Контактная вставка токоприемника
Номер патента: U 2564
Опубликовано: 30.04.2006
Авторы: Юркевич Олег Романович, Яковлев Николай Викторович, Кулаго Виктор Андреевич
Текст
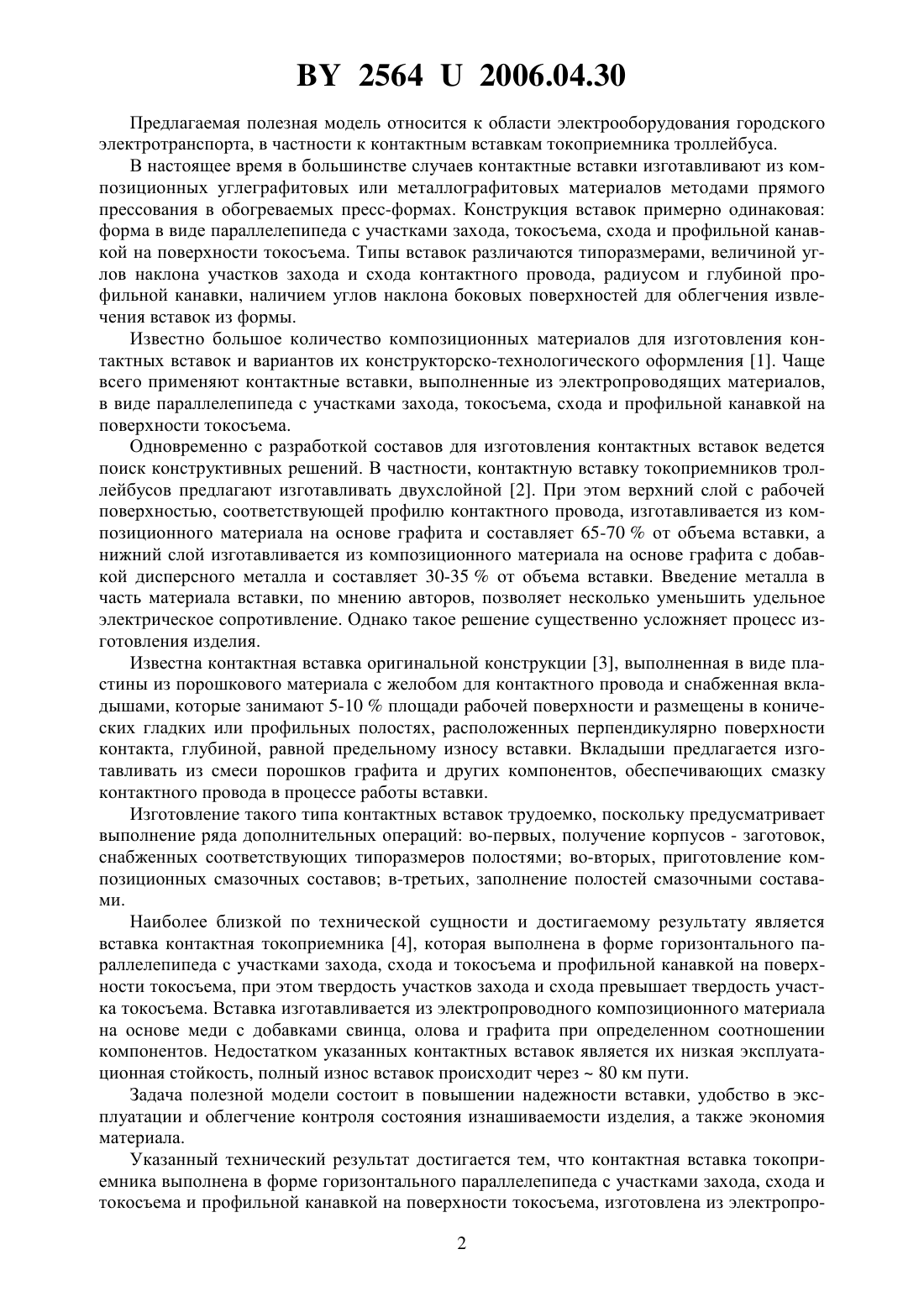
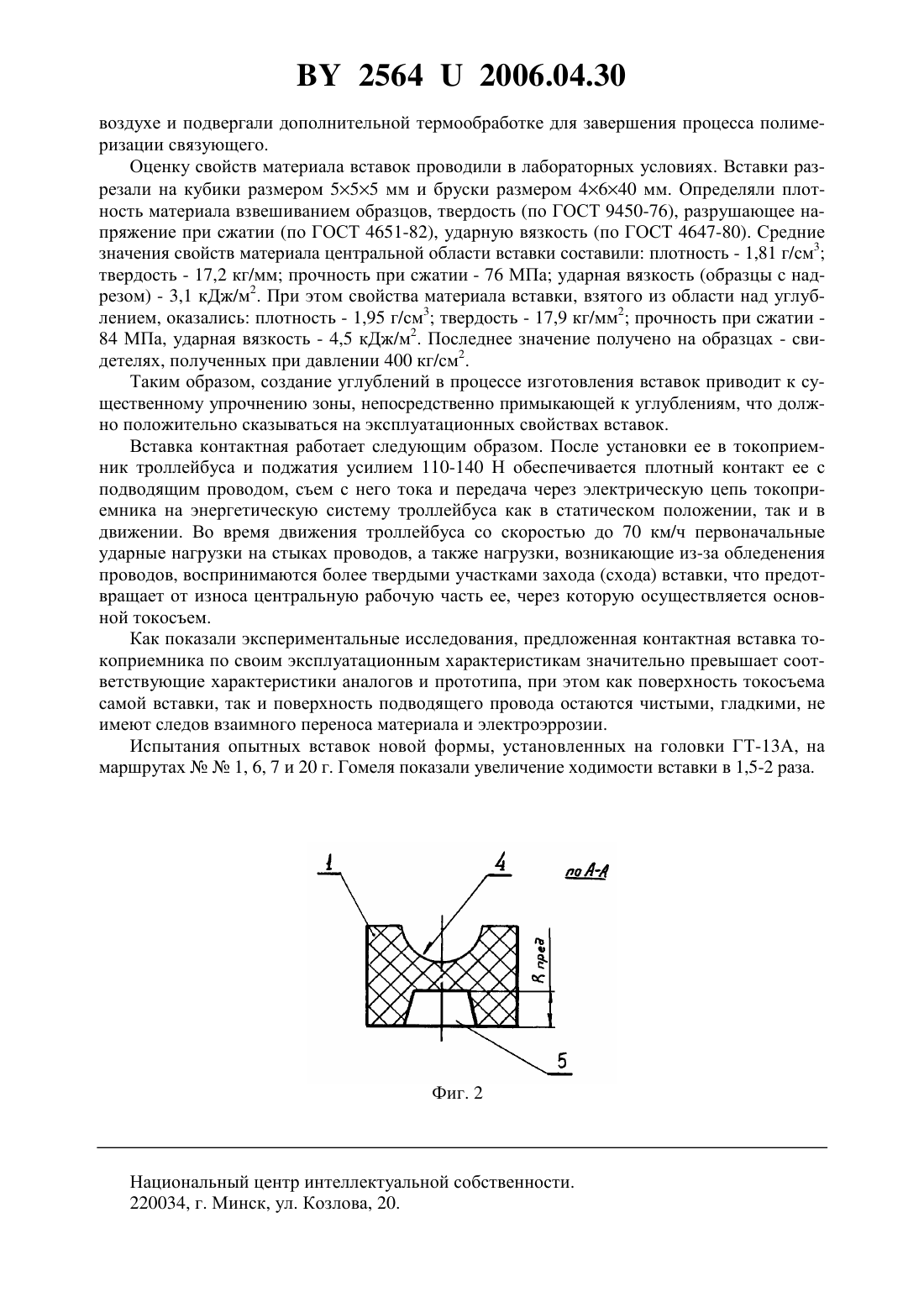
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Коммунальное унитарное предприятие Горэлектротранспорт(72) Авторы Юркевич Олег Романович Кулаго Виктор Андреевич Яковлев Николай Викторович(73) Патентообладатель Коммунальное унитарное предприятие Горэлектротранспорт(57) 1. Контактная вставка токоприемника, выполненная в форме горизонтального параллелепипеда с участками захода, схода и токосъема и профильной канавкой на поверхности токосъема, изготовленная из электропроводного материала, отличающаяся тем, что дополнительно содержит два конических углубления в нижней части параллелепипеда, расположенные по оси вставки в зонах участков захода и схода, причем глубина углублений не превышает величину допустимого износа вставки по условиям эксплуатации. 2. Контактная вставка по п. 1, отличающаяся тем, что углубления имеют форму усеченного конуса с углом наклона боковой поверхности к горизонту не более 85. 3. Контактная вставка по п. 1, отличающаяся тем, что в качестве электропроводного материала использованы композиционные пресс-порошки, преимущественно электроугольных изделий. 4. Контактная вставка по п. 1, отличающаяся тем, что изготовлена методом прессования. 5. Контактная вставка по п. 1, отличающаяся тем, что величина угла наклона участков схода и захода вставки составляет от 15 до 45.(56) 1. Трофимов А.Н. Контактные вставки токосъемников троллейбусов. - М. Стройиздат, 1966. - С. 142. 2. Патент России 2130390, МПК 60 5/8, 1999. 3. Патент России 2095258, МПК В 60 5/08, 1997. 4. Патент России 2156704, МПК В 60 5/00, В 605/08, 1999. 25642006.04.30 Предлагаемая полезная модель относится к области электрооборудования городского электротранспорта, в частности к контактным вставкам токоприемника троллейбуса. В настоящее время в большинстве случаев контактные вставки изготавливают из композиционных углеграфитовых или металлографитовых материалов методами прямого прессования в обогреваемых пресс-формах. Конструкция вставок примерно одинаковая форма в виде параллелепипеда с участками захода, токосъема, схода и профильной канавкой на поверхности токосъема. Типы вставок различаются типоразмерами, величиной углов наклона участков захода и схода контактного провода, радиусом и глубиной профильной канавки, наличием углов наклона боковых поверхностей для облегчения извлечения вставок из формы. Известно большое количество композиционных материалов для изготовления контактных вставок и вариантов их конструкторско-технологического оформления 1. Чаще всего применяют контактные вставки, выполненные из электропроводящих материалов,в виде параллелепипеда с участками захода, токосъема, схода и профильной канавкой на поверхности токосъема. Одновременно с разработкой составов для изготовления контактных вставок ведется поиск конструктивных решений. В частности, контактную вставку токоприемников троллейбусов предлагают изготавливать двухслойной 2. При этом верхний слой с рабочей поверхностью, соответствующей профилю контактного провода, изготавливается из композиционного материала на основе графита и составляет 65-70 от объема вставки, а нижний слой изготавливается из композиционного материала на основе графита с добавкой дисперсного металла и составляет 30-35 от объема вставки. Введение металла в часть материала вставки, по мнению авторов, позволяет несколько уменьшить удельное электрическое сопротивление. Однако такое решение существенно усложняет процесс изготовления изделия. Известна контактная вставка оригинальной конструкции 3, выполненная в виде пластины из порошкового материала с желобом для контактного провода и снабженная вкладышами, которые занимают 5-10 площади рабочей поверхности и размещены в конических гладких или профильных полостях, расположенных перпендикулярно поверхности контакта, глубиной, равной предельному износу вставки. Вкладыши предлагается изготавливать из смеси порошков графита и других компонентов, обеспечивающих смазку контактного провода в процессе работы вставки. Изготовление такого типа контактных вставок трудоемко, поскольку предусматривает выполнение ряда дополнительных операций во-первых, получение корпусов - заготовок,снабженных соответствующих типоразмеров полостями во-вторых, приготовление композиционных смазочных составов в-третьих, заполнение полостей смазочными составами. Наиболее близкой по технической сущности и достигаемому результату является вставка контактная токоприемника 4, которая выполнена в форме горизонтального параллелепипеда с участками захода, схода и токосъема и профильной канавкой на поверхности токосъема, при этом твердость участков захода и схода превышает твердость участка токосъема. Вставка изготавливается из электропроводного композиционного материала на основе меди с добавками свинца, олова и графита при определенном соотношении компонентов. Недостатком указанных контактных вставок является их низкая эксплуатационная стойкость, полный износ вставок происходит через 80 км пути. Задача полезной модели состоит в повышении надежности вставки, удобство в эксплуатации и облегчение контроля состояния изнашиваемости изделия, а также экономия материала. Указанный технический результат достигается тем, что контактная вставка токоприемника выполнена в форме горизонтального параллелепипеда с участками захода, схода и токосъема и профильной канавкой на поверхности токосъема, изготовлена из электропро 2 25642006.04.30 водного материала, при этом дополнительно содержит два конических углубления в нижней части параллелепипеда, расположенные по оси вставки в зонах участков захода и схода, причем глубина углублений не превышает величину допустимого износа вставки по условиям эксплуатации. Указанный технический результат достигается также тем, что углубления имеют форму усеченного конуса с углом наклона боковой поверхности к горизонту не более 85.В качестве электропроводного материала использованы композиционные пресс-порошки,преимущественно электроугольных изделий. Контактная вставка изготовлена методом прессования. Величина угла наклона участков схода и захода вставки составляет от 15 до 45. На фиг. 1 представлен общий вид вставки, на фиг. 2 - поперечное сечение по А-А вставки. Вставка 1 имеет участок захода 2 и участок схода 3, на верхней поверхности выполнена профильная канавка 4, а на нижней поверхности выполнены два углубления 5, расположенные по оси вставки в местах переходов участков захода и схода к зоне токосъема. Предложено в процессе изготовления вставок методами прессования создавать в нижней части параллелепипеда два углубления, сохранив внешние размеры вставок. Оптимальная форма углублений в виде усеченного конуса с углом наклона боковой поверхности к горизонту равным или менее 85. Глубина углублений порядка 7-8 мм, то есть равна величинепред. предельного износа вставки по условиям эксплуатации. Углубления располагаются по оси вставки перпендикулярно нижней поверхности в местах переходов участков захода и схода к зоне токосъема. Получение таких углублений легко осуществимо за счет толкателей (выталкивателей),верхняя часть которых выполняется конусной. При настройке пресс-формы толкатели устанавливают выступающими над поверхностью дна матрицы на заданную высоту - 7-8 мм. Величина угла наклона участков схода и захода вставки составляет от 15 до 45. Такие размеры позволяют смягчить удары вставок при прохождении по спецчастям вставки. Предлагаемое конструкторско-технологическое решение позволяет придать изделиям ряд дополнительных полезных свойств во-первых, в зонах захода и схода контактных элементов над поверхностью свода углублений формируется более плотная структура материала, то есть увеличивается ударная вязкость тех частей материала вставки, которые подвержены ударному нагружению при движении по спецчастям (стрелки, разветвления и т.п. ) во-вторых, в процессе эксплуатации вставка изнашивается и при достижении предельного износа образуются отверстия в зоне углублений, что облегчает водителю контроль состояния изделия и свидетельствует о недопустимости дальнейшей его эксплуатации. в-третьих, формование отверстий позволяет на 5-10 уменьшить массу вставки и существенно (на 20-25 ) снизить объемы изношенных частей для последующей переработки. Кроме того, получение углублений в изделии за счет выступающих толкателей облегчает выемку горячих вставок из пресс-формы, поскольку они не скользят по поверхности толкателей, а удерживаются в поднятом положении. Предлагаемое техническое решение осуществлено на КУП Горэлектротранспорт при изготовлении углеграфитовых вставок новой формы (фигура). Под эту форму вставки были изготовлены щеки для головки ГТ-13 А. Вставки получали из пресс-порошка производства НИПТИ электроугольных изделий(г. Москва) прямым прессованием при давлении 300 кг/см 2 в обогреваемой форме. Температура оформляющих поверхностей матрицы и пуансона выдерживалась в пределах 170180 С, время выдержки под давлением - 3 мин. После прессования изделия охлаждали на 3 25642006.04.30 воздухе и подвергали дополнительной термообработке для завершения процесса полимеризации связующего. Оценку свойств материала вставок проводили в лабораторных условиях. Вставки разрезали на кубики размером 555 мм и бруски размером 4640 мм. Определяли плотность материала взвешиванием образцов, твердость (по ГОСТ 9450-76), разрушающее напряжение при сжатии (по ГОСТ 4651-82), ударную вязкость (по ГОСТ 4647-80). Средние значения свойств материала центральной области вставки составили плотность - 1,81 г/см 3 твердость - 17,2 кг/мм прочность при сжатии - 76 МПа ударная вязкость (образцы с надрезом) - 3,1 кДж/м 2. При этом свойства материала вставки, взятого из области над углублением, оказались плотность - 1,95 г/см 3 твердость - 17,9 кг/мм 2 прочность при сжатии 84 МПа, ударная вязкость - 4,5 кДж/м 2. Последнее значение получено на образцах - свидетелях, полученных при давлении 400 кг/см 2. Таким образом, создание углублений в процессе изготовления вставок приводит к существенному упрочнению зоны, непосредственно примыкающей к углублениям, что должно положительно сказываться на эксплуатационных свойствах вставок. Вставка контактная работает следующим образом. После установки ее в токоприемник троллейбуса и поджатия усилием 110-140 Н обеспечивается плотный контакт ее с подводящим проводом, съем с него тока и передача через электрическую цепь токоприемника на энергетическую систему троллейбуса как в статическом положении, так и в движении. Во время движения троллейбуса со скоростью до 70 км/ч первоначальные ударные нагрузки на стыках проводов, а также нагрузки, возникающие из-за обледенения проводов, воспринимаются более твердыми участками захода (схода) вставки, что предотвращает от износа центральную рабочую часть ее, через которую осуществляется основной токосъем. Как показали экспериментальные исследования, предложенная контактная вставка токоприемника по своим эксплуатационным характеристикам значительно превышает соответствующие характеристики аналогов и прототипа, при этом как поверхность токосъема самой вставки, так и поверхность подводящего провода остаются чистыми, гладкими, не имеют следов взаимного переноса материала и электроэррозии. Испытания опытных вставок новой формы, установленных на головки ГТ-13 А, на маршрутах 1, 6, 7 и 20 г. Гомеля показали увеличение ходимости вставки в 1,5-2 раза. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
Метки: контактная, токоприемника, вставка
Код ссылки
<a href="https://by.patents.su/4-u2564-kontaktnaya-vstavka-tokopriemnika.html" rel="bookmark" title="База патентов Беларуси">Контактная вставка токоприемника</a>
Контактная вставка для токосъёмника троллейбуса
Номер патента: 1497
Опубликовано: 16.12.1996
Авторы: Кондренков Александр Васильевич, Потеряев Юрий Петрович, Новосельский Юрий Александрович, Битнер Эдуард Гарриевич, Кузьмин Николай Гаврилович
МПК: B60L 5/00
Метки: токосъёмника, контактная, вставка, троллейбуса
Текст:
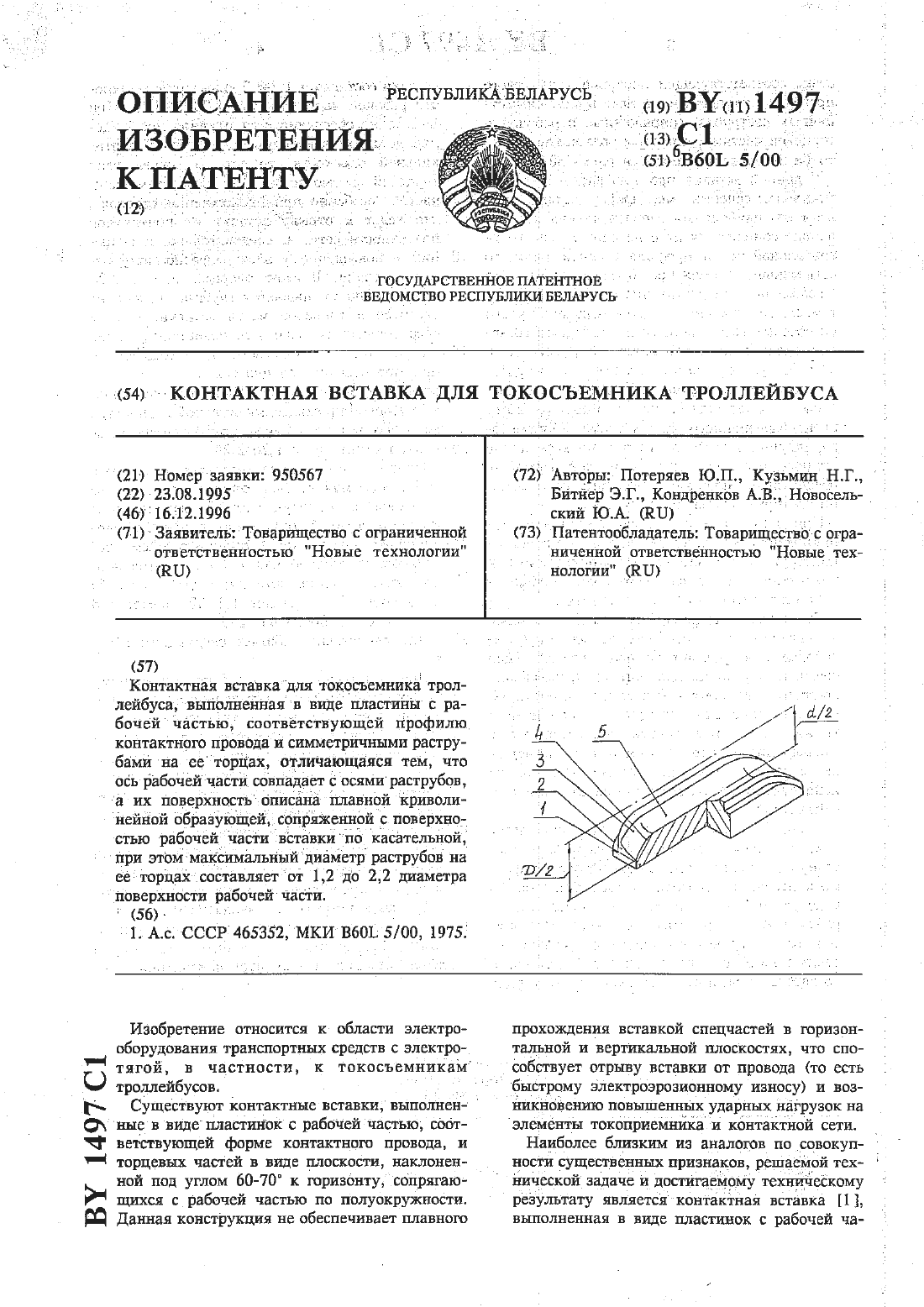
...для возникновения повышенных ударных нагрузок на конструктивные элементы токоприемника и контактной сети, а, следовательно, увеличиваВТСЯ ЕСрОЯТНОСТЬ ВЫХОДЯ ИХ ИЗ СТрОЯ.Технической задачей, на решение которой направлено данное изобретение, является разработка конструкции вставки, позволяющей обеспечить условия плавного ее прохождения ПО СПСЦЧЗСГБТМ КОНТЗКТНОЙ СЕТИ В ГОВИЗОНТЗЛЪной и вертикальной плоскостях с получением технического...
Резцовая вставка
Номер патента: U 1620
Опубликовано: 30.12.2004
Авторы: Куликов Геннадий Петрович, Куренков Игорь Алексеевич, Поболь Игорь Леонидович, Поболь Алексей Игоревич
МПК: B23B 27/14
Текст:
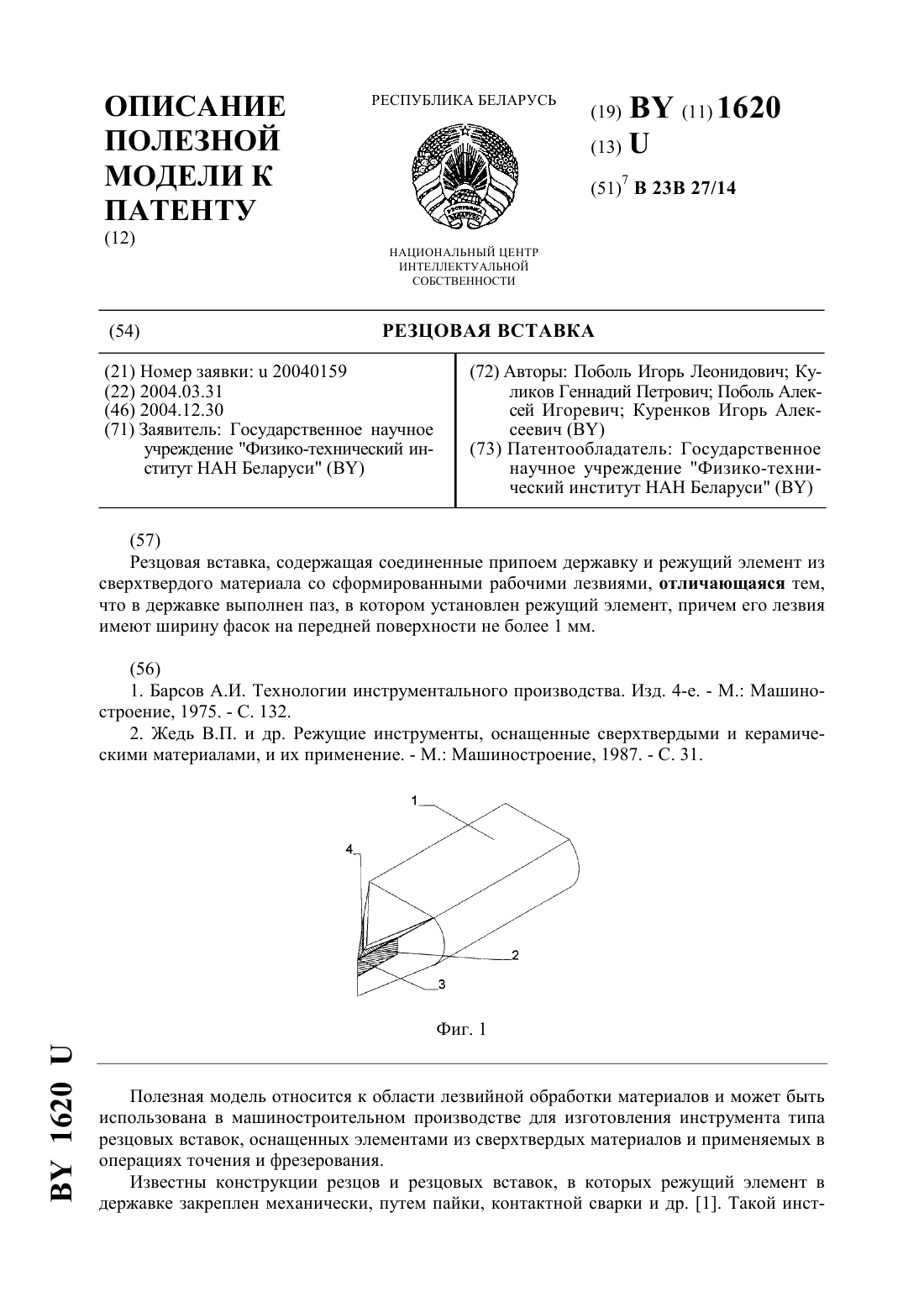
...котором установлен режущий элемент, причем его лезвия имеют ширину фасок на передней поверхности не более 1 мм. Державка изготовлена из металла, преимущественно из стали, либо из твердого сплава. В державке выполнен открытый или закрытый паз по форме элемента из СТМ. Предпочтительно применение адгезионно активного припоя и нагрева при пониженном остаточном давлении концентрированным источником энергии, преимущественно электронным лучом....
Утеплительная вставка для алюминиевых сплавов
Номер патента: U 1577
Опубликовано: 30.09.2004
Авторы: Овчинников Владимир Васильевич, Макарова Жанна Евгеньевна, Ласковнев Александр Петрович, Волочко Александр Тихонович, Чурко Николай Андреевич
Метки: вставка, сплавов, утеплительная, алюминиевых
Текст:
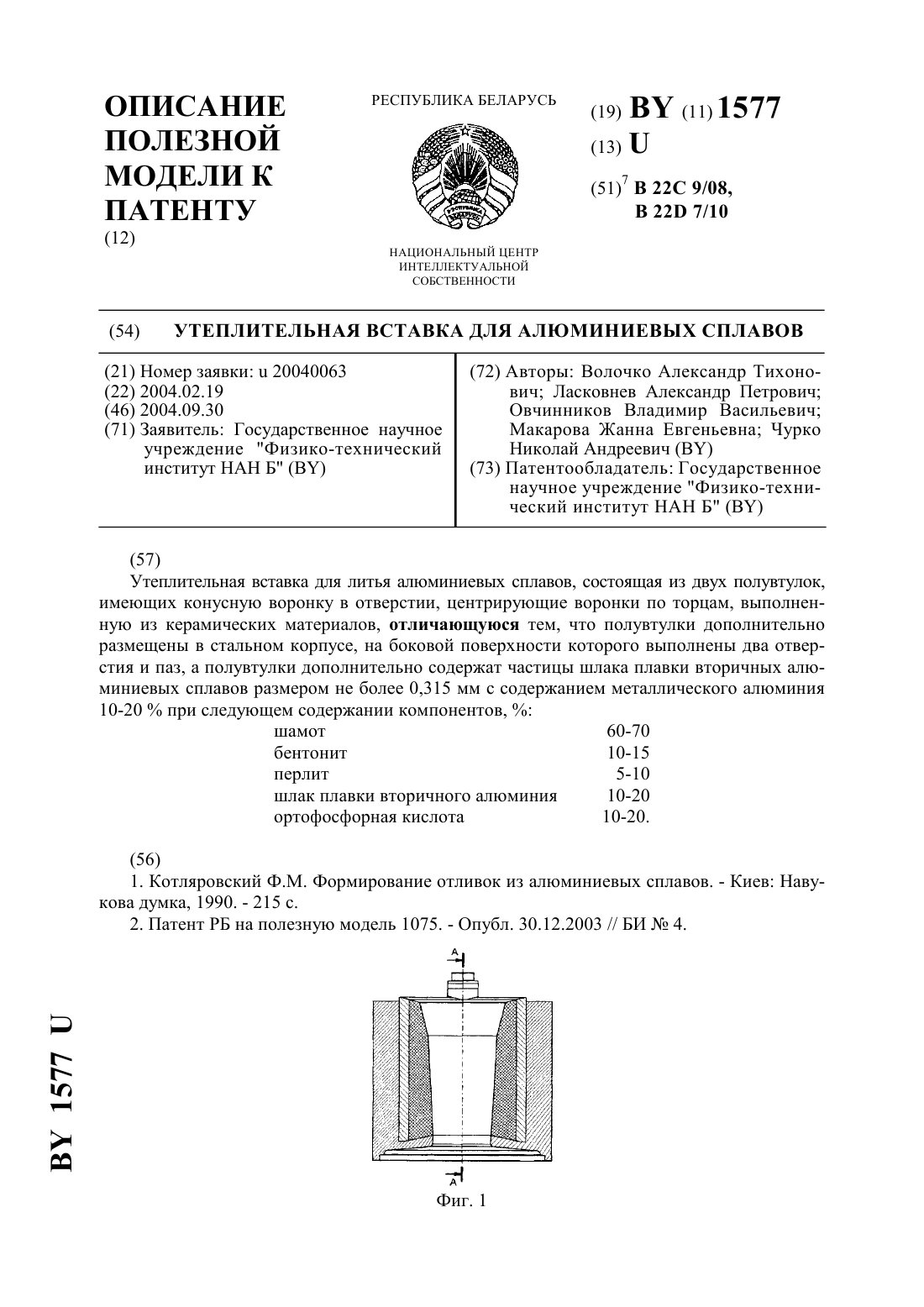
...из керамических материалов,полувтулки дополнительно размещены в стальном корпусе, на боковой поверхности которого выполнены два отверстия и паз, а полувтулки дополнительно содержат частицы шлака плавки вторичных алюминиевых сплавов размером не более 0,315 мм с содержанием металлического алюминия 10-20 при следующем содержании компонентов, мас.шамот 60-70 бентонит 10-15 перлит 5-10 шлак плавки вторичного алюминия 10-20 ортофосфорная кислота...
Утеплительная вставка для литья алюминиевых сплавов
Номер патента: U 1075
Опубликовано: 30.12.2003
Авторы: Жданович Олег Егорович, Ласковнев Александр Петрович, Волочко Александр Тихонович, Овчинников Владимир Васильевич
Метки: вставка, литья, утеплительная, алюминиевых, сплавов
Текст:
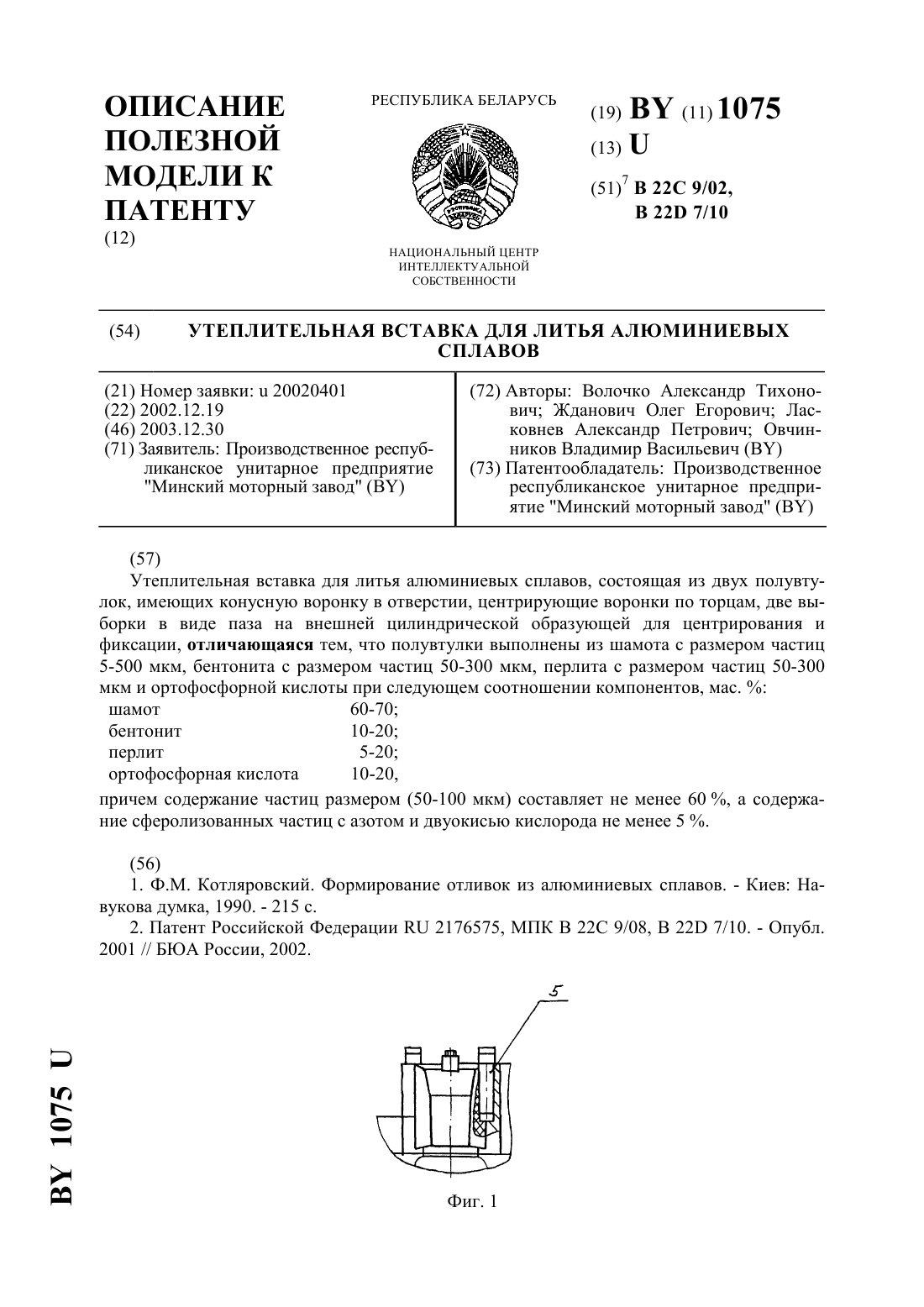
...сплавов, повышение теплостойкости и обеспечение низкого коэффициента теплопроводности вставок. Поставленная задача решается таким образом, что утеплительная вставка для литья алюминиевых сплавов, состоящая из двух полувтулок, имеющих конусную воронку в отверстии, центрирующие воронки по торцам, две выборки в виде паза на внешней цилиндрической образующей для центрирования и фиксации, полувтулки выполнены из шамота с размером частиц 5-500 мкм,...
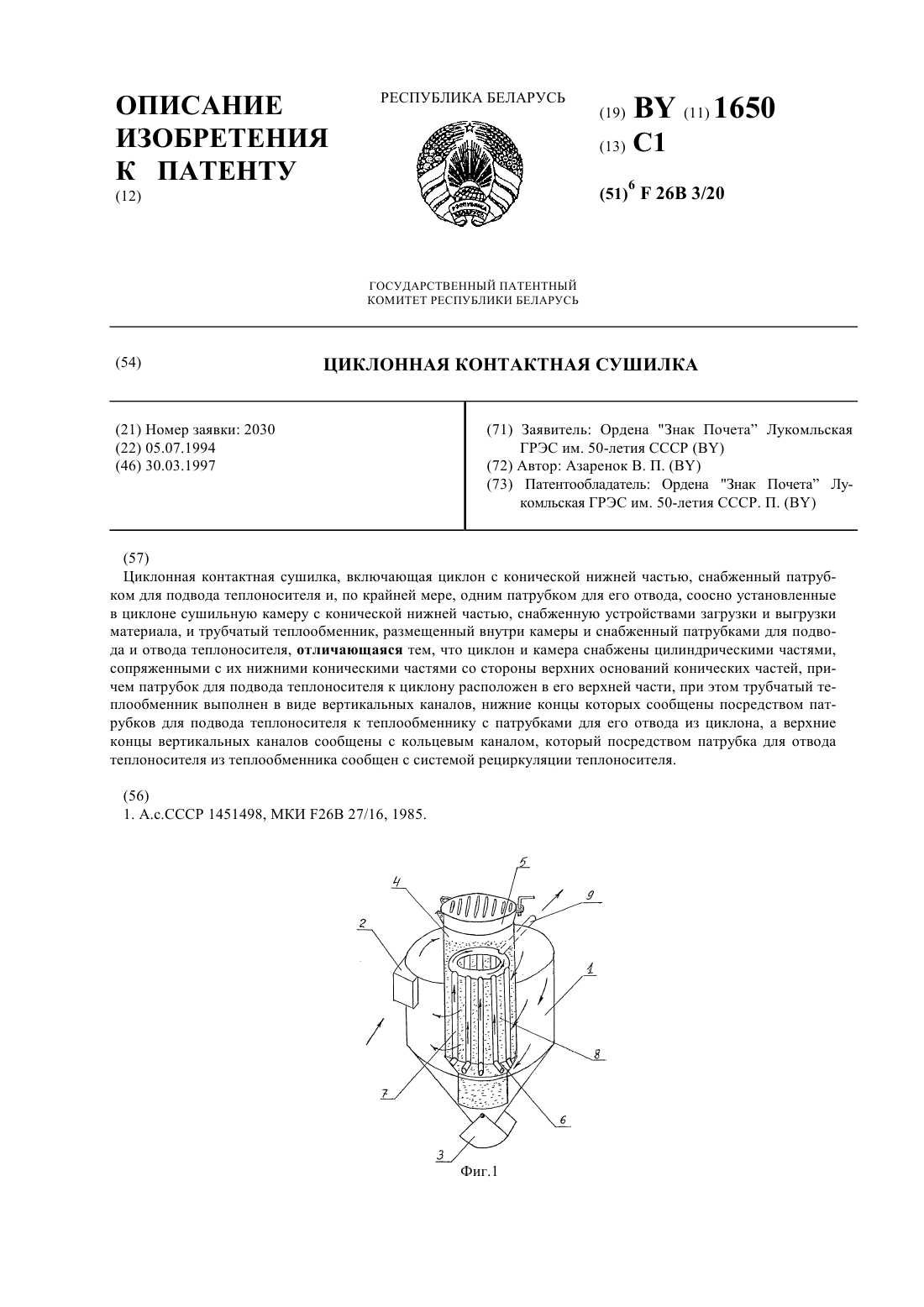
Циклонная контактная сушилка
Номер патента: 1650
Опубликовано: 30.03.1997
Автор: Азаренок Валерий Павлович
МПК: F26B 3/20
Метки: сушилка, контактная, циклонная
Текст:
...технологического процесса сушки сыпучих материалов. Указанная задача решается тем, что сушилка, состоящая из циклона с конической нижней частью, снабженного патрубком для подвода теплоносителя и патрубком для его отвода, сушильной камерой с конической нижней частью, установленной соосно внутри циклона с устройствами загрузки и выгрузки и трубчатого теплообменника с вертикальными каналами, нижние концы которых сообщаются посредством патрубков...
Предыдущий патент: Установка для утилизации реакционного тепла в производстве серной кислоты
Следующий патент: Приспособление для обучения детей азбуке
Случайный патент: Устройство для сборки деталей запрессовкой и обработки в них отверстий