Фреза контурная
Номер патента: U 7616
Опубликовано: 30.10.2011
Авторы: Лукаш Валерий Тадеушевич, Рудак Павел Викторович, Самбук Павел Николаевич, Карпович Семен Иванович
Текст
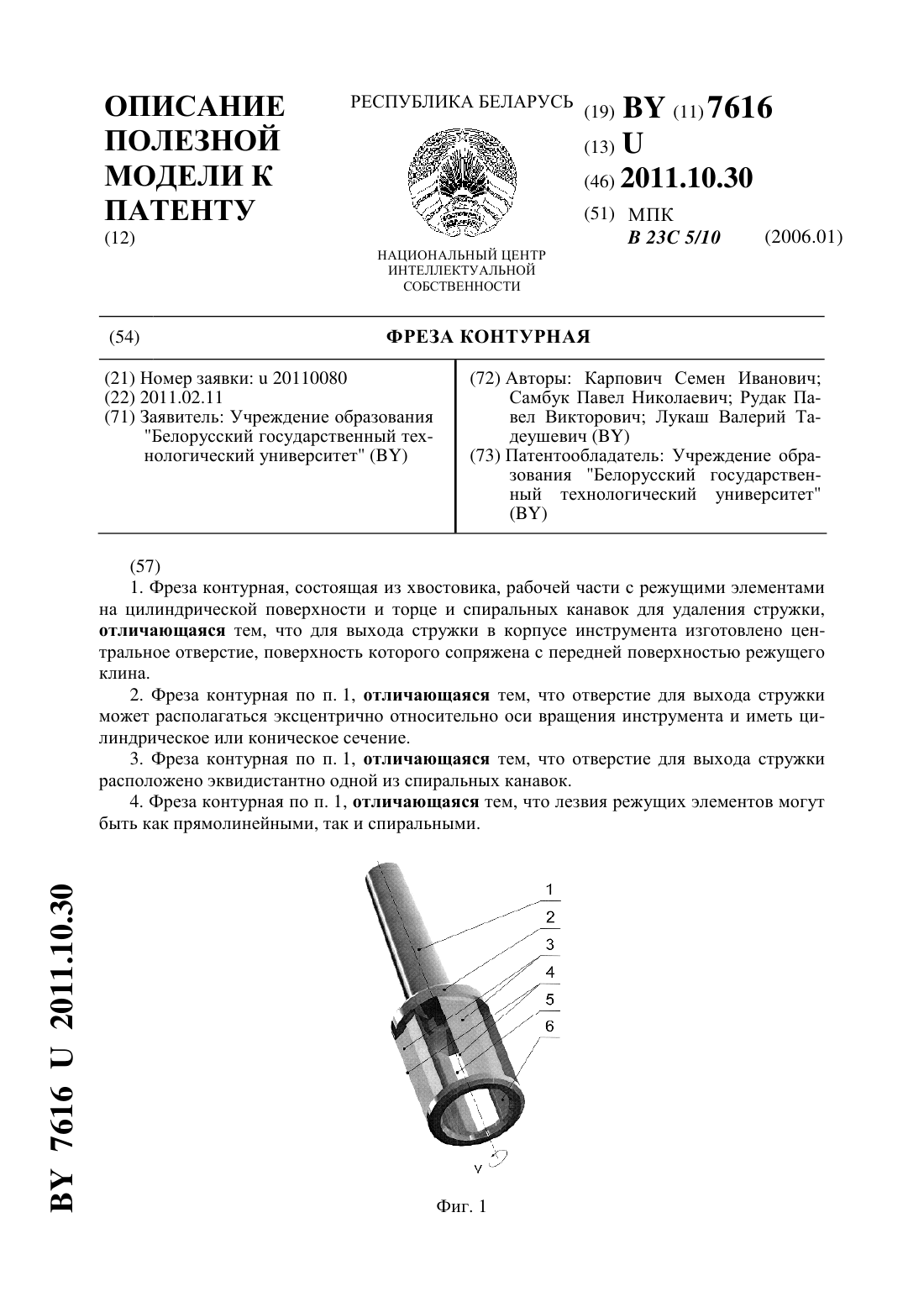
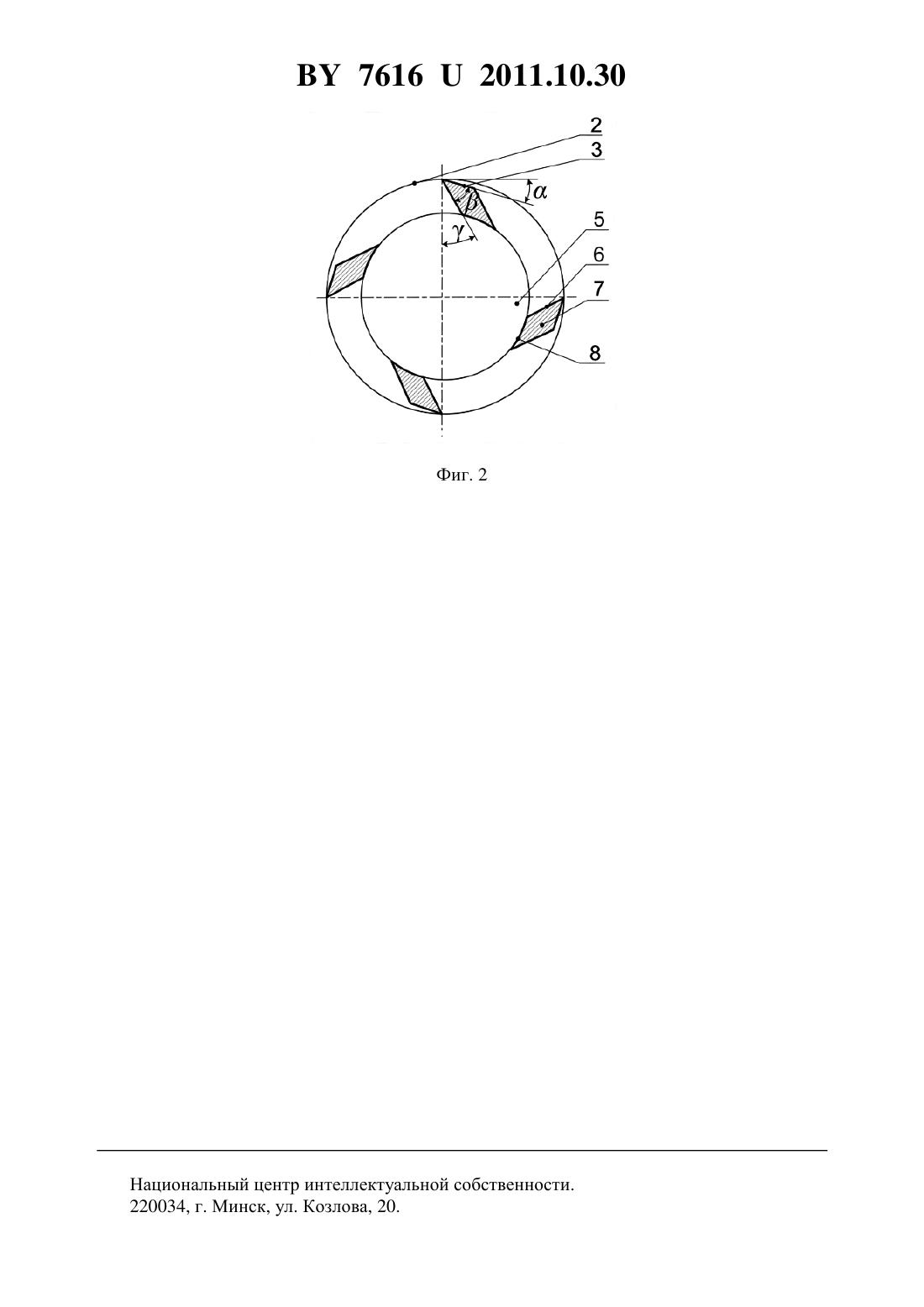
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Учреждение образования Белорусский государственный технологический университет(72) Авторы Карпович Семен Иванович Самбук Павел Николаевич Рудак Павел Викторович Лукаш Валерий Тадеушевич(73) Патентообладатель Учреждение образования Белорусский государственный технологический университет(57) 1. Фреза контурная, состоящая из хвостовика, рабочей части с режущими элементами на цилиндрической поверхности и торце и спиральных канавок для удаления стружки,отличающаяся тем, что для выхода стружки в корпусе инструмента изготовлено центральное отверстие, поверхность которого сопряжена с передней поверхностью режущего клина. 2. Фреза контурная по п. 1, отличающаяся тем, что отверстие для выхода стружки может располагаться эксцентрично относительно оси вращения инструмента и иметь цилиндрическое или коническое сечение. 3. Фреза контурная по п. 1, отличающаяся тем, что отверстие для выхода стружки расположено эквидистантно одной из спиральных канавок. 4. Фреза контурная по п. 1, отличающаяся тем, что лезвия режущих элементов могут быть как прямолинейными, так и спиральными. Полезная модель относится к инструментальной промышленности и предназначена для механической обработки конструкционных материалов. Известен инструмент, на корпусе которого имеются две и более режущие кромки и впадины для размещения, транспортировки и последующего удаления стружки. К нему относятся сверла, зенкеры, развертки, концевые фрезы и другой многолезвийный инструмент 1. Концевые фрезы состоят из цилиндрического или конического хвостовика для фиксации инструмента в шпинделе станка и рабочей части с режущими элементами на цилиндрической поверхности и торце. Общим требованием при изготовлении инструмента является согласование размеров межзубовой впадины с объемом удаляемой стружки. Стружка в канавках подвергается деформации - изгибу, скручиванию, дроблению, пакетированию. На преодоление сопротивления деформированию затрачивается усилие, что ведет к увеличению мощности резания. Мощность резания можно снизить, в частности, за счет увеличения размеров канавок. Однако увеличение размера канавки связано с уменьшением жесткости корпуса инструмента, что ведет к ухудшению качеств обработки. Известны одно- и многокромочные сверла с внутренним отводом стружки, осуществляемым через отверстия в корпусе инструмента 2. Такая конструкция сверла обеспечивает более высокое качество поверхности просверленного отверстия. Но сверла с внутренним отводом стружки изготавливаются, как правило, диаметром более 35 мм. При меньших размерах трудно конструктивно обеспечить надежный внутренний отвод стружки. Проблема удаления стружки из зоны резания решена в конструкции эжекторного сверла 3. В центральной части сверла имеется отверстие, а по боковому кольцевому каналу подается смазочно-охлаждающая смесь (СОС) под давлением, в результате чего стружка удаляется из зоны резания. Однако такая схема удаления стружки работоспособна только под действием непрерывного потока жидкости под избыточным давлением. Задачей заявляемого технического решения является снижение энергоемкости процесса резания лезвийным инструментом за счет уменьшения усилия, затрачиваемого на деформацию удаляемого слоя из зоны стружкообразования. Поставленная задача достигается тем, что в фрезе контурной, состоящей из хвостовика, рабочей части с режущими элементами на цилиндрической поверхности и торце и спиральных канавок для удаления стружки, для выхода стружки в корпусе изготовлено центральное отверстие, поверхность которого сопряжена с передней поверхностью режущего клина, отверстие для выхода стружки может располагаться эксцентрично относительно оси вращения инструмента и иметь цилиндрическое или коническое сечение, а также располагаться эквидистантно одной из спиральных канавок, а лезвия режущих элементов могут быть как прямолинейными, так и спиральными. Конструкция фрезы для контурной обработки поясняется чертежами фиг. 1 - общий вид фиг. 2 - сечение режущей зоны инструмента. Фреза контурная состоит из хвостовика 1, корпуса 2, режущего клина 7 с задней поверхностью 3, режущими кромками 4, центрального отверстия 5, передней поверхности 6 режущего клина, которая сопрягается с цилиндрической поверхностью 8. 76162011.10.30 Инструмент предназначен для обработки заготовки по контуру. Закрепляется в шпинделе станка с помощью хвостовика 1. В корпусе 2 имеется отверстие 5, предназначенное для выхода стружки. Отверстие 5 может быть цилиндрической или конической формы для облегчения выхода стружки. На боковых стенках корпуса расположены режущие клинья 7, их количество зависит от диаметра корпуса и вида выполняемой работы. Величина заострения режущего клина 7 определяется угломнаклона передней поверхности 6 относительно радиуса фрезы и углом наклона задней поверхности 3. Передняя поверхность режущего клина плавно сопрягается с цилиндрической поверхностью 8 отверстия 5, обеспечивая свободное перемещение стружки из зоны резания через центральное отверстие с минимальной деформацией. Режущие кромки 4 могут быть выполнены параллельно оси вращения инструмента и под углом для образования спиральной канавки, в результате чего образуется спиральная режущая кромка. Задний уголрежущего клина 7 образован за счет затылованной задней поверхности 3. Максимальная толщина обрабатываемой заготовки определяется длиной режущей кромки 4. Образовавшаяся стружка в районе режущих кромок 4 перемещается по передней поверхности 6 режущего клина 7, попадает в отверстие 5 и удаляется из зоны резания в свободном падении. При обычной схеме резания многолезвийным инструментом, например концевыми фрезами, стружка накапливается в межзубовой впадине, где происходит ее дополнительная деформация - дробление, перемещение в замкнутом объеме, пакетирование, что ведет к росту силовых параметров резания. При свободном перемещении стружки, в предлагаемом варианте инструмента, суммарная мощность резания будет уменьшена на эту величину. При фрезеровании в момент срезания, отделения стружки от заготовки снимаемый объем находится в состоянии покоя, и только после отделения ее от поверхности резания ему практически мгновенно придается вращательное движение до значения скорости резания. Учитывая массу отходов, при механической обработке следует признать, что затрачивается значительная энергетическая мощность, собственно, уже после окончания процесса стружкообразования для придания ускорения всей массе стружки. Общепринятая схема энергозатрат при механической обработке материалов рассматривается с позиции величины усилий, затрачиваемых на пластическую деформацию материала в зоне резания, образование новых поверхностей и преодоление сил трения. Снятый объем стружки в межзубовой впадине при закрытой схеме резания подвергается вторичной деформации, что ведет к дополнительному росту мощности резания. Предлагаемая конструкция лезвийного инструмента для контурной обработки заготовок обеспечивает свободное удаление отходов из зоны резания и устраняет энергозатраты, связанные с уплотнением отходов в межзубовой впадине, не ограничивает величину подачи на зуб. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23C 5/10
Код ссылки
<a href="https://by.patents.su/4-u7616-freza-konturnaya.html" rel="bookmark" title="База патентов Беларуси">Фреза контурная</a>
Фреза-протяжка
Номер патента: U 6906
Опубликовано: 30.12.2010
Авторы: Бавбель Иван Иванович, Карпович Семён Иванович, Карпович Сергей Семёнович, Музыченко Владимир Михайлович
МПК: B23C 5/16
Метки: фреза-протяжка
Текст:
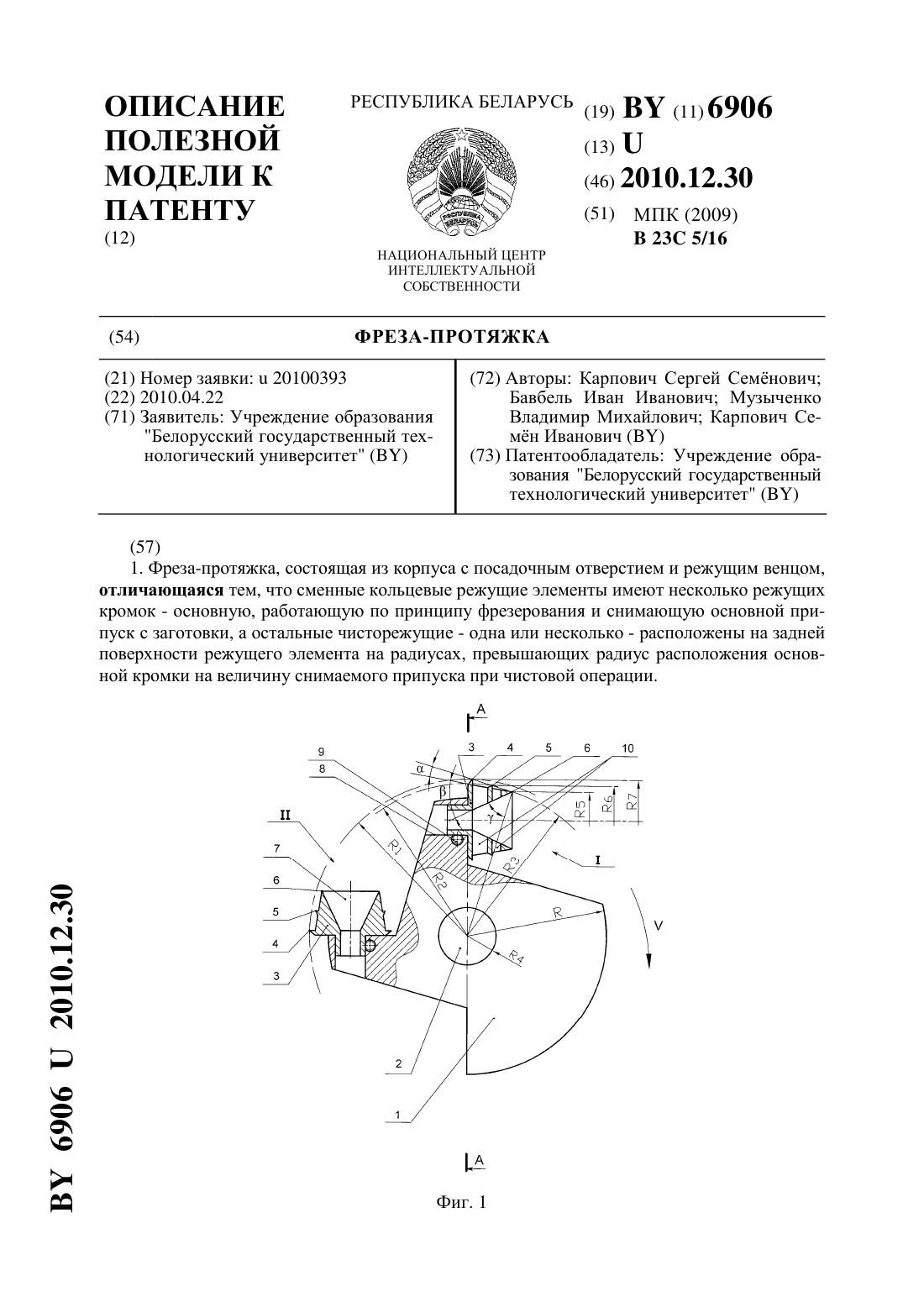
...решается тем, что фреза-протяжка, состоящая из корпуса с посадочным отверстием и режущим венцом со сменными кольцевыми режущими элементами,имеет несколько режущих кромок - основную, работающую по принципу фрезерования и снимающую основной припуск с заготовки, а остальные чисторежущие - одна или несколько - расположены на задней поверхности режущего элемента на радиусах, превышающих радиус расположения основной кромки на величину снимаемого...
Концевая фреза с изменяемым, в процессе работы ею, диаметром
Номер патента: U 4304
Опубликовано: 30.04.2008
Автор: Игнатищев Руслан Михайлович
МПК: B23C 5/00
Метки: ею, изменяемым, работы, фреза, диаметром, концевая, процессе
Текст:
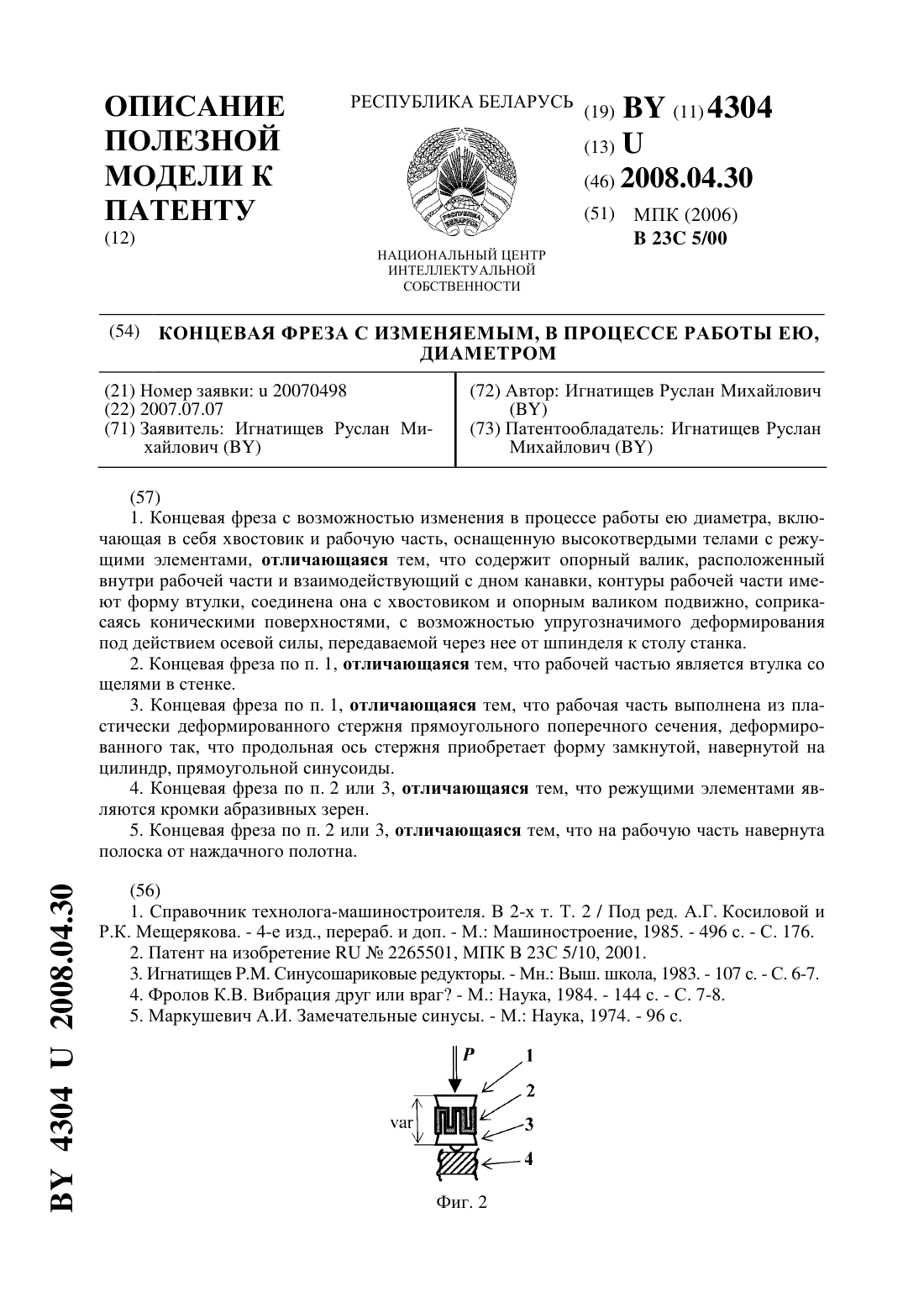
...фрезы в направлении стол-шпиндель станка фиг. 4 - вид по стрелке А (на фиг. 3) на мысленно разрезанную по Б-Б, выпрямленную и положенную на плоскость, рабочую часть фрезы фиг. 5 - вид на сечение В-В по стрелкам Г-Г на фиг. 4 фиг. 6 - опорный (опирающийся о дно канавки) валик с нижним конусом фиг. 7 - хвостовик с верхним конусом и отверстием под опорный валик. Устройство полезной модели. Хвостовик по фиг. 7 нижней частью входит внутрь рабочей...
Фреза дереворежущая
Номер патента: 10469
Опубликовано: 30.04.2008
Авторы: Врублевский Владислав Брониславович, Макеев Вячеслав Валерьевич, Гафт Григорий Аронович, Невзорова Алла Брониславовна, Врублевская Валентина Ивановна
МПК: B27G 13/00, B27G 15/00
Метки: фреза, дереворежущая
Текст:
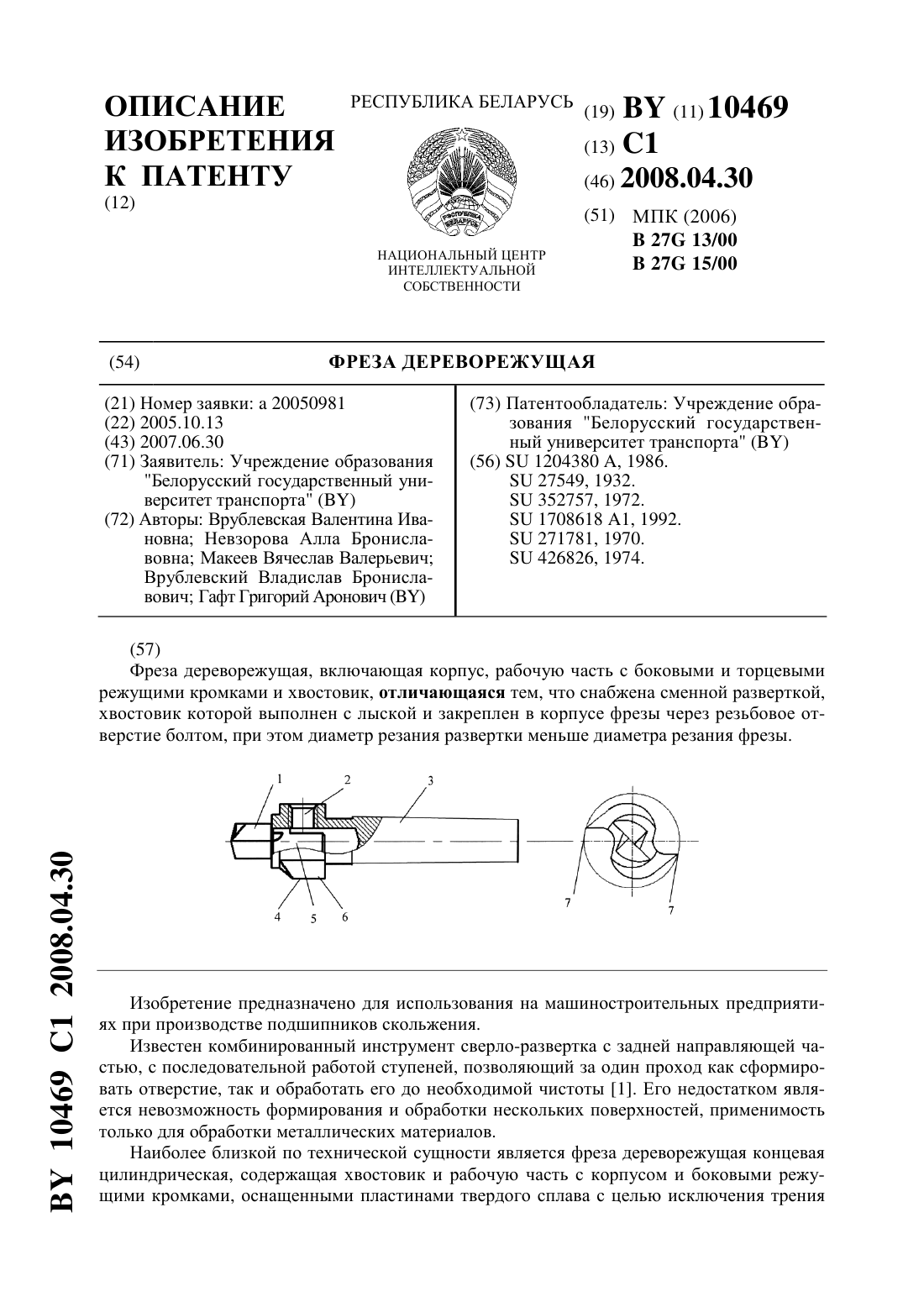
...а образующая конуса составляет с осью вращения фрезы угол 0,51,5 2. Недостатком ее является невозможность обработки за один проход нескольких поверхностей древесного вкладыша и фреза имеет неизменный диаметр фрезерования. Задача изобретения - увеличить производительность операции фрезерования за счет обработки за один проход двух поверхностей древесных вкладышей подшипников скольжения. Поставленная задача решается за счет того, что...
Фреза с самоцентрирующим корпусом
Номер патента: U 6608
Опубликовано: 30.10.2010
Авторы: Карпович Семён Иванович, Карпович Сергей Семёнович, Вихренко Вячеслав Степанович
МПК: B23C 5/16
Метки: фреза, самоцентрирующим, корпусом
Текст:
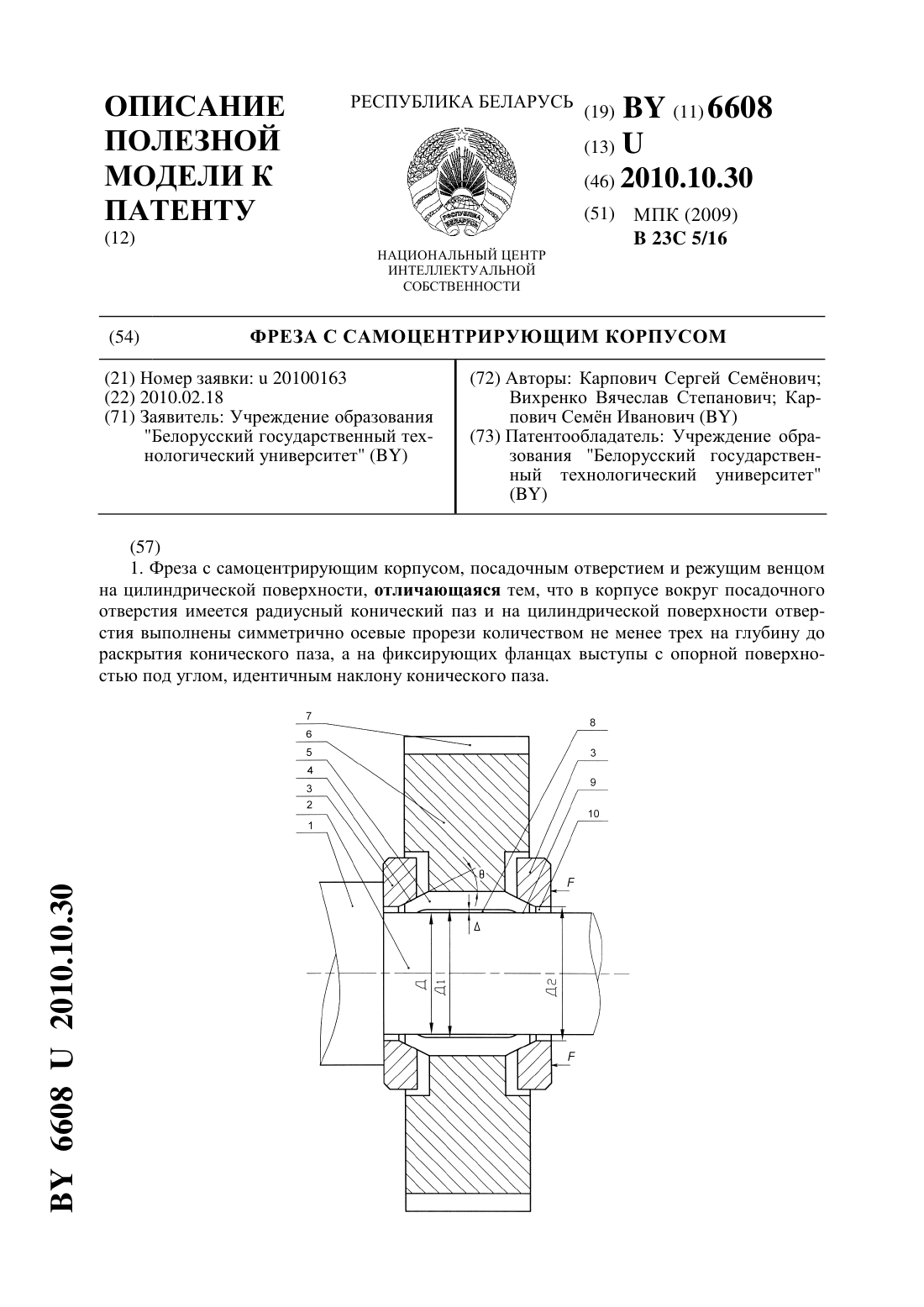
...посадочным валом и посадочным отверстием инструмента. Целесообразно свести величину зазора к нулю. Возникающие центробежные силы пропорциональны дисбалансу и квадрату частоты вращения инструмента. Поэтому при одном и том же значении дисбаланса центробежные 2 66082010.10.30 силы увеличиваются в четыре раза при увеличении частоты вращения в два раза, например с 3000 об/мин до 6000 об/мин, следовательно, уменьшение дисбаланса является важной...
Концевая фреза с регулируемым углом наклона режущих элементов
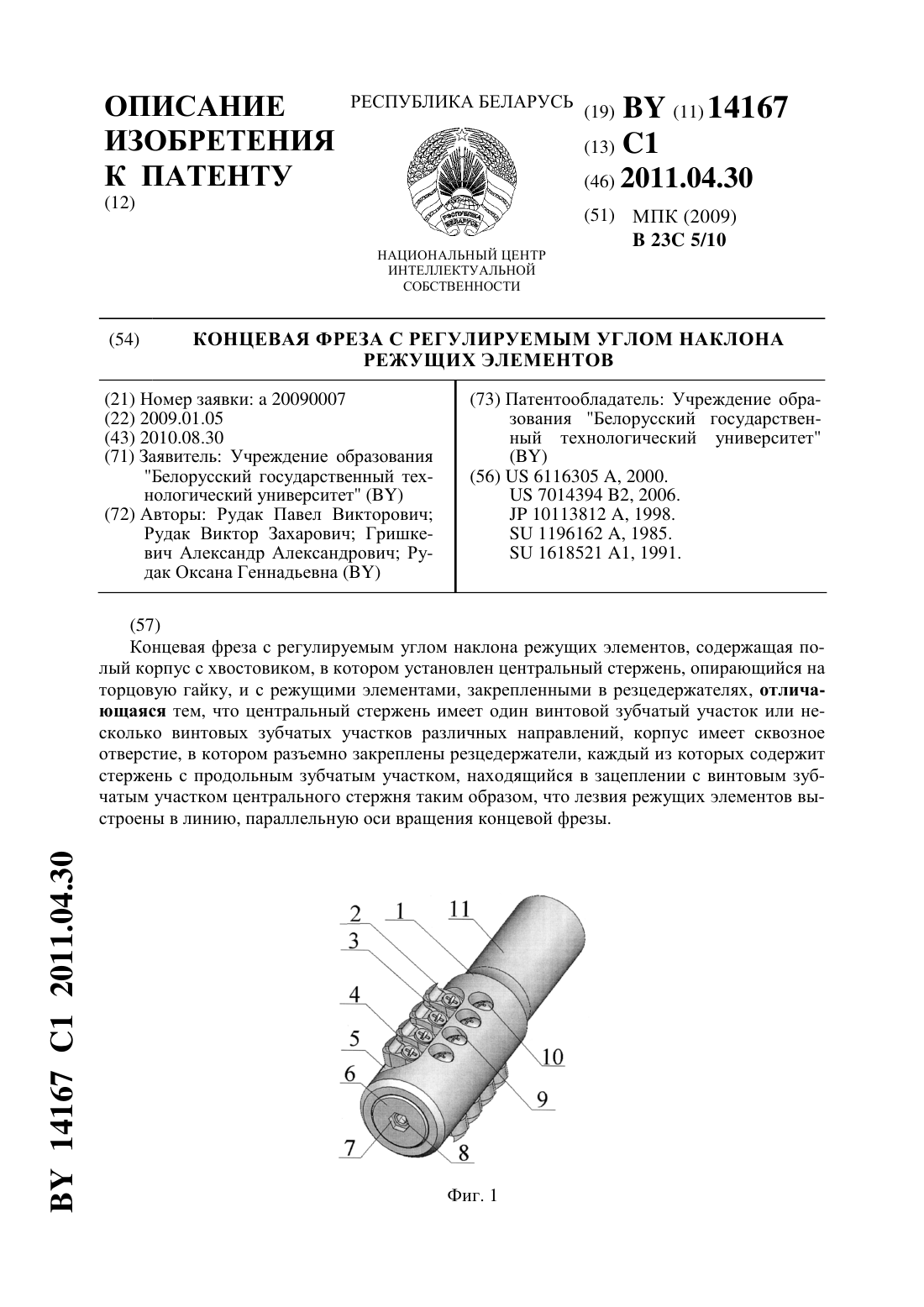
Номер патента: 14167
Опубликовано: 30.04.2011
Авторы: Рудак Оксана Геннадьевна, Гришкевич Александр Александрович, Рудак Виктор Захарович, Рудак Павел Викторович
МПК: B23C 5/10
Метки: фреза, режущих, регулируемым, элементов, наклона, углом, концевая
Текст:
...фрезы - вверх. Подобное расположение режущих элементов обеспечивает подпор пластям обрабатываемого материала, повышает качество обработки поверхности. Центральный стержень может среди винтовых зубчатых участков также содержать участки без зубьев. Стержни резцедержателей, скрещивающиеся с центральным стержнем в окрестности этих участков при вращении центрального стержня,2 14167 1 2011.04.30 остаются неподвижными, что может быть...
Предыдущий патент: Нефелометр на двухволновом лазере
Следующий патент: Вибратор-минимассажер
Случайный патент: Способ получения модифицированного углеродного волокна