Фреза с самоцентрирующим корпусом
Номер патента: U 6608
Опубликовано: 30.10.2010
Авторы: Вихренко Вячеслав Степанович, Карпович Семён Иванович, Карпович Сергей Семёнович
Текст
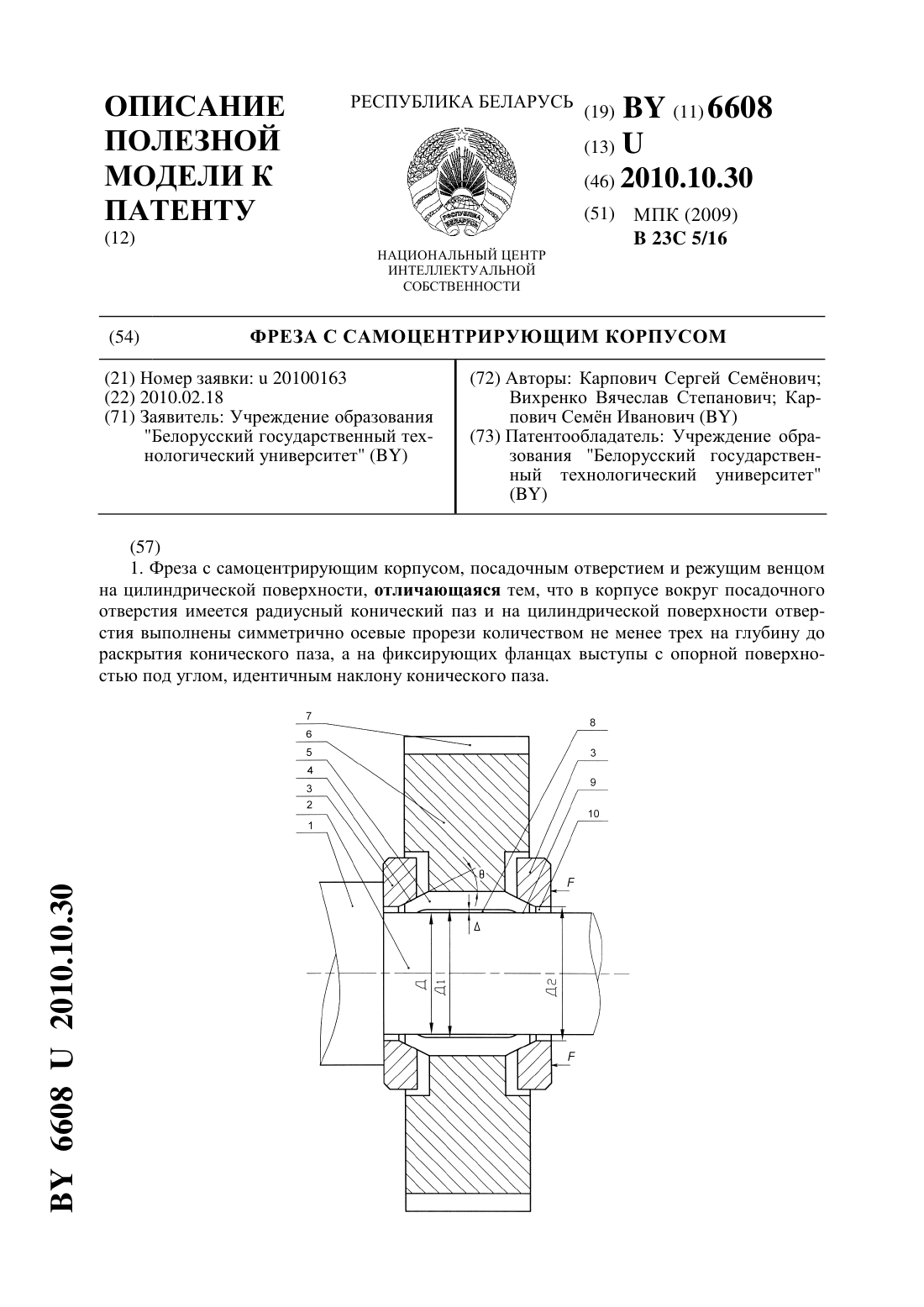
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Учреждение образования Белорусский государственный технологический университет(72) Авторы Карпович Сергей Семнович Вихренко Вячеслав Степанович Карпович Семн Иванович(73) Патентообладатель Учреждение образования Белорусский государственный технологический университет(57) 1. Фреза с самоцентрирующим корпусом, посадочным отверстием и режущим венцом на цилиндрической поверхности, отличающаяся тем, что в корпусе вокруг посадочного отверстия имеется радиусный конический паз и на цилиндрической поверхности отверстия выполнены симметрично осевые прорези количеством не менее трех на глубину до раскрытия конического паза, а на фиксирующих фланцах выступы с опорной поверхностью под углом, идентичным наклону конического паза. 66082010.10.30 2. Фреза с самоцентрирующим корпусом по п. 1, отличающаяся тем, что усилие фиксации корпуса фрезы на валу регулируется углом наклона опорной поверхности конического паза.(56) 1. Морозов В.Г. Дереворежущий инструмент Справочник. - М. Лесная промышленность, 1988. - С. 146-147. 2. Белоусов А.П. Проектирование станочных приспособлений. - М. Высшая школа,1974. - С. 64-65 (прототип). Полезная модель относится к области обработки материалов резанием и обеспечивает самоцентрирование инструмента относительно посадочного вала. Смена инструмента в технологической цепи при обработке материалов резанием является частой, периодически повторяемой операцией. От точности ее проведения зависит качество изготавливаемых деталей, надежность и долговечность работы оборудования. Для дереворежущих фрез 1 допуск радиального биения режущих кромок относительно оси допускается не более 0,06 мм, торцового биения - не более 0,08 мм, неуравновешенность фрезы - не более 50 гмм. В производственных условиях обеспечить радиальное биение в пределах 0,02-0,03 мм сложно. Величина биения зависит от точности изготовления, как корпуса инструмента, установки режущих элементов, так и зазора между валом и посадочным отверстием фрезы. На протяжении эксплуатации инструмента этот зазор изменяется в сторону увеличения. Эффект от балансировки корпуса инструмента в таких условиях снижается. При фиксации инструмента на вертикально-фрезерном станке зазор может быть одинаковым во всех направлениях только теоретически. На станках с горизонтальным шпинделем зазор смещается только в одну сторону, то есть при самой тщательной балансировке инструмента нельзя избежать дисбаланса. Рассчитаем величину дисбаланса при установке фрезы 150 мм, шириной 30 мм из стального корпуса 7,8 г/см 3 массой 3940 г. на шпиндель станка с допустимым зазором 1 е от 0,02 мм до 0,06 мм. Пример 13940(0,020,06)(79236) гмм. Расчет дисбаланса показывает, что радиальное биение режущих кромок в рассмотренных пределах недопустимо за счет ассиметричного расположения корпуса фрезы относительно оси вращения шпинделя. Рассчитаем величину дисбаланса при увеличении диаметра фрезы до 200 мм. Пример 27158(0,020,06)(143429) гмм. Для уменьшения дисбаланса диаметр фрезы должен выбираться минимально возможным. Рассчитаем величину дисбаланса фрезы 150 мм с дюралевым корпусом 2,7 г/см 3. Пример 31365(0,020,06)(2782) гмм. Изготовление корпусов фрез из легких сплавов целесообразно, особенно с увеличением габаритов инструмента. Во всех трех случаях видна целесообразность уменьшения величины зазора между посадочным валом и посадочным отверстием инструмента. Целесообразно свести величину зазора к нулю. Возникающие центробежные силы пропорциональны дисбалансу и квадрату частоты вращения инструмента. Поэтому при одном и том же значении дисбаланса центробежные 2 66082010.10.30 силы увеличиваются в четыре раза при увеличении частоты вращения в два раза, например с 3000 об/мин до 6000 об/мин, следовательно, уменьшение дисбаланса является важной задачей ввиду тенденции применения в деревообработке станков с высокочастотными шпинделями. Близкими по технической сущности и получаемому результату являются цанговые зажимные устройства 2. Лепестки цанги при зажиме цилиндрического хвостовика, перемещаясь по неподвижной конической поверхности, работают как односкосные клинья,самоцентрируя хвостовик и силой трения фиксируя его в цанговом патроне. В нашем случае базируемой поверхностью является цилиндрическая поверхность вала, а самоцентрирующим должен быть корпус фрезы. Задачей заявляемой полезной модели является обеспечение самоцентрирования корпуса фрезы относительно посадочного вала и передача крутящего момента с вала непосредственно на корпус, а не через зажимные фланцы. Поставленная задача решается тем, что фреза с самоцентрирующим корпусом, посадочным отверстием и режущим венцом на цилиндрической поверхности в корпусе вокруг посадочного отверстия имеет радиусный конический паз и на цилиндрической поверхности отверстия выполнены симметрично осевые прорези количеством не менее трех на глубину до раскрытия конического паза, а на фиксирующих фланцах выступы с опорной поверхностью под углом, идентичным наклону конического паза, усилие фиксации корпуса фрезы на валу регулируется углом наклона опорной поверхности конического паза. Полезная модель поясняется чертежами, где на фиг. 1 показана фиксация корпуса фрезы на шпинделе 1 станка с посадочным участком вала 2 диаметром Д, фиксирующие фланцы 3 с опорной конической поверхностью 4, расположенной под угломк оси вала,симметрично расположенные осевые прорези 5 вдоль посадочного отверстия фрезы, корпус фрезы 6 с зубчатым венцом 7, цилиндрическая поверхность 8 посадочного отверстия диаметром Д 1, контактная зона 9 поверхности посадочного отверстия фрезы с поверхностью вала 2,- сжимающее усилие фланцев, зазор 10 между отверстием диаметром Д 2 фланцев 3 и валом 2. Фиксация фрезы с самоцентрирующим корпусом осуществляется следующим образом. На посадочный участок вала 2 устанавливают фланец 3 опорной конической поверхностью 4 к корпусу фрезы. Затем на вал 2 устанавливают корпус фрезы 6, второй фланец и осуществляют сжатие фланцев усилием , например, чаще всего зажимной гайкой. На опорной конической поверхности 4 возникает радиальная сжимающая сила, под действием которой образуется контактная зона 9 между цилиндрической поверхностью вала 2 и посадочным отверстием фрезы по обоим торцам корпуса с устранением зазора . Уменьшение необходимого сжимающего усилияобеспеичвается осевыми прорезями 5 вдоль посадочного отверстия. Минимальное количество прорезей три и они должны быть расположены симметрично для обеспечения самоцентрирования корпуса фрезы относительно посадочного вала. Сжимающее усилие регулируется количеством этих прорезей, их геометрическими размерами и углом наклонаопорной конической поверхности. При снятии инструмента убирается усилие , упругие силы на торцах посадочного отверстия фрезы восстанавливают зазор в контактной зоне 9 и фреза снимается со шпинделя станка. Разработанная конструкция корпуса фрезы обеспечивает ее самоцентрирование вне зависимости от степени износа пары вал-посадочное отверстие инструмента, тем самым обеспечивая точность обработки и увеличение продолжительности эксплуатации шпиндельных узлов станков. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B23C 5/16
Метки: фреза, самоцентрирующим, корпусом
Код ссылки
<a href="https://by.patents.su/3-u6608-freza-s-samocentriruyushhim-korpusom.html" rel="bookmark" title="База патентов Беларуси">Фреза с самоцентрирующим корпусом</a>
Фреза для перфорирования костной ткани
Номер патента: 9081
Опубликовано: 30.04.2007
Авторы: Соколов Сергей Михайлович, Кособуцкий Александр Антонович, Мельник Василий Федорович
МПК: A61B 17/16
Метки: ткани, перфорирования, фреза, костной
Текст:
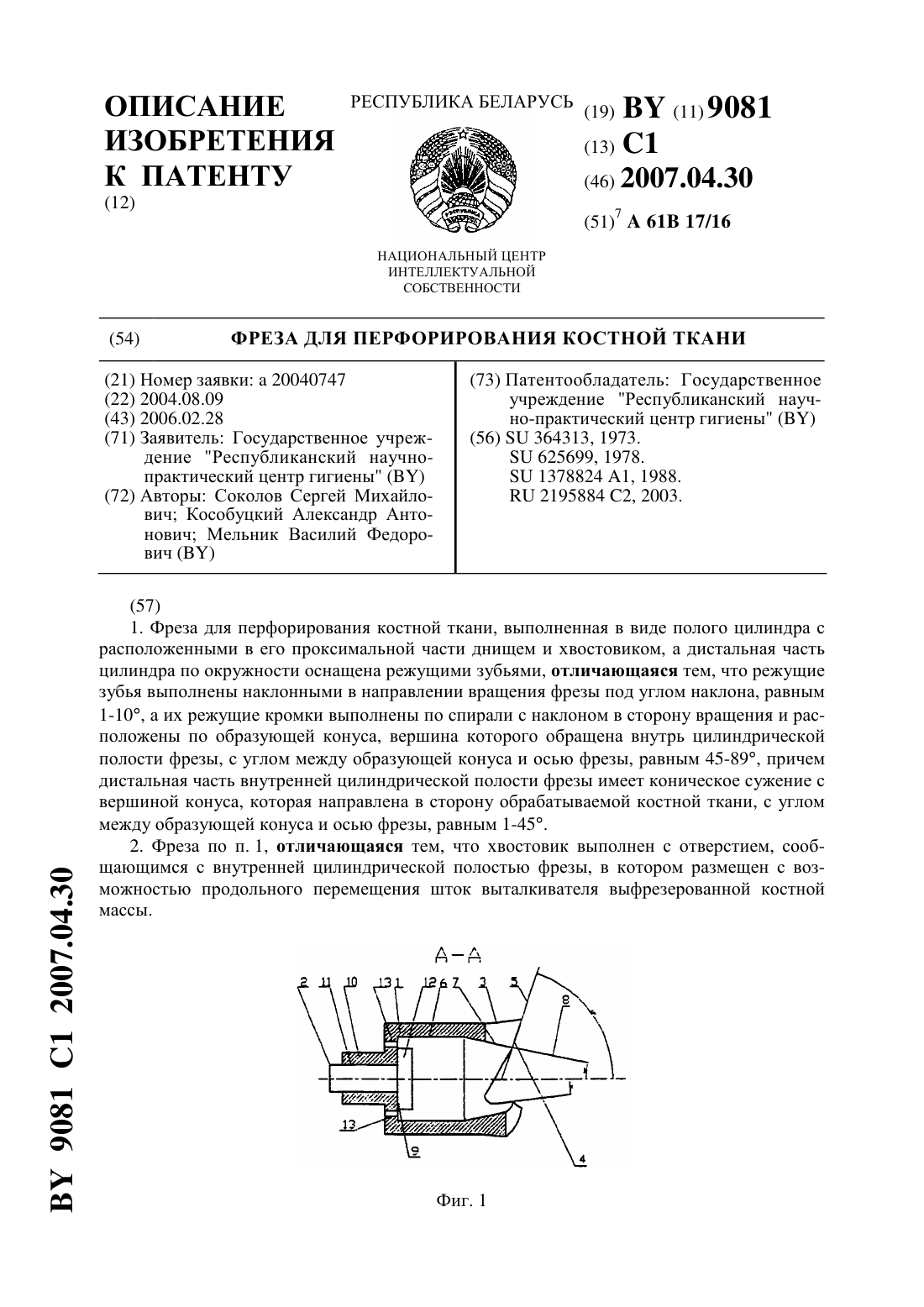
...оснащена режущими зубьями, при этом режущие зубья выполнены наклонными в направлении вращения фрезы под углом наклона, равным 1-10, а их режущие кромки выполнены по спирали с наклоном в сторону вращения и расположены по образующей конуса, вершина которого обращена внутрь цилиндрической полости фрезы, с углом между образующей конуса и осью фрезы, равным 45-89, причем дистальная часть внутренней цилиндрической полости фрезы имеет...
Фреза дереворежущая
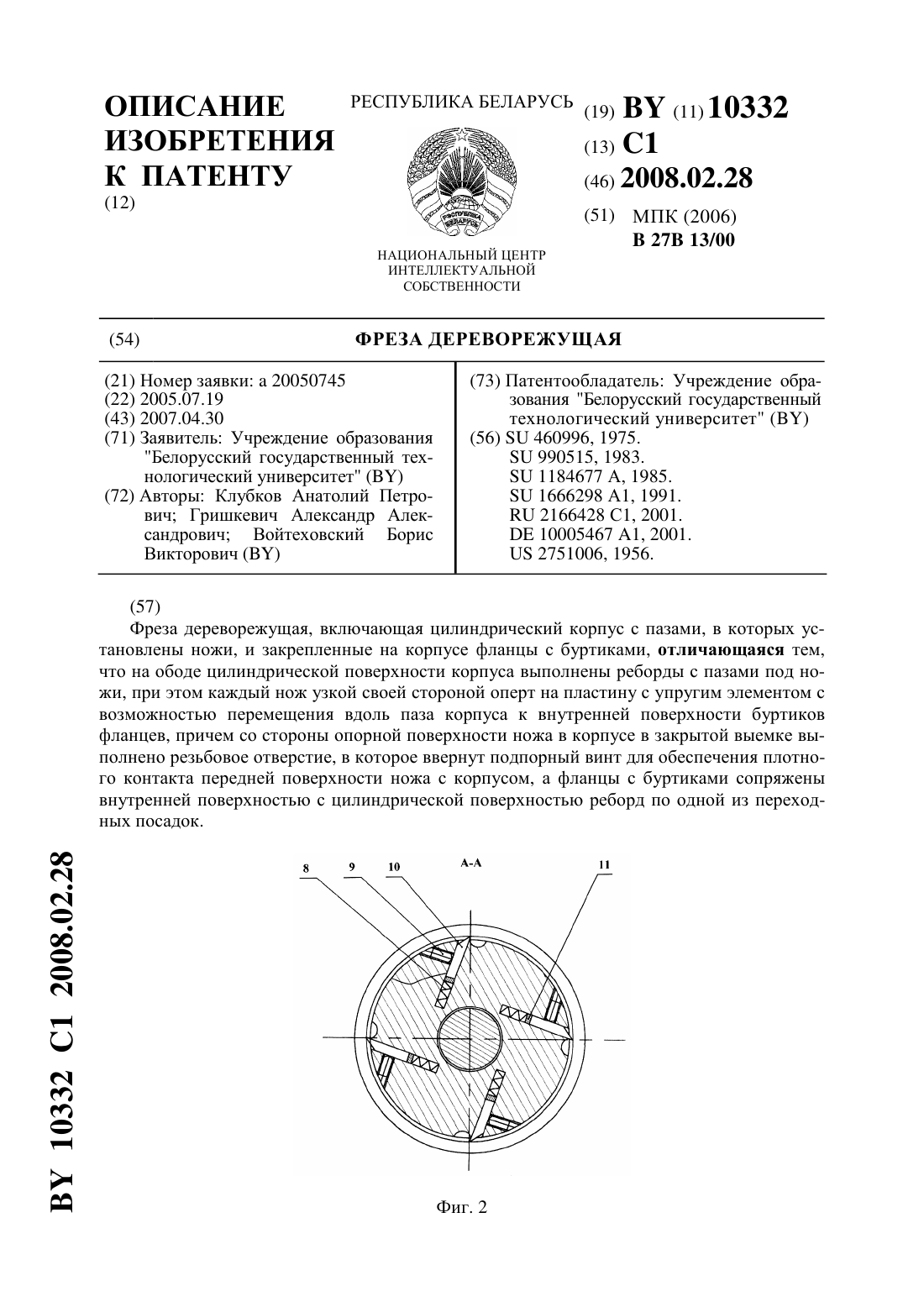
Номер патента: 10332
Опубликовано: 28.02.2008
Авторы: Гришкевич Александр Александрович, Клубков Анатолий Петрович, Войтеховский Борис Викторович
МПК: B27B 13/00
Метки: фреза, дереворежущая
Текст:
...а следовательно, точность обработки. Свободное перемещение ножа в пазу корпуса небезопасно, нож может разрушиться. Центробежной силы инерции недостаточно, чтобы ножи определенной массы свободно могли перемещаться вдоль паза корпуса фрезы. Расчеты показывают, что создание известной фрезы с самоустанавливающимися ножами за счет центробежных сил инерции невозможно, так как толщина ножа должна быть около 28 мм. В то время как по ГОСТ 6567-75...
Цилиндрическая сборная фреза
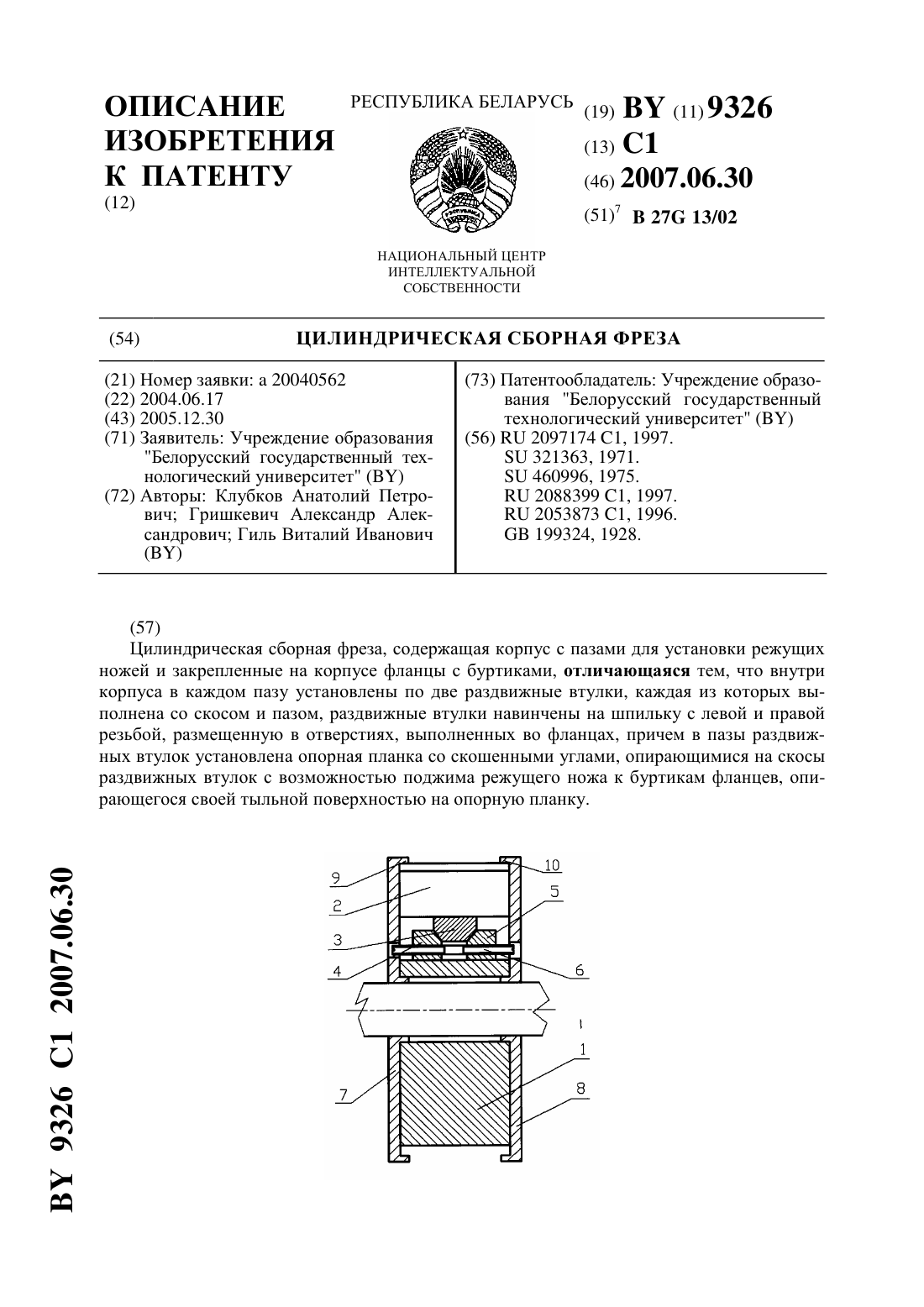
Номер патента: 9326
Опубликовано: 30.06.2007
Авторы: Гришкевич Александр Александрович, Клубков Анатолий Петрович, Гиль Виталий Иванович
МПК: B27G 13/02
Метки: сборная, фреза, цилиндрическая
Текст:
...поясняется чертежом фигуры. На фигуре показана предлагаемая фреза на радиальном разрезе. Фреза состоит из сплошного корпуса 1, в пазах которого установлены ножи 2, свободно перемещающиеся вдоль паза при помощи опорной планки 3, распорных втулок 4 и 5,2 9326 1 2007.06.30 шпильки 6, имеющей левую и правую резьбу. При вращении шпильки 6 в одну сторону распорные втулки, перемещаясь вдоль продольной оси, выдвигают при этом опорную планку с...
Сборная червячная фреза
Номер патента: 67
Опубликовано: 30.09.1994
Авторы: Карасик М. Б., Казаков Д. М.
МПК: B23F 21/16
Метки: червячная, сборная, фреза
Текст:
...реек.Это достигается тем, дто сборная червячная Цэреза. в пазах корпуса которой установлены рейки, закрепленные посредством размещенных в пазах упругих клиньев и расположенных по торцам с возможностью взаимодействия с последними крепежных элементов. а клин выполнен составным из трек частей. центральной-части. предназначенной для взаимодействия с рейкой по всей ее длине вдоль-оси фрезы И ипчеющей на концах два симметричных скоса со стороны...
Сборная червячная фреза
Номер патента: 68
Опубликовано: 30.09.1994
Авторы: Карасик М. Б., Казаков Д. М.
МПК: B23F 21/16
Метки: червячная, фреза, сборная
Текст:
...а на боковых сторонах клина выполненьт обнижения криволинейной формы с образованием перемычки в виде-гофры. Сопоставительныйанализе прототипомпозволяет сделать выводдчто заявляерлоеустройство отличается тем, чтодклинъя выполнены упругими и-установленневозможв ППЛОСКОСТИ,перпендикулярной дну- паза при этому на концах клиньев выполнены прорези в.плоскости. параллельной дну паза, на образовавшейся верхней ч-асти- клина на бокоых...
Предыдущий патент: Система мониторинга полета
Следующий патент: Центробежно-струйная форсунка
Случайный патент: Способ подготовки семенного ложа и устройство для его осуществления