Кристаллизатор для непрерывного литья слитков
Номер патента: U 5200
Опубликовано: 30.04.2009
Авторы: Марукович Евгений Игнатьевич, Чудаков Сергей Романович, Саченко Юрий Викторович, Земцов Валерий Александрович, Харьков Виталий Александрович
Текст
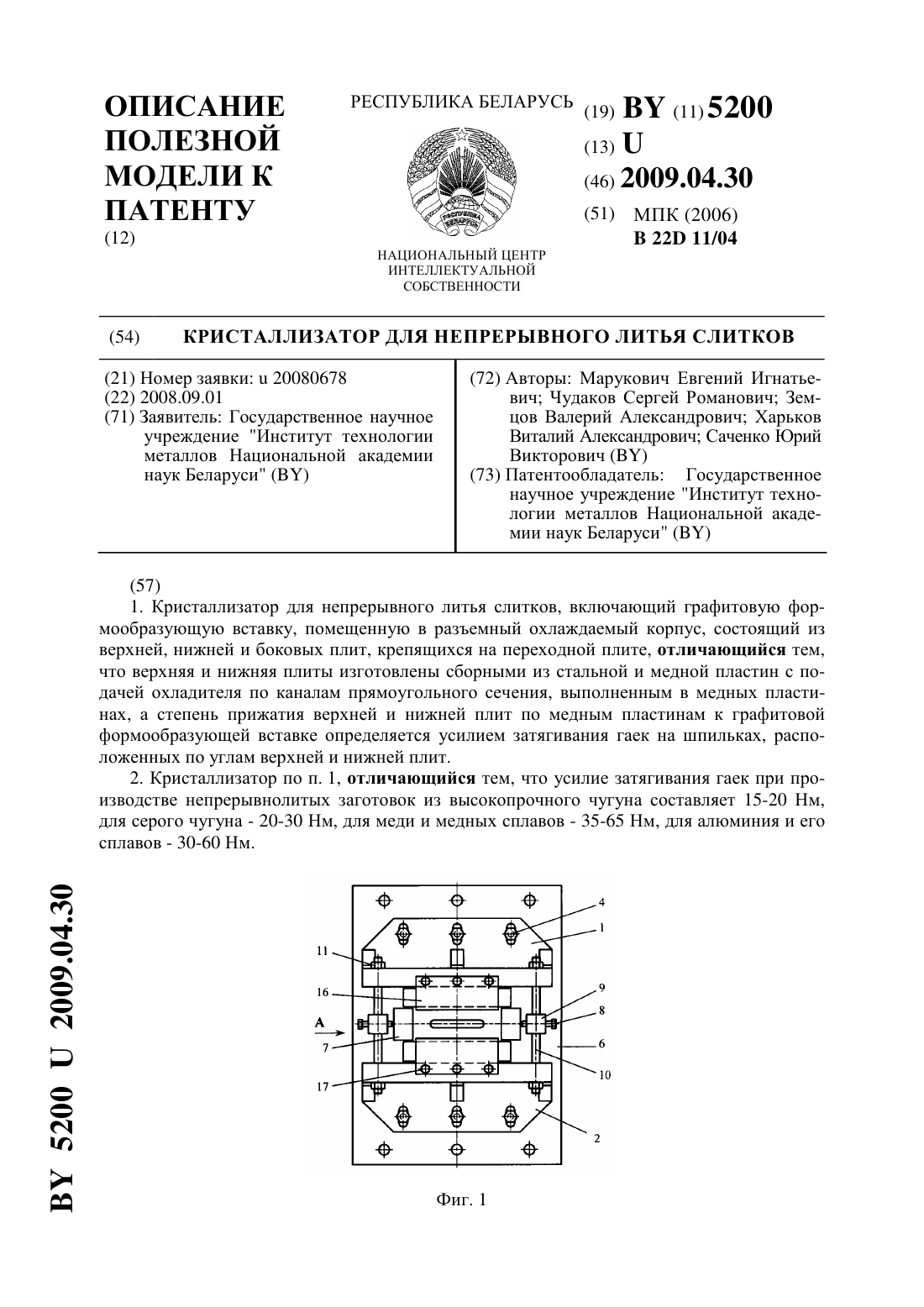
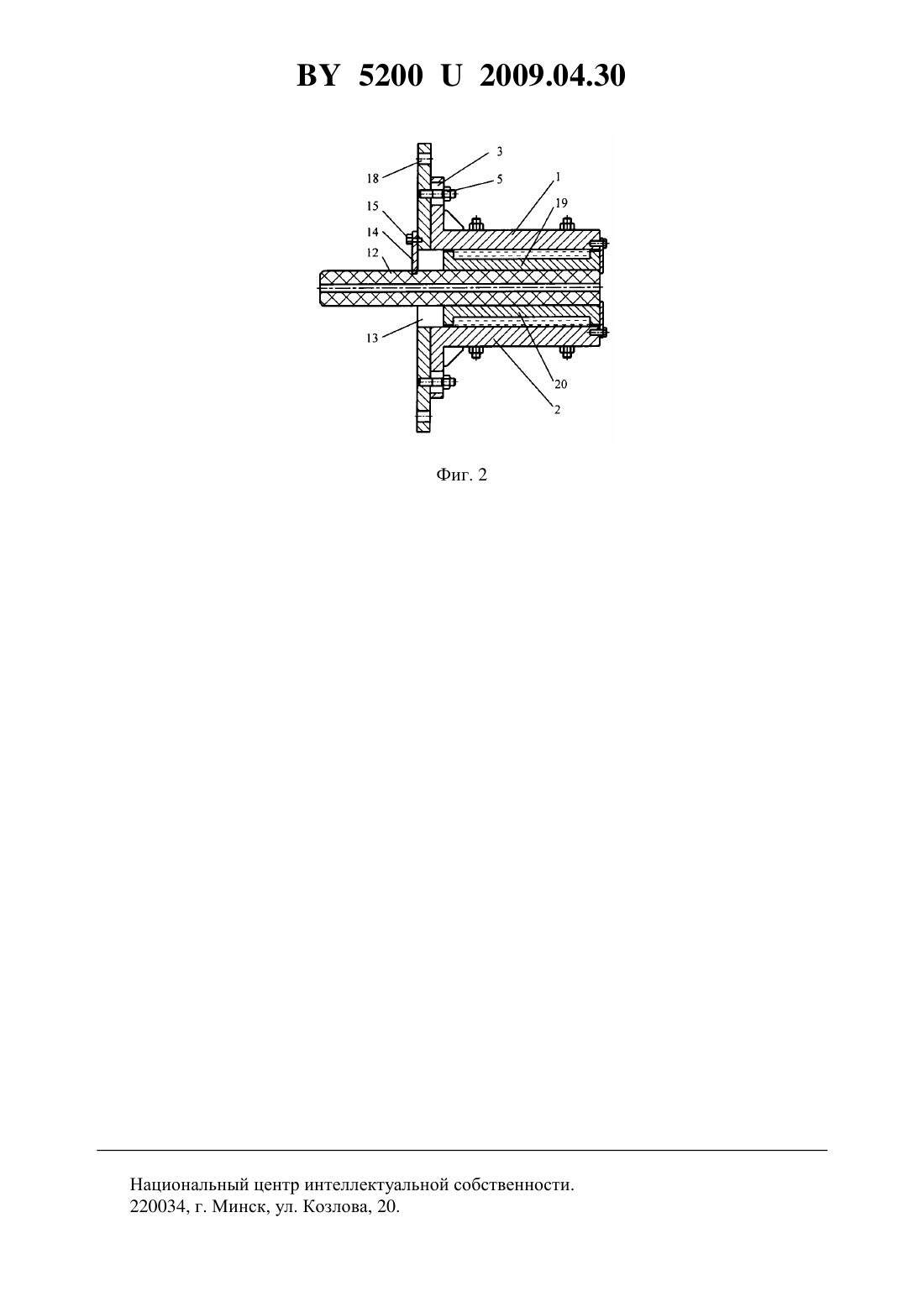
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ(71) Заявитель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(72) Авторы Марукович Евгений Игнатьевич Чудаков Сергей Романович Земцов Валерий Александрович Харьков Виталий Александрович Саченко Юрий Викторович(73) Патентообладатель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(57) 1. Кристаллизатор для непрерывного литья слитков, включающий графитовую формообразующую вставку, помещенную в разъемный охлаждаемый корпус, состоящий из верхней, нижней и боковых плит, крепящихся на переходной плите, отличающийся тем,что верхняя и нижняя плиты изготовлены сборными из стальной и медной пластин с подачей охладителя по каналам прямоугольного сечения, выполненным в медных пластинах, а степень прижатия верхней и нижней плит по медным пластинам к графитовой формообразующей вставке определяется усилием затягивания гаек на шпильках, расположенных по углам верхней и нижней плит. 2. Кристаллизатор по п. 1, отличающийся тем, что усилие затягивания гаек при производстве непрерывнолитых заготовок из высокопрочного чугуна составляет 15-20 Нм,для серого чугуна - 20-30 Нм, для меди и медных сплавов - 35-65 Нм, для алюминия и его сплавов - 30-60 Нм.(56) 1. Непрерывное литье машиностроительных заготовок. - Каунас, 1980. - С.16-17. 2. А.с. СССР 1036441. Кристаллизатор для непрерывного литья металлов // БИ 31. 1983. Полезная модель относится к металлургии, а точнее к непрерывному литью черных и цветных сплавов. Известен кристаллизатор для непрерывного литья металлов, содержащий графитовые формообразующие вставки, помещенные в разъемный охлаждаемый корпус, состоящий из верхней, нижней и боковых плит 1. К недостаткам конструкции кристаллизатора следует отнести отсутствие универсальности, так как для каждого типоразмера отливки необходимо изготавливать комплект охлаждаемых плит, что сопряжено со значительными материальными и финансовыми затратами, продолжительность и неудобство его контакта на металлоприемнике, так как монтажные работы необходимо выполнять поэлементно на вертикальной стенке металлоприемника в стесненных условиях и в соответствии с правилами по технике безопасности на полностью остывшем металлоприемнике. Наиболее близким к полезной модели по технической сущности является кристаллизатор для непрерывного литья металлов, содержащий графитовые формообразующие вставки, помещенные в разъемный охлаждаемый корпус, состоящий из верхней, нижней и боковых плит, имеющий переходную плиту, на которой установлены с возможностью вертикального перемещения верхняя и нижняя плиты охлаждаемого корпуса, который имеет запорные элементы, при этом в плите выполнено окно под графитовые формообразующие вставки, закрепленные в свою очередь на переходной плите с помощью плит охлаждаемого корпуса 2. Недостатками конструкции кристаллизатора являются невозможность проведения ремонта и замены только части верхней и нижней плит, а также отсутствие значения усилия закручивания гаек осей, соединяющих верхнюю и нижнюю плиты, чрезмерное закручивание которых приводит к возникновению напряжений и разрушению графитовых формообразующих вставок, особенно при литье слитков из сплавов, имеющих предусадочное расширение. Технической задачей, на решение которой направлена заявленная модель, является увеличение срока службы кристаллизатора и графитовой формообразующей вставки, повышение качества сборки и, как следствие, повышение производительности и стабильности процесса непрерывного процесса литья слитков и экономия материальных и трудовых затрат. Поставленная задача достигается тем, что в кристаллизаторе для непрерывного литья слитков, включающем графитовую формообразующую вставку, помещенную в разъемный охлаждаемый корпус, состоящий из верхней, нижней и боковых плит, крепящихся на переходной плите, верхняя и нижняя плиты изготовлены сборными из стальной и медной пластин с подачей охладителя по каналам прямоугольного сечения, выполненным в медных пластинах, а степень прижатия верхней и нижней плит по медным пластинам к графитовой формообразующей вставке определяется усилием затягивания гаек шпилек,расположенных по углам верхней и нижней плит. При этом усилие затягивания гаек при производстве непрерывнолитых заготовок из высокопрочного чугуна составляет 15-20 Нм, для серого чугуна - 20-30 Нм, для меди и медных сплавов - 35-65 Нм, для алюминия и его сплавов - 30-60 Нм. 2 52002009.04.30 Изготовление верхней и нижней плит сборными из стальной и медной пластин позволяет осуществлять замену только части плиты, что обеспечивает экономию материальных и трудовых затрат, увеличение срока службы кристаллизатора. Подача охладителя по каналам прямоугольного сечения, выполненным в медных пластинах, обеспечивает направленный и равномерный поток охладителя. Равномерность охлаждения приводит к стабильности литья. Выполнение каналов прямоугольного сечения только на поверхности медной пластины, которая соединяется со стальной пластиной, не требует высокой квалификации и больших трудозатрат. Определение пределов допустимых усилий затягивания гаек при производстве непрерывнолитых заготовок из различных металлов и сплавов позволяет исключить возникновение напряжений, ведущих к разрушению графитовых формообразующих вставок и увеличить срок службы вставок. На фиг. 1 изображен кристаллизатор, общий вид на фиг. 2 - вид А на фиг. 1. Кристаллизатор содержит верхнюю стальную плиту 1 и нижнюю стальную плиту 2 с медными пластинами 19, 20, в которых выполнены каналы прямоугольного сечения для подачи охладителя. Плиты 1 и 2 навешены через пазы 3 на направляющие шпильки 4 и закреплены гайками 5 к переходной плите 6, боковые плиты 7 зафиксированы болтами 8,проходящими через прижимы 9, расположенные на шпильках 10, закрепленных гайками 11, графитовую вставку 12, проходящую через рабочее окно 13, и закрепленную на переходной плите с помощью плит охлаждаемого корпуса, снабженного запорными элементами, а именно стопорными планками 14 и болтами 15, запорными планками 16 и винтами 17. Через отверстия 18 в переходной плите 6 собранный кристаллизатор крепится к металлоприемнику. Сборка кристаллизатора производится в следующей последовательности. Переходная плита 6 устанавливается с помощью отверстий 18 в вертикальном положении (например, на монтажном стенде), к ней жестко крепится нижняя плита 2 на направляющих шпильках 4. На переднем торце плит 1, 2 крепятся запорные планки 16 винтами 17. На нижнюю плиту с медной пластиной 20, в которой выполнен канал прямоугольного сечения для подачи охладителя, устанавливаются графитовая вставка 12, проходящая через рабочее окно 13 и прижимы 9. После чего на установленную графитовую вставку 12 устанавливается верхняя плита 1 с медной пластиной 19 с прямоугольным каналом для подачи охладителя и пропускаются шпильки 10 через верхнюю 1 и нижнюю 2 плиты и через прижимы 9. Графитовая вставка зажимается между верхней 1 и нижней 2 плитами с помощью шпилек 10 и гаек 11. Сборка заканчивается прижимом верхней плиты 1 по направляющим шпилькам 4 гайками 5 к переходной плите 6, прижимом боковых плит 7 к графитовой вставке 12 болтами 8 и установкой стопорной планки 14 болтами 15. Степень прижатия плит к графитовой формообразующей вставке определяется усилием затягивания гаек шпилем и составляет при производстве непрерывнолитых заготовок из высокопрочного чугуна 15-20 Нм, для серого чугуна - 20-30 Нм, для меди и медных сплавов - 35-65 Нм, для алюминия и его сплавов - 30-60 Нм. Собранный кристаллизатор доставляется к металлоприемнику и крепится к нему через отверстия 18. Пример конкретного выполнения. Изготовлен кристаллизатор с размером охладительных плит 240170 мм для литья медных анодов с поперечным сечением 1280 мм. Габаритные размеры кристаллизатора 340330450 мм. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B22D 11/04
Метки: литья, кристаллизатор, слитков, непрерывного
Код ссылки
<a href="https://by.patents.su/4-u5200-kristallizator-dlya-nepreryvnogo-litya-slitkov.html" rel="bookmark" title="База патентов Беларуси">Кристаллизатор для непрерывного литья слитков</a>
Кристаллизатор для непрерывного и непрерывно-циклического литья слитков
Номер патента: U 3540
Опубликовано: 30.04.2007
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: B22D 11/00
Метки: непрерывного, кристаллизатор, литья, слитков, непрерывно-циклического
Текст:
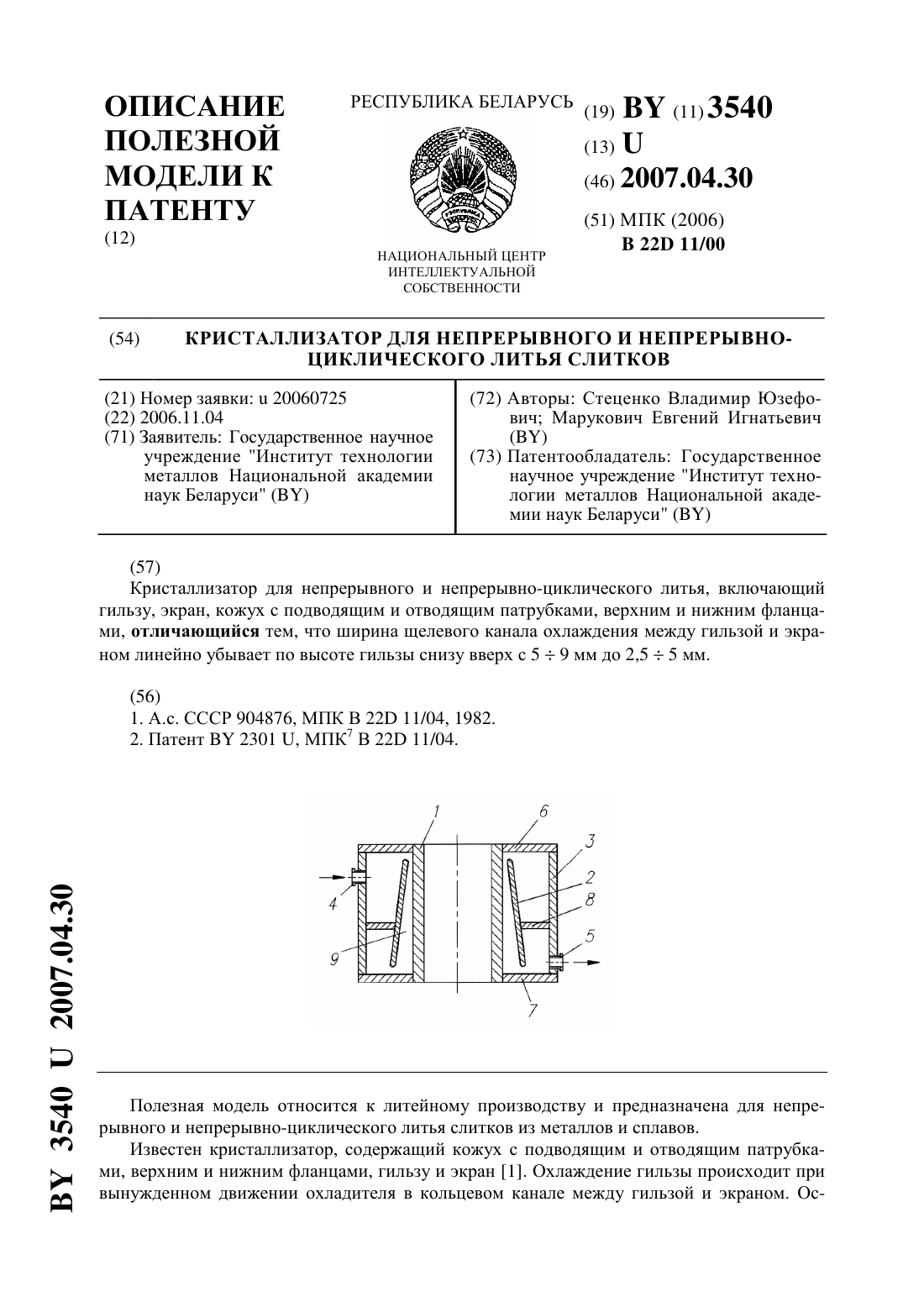
...величины термических напряжений и разностенности по высоте гильзы и отливки. Технический результат заключается в повышении стабильности процесса литья и увеличении выхода годной продукции. Поставленная задача достигается тем, что в заявляемом кристаллизаторе для непрерывного и непрерывно-циклического литья, включающем гильзу, экран, кожух с подводящим и отводящим патрубками, верхним и нижним фланцами, ширина щелевого канала между гильзой...
Кристаллизатор для непрерывного литья слитков
Номер патента: U 3659
Опубликовано: 30.06.2007
Авторы: Земцов Валерий Александрович, Чудаков Сергей Романович, Стеценко Владимир Юзефович, Саченко Юрий Викторович, Марукович Евгений Игнатьевич
МПК: B22D 11/00
Метки: слитков, кристаллизатор, непрерывного, литья
Текст:
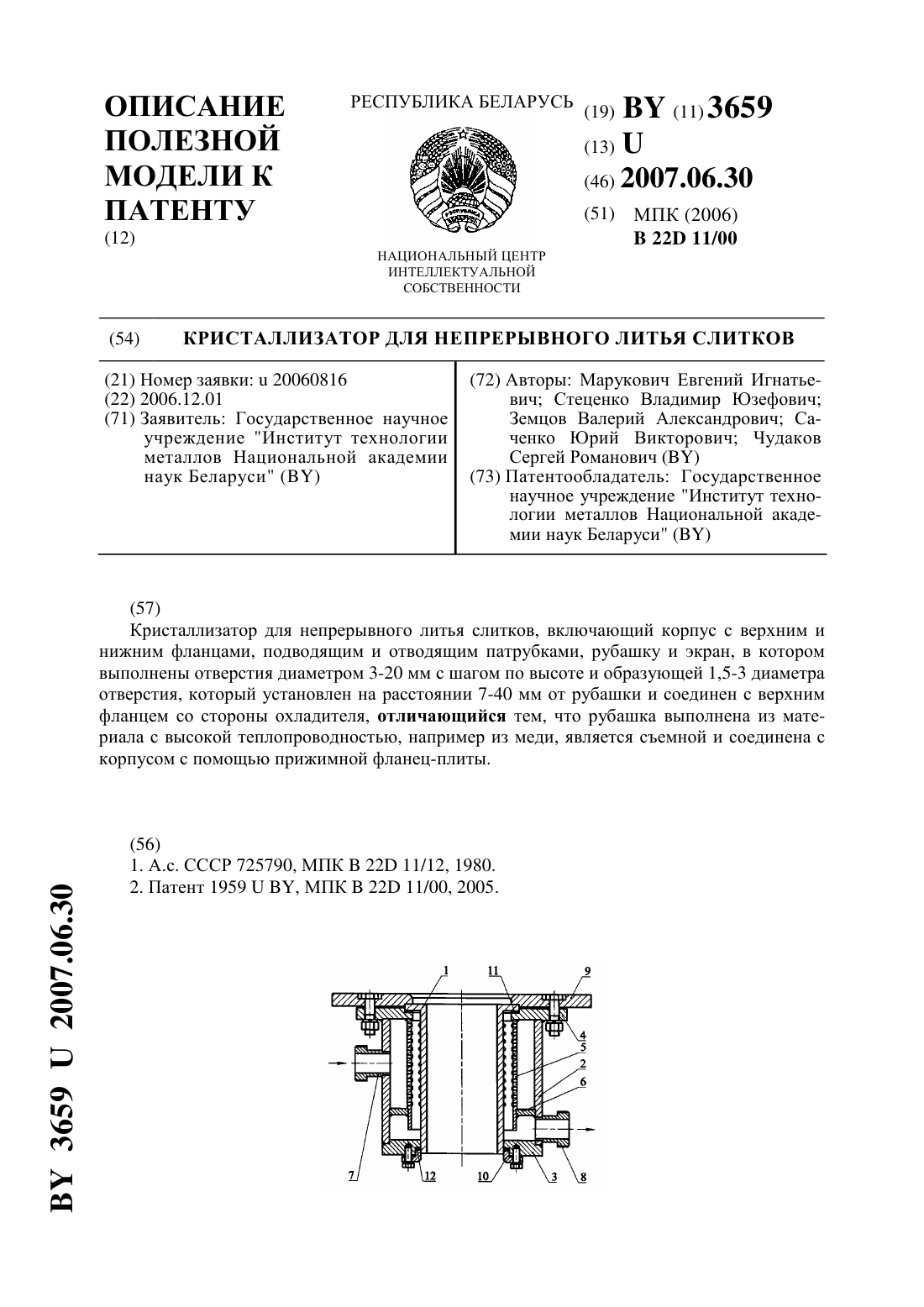
...соединен с экраном, на поверхности которого выполнены отверстия диаметром 3-20 мм с шагом по высоте и образующей 1,5-3 диаметра отверстия, а экран установлен на расстоянии 7-40 мм от рубашки. Главными недостатками такой конструкции являются низкая теплопроводность материала рубашки (сталь), ограниченный срок службы кристаллизатора, т.к. при изнашивании рубашки необходимо менять полностью кристаллизатор. Технической задачей, на решение...
Кристаллизатор для непрерывного горизонтального литья слитков
Номер патента: U 3670
Опубликовано: 30.06.2007
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: B22D 11/00
Метки: литья, горизонтального, слитков, кристаллизатор, непрерывного
Текст:
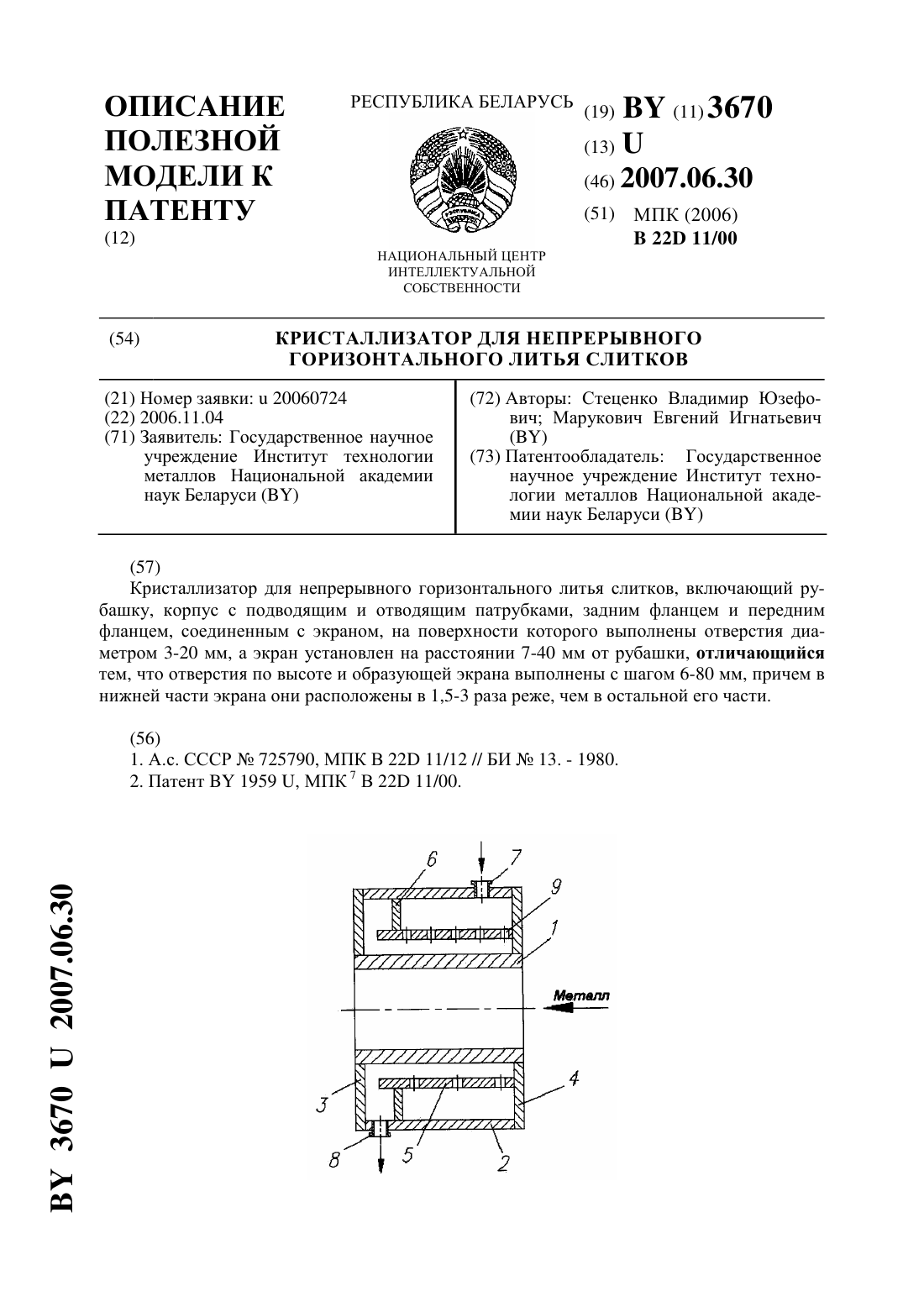
...включающем рубашку, корпус с подводящим и отводящим патрубками, задним фланцем и передним фланцем, соединенным с экраном,на поверхности которого выполнены отверстия диаметром 320 мм, а экран установлен на расстоянии 740 мм от рубашки, отверстия по высоте и образующей (периметру) экрана выполнены с шагом 680 мм, причем в нижней части экрана они расположены в 1,53 раза реже, чем в остальной его части. На чертеже представлен продольный разрез...
Кристаллизатор для непрерывного литья слитков металлов и сплавов
Номер патента: U 3668
Опубликовано: 30.06.2007
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: B22D 11/00
Метки: литья, слитков, сплавов, металлов, кристаллизатор, непрерывного
Текст:
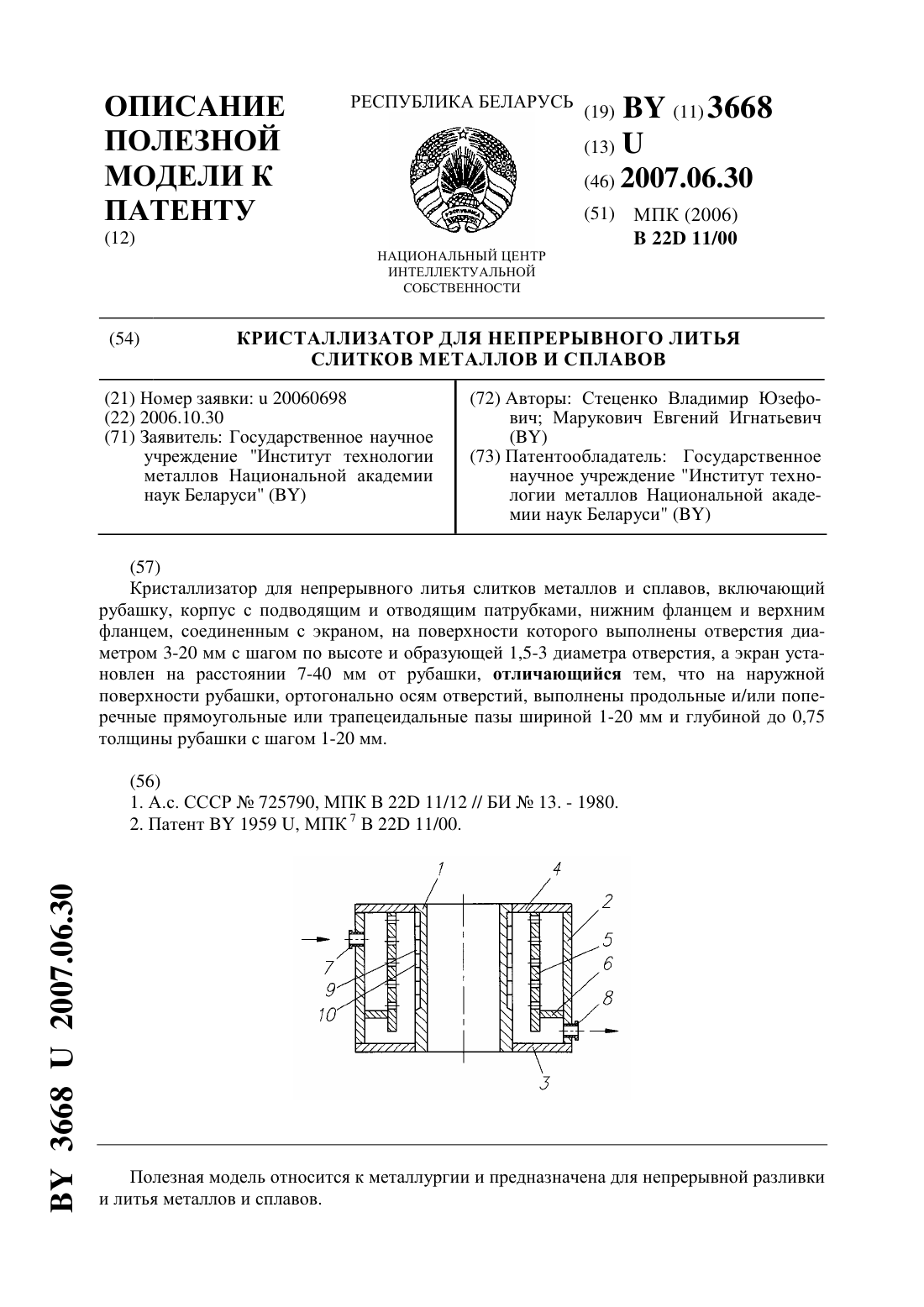
...экран установлен на расстоянии 740 мм от рубашки, на наружной поверхности рубашки ортогонально осям отверстий выполнены продольные и/или поперечные прямоугольные или трапецеидальные пазы шириной 1-20 мм и глубиной до 0,75 толщины рубашки с шагом 1-20 мм. Площадь охлаждаемой поверхности дополнительно увеличивается путем выполнения на ней ортогонально осям отверстий, поперечных, прямоугольных или трапецеидальных пазов шириной 1-20 мм и глубиной...
Кристаллизатор для непрерывного литья слитков квадратного и прямоугольного сечений
Номер патента: U 4734
Опубликовано: 30.10.2008
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 11/00
Метки: квадратного, непрерывного, литья, слитков, сечений, прямоугольного, кристаллизатор
Текст:
...модель,является повышение равномерности и интенсивности охлаждения рубашки кристаллизатора. Технический результат заключается в повышении производительности и стабильности процесса непрерывного литья слитков. Поставленная задача достигается тем, что в заявляемом кристаллизаторе для непрерывного литья слитков квадратного и прямоугольного сечений, включающем рубашку,корпус с перегородкой и патрубками, нижним фланцем и верхним фланцем,...
Предыдущий патент: Устройство для получения нити с разрезным ворсом
Следующий патент: Режущий аппарат
Случайный патент: Гелионасос