Фреза-протяжка
Номер патента: U 6906
Опубликовано: 30.12.2010
Авторы: Карпович Семён Иванович, Бавбель Иван Иванович, Карпович Сергей Семёнович, Музыченко Владимир Михайлович
Текст
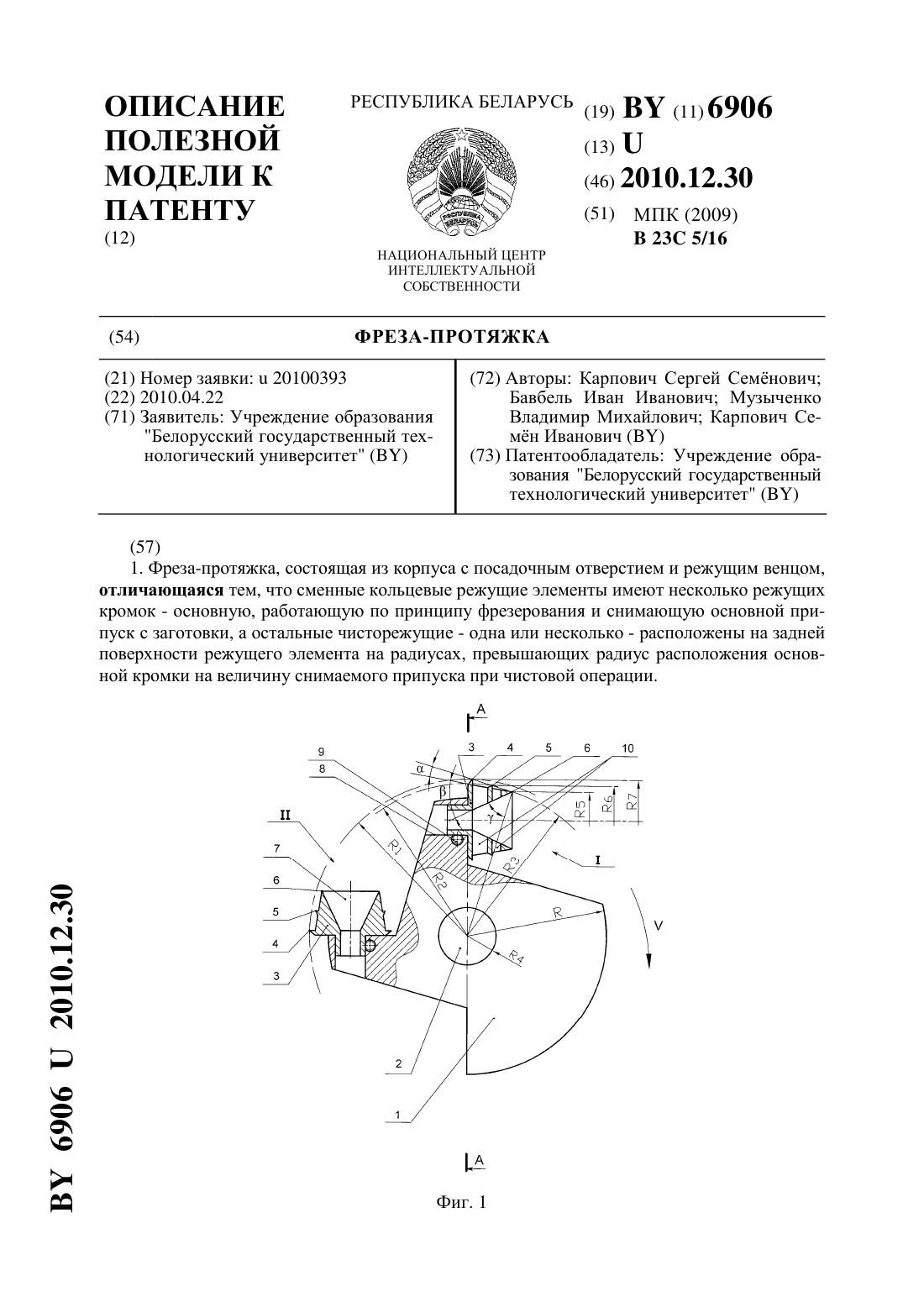
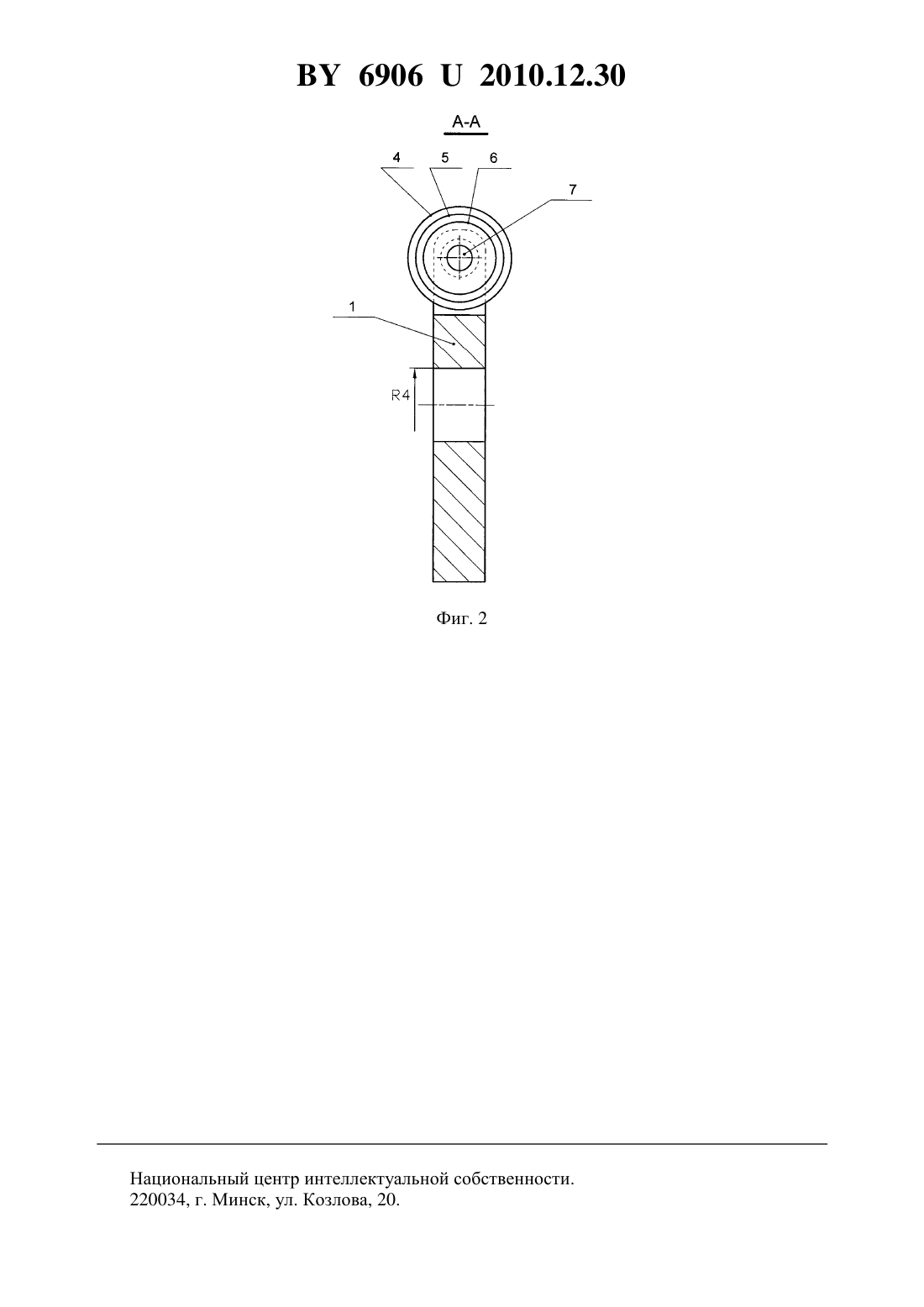
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Учреждение образования Белорусский государственный технологический университет(72) Авторы Карпович Сергей Семнович Бавбель Иван Иванович Музыченко Владимир Михайлович Карпович Семн Иванович(73) Патентообладатель Учреждение образования Белорусский государственный технологический университет(57) 1. Фреза-протяжка, состоящая из корпуса с посадочным отверстием и режущим венцом,отличающаяся тем, что сменные кольцевые режущие элементы имеют несколько режущих кромок - основную, работающую по принципу фрезерования и снимающую основной припуск с заготовки, а остальные чисторежущие - одна или несколько - расположены на задней поверхности режущего элемента на радиусах, превышающих радиус расположения основной кромки на величину снимаемого припуска при чистовой операции. 69062010.12.30 2. Фреза-протяжка по п. 1, отличающаяся тем, что вдоль передней поверхности чистовых кромок имеется сквозной паз для удаления стружки.(56) 1. Малышев В.В. Проектирование дереворежущих цельных и составных фасонных фрез. - М. Лесная промышленность, 1963. - . 74. 2. Дальский А.М. Технология конструкционных материалов. - М. Машиностроение,2005. - С. 407-412. 3. Морозов В.Г. Дереворежущий инструмент Справочник - М. Лесная промышленность, 1988. - С. 341 (прототип). Полезная модель относится к технологии изготовления инструмента и рекомендуется к использованию при проектировании гантельных фрез для чистовой обработки радиусных пазов на изделиях из древесины и других конструкционных материалов. Фрезерование широко применяется как при размерной обработке заготовок, так и в декоративных целях. В последнем случае на первый план выносится качество обработанной поверхности. Радиусные поверхности получают цельными гантельными фрезами и сборными со сменными профильными пластинами 1. В обоих случаях формирование поверхности осуществляется одним лезвием, которое выполняет работу по снятию основного припуска на механическую обработку и одновременно формирует качество обработанной поверхности. По мере затупления инструмента качество обработки снижается, что требует замены или заточки инструмента. Проблема повышения эффективности отдельных видов инструмента решена за счет функционального разделения режущих элементов на основные, снимающие максимальный припуск, и чистовые, калибрующие, обеспечивающие качество обработанной поверхности. По этому принципу сконструированы протяжки, на общем корпусе которых расположены группы режущих элементов, выполняющие каждая свою функцию, что в совокупности обеспечивает высокую точность и качество обработки, в том числе и профильных поверхностей 2. Сочетание принципа фрезерования и протягивания на одном режущем элементе обеспечивает качественно новый уровень механической обработки. Для реализации этого принципа более близкими по назначению и техническому решению являются радиусные фрезы 3. Их изготавливают цельными или составными. Изготовление цельных фрез связано с большим расходом инструментального материала,сборные фрезы более сложны при изготовлении. Задачей полезной модели является упрощение технологии изготовления радиусных фрез, работающих по принципу фрезерования и протягивания, повышение качества обработки радиусных поверхностей. Поставленная задача решается тем, что фреза-протяжка, состоящая из корпуса с посадочным отверстием и режущим венцом со сменными кольцевыми режущими элементами,имеет несколько режущих кромок - основную, работающую по принципу фрезерования и снимающую основной припуск с заготовки, а остальные чисторежущие - одна или несколько - расположены на задней поверхности режущего элемента на радиусах, превышающих радиус расположения основной кромки на величину снимаемого припуска при чистовой операции, а вдоль передней поверхности чисторежущих кромок имеются сквозные пазы для удаления стружки. Конструкция фрезы-протяжки поясняется чертежами, где на фиг. 1 - вид сбоку, на фиг. 2 - сечение корпуса с режущими элементами. Фреза-протяжка состоит из корпуса 1 с посадочным отверстием 2, режущего элемента 3 с чисторежущими кромками 4, 5 и основной режущей кромкой 6, стружка от которой 2 69062010.12.30 удаляется через отверстие 7, цилиндрическое отверстие в корпусе для фиксации хвостовика режущего элемента 8, крепежный винт 9, сквозные пазы 10 вдоль передней поверхности чисторежущих кромок 4 и 5 (позицияи без пазов позиция ), передний уголосновной кромки 6, задний угол ,- радиус корпуса фрезы, 1 - радиус вращения чисторежущей кромки 4, 2 - радиус вращения чисторежущей кромки 5, 3 -радиус вращения основной кромки 6, 4 - радиус посадочного отверстия, радиусы режущего элемента 3, 5 - основной режущей кромки, 6 - чисторежущей кромки 5, 7 - чисторежущей кромки 4. После сборки режущих элементов 3 на корпусе 1 фрезы и фиксации их с помощью крепежного винта 9 инструмент устанавливают на шпинделе станка и приступают к работе. Основная режущая кромка 6 при контакте с обрабатываемым материалом срезает припуск с заготовки, и стружка перемещается по передней поверхности, расположенной под передним углом , в отверстие 7 и удаляется из зоны резания без деформации и уплотнения. Задняя поверхность режущего элемента 3 расположена под задним углом . Над задней поверхностью расположены чисторежущие кромки 4 и 5, которые выполняют зачистную функцию, если соблюдается условие 123. Если 123 чисторежущие кромки 4 и 5 самостоятельно осуществляют процесс резания, величина снимаемого припуска определяется соотношением радиусов 5, 6, 7 режущего элемента 3. Снимаемый слой чисторежущими кромками 4 и 5 перемещается по их передней поверхности и через сквозные пазы 10 попадает в отверстие 7(см. позиция ). Если снимаемый чисторежущими элементами 4 и 5 припуск нулевой или незначительный,режущий элемент 3 может не иметь сквозных пазов 10 (см. позиция ). При затуплении основной режущей кромки 6 нагрузка на чисторежущие элементы 4 и 5 будет возрастать, но качество обработанной поверхности будет сохраняться более длительный период. После затупления рабочей зоны, отвернув крепежный винт 9, режущий элемент 3 поворачивают вокруг собственной оси на величину затупившейся зоны и фиксируют в новом положении. За счет количества чисторежущих кромок, регулирования величины припуска, снимаемого ими, и периодического поворота корпуса режущего элемента обеспечивается продолжительная работа инструмента без его снятия со шпинделя станка. После затупления всей режущей кромки режущие элементы снимают с корпуса и перетачивают по передним поверхностям. Предлагаемая конструкция фрезы-протяжки характеризуется простотой как при изготовлении, так и в процессе эксплуатации, надежностью крепления режущих элементов в корпусе. Сочетание процесса стружкообразования по схеме фрезерования и принципа последующего калибрования радиусной поверхности чисторежущими элементами обеспечивает качественное проведение операции и рекомендуется к применению при проектировании радиусных фрез. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23C 5/16
Метки: фреза-протяжка
Код ссылки
<a href="https://by.patents.su/4-u6906-freza-protyazhka.html" rel="bookmark" title="База патентов Беларуси">Фреза-протяжка</a>
Фреза холодная
Номер патента: U 754
Опубликовано: 30.12.2002
Авторы: Канашевский Александр Георгиевич, Шутман Марат Иосифович, Журавский Сергей Леонидович
МПК: B23C 5/00, E01C 23/06
Текст:
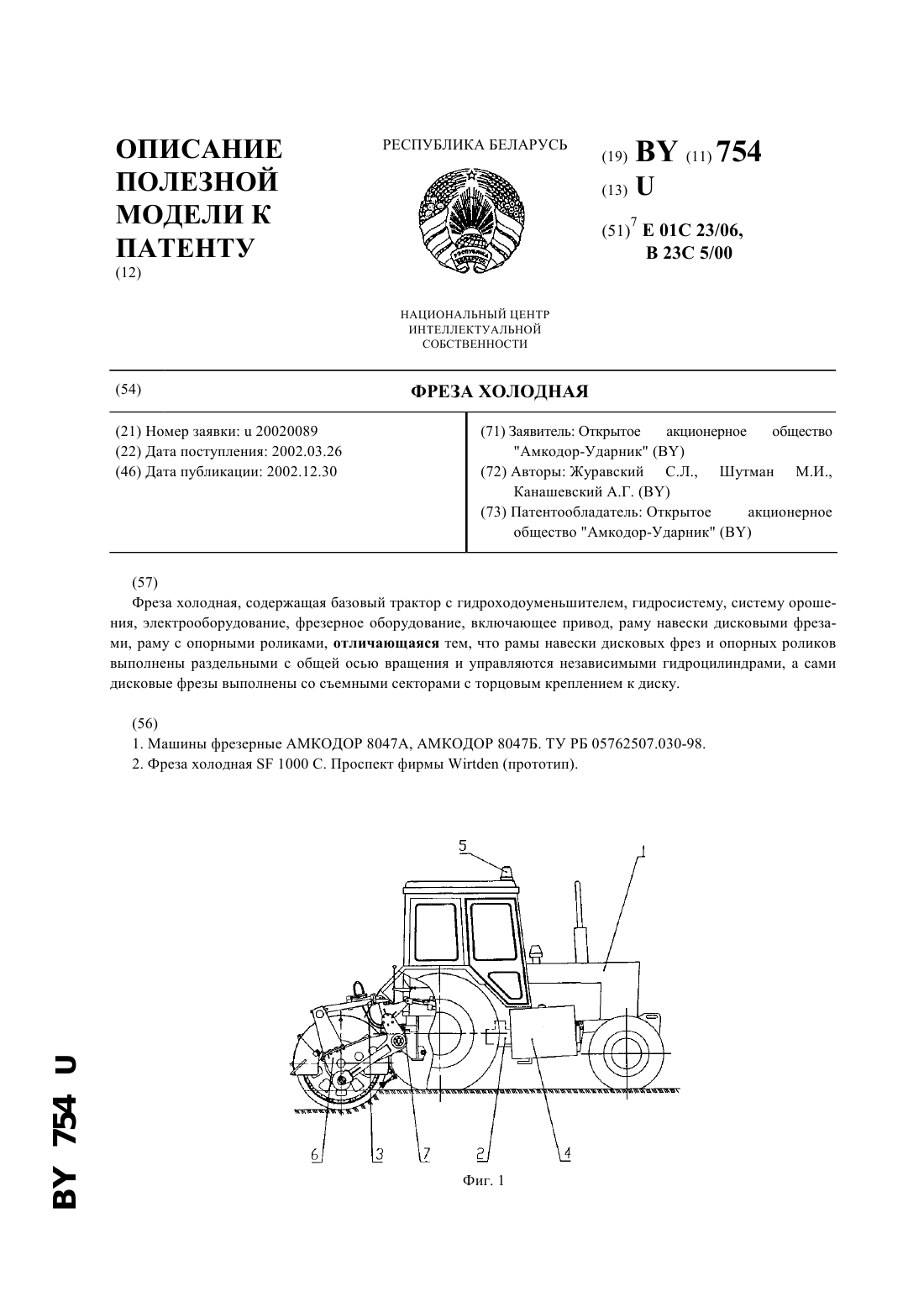
...общий вид. Фиг. 2 - фрезерное оборудование, общий вид. Фиг. 3 - то же, вид сверху. Фиг. 4 - сечение по А-А по фиг. 2. Фиг. 5 - дисковая фреза. Фреза холодная содержит базовый трактор 1 с гидроходоуменьшителем 2, гидросистему 3, систему орошения 4, электрооборудование 5, фрезерное оборудование 6, включающее привод 7, раму навески 8 дисковых фрез 9 и 10 и раму 11 с опорными роликами 12 и 13. Фрезерное оборудование 6 закреплено в задней...
Протяжка переменного резания
Номер патента: 66
Опубликовано: 30.09.1994
Автор: Рабинович Эдуард Евсеевич
МПК: B23D 43/02
Метки: переменного, протяжка, резания
Текст:
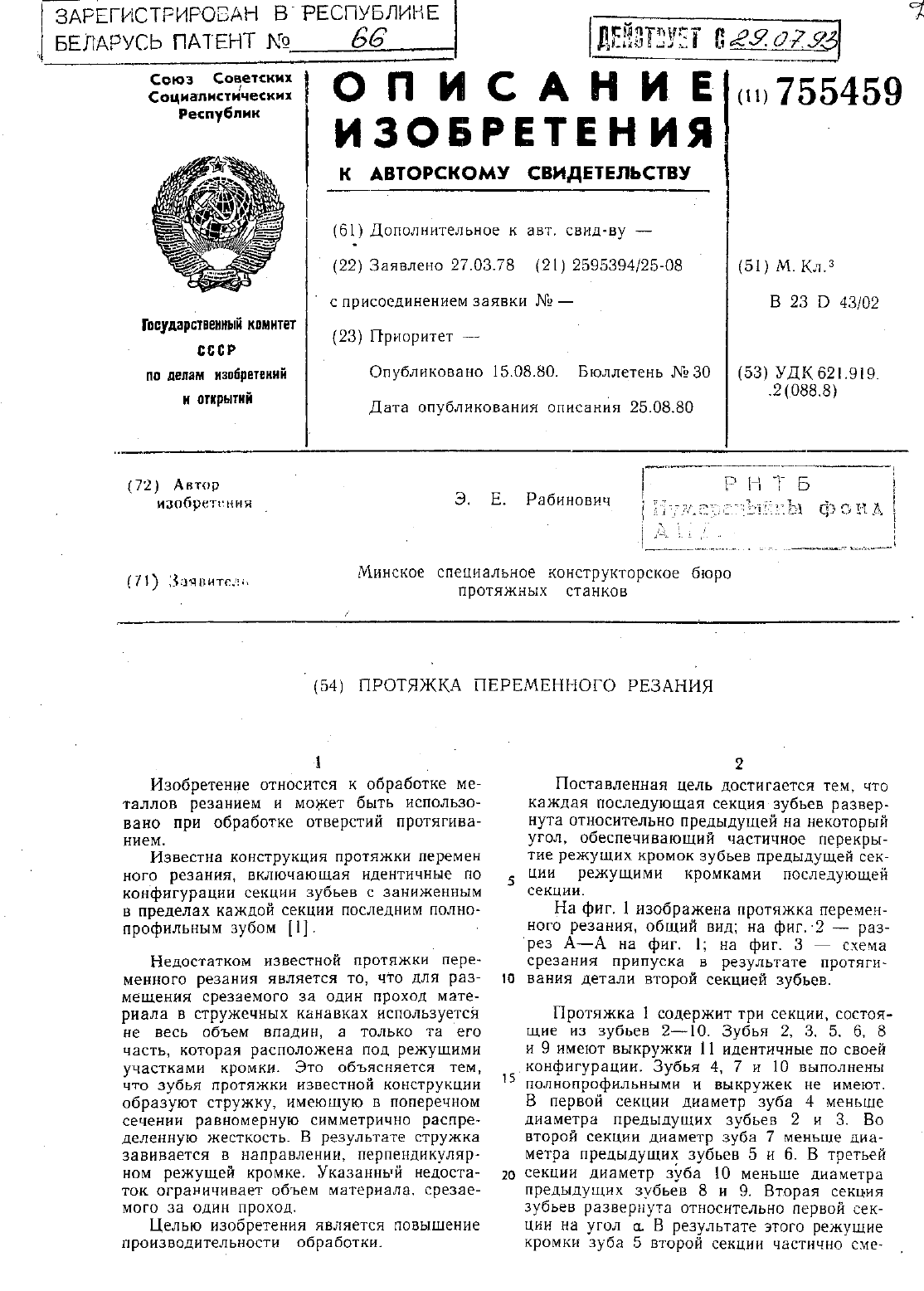
...кромки зуба 8 частично перекрывают режущие кромки зуба 5, а режущие кромки зуба 9 частично перекрывают режущие кромки зуба 6. Протяжка работает следующим образом. При перемещении протяжки 1 относительно обрабатываемой поверхности первая секция зубьев, имеющая шаг м, работает так же. как обычная протяжка переменного резания. Режущие кромки зубьев 2 и 3 срезают материал полосами, при этом стружка завивается в направлении, перпендикулярном...
Фреза с самоцентрирующим корпусом
Номер патента: U 6608
Опубликовано: 30.10.2010
Авторы: Вихренко Вячеслав Степанович, Карпович Семён Иванович, Карпович Сергей Семёнович
МПК: B23C 5/16
Метки: фреза, самоцентрирующим, корпусом
Текст:
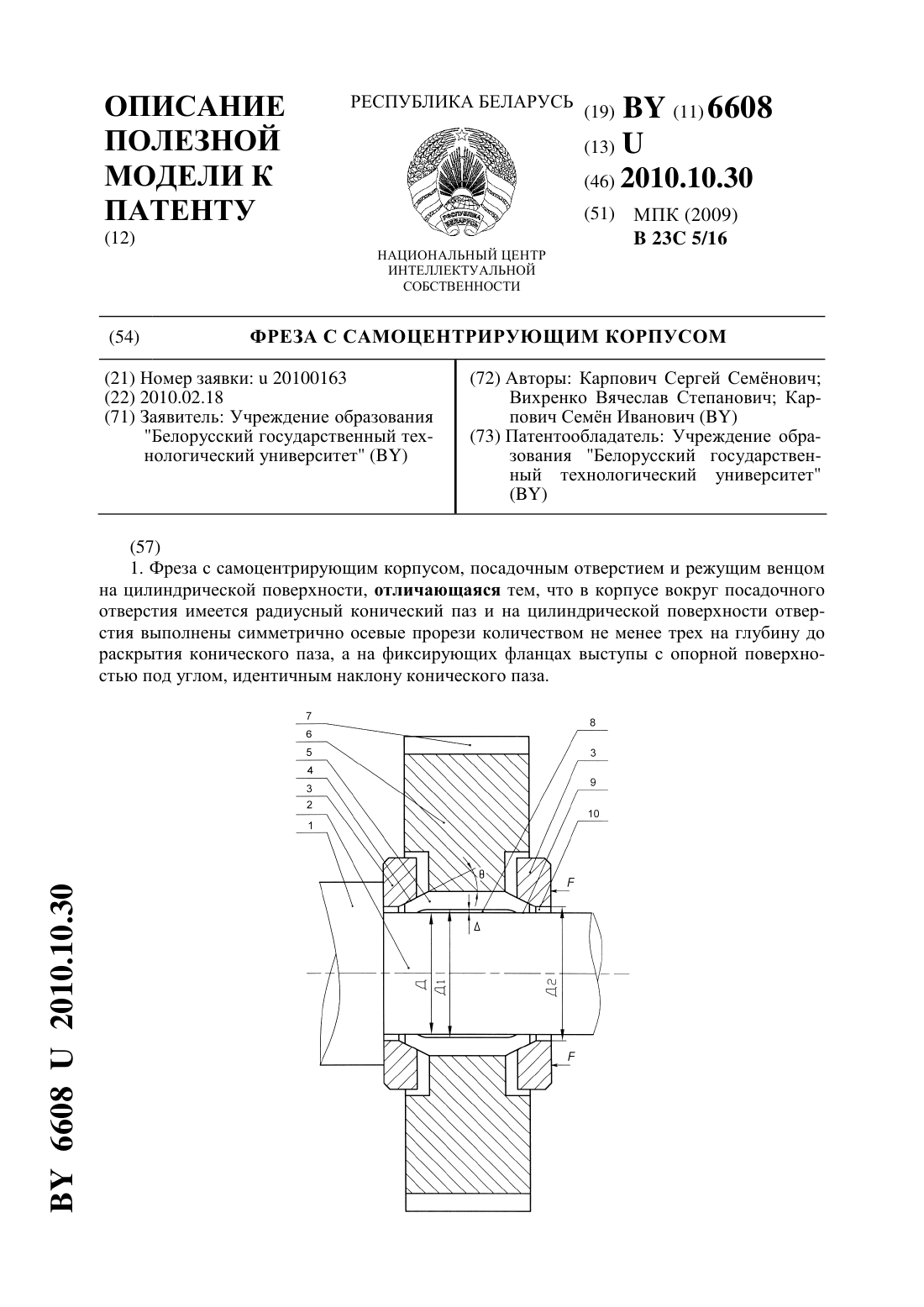
...посадочным валом и посадочным отверстием инструмента. Целесообразно свести величину зазора к нулю. Возникающие центробежные силы пропорциональны дисбалансу и квадрату частоты вращения инструмента. Поэтому при одном и том же значении дисбаланса центробежные 2 66082010.10.30 силы увеличиваются в четыре раза при увеличении частоты вращения в два раза, например с 3000 об/мин до 6000 об/мин, следовательно, уменьшение дисбаланса является важной...
Фреза дереворежущая
Номер патента: 10469
Опубликовано: 30.04.2008
Авторы: Врублевский Владислав Брониславович, Гафт Григорий Аронович, Макеев Вячеслав Валерьевич, Врублевская Валентина Ивановна, Невзорова Алла Брониславовна
МПК: B27G 13/00, B27G 15/00
Метки: дереворежущая, фреза
Текст:
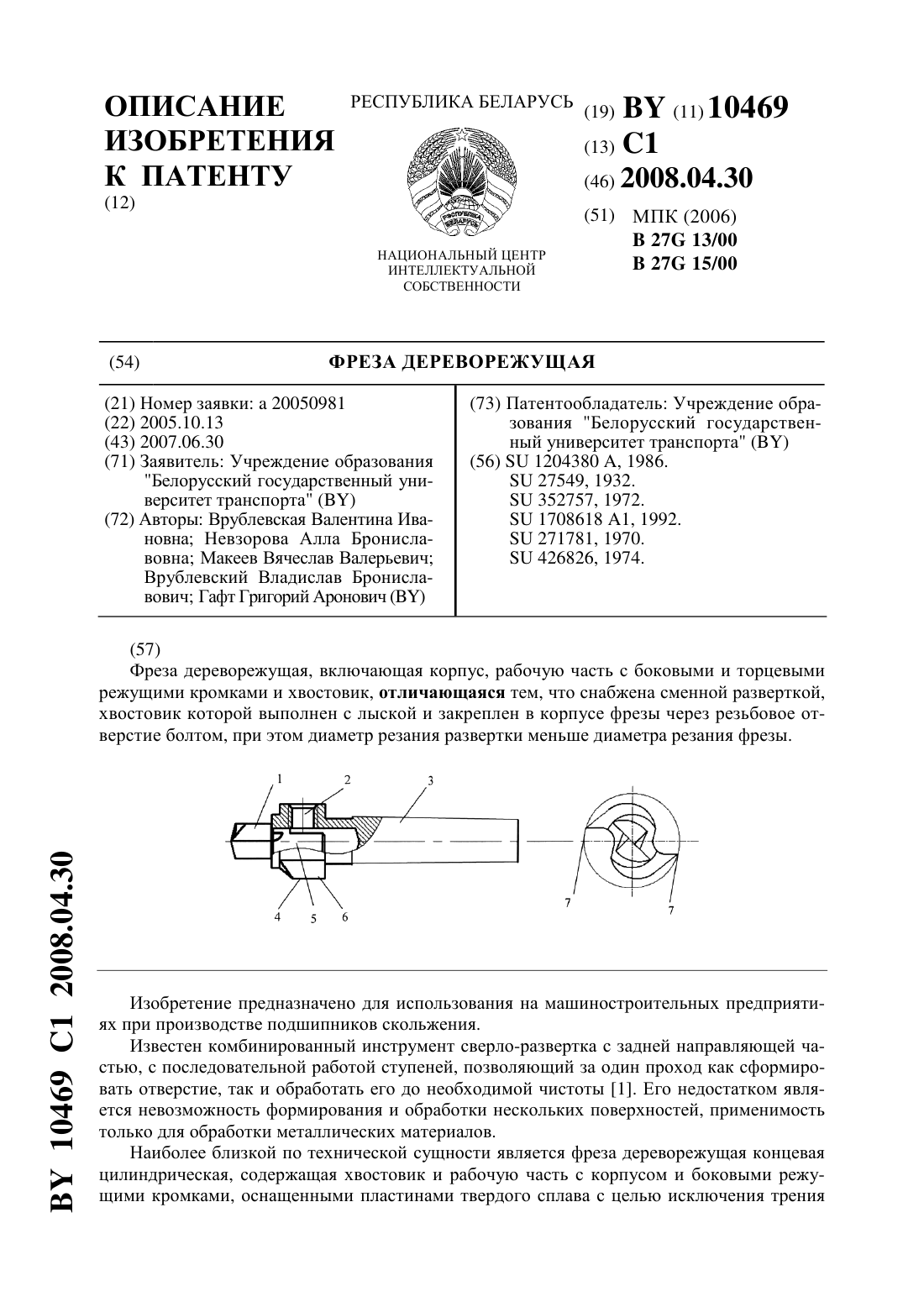
...а образующая конуса составляет с осью вращения фрезы угол 0,51,5 2. Недостатком ее является невозможность обработки за один проход нескольких поверхностей древесного вкладыша и фреза имеет неизменный диаметр фрезерования. Задача изобретения - увеличить производительность операции фрезерования за счет обработки за один проход двух поверхностей древесных вкладышей подшипников скольжения. Поставленная задача решается за счет того, что...
Фреза дереворежущая
Номер патента: 10332
Опубликовано: 28.02.2008
Авторы: Клубков Анатолий Петрович, Войтеховский Борис Викторович, Гришкевич Александр Александрович
МПК: B27B 13/00
Метки: фреза, дереворежущая
Текст:
...а следовательно, точность обработки. Свободное перемещение ножа в пазу корпуса небезопасно, нож может разрушиться. Центробежной силы инерции недостаточно, чтобы ножи определенной массы свободно могли перемещаться вдоль паза корпуса фрезы. Расчеты показывают, что создание известной фрезы с самоустанавливающимися ножами за счет центробежных сил инерции невозможно, так как толщина ножа должна быть около 28 мм. В то время как по ГОСТ 6567-75...
Предыдущий патент: Устройство защиты человека от электромагнитного излучения радиоэлектронной аппаратуры
Следующий патент: Устройство для маркировки (варианты)
Случайный патент: Грунтовочный материал для деформационных швов