Установка для лазерной резки хрупких неметаллических материалов
Текст
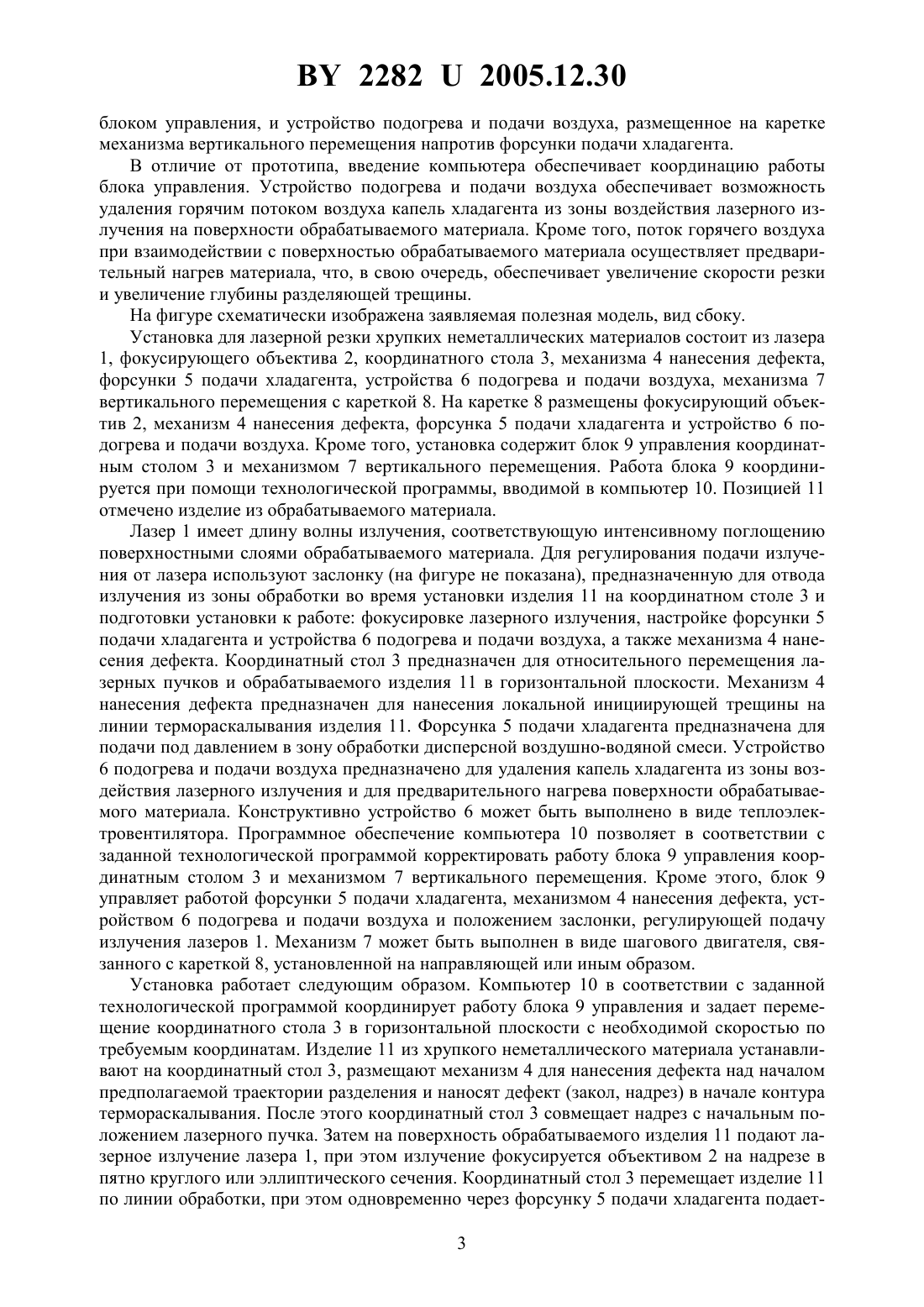
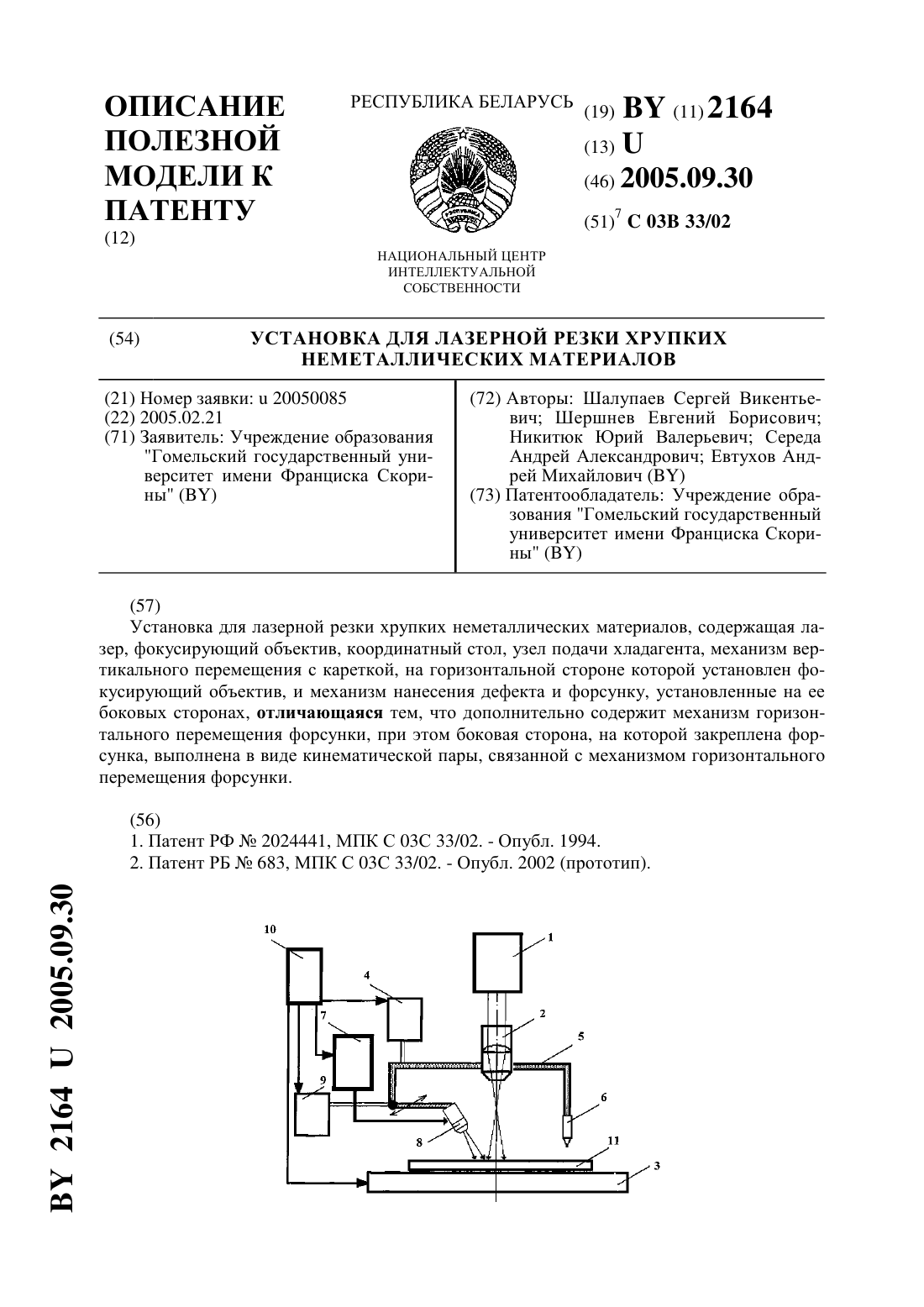
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ(71) Заявитель Учреждение образования Гомельский государственный университет имени Франциска Скорины(72) Автор Шалупаев Сергей Викентьевич(73) Патентообладатель Учреждение образования Гомельский государственный университет имени Франциска Скорины(57) Установка для лазерной резки хрупких неметаллических материалов, включающая лазер с длиной волны, соответствующей интенсивному поглощению поверхностными слоями обрабатываемого материала, координатный стол, механизм вертикального перемещения, на каретке которого установлены фокусирующий объектив, форсунка подачи хладагента и механизм нанесения дефекта, блок управления, отличающаяся тем, что содержит компьютер, связанный с блоком управления, и устройство подогрева и подачи воздуха, размещенное на каретке механизма вертикального перемещения напротив форсунки подачи хладагента. Полезная модель относится к оборудованию для лазерной резки хрупких неметаллических материалов методом управляемого лазерного термораскалывания и может быть использована в электронной, стекольной и авиационной промышленности для прецизионного разделения хрупких неметаллических материалов. 22822005.12.30 Известна установка для лазерной резки хрупких неметаллических материалов, содержащая лазер с длиной волны, соответствующей интенсивному поглощению поверхностными слоями обрабатываемого материала, фокусирующий объектив, координатный стол,механизм нанесения дефекта и форсунку подачи хладагента 1. Известная установка обеспечивает возможность качественного и безотходного разделения хрупкого неметаллического материала методом лазерного термораскалывания. Однако применение известной установки обеспечивает хорошие результаты лишь при резке изделий плоскопараллельной формы небольшой толщины. В случае резки по криволинейным траекториям изделий сложной трехмерной формы использование известной установки для разделения стеклоизделий становится нецелесообразным из-за невозможности поддержания оптимальных значений плотности мощности излучения на поверхности обрабатываемого изделия. Это обусловлено дефокусировкой лазерного пучка и отклонением разделяющей трещины от линии воздействия лазерного луча, что, в свою очередь, делает невозможным получение качественной резки. Кроме этого, введение в зону обработки хладагента при помощи форсунки приводит к попаданию воды на достаточно широкие участки поверхности обрабатываемого материала. При этом капли воды зачастую попадают на участки материала, через которые лазерный луч еще только должен пройти. Предварительное наличие хладагента на этих участках существенно изменяет теплофизические условия поверхностного трещинообразования, что приводит к прекращению роста разделяющей трещины. Наиболее близкой по технической сущности и достигаемому результату к заявляемой полезной модели является установка для лазерной резки хрупких неметаллических материалов, включающая лазер с длиной волны, соответствующей интенсивному поверхностному поглощению обрабатываемым материалом, фокусирующий объектив, координатный стол, блок управления, механизм нанесения дефекта, форсунку подачи хладагента, механизм вертикального перемещения, на каретке которого установлены фокусирующий объектив, форсунка подачи хладагента и механизм нанесения дефекта 2. Известная установка обеспечивает возможность высококачественного и безотходного разделения по криволинейным траекториям изделий сложной трехмерной формы из хрупких неметаллических материалов относительно небольшой толщины, определяемой глубиной залегания разделяющей микротрещины, величина которой контролируется распределением термоупругих полей, формируемых лазерным излучением с длиной волны,обеспечивающей его интенсивное поглощение тонким поверхностным слоем материала. Однако использование известной установки не обеспечивает стабильного распространения разделяющей микротрещины из-за капель воды, периодически попадающих на линию лазерного воздействия, что приводит к невозможности ее использования для надежной реализации процесса управляемого лазерного термораскалывания. Техническая задача, решаемая заявляемой полезной моделью обеспечить прецизионное разделение изделий из хрупких неметаллических материалов за счет точного формирования зоны подачи хладагента увеличить глубину наносимой микротрещины и повысить скорость обработки. Технический результат, достигаемый полезной моделью, заключается в удалении капель хладагента с поверхности обрабатываемого материала в местах лазерного воздействия в обеспечении предварительного нагрева обрабатываемой поверхности. Достижение указанного технического результата обеспечивается тем, что установка для лазерной резки хрупких неметаллических материалов, включающая лазер с длиной волны, соответствующей интенсивному поглощению поверхностными слоями обрабатываемого материала, координатный стол, механизм вертикального перемещения, на каретке которого установлены фокусирующий объектив, форсунка подачи хладагента и механизм нанесения дефекта, блок управления, дополнительно содержит компьютер, связанный с 2 22822005.12.30 блоком управления, и устройство подогрева и подачи воздуха, размещенное на каретке механизма вертикального перемещения напротив форсунки подачи хладагента. В отличие от прототипа, введение компьютера обеспечивает координацию работы блока управления. Устройство подогрева и подачи воздуха обеспечивает возможность удаления горячим потоком воздуха капель хладагента из зоны воздействия лазерного излучения на поверхности обрабатываемого материала. Кроме того, поток горячего воздуха при взаимодействии с поверхностью обрабатываемого материала осуществляет предварительный нагрев материала, что, в свою очередь, обеспечивает увеличение скорости резки и увеличение глубины разделяющей трещины. На фигуре схематически изображена заявляемая полезная модель, вид сбоку. Установка для лазерной резки хрупких неметаллических материалов состоит из лазера 1, фокусирующего объектива 2, координатного стола 3, механизма 4 нанесения дефекта,форсунки 5 подачи хладагента, устройства 6 подогрева и подачи воздуха, механизма 7 вертикального перемещения с кареткой 8. На каретке 8 размещены фокусирующий объектив 2, механизм 4 нанесения дефекта, форсунка 5 подачи хладагента и устройство 6 подогрева и подачи воздуха. Кроме того, установка содержит блок 9 управления координатным столом 3 и механизмом 7 вертикального перемещения. Работа блока 9 координируется при помощи технологической программы, вводимой в компьютер 10. Позицией 11 отмечено изделие из обрабатываемого материала. Лазер 1 имеет длину волны излучения, соответствующую интенсивному поглощению поверхностными слоями обрабатываемого материала. Для регулирования подачи излучения от лазера используют заслонку (на фигуре не показана), предназначенную для отвода излучения из зоны обработки во время установки изделия 11 на координатном столе 3 и подготовки установки к работе фокусировке лазерного излучения, настройке форсунки 5 подачи хладагента и устройства 6 подогрева и подачи воздуха, а также механизма 4 нанесения дефекта. Координатный стол 3 предназначен для относительного перемещения лазерных пучков и обрабатываемого изделия 11 в горизонтальной плоскости. Механизм 4 нанесения дефекта предназначен для нанесения локальной инициирующей трещины на линии термораскалывания изделия 11. Форсунка 5 подачи хладагента предназначена для подачи под давлением в зону обработки дисперсной воздушно-водяной смеси. Устройство 6 подогрева и подачи воздуха предназначено для удаления капель хладагента из зоны воздействия лазерного излучения и для предварительного нагрева поверхности обрабатываемого материала. Конструктивно устройство 6 может быть выполнено в виде теплоэлектровентилятора. Программное обеспечение компьютера 10 позволяет в соответствии с заданной технологической программой корректировать работу блока 9 управления координатным столом 3 и механизмом 7 вертикального перемещения. Кроме этого, блок 9 управляет работой форсунки 5 подачи хладагента, механизмом 4 нанесения дефекта, устройством 6 подогрева и подачи воздуха и положением заслонки, регулирующей подачу излучения лазеров 1. Механизм 7 может быть выполнен в виде шагового двигателя, связанного с кареткой 8, установленной на направляющей или иным образом. Установка работает следующим образом. Компьютер 10 в соответствии с заданной технологической программой координирует работу блока 9 управления и задает перемещение координатного стола 3 в горизонтальной плоскости с необходимой скоростью по требуемым координатам. Изделие 11 из хрупкого неметаллического материала устанавливают на координатный стол 3, размещают механизм 4 для нанесения дефекта над началом предполагаемой траектории разделения и наносят дефект (закол, надрез) в начале контура термораскалывания. После этого координатный стол 3 совмещает надрез с начальным положением лазерного пучка. Затем на поверхность обрабатываемого изделия 11 подают лазерное излучение лазера 1, при этом излучение фокусируется объективом 2 на надрезе в пятно круглого или эллиптического сечения. Координатный стол 3 перемещает изделие 11 по линии обработки, при этом одновременно через форсунку 5 подачи хладагента подает 3 22822005.12.30 ся под давлением дисперсная воздушно-водяная смесь в зону, предварительно нагретую лазерным излучением, а в зону лазерного воздействия устройством 6 подогрева и подачи воздуха подается поток горячего воздуха. В месте подачи хладагента инициируется разделяющая микротрещина, которая, зародившись от нанесенного дефекта, развивается в зоне растягивающих напряжений, сформированных хладагентом. Далее начальная микротрещина распространяется до зоны сжимающих напряжений, сформированных лазерным излучением, которое формирует в обрабатываемом материале два поверхностных тепловых источника один, созданный лазером 1, и второй, созданный потоком горячего воздуха. В результате в материале происходит развитие разделяющей микротрещины, распространение которой определяется воздействием излучения лазера 1, хладагента и потока горячего воздуха. При этом обеспечивается стабильное развитие глубокой микротрещины, за счет удаления капель хладагента из зоны лазерного нагрева и предварительного нагрева обрабатываемой поверхности. Если изделие имеет сложную форму, то компьютер 10 через блок 9 управления задает траекторию перемещения каретки 8 (а значит, и зон нагрева и охлаждения) в вертикальной плоскости в соответствии с заданным месторасположением точек траектории на поверхности обрабатываемого изделия, регулируя работу механизма 7 вертикального перемещения. При этом при перемещении фокусирующего объектива 2 в вертикальном направлении сохраняются оптимальные значения плотности мощности излучения на поверхности обрабатываемого изделия вдоль пространственной траектории термораскалывания. После завершения процесса управляемого лазерного термораскалывания изделия 11 из хрупкого неметаллического материала прекращается подача лазерного излучения и хладагента в зону обработки. При этом компьютер 10 при помощи блока 9 управления выводит координатный стол 3 и каретку 8 в исходное положение. Использование потока горячего воздуха обеспечивает возможность удаления капель хладагента из зоны лазерного нагрева. Это, в свою очередь, снижает вероятность срыва процесса трещинообразования, увеличивает скорость резки и глубину разделяющей трещины и таким образом повышает эффективность лазерной резки. Использование предлагаемой полезной модели установки для лазерной резки хрупких неметаллических материалов обеспечивает прецизионное разделение по криволинейным траекториям изделий из хрупких неметаллических материалов сложной формы с большой высотой торцевой поверхности. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C03B 33/02
Метки: хрупких, лазерной, резки, материалов, неметаллических, установка
Код ссылки
<a href="https://by.patents.su/4-u2282-ustanovka-dlya-lazernojj-rezki-hrupkih-nemetallicheskih-materialov.html" rel="bookmark" title="База патентов Беларуси">Установка для лазерной резки хрупких неметаллических материалов</a>
Установка для лазерной резки хрупких неметаллических материалов
Номер патента: U 2164
Опубликовано: 30.09.2005
Авторы: Шалупаев Сергей Викентьевич, Евтухов Андрей Михайлович, Середа Андрей Александрович, Никитюк Юрий Валерьевич, Шершнев Евгений Борисович
МПК: C03B 33/02
Метки: неметаллических, резки, хрупких, лазерной, установка, материалов
Текст:
...осуществлять подачу хладагента непосредственно по линии воздействия лазерного излучения, что в свою очередь обеспечивает строгую ориентацию разделяющей трещины вдоль линии воздействия лазерного излучения. На фигуре схематически изображена заявляемая полезная модель, вид сбоку. Установка для лазерного термораскалывания хрупких неметаллических материалов содержит лазер 1, фокусирующий объектив 2, координатный стол 3, механизм вертикального...
Установка для лазерной резки хрупких неметаллических материалов
Номер патента: U 1979
Опубликовано: 30.06.2005
Авторы: Каморников Игорь Михайлович, Середа Андрей Александрович, Шалупаев Сергей Викентьевич, Шершнев Евгений Борисович, Полторан Игорь Леонидович, Никитюк Юрий Валерьевич
МПК: B23K 26/00, C03C 33/02
Метки: материалов, лазерной, установка, неметаллических, хрупких, резки
Текст:
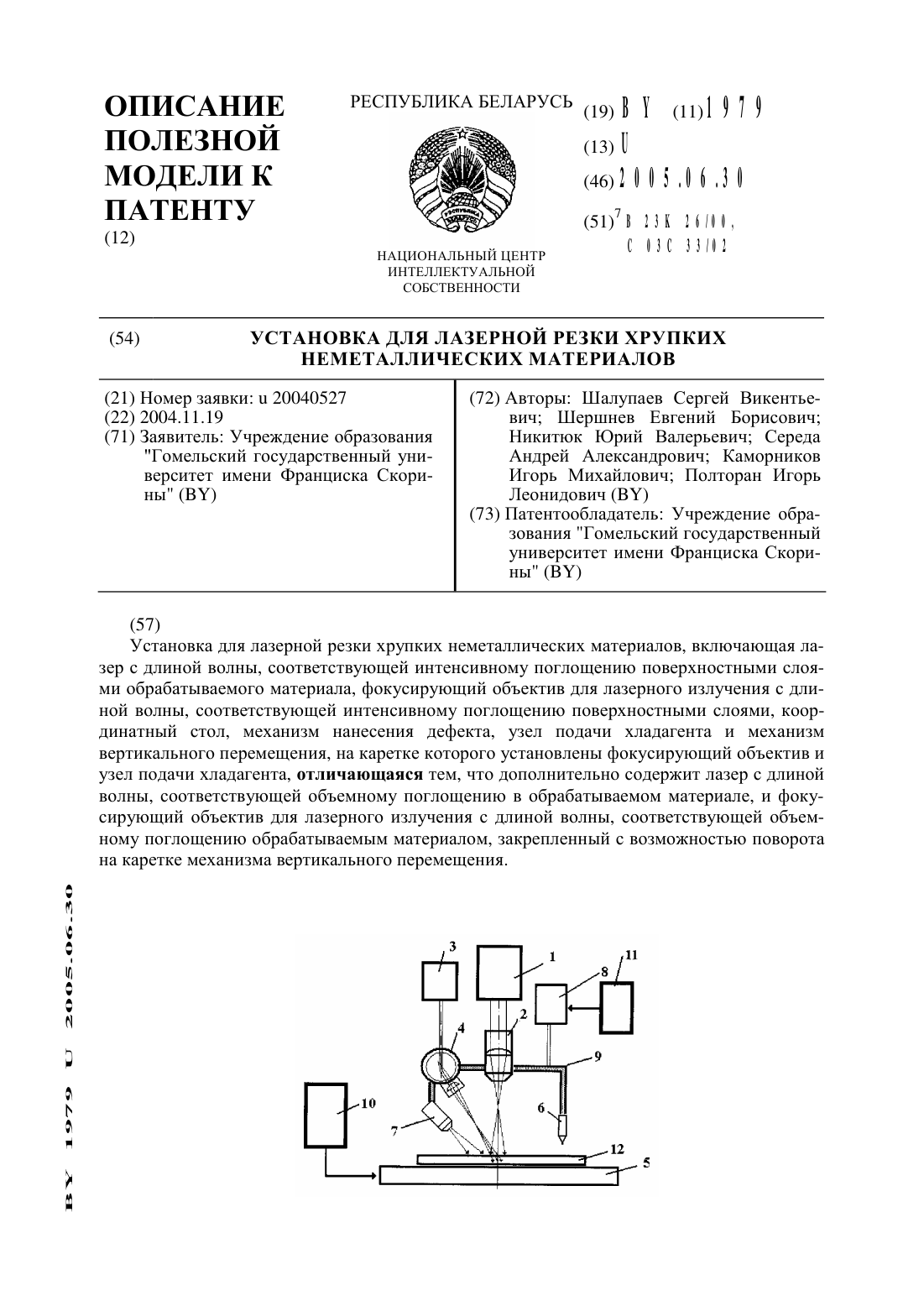
...но и по всей глубине обрабатываемого материала, что в свою очередь обеспечивает строгую ориентацию разделяющей трещины вдоль линии воздействия лазерного излучения не только на поверхности, но и в глубине разделяемого материала.На фигуре схематически изображена заявляемая полезная модель, вид сбоку.Установка для лазерной резки хрупких неметаллических материалов состоит из лазера 1, фокусирующего объектива 2, лазера 3, фокусирующего объектива...
Установка для лазерной резки трубок из хрупких неметаллических материалов
Номер патента: U 2274
Опубликовано: 30.12.2005
Авторы: Никитюк Юрий Валерьевич, Шалупаев Сергей Викентьевич, Шершнев Евгений Борисович, Середа Андрей Александрович
МПК: C03B 33/02
Метки: резки, лазерной, трубок, хрупких, неметаллических, материалов, установка
Текст:
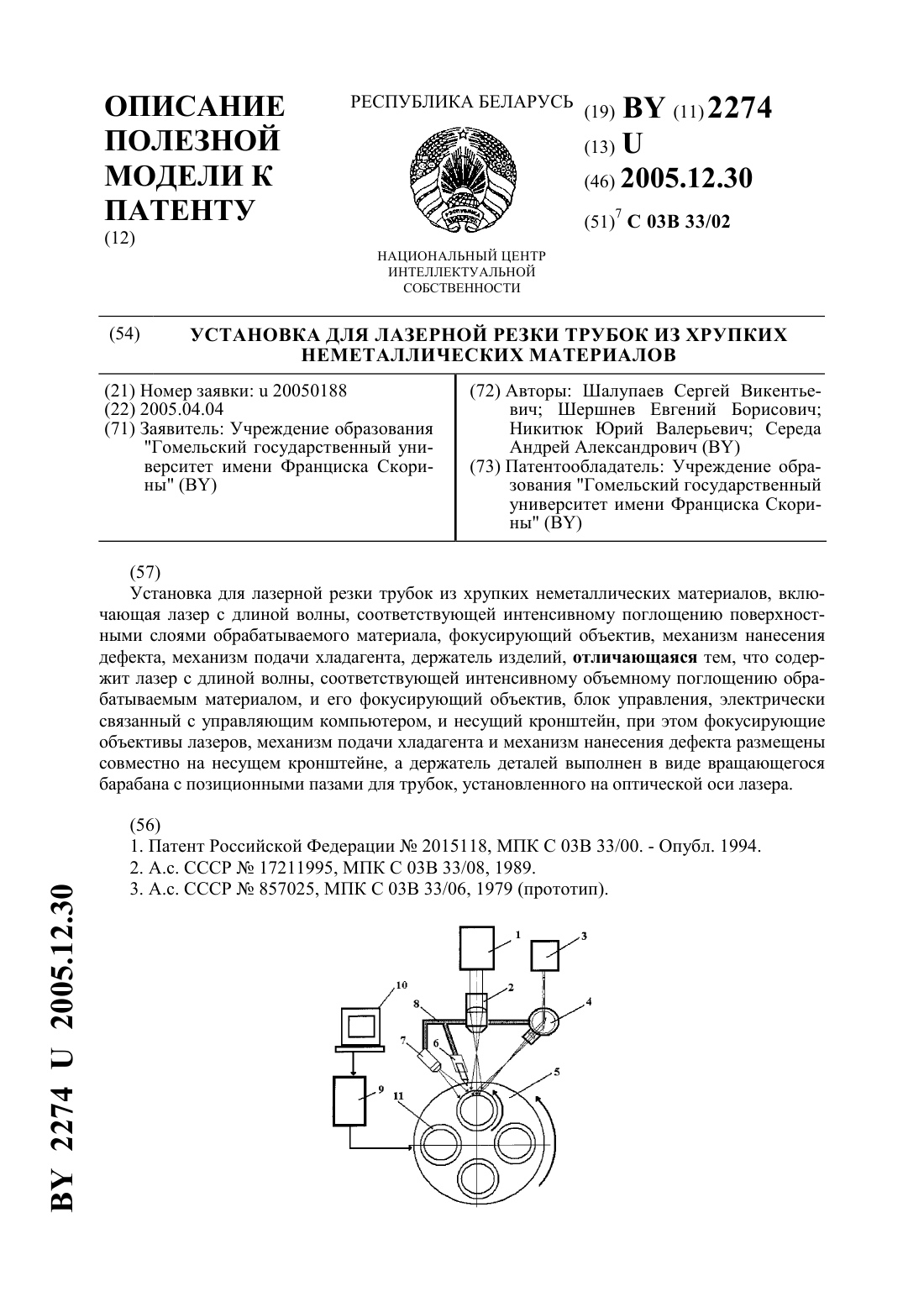
...электрически связанный с управляющим компьютером, несущий кронштейн, при этом фокусирующие объективы лазеров, механизм подачи хладагента и механизм нанесения дефекта размещены совместно на несущем кронштейне, а держатель деталей выполнен в виде вращающегося барабана с позиционными пазами для трубок, установленного на оптической оси лазера. Кроме того, механизм нанесения дефекта выполнен в виде алмазного или твердосплавного резца,...
Установка для лазерного термораскалывания хрупких неметаллических материалов
Номер патента: U 683
Опубликовано: 30.09.2002
Авторы: Шалупаев Сергей Викентьевич, Никитюк Юрий Валерьевич, Шершнев Евгений Борисович
МПК: C03B 33/02
Метки: неметаллических, хрупких, лазерного, материалов, установка, термораскалывания
Текст:
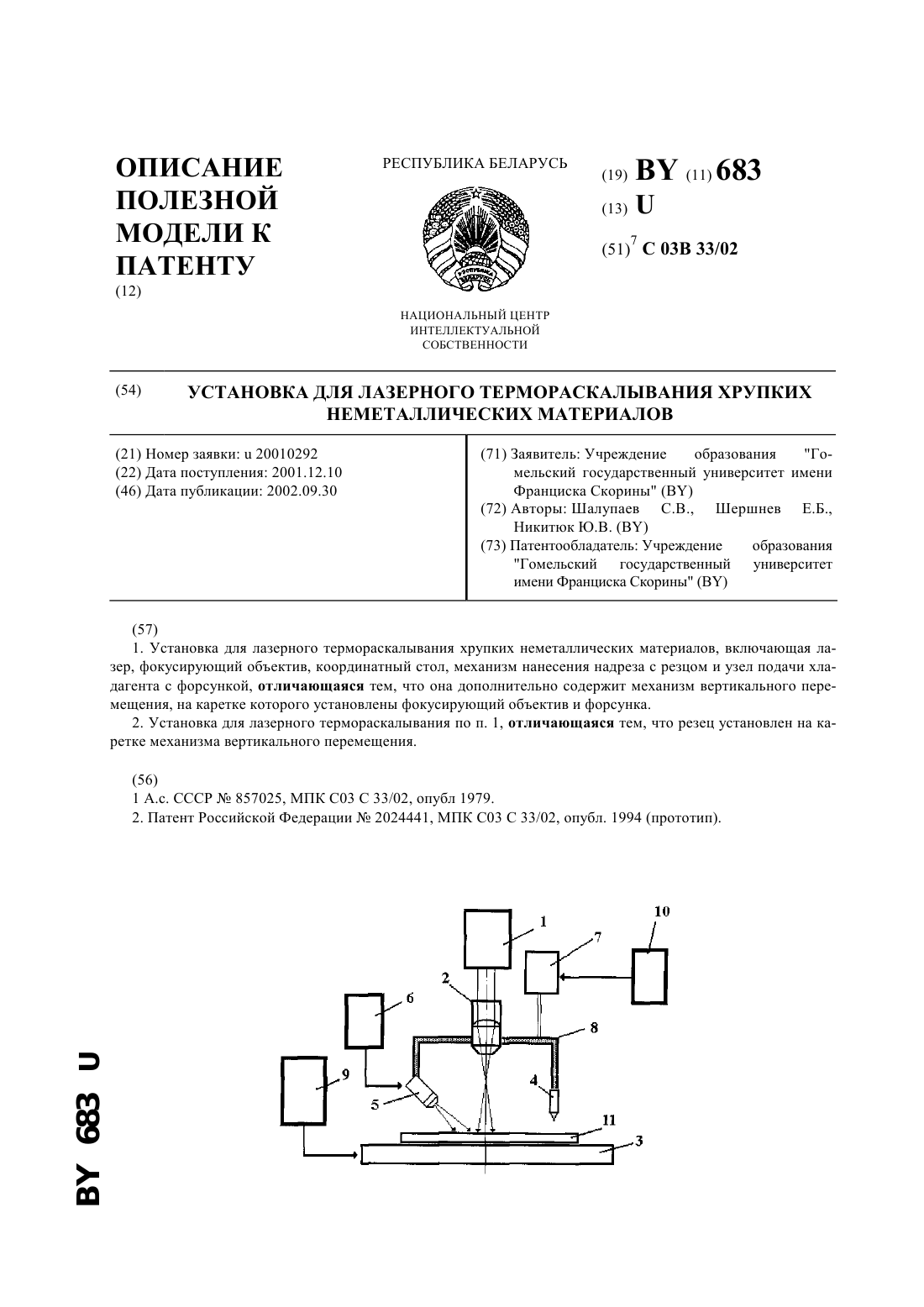
...фокусирующего объектива и форсунки обеспечивает возможность синхронного перемещения обоих в вертикальном положении, а в совокупности с координатным столом - по заданной криволинейной траектории, что обеспечивает поддержание оптимальной для обработки плотности мощности излучения. Расположение на каретке механизма вертикального перемещения резца позволяет упростить конструкцию механизма создания надреза за счет исключения узла по созданию...
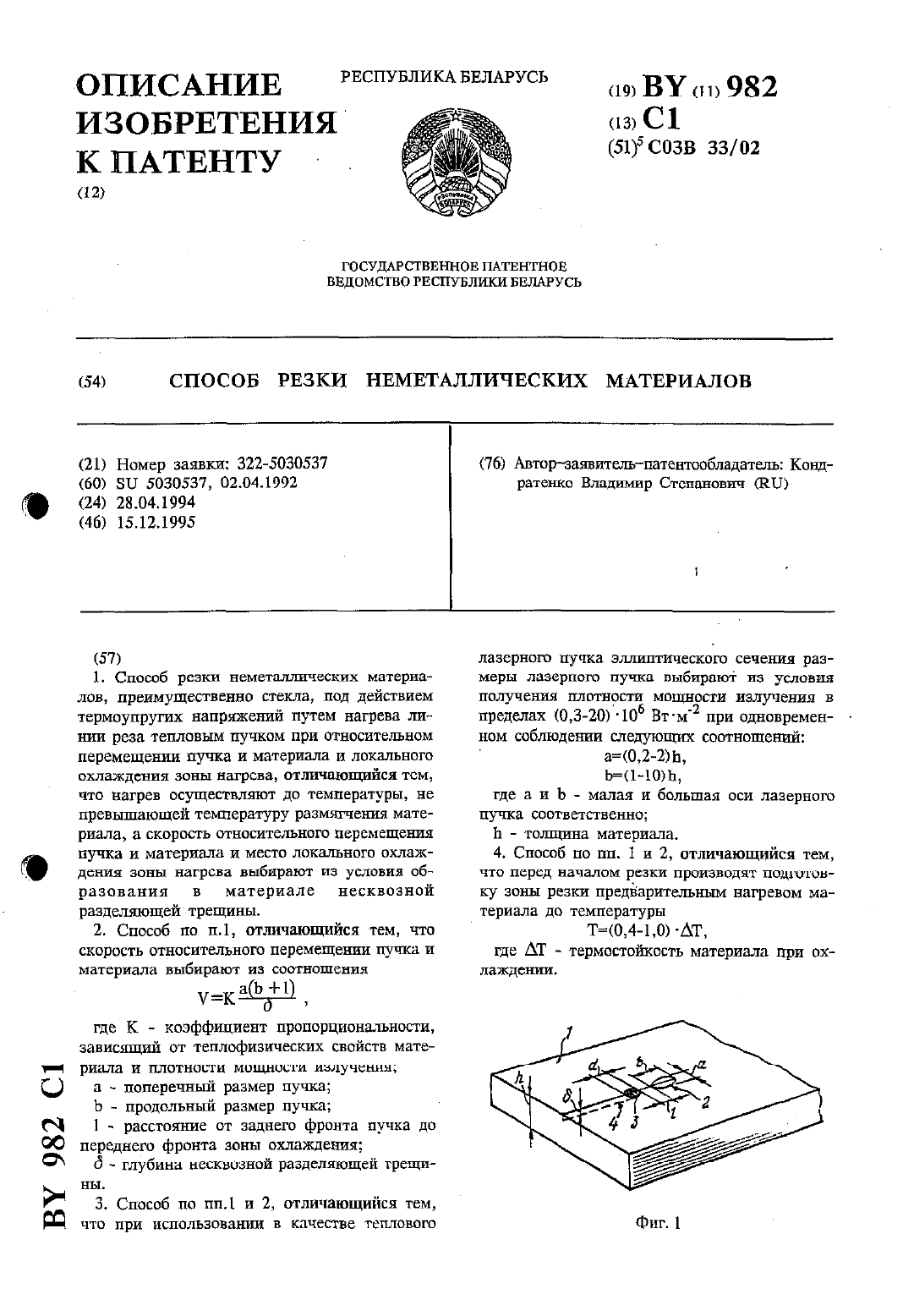
Способ резки неметаллических материалов
Номер патента: 982
Опубликовано: 15.12.1995
Автор: Кондратенко Владимир Степанович
МПК: C03B 33/02
Метки: неметаллических, материалов, резки, способ
Текст:
...уже действуют напряжения растяжения. Известно, что предел прочности стекла на растяжение гораздо ниже предела прочности на сжатие. Поэтому применение описанного способа резки стеклянных трубок позволяет значительно повысить производительностьтермораскалывания по сравнению с традиционным методом термораскалывания без применения локального охлаждения зоны нагрева.Однако этот способ резки стеклянных трубок малоэффективен для раскроя листовых...