольцевая проточка в которую устанавливается Г-образная шайба и по отверстию совпадающего с кольцевой проточкой подается сжатый воздух и по образованной воздушной подушке скользит сыпучий материал. Устройство имеет два двигателя с регулируемой частотой вращения. Такая конструкция устройства для фасовки сыпучих материалов позволит снизить мощность привода...
Устройство для фасовки сыпучих материалов
Номер патента: U 777
Опубликовано: 30.03.2003
Автор: Филиппович Леонид Михайлович
МПК: B65B 1/00
Метки: сыпучих, устройство, фасовки, материалов
Текст:
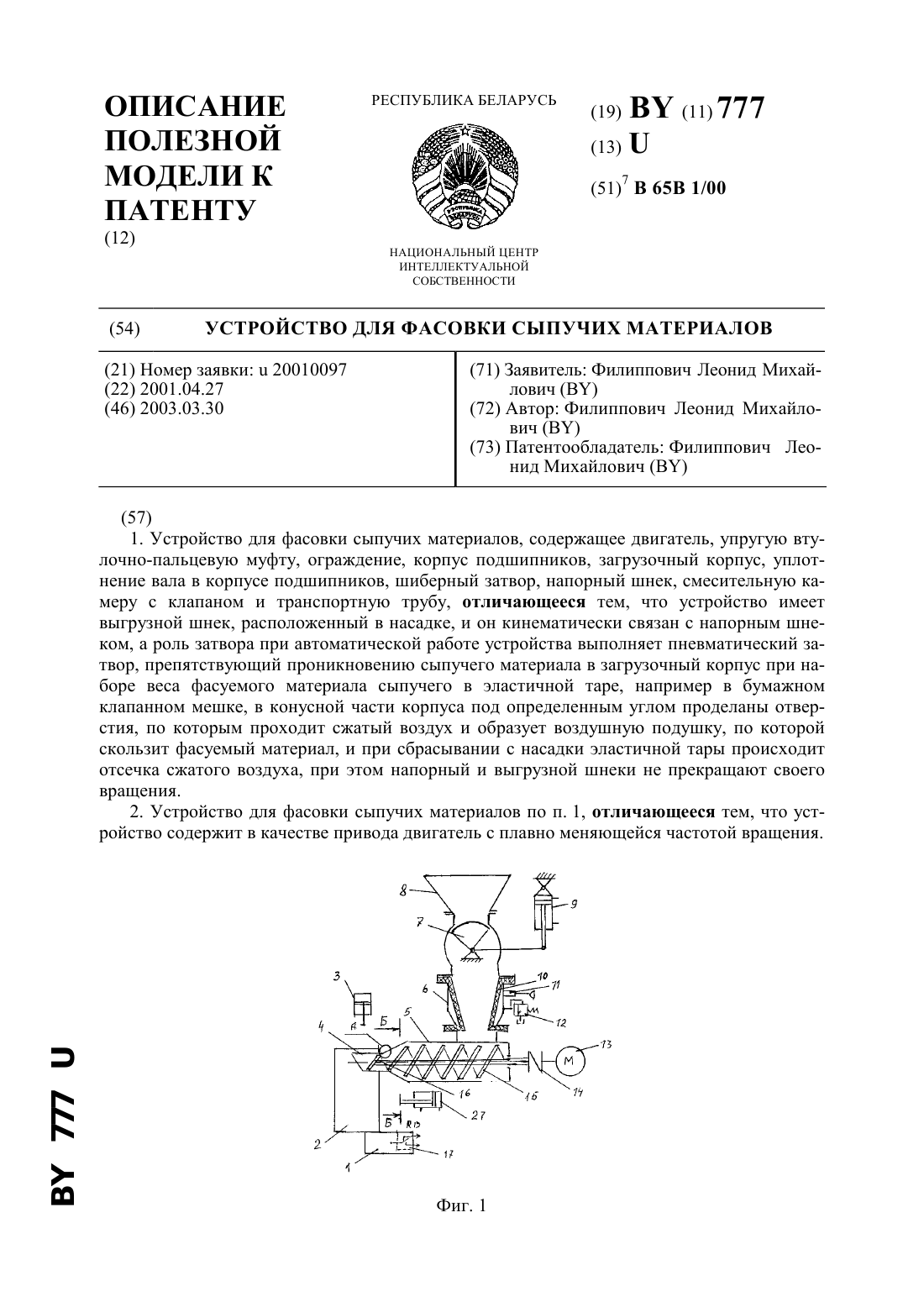
...давление сжатого воздуха эластичным рукавом сжимает сыпучий материал и препятствует поступлению его в корпус напорного шнека. Устройство снабжено двигателем с регулируемой частотой вращения. Такая конструкция устройства для фасовки сыпучих материалов позволит снизить мощность двигателя, уменьшить габариты, а применение двигателя с регулируемой частотой вращения позволит менять производительность согласуясь с физико-механическими...
Безопасное бункерное устройство для сыпучих материалов
Номер патента: U 7728
Опубликовано: 30.10.2011
Авторы: Агейчик Валерий Александрович, Мисун Алексей Леонидович, Мисун Леонид Владимирович, Агейчик Юрий Валерьевич
МПК: B65D 88/26, B65G 65/30
Метки: бункерное, сыпучих, устройство, материалов, безопасное
Текст:
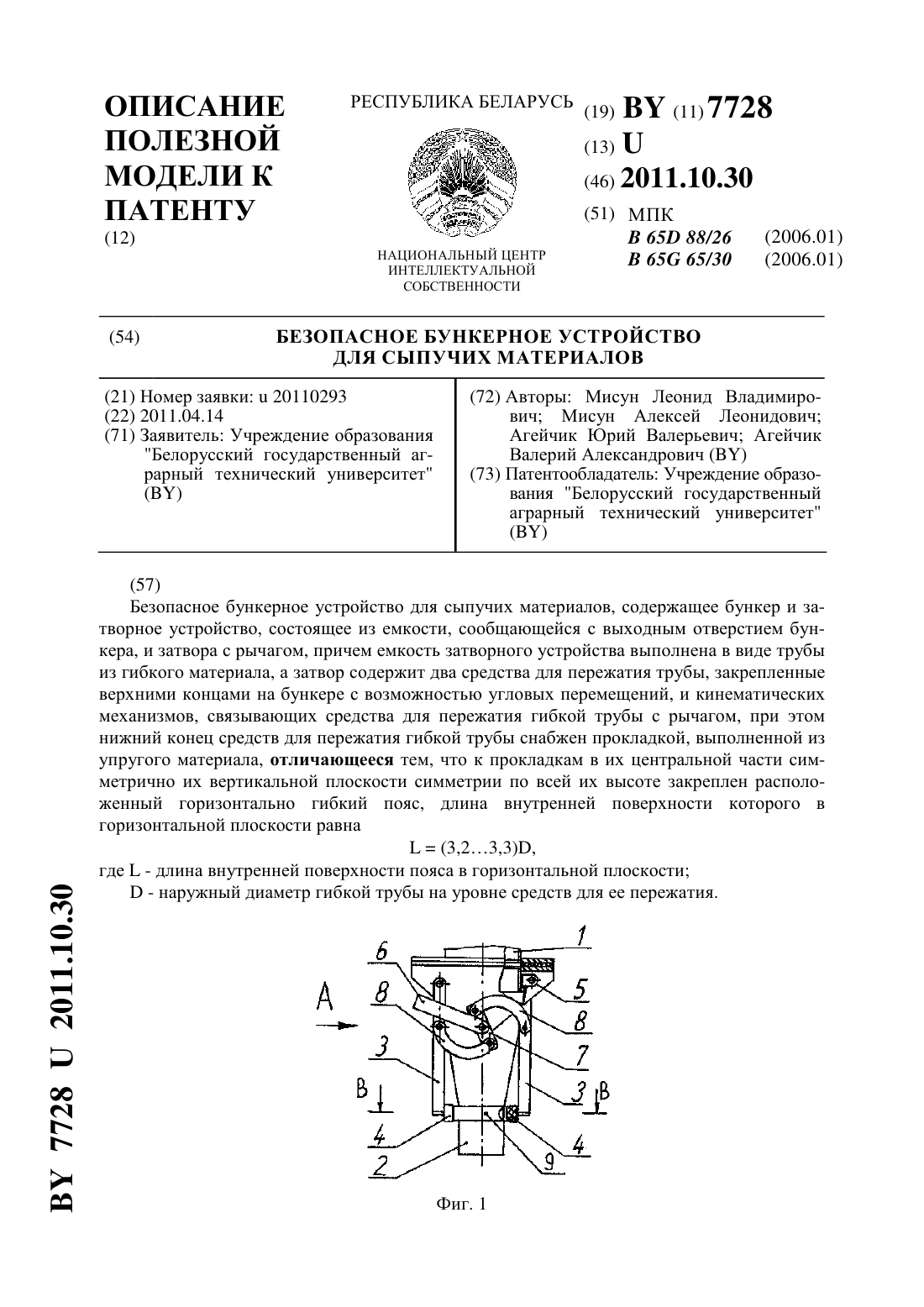
...в целях движения материала вниз дополнительного механического воздействия на уплотненную и даже слипшуюся зону, что возможно главным образом за счет ударов длинным стержнем по ней со стороны находящегося под бункером обслуживающего персонала. При этом снижается производительность работы бункерного устройства, а обслуживающий его персонал подвергается опасности травмирования падающим вниз материалом. Задача, которую решает полезная...
Устройство для перемешивания и выдачи сыпучих материалов
Номер патента: 135
Опубликовано: 30.09.1994
Авторы: Косяков Е. Ф., Сикорский А. В., Полех А. В.
МПК: B22C 5/00
Метки: перемешивания, сыпучих, материалов, выдачи, устройство
Текст:
...на валу. вращающемся с меньшей скоростью. чем вал. на котором установлен- шнек меньшего диаметра навивки. причем шнекболь ШЕГО диаметра НЭБИВКИ содержит ЭЛЕМЕНТ ВВИДЕ ЧЕСТИ ПВУЖИНЫ ТЭКОГОКЕ ДИЗМВТРЭ Снаправлению навивки обоих шнеков Загрузочный бункер имеет возможность принудительного качания.На фиг.1 дано устройство для пе-реме-сбоку. общий вид на фиг.2 - вид по стрелке А на фиг.1 на фипЗ и разрез Б-Б на фиг.2Устройство содержит основание...
Предыдущий патент: Устройство для регистрации полей в системах электроснабжения
Следующий патент: Визуаскоп
Случайный патент: Система кондиционирования воздуха пассажирского салона воздушного судна