Форма для производства многопустотных плит перекрытий
Номер патента: U 1379
Опубликовано: 30.06.2004
Авторы: Гринев Вадим Венедиктович, Котенков Илья Александрович, Гринев Венедикт Демьянович
Текст
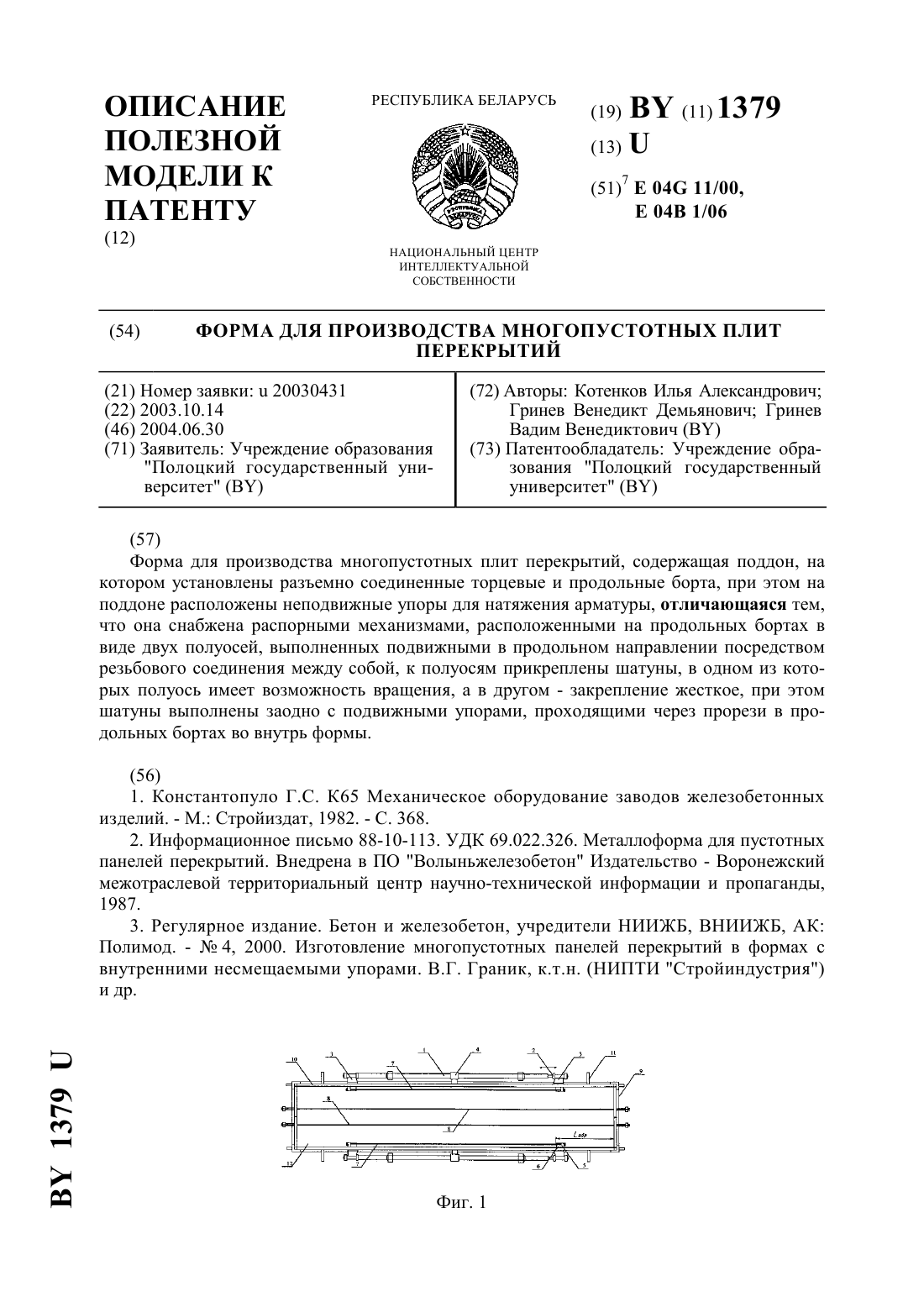
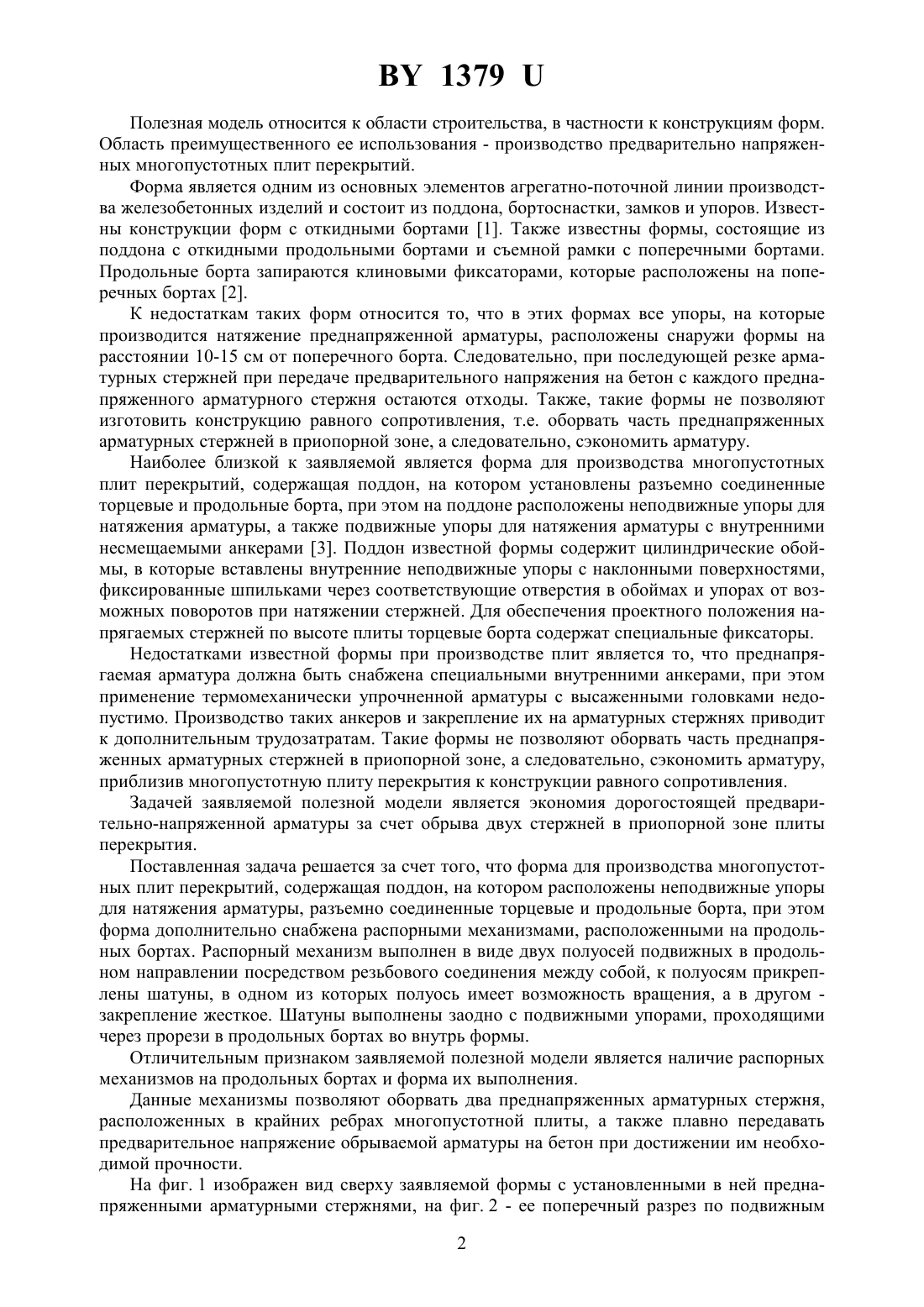
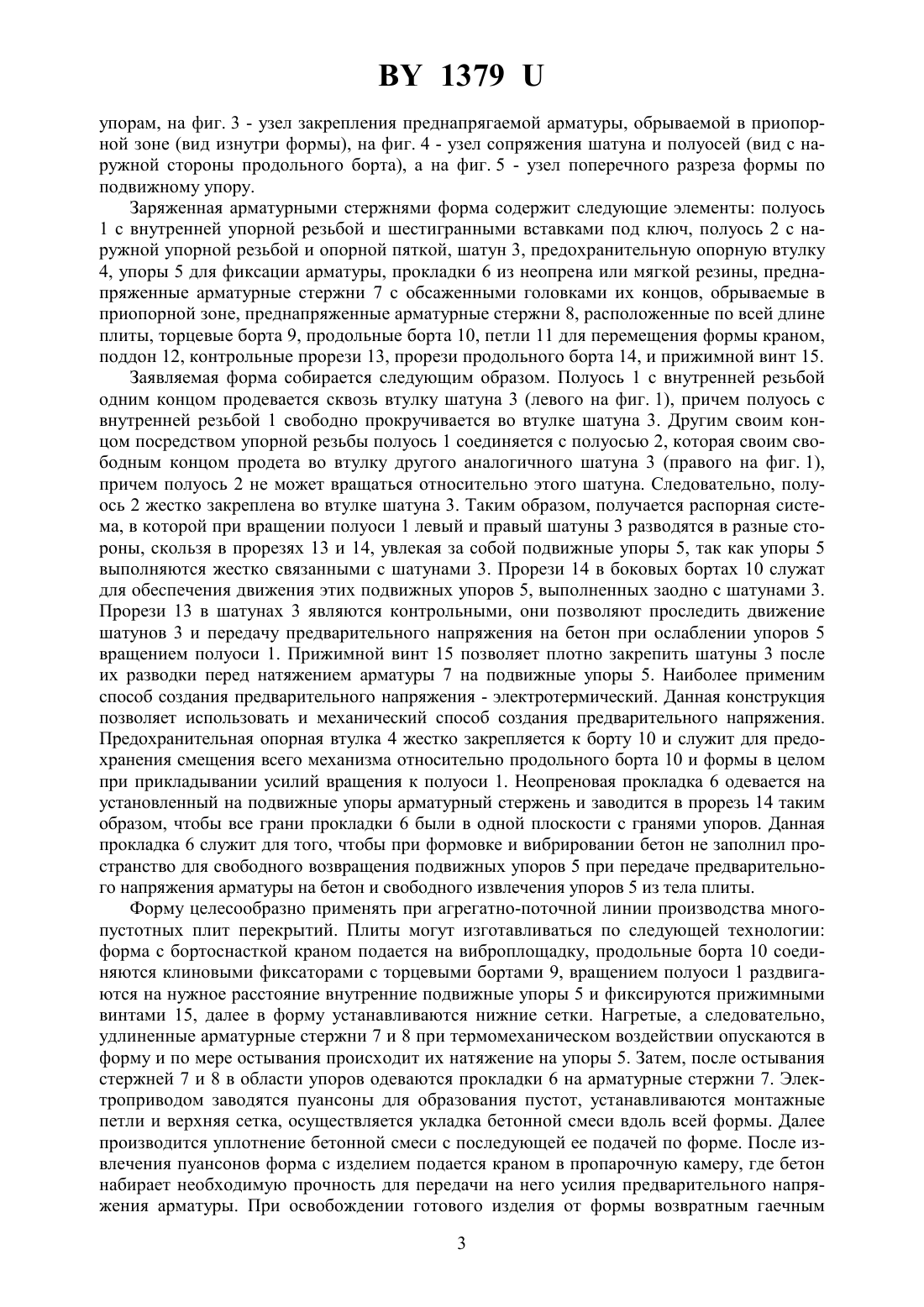
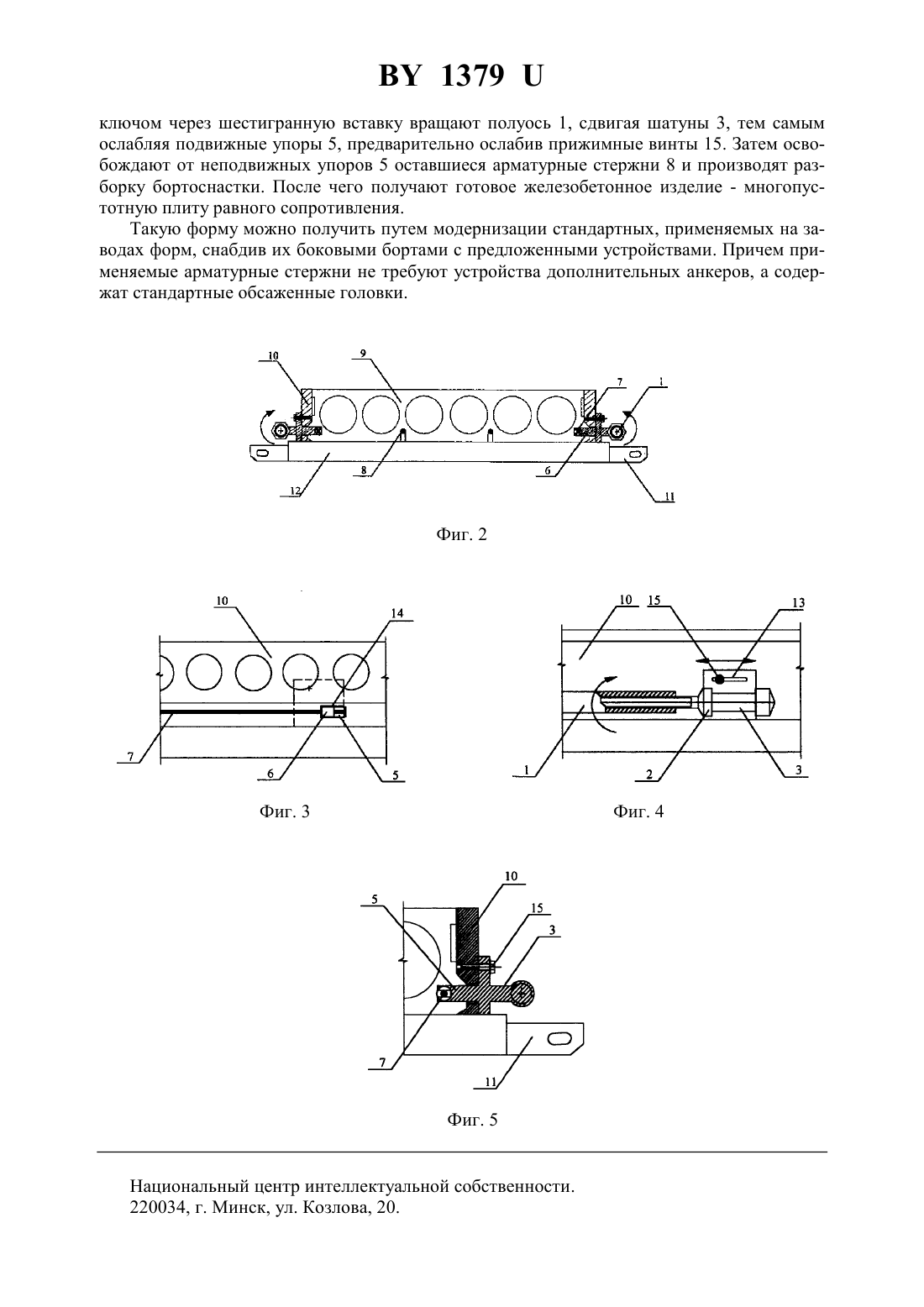
(51)04 11/00,04 1/06 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ФОРМА ДЛЯ ПРОИЗВОДСТВА МНОГОПУСТОТНЫХ ПЛИТ ПЕРЕКРЫТИЙ(71) Заявитель Учреждение образования Полоцкий государственный университет(72) Авторы Котенков Илья Александрович Гринев Венедикт Демьянович Гринев Вадим Венедиктович(73) Патентообладатель Учреждение образования Полоцкий государственный университет(57) Форма для производства многопустотных плит перекрытий, содержащая поддон, на котором установлены разъемно соединенные торцевые и продольные борта, при этом на поддоне расположены неподвижные упоры для натяжения арматуры, отличающаяся тем,что она снабжена распорными механизмами, расположенными на продольных бортах в виде двух полуосей, выполненных подвижными в продольном направлении посредством резьбового соединения между собой, к полуосям прикреплены шатуны, в одном из которых полуось имеет возможность вращения, а в другом - закрепление жесткое, при этом шатуны выполнены заодно с подвижными упорами, проходящими через прорези в продольных бортах во внутрь формы.(56) 1. Константопуло Г.С. К 65 Механическое оборудование заводов железобетонных изделий. - М. Стройиздат, 1982. - С. 368. 2. Информационное письмо 88-10-113. УДК 69.022.326. Металлоформа для пустотных панелей перекрытий. Внедрена в ПО Волыньжелезобетон Издательство - Воронежский межотраслевой территориальный центр научно-технической информации и пропаганды,1987. 3. Регулярное издание. Бетон и железобетон, учредители НИИЖБ, ВНИИЖБ, АК Полимод. -4, 2000. Изготовление многопустотных панелей перекрытий в формах с внутренними несмещаемыми упорами. В.Г. Граник, к.т.н. (НИПТИ Стройиндустрия) и др. 1379 Полезная модель относится к области строительства, в частности к конструкциям форм. Область преимущественного ее использования - производство предварительно напряженных многопустотных плит перекрытий. Форма является одним из основных элементов агрегатно-поточной линии производства железобетонных изделий и состоит из поддона, бортоснастки, замков и упоров. Известны конструкции форм с откидными бортами 1. Также известны формы, состоящие из поддона с откидными продольными бортами и съемной рамки с поперечными бортами. Продольные борта запираются клиновыми фиксаторами, которые расположены на поперечных бортах 2. К недостаткам таких форм относится то, что в этих формах все упоры, на которые производится натяжение преднапряженной арматуры, расположены снаружи формы на расстоянии 10-15 см от поперечного борта. Следовательно, при последующей резке арматурных стержней при передаче предварительного напряжения на бетон с каждого преднапряженного арматурного стержня остаются отходы. Также, такие формы не позволяют изготовить конструкцию равного сопротивления, т.е. оборвать часть преднапряженных арматурных стержней в приопорной зоне, а следовательно, сэкономить арматуру. Наиболее близкой к заявляемой является форма для производства многопустотных плит перекрытий, содержащая поддон, на котором установлены разъемно соединенные торцевые и продольные борта, при этом на поддоне расположены неподвижные упоры для натяжения арматуры, а также подвижные упоры для натяжения арматуры с внутренними несмещаемыми анкерами 3. Поддон известной формы содержит цилиндрические обоймы, в которые вставлены внутренние неподвижные упоры с наклонными поверхностями,фиксированные шпильками через соответствующие отверстия в обоймах и упорах от возможных поворотов при натяжении стержней. Для обеспечения проектного положения напрягаемых стержней по высоте плиты торцевые борта содержат специальные фиксаторы. Недостатками известной формы при производстве плит является то, что преднапрягаемая арматура должна быть снабжена специальными внутренними анкерами, при этом применение термомеханически упрочненной арматуры с высаженными головками недопустимо. Производство таких анкеров и закрепление их на арматурных стержнях приводит к дополнительным трудозатратам. Такие формы не позволяют оборвать часть преднапряженных арматурных стержней в приопорной зоне, а следовательно, сэкономить арматуру,приблизив многопустотную плиту перекрытия к конструкции равного сопротивления. Задачей заявляемой полезной модели является экономия дорогостоящей предварительно-напряженной арматуры за счет обрыва двух стержней в приопорной зоне плиты перекрытия. Поставленная задача решается за счет того, что форма для производства многопустотных плит перекрытий, содержащая поддон, на котором расположены неподвижные упоры для натяжения арматуры, разъемно соединенные торцевые и продольные борта, при этом форма дополнительно снабжена распорными механизмами, расположенными на продольных бортах. Распорный механизм выполнен в виде двух полуосей подвижных в продольном направлении посредством резьбового соединения между собой, к полуосям прикреплены шатуны, в одном из которых полуось имеет возможность вращения, а в другом закрепление жесткое. Шатуны выполнены заодно с подвижными упорами, проходящими через прорези в продольных бортах во внутрь формы. Отличительным признаком заявляемой полезной модели является наличие распорных механизмов на продольных бортах и форма их выполнения. Данные механизмы позволяют оборвать два преднапряженных арматурных стержня,расположенных в крайних ребрах многопустотной плиты, а также плавно передавать предварительное напряжение обрываемой арматуры на бетон при достижении им необходимой прочности. На фиг. 1 изображен вид сверху заявляемой формы с установленными в ней преднапряженными арматурными стержнями, на фиг. 2 - ее поперечный разрез по подвижным 2 1379 упорам, на фиг. 3 - узел закрепления преднапрягаемой арматуры, обрываемой в приопорной зоне (вид изнутри формы), на фиг. 4 - узел сопряжения шатуна и полуосей (вид с наружной стороны продольного борта), а на фиг. 5 - узел поперечного разреза формы по подвижному упору. Заряженная арматурными стержнями форма содержит следующие элементы полуось 1 с внутренней упорной резьбой и шестигранными вставками под ключ, полуось 2 с наружной упорной резьбой и опорной пяткой, шатун 3, предохранительную опорную втулку 4, упоры 5 для фиксации арматуры, прокладки 6 из неопрена или мягкой резины, преднапряженные арматурные стержни 7 с обсаженными головками их концов, обрываемые в приопорной зоне, преднапряженные арматурные стержни 8, расположенные по всей длине плиты, торцевые борта 9, продольные борта 10, петли 11 для перемещения формы краном,поддон 12, контрольные прорези 13, прорези продольного борта 14, и прижимной винт 15. Заявляемая форма собирается следующим образом. Полуось 1 с внутренней резьбой одним концом продевается сквозь втулку шатуна 3 (левого на фиг. 1), причем полуось с внутренней резьбой 1 свободно прокручивается во втулке шатуна 3. Другим своим концом посредством упорной резьбы полуось 1 соединяется с полуосью 2, которая своим свободным концом продета во втулку другого аналогичного шатуна 3 (правого на фиг. 1),причем полуось 2 не может вращаться относительно этого шатуна. Следовательно, полуось 2 жестко закреплена во втулке шатуна 3. Таким образом, получается распорная система, в которой при вращении полуоси 1 левый и правый шатуны 3 разводятся в разные стороны, скользя в прорезях 13 и 14, увлекая за собой подвижные упоры 5, так как упоры 5 выполняются жестко связанными с шатунами 3. Прорези 14 в боковых бортах 10 служат для обеспечения движения этих подвижных упоров 5, выполненных заодно с шатунами 3. Прорези 13 в шатунах 3 являются контрольными, они позволяют проследить движение шатунов 3 и передачу предварительного напряжения на бетон при ослаблении упоров 5 вращением полуоси 1. Прижимной винт 15 позволяет плотно закрепить шатуны 3 после их разводки перед натяжением арматуры 7 на подвижные упоры 5. Наиболее применим способ создания предварительного напряжения - электротермический. Данная конструкция позволяет использовать и механический способ создания предварительного напряжения. Предохранительная опорная втулка 4 жестко закрепляется к борту 10 и служит для предохранения смещения всего механизма относительно продольного борта 10 и формы в целом при прикладывании усилий вращения к полуоси 1. Неопреновая прокладка 6 одевается на установленный на подвижные упоры арматурный стержень и заводится в прорезь 14 таким образом, чтобы все грани прокладки 6 были в одной плоскости с гранями упоров. Данная прокладка 6 служит для того, чтобы при формовке и вибрировании бетон не заполнил пространство для свободного возвращения подвижных упоров 5 при передаче предварительного напряжения арматуры на бетон и свободного извлечения упоров 5 из тела плиты. Форму целесообразно применять при агрегатно-поточной линии производства многопустотных плит перекрытий. Плиты могут изготавливаться по следующей технологии форма с бортоснасткой краном подается на виброплощадку, продольные борта 10 соединяются клиновыми фиксаторами с торцевыми бортами 9, вращением полуоси 1 раздвигаются на нужное расстояние внутренние подвижные упоры 5 и фиксируются прижимными винтами 15, далее в форму устанавливаются нижние сетки. Нагретые, а следовательно,удлиненные арматурные стержни 7 и 8 при термомеханическом воздействии опускаются в форму и по мере остывания происходит их натяжение на упоры 5. Затем, после остывания стержней 7 и 8 в области упоров одеваются прокладки 6 на арматурные стержни 7. Электроприводом заводятся пуансоны для образования пустот, устанавливаются монтажные петли и верхняя сетка, осуществляется укладка бетонной смеси вдоль всей формы. Далее производится уплотнение бетонной смеси с последующей ее подачей по форме. После извлечения пуансонов форма с изделием подается краном в пропарочную камеру, где бетон набирает необходимую прочность для передачи на него усилия предварительного напряжения арматуры. При освобождении готового изделия от формы возвратным гаечным 3 1379 ключом через шестигранную вставку вращают полуось 1, сдвигая шатуны 3, тем самым ослабляя подвижные упоры 5, предварительно ослабив прижимные винты 15. Затем освобождают от неподвижных упоров 5 оставшиеся арматурные стержни 8 и производят разборку бортоснастки. После чего получают готовое железобетонное изделие - многопустотную плиту равного сопротивления. Такую форму можно получить путем модернизации стандартных, применяемых на заводах форм, снабдив их боковыми бортами с предложенными устройствами. Причем применяемые арматурные стержни не требуют устройства дополнительных анкеров, а содержат стандартные обсаженные головки. Фиг. 5 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: E04B 1/06, E04G 11/00
Метки: перекрытий, форма, многопустотных, плит, производства
Код ссылки
<a href="https://by.patents.su/4-u1379-forma-dlya-proizvodstva-mnogopustotnyh-plit-perekrytijj.html" rel="bookmark" title="База патентов Беларуси">Форма для производства многопустотных плит перекрытий</a>
Способ усиления сборных железобетонных многопустотных панелей перекрытия
Номер патента: 2165
Опубликовано: 30.06.1998
Авторы: Лелюго Геннадий Алексеевич, Лазовский Дмитрий Николаевич
МПК: E04G 23/02
Метки: сборных, панелей, способ, многопустотных, железобетонных, усиления, перекрытия
Текст:
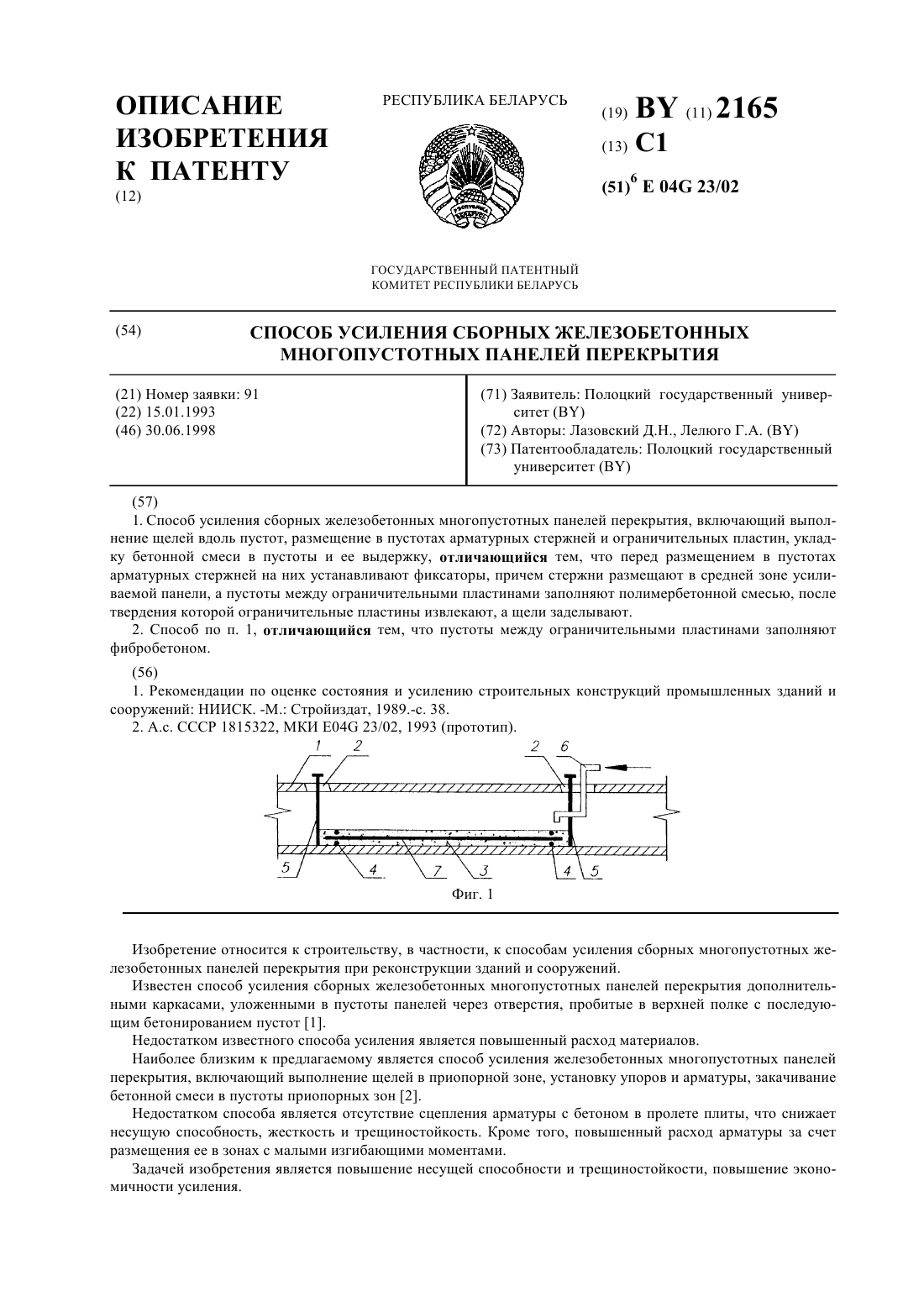
...за счет размещения ее в зонах с малыми изгибающими моментами. Задачей изобретения является повышение несущей способности и трещиностойкости, повышение экономичности усиления. 2165 1 Сущность изобретения заключается в том, что по концам зоны усиления сборной железобетонной панели выполняют щели, на арматурные стержни устанавливают фиксаторы, устанавливают в пустоты арматурные стержни, при этом стержни размещают в средней зоне усиливаемой...
Способ производства древесноволокнистых плит
Номер патента: 3404
Опубликовано: 30.06.2000
Авторы: Соловьева Тамара Владимировна, Кац Исаак Львович, Костюкович Петр Иванович, Кац Лев Исакович, Шкарубо Валентин Владимирович, Шкирандо Татьяна Павловна
МПК: B27N 3/04
Метки: плит, способ, производства, древесноволокнистых
Текст:
...плит, включающий пропарку и размол древесины в присутствии химического реагента, разбавление древесной массы и ее проклейку, отлив ковра и прессование плит, отличающийся тем. что на стадии получения волокнистой массы в качестве химического реагента используют карбамид при расходе 1-3 96 к массе абсолютно сухой древесины, а проклейку волокнистой массы осуществляют полиамгщной смолой марки Водамин-НЗ при расходе О 2-06 к массе абсолютно сухого...
Прессмасса для производства древесностружечных плит
Номер патента: 2886
Опубликовано: 30.06.1999
Авторы: Хатенко Александр Сергеевич, Гавриленко Олег Олегович, Островская Людмила Евгеньевна, Ксенофонтов Михаил Александрович
МПК: B27N 3/02
Метки: древесностружечных, производства, прессмасса, плит
Текст:
...плиты. Для решения поставленной задачи предложено использовать алюмофосфатную связку (АФС), а в качестве отвердителя азотсодержащее соединение. Состав прессмассы для изготовления ДСП по предлагаемому изобретению следующий,по массе вторичная древесина 60,0 - 80,0 алюмофосфатное связующее 15,0 - 30,0 отвердитель 3,0 - 10,0. В качестве азотсодержащего соединения могут быть использованы следующие вещества дициандиамид(ДЦДА), меламин,...
Способ замены перекрытий в кирпичном здании
Номер патента: 5667
Опубликовано: 30.12.2003
Авторы: Грибанов Виктор Андреевич, ЦЫГАНОК Александр Иванович
МПК: E04G 23/00
Метки: замены, перекрытий, способ, здании, кирпичном
Текст:
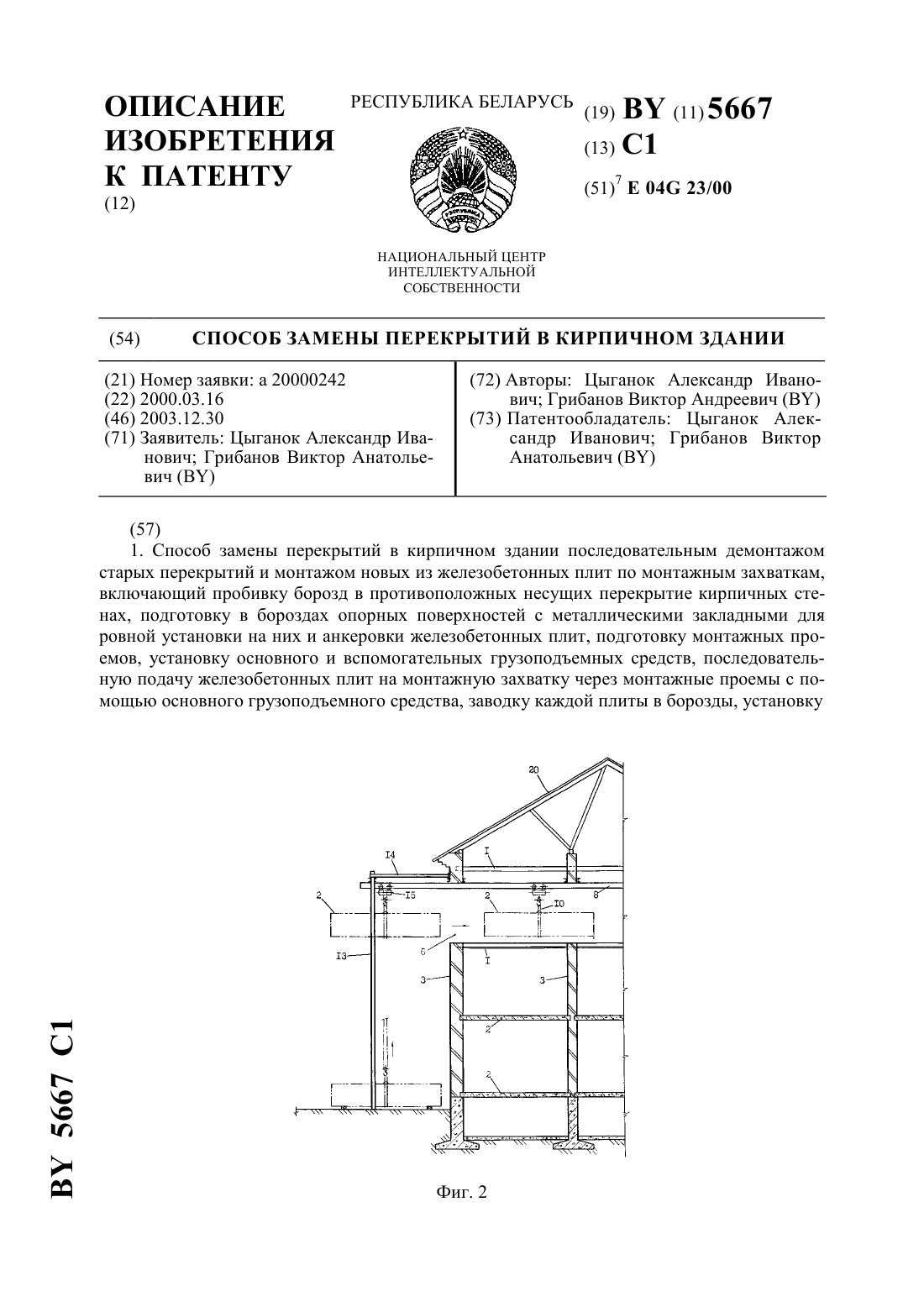
...плит и очередность их монтажа выбирают так, чтобы после надвижки каждой плиты в проектное положение она опиралась своими концами на металлические направляющие в бороздах, а выдвижные металлические опорные элементы оказывались полностью задвинутыми в плиту. В предложенном способе необходимость использования колодцевых монтажных захваток между наружными и внутренними несущими стенами здания на всю его высоту,включая и крышу, отпадает. Вместо...
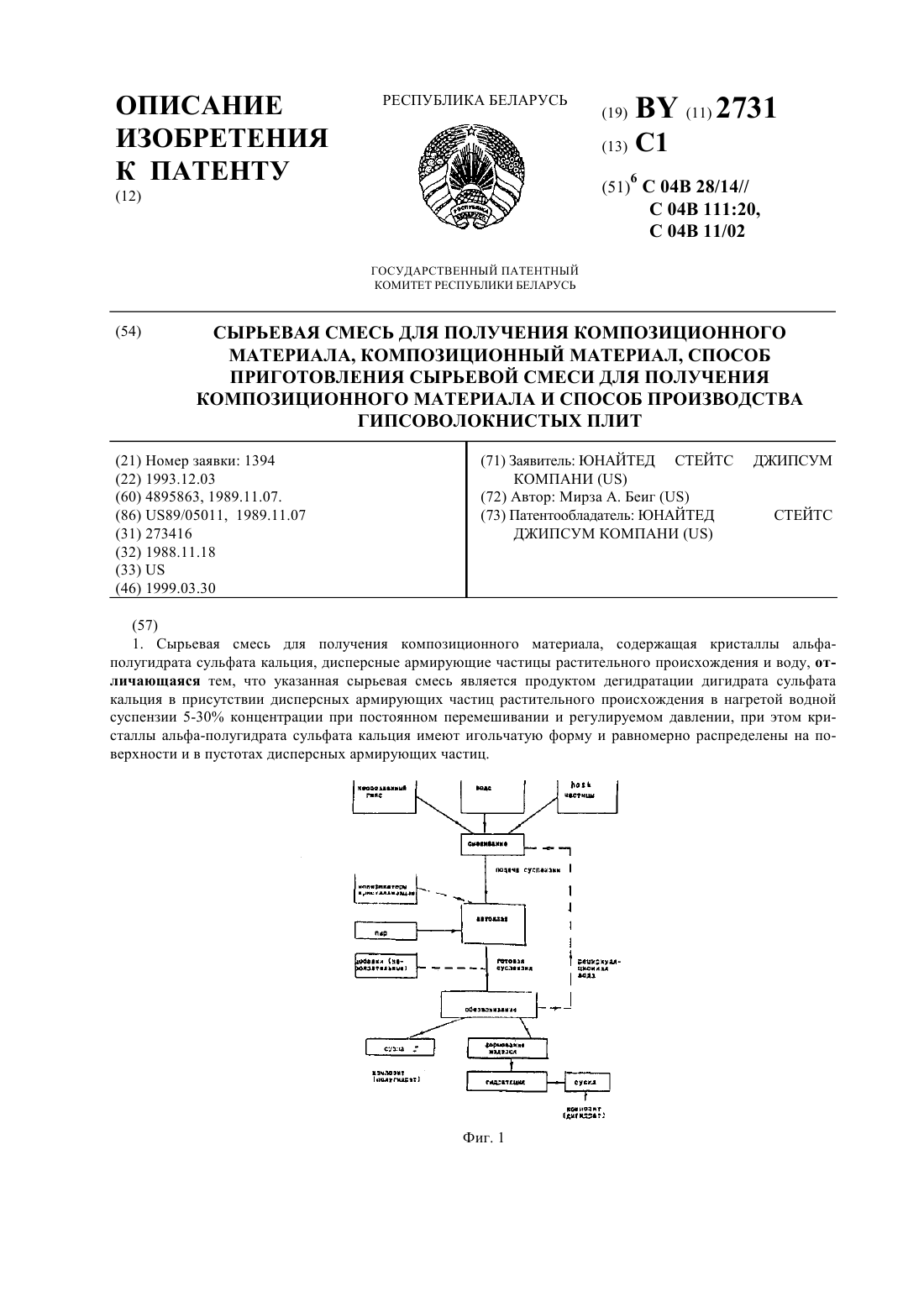
Сырьевая смесь для получения композиционного материала, композиционный материал, способ приготовления сырьевой смеси для получения композиционного материала и способ производства гипсоволокнистых плит
Номер патента: 2731
Опубликовано: 30.03.1999
Автор: Мирза А. БЕИГ
МПК: C04B 28/14, C04B 11/02
Метки: смеси, смесь, способ, сырьевая, получения, композиционный, композиционного, материал, сырьевой, приготовления, гипсоволокнистых, производства, плит, материала
Текст:
...70-90 воды по массе. Суспензию получают в сосуде высокого давления при температуре, достаточной для того, чтобы гипс превратился в полугидрат сульфата кальция. Желательно непрерывно медленно перемешивать суспензию, чтобы разбивать кусочки волокна и поддерживать эти частицы во взвешенном состоянии. После того, как полугидрат осядет из раствора и рекристаллизуется жидкую массу еще горячей выгружают из автоклава, постепенно обезвоживая,...
Предыдущий патент: Комбинированная молотилка-сепаратор льновороха
Следующий патент: Устройство ударно-тяговое
Случайный патент: Воздухораспределитель тормоза железнодорожного транспортного средства