Способ производства древесноволокнистых плит
Номер патента: 3404
Опубликовано: 30.06.2000
Авторы: Шкарубо Валентин Владимирович, Шкирандо Татьяна Павловна, Кац Исаак Львович, Костюкович Петр Иванович, Соловьева Тамара Владимировна, Кац Лев Исакович
Текст
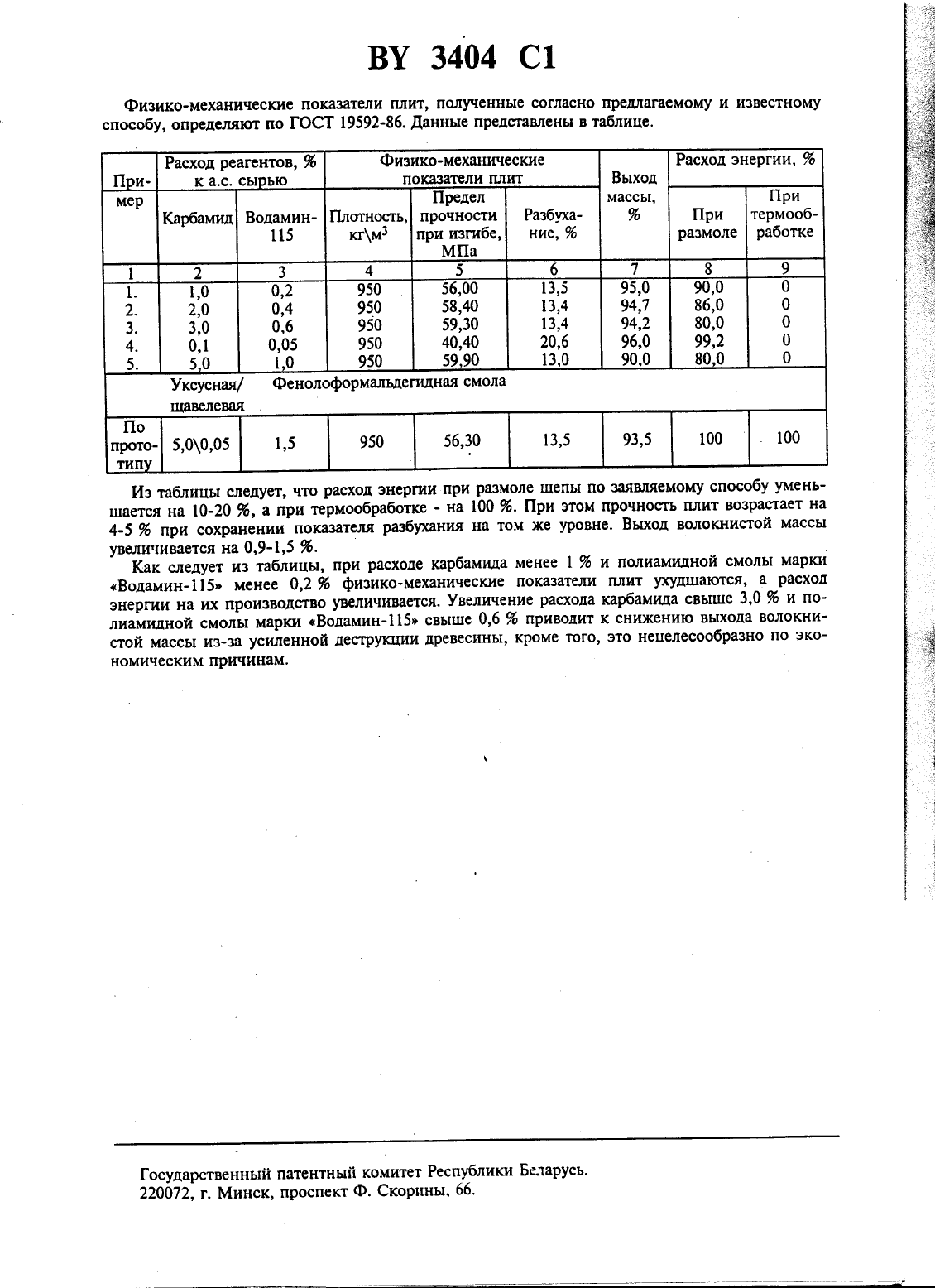
/ ОПИСАНИЕ РЕСПУБЛ БЕЛАРУСЬ (19) ВУ (п) 3404 ИЗОБРЕТЕНИЯ з, (31 к ПАТЕНТУ 516 в 271 ч 3/04ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТГ РЕСПУБЛИКИ БЕЛАРУСЬ(54) СПОСОБ ПРОИЗВОДСТВА ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ(71) Заявители Белорусский государственный технологический университет, Производственное объединение Борисов древ (В)(73) Патентообладатели Белорусский государственный технологический университет,Производственное объединение Борисов древ (ВУ)Способ производства древесноволокнистьтх плит, включающий получение древесной массы путем пропарки и размола древесины в присутствии химического реагента, разбавление древесной массы и ее прокпейку, отлив ковра и прессование плит, отлшчаюцл-тйся тем, что в качестве химического реагента на стадии получения волокнистой массы используют карбамид при расходе 1 - 3 к массе абсолютно сухой древесины, а проклейку волокнистой массы осуществляют полиамидной смолой марки Водамин-НБ при расходе 0,2 - 0,6 к массе абсолютно сухого волокна.8. Горский Г.М. Тексты лекций по разделу Особенности технологии картона из различныхвидов растительного сырья курса Технология Целлюлозно-бумажного производства. - Мн. БТИ им. С.М. Кирова, 1984. - С. 35-37.т-Ч Изобретение относится к производству древесноволохснистых плит и может быть применено о в деревообрабатывающей промыпшенности. Известен способ производства древесноволокнисгьтх плит (ДВП), состоящий из пропарки и размола Щепы, проклейки древесноволокнистой массы, отлива ковра, горячего прессования и 3 термообработки 1. ч- Недостатком способа являются невысокие физико-механические показатели древесново(О локнистых плит, большой расход энергии на получение волокнистой массы и наличие стадии термообработки. Известны способы производства ДВП, в которых для повышения физико-втеханическттх пощ казателсй плит размол щепы на волокна происходит в присутствии реагентов как кислого такНедостатком указанных способов является снижение выхода волокнистой массы и загрязнение сточных вод продуктами деструкции древесины.Наиболее близким к предлагаемому изобретению по технической сущности и досгигаемому результату является способ изготовления древесноволокнистых плит, включающий смешивание в пропарочной камере дефибратора древесины с уксусной и щавелевой кислотами в количестве 0,05-5,0 и 0,005-0,3 96 к массе абсолюте сухой древесины, пропарку и размол древесины, разбавление волокнистой массы водой, проклейку волокнистой массы фенолоформальдетдной смолой и парафиновой эмульсией при расходе 1,5 95 и 1,2 96 к массе абсолютно сухого волокна соответственно, отлив волокнистого ковра, горячее прессование при 195 С,максимальном удельном давлении 5,5 МПа и продолжительности 7 минут, термообработку при 160 С в течение трех часов б.Недостатком данного способа является сравнительно большой расход электрической и тепловой энергии на стадиях получения волокнистой массы и термообработки.Задачей предлагаемого изобретения является снижение расхода энергии на стадии получения волокнистой массы и исключение из технологического процесса стадии термообработки при сохранении физико-механических показателей плит на прежнем уровне.Для решения поставленной задачи предлагается способ производства древесноволокнистых плит, включающий пропарку и размол древесины в присутствии химического реагента, разбавление древесной массы и ее проклейку, отлив ковра и прессование плит, отличающийся тем. что на стадии получения волокнистой массы в качестве химического реагента используют карбамид при расходе 1-3 96 к массе абсолютно сухой древесины, а проклейку волокнистой массы осуществляют полиамгщной смолой марки Водамин-НЗ при расходе О 2-06 к массе абсолютно сухого волокна.Карбамид, выпускаемый по ГОСТ 6995-77, является амидом уксусной кислоты. Он широко используется в качестве минеральных удобрений, а также синтезе карбамидоформальдегидных смол 7.Водамин-115 представляет собой полиамидную модифицированную эпихлортъшрином смолу, выпускаемую по ТУ 6-10-21-89, которая используется в качестве добавки, увеличивающей прочность бумаги во влажном состоянии 8.Из литературных источников неизвестно использование карбамида и водамина-115 при производстве древесноволокнистьос плит.В пропарочную камеру дефибратора, входящего в состав полупромышленной установки фирмы Цекоп, загружают 580 г древесной щепы влажностью 40 . Затем вводят в пропарочнуюкамеру 4,14 г карбамида в виде 20 9 б-ного водного раствора, что соответствует расходу 1 к массе абсолютно сухой древесины. Пропарку проводят при 180 С и давлении 1,2 МПа в течение 3 минут, затем размалывают щепу в течение 2-х минут при тех же условиях. Полученную волокнистую массу разбавляют горячей водой с температурой 55 С до концентрации 2 96 и размалывают на рафинаторе до степени помола 24 ДС. Затем вводят в массу 0,2 полиамидной смолы марки Водамин-115 в виде 14 -ного водного раствора и 0,8 парафиновой эмульсии (к массе абсолютно сухого волокна). Производят отлив древесноволокнистого ковра и осуществляют горячее прессование при температуре 195 С, удельном давлении 5,5 МПа в течение 7 минут. Термообработку отпрессованньш плит не производят.Аналогичен примеру 1, при этом расход карбамида составляет 2,0 96 к массе абсолютно сухой древесины. а полиамидной смолы марки Водамин-НЗ - 0,4 96 к массе абсолютно сухого волокна.Аналогичен примеру 1, при этом расход карбашша составляет 3,0 к массе абсолютно сухой древесины, а водампна-115 - 0,6 к массе абсолютно сухого волокна.Аналогичен примеру 1, при этом расход карбамида составляет 0,1 к массе абсолютно сухой древесины, а полиамидной смолы марки Водамин-НЗ - 0,05 к массе абсолютно сухого волокна.Аналогичен примеру 1. при этом расход карбамида составляет 5,0 96 к массе абсолютно сухой древесины. а полиамидной смолы марки Водщтин-НЗ 1,0 к массе абсолютно сухого ВОЛОКНЦ.физико-механические показатели плит, полученные согласно предлагаемому и известному способу, определяют по ГОСТ 19592-86. Данные представлены в таблице.Предел . при Рочности термообПРИ Зшбс. работкеУксусная/ Фенолоформальдегидная смола щавелевая .Из таблицы следует, что расход энергии при размоле щепы по заявляемому способу уменьшается на 10-20 , а при термообработке - на 100 . При этом прочность плит возрастает на 4-5 при сохранении показателя разбухания на том же уровне. Выход волокнистой массыувеличивается на 0,91,5 96. Как следует из таблицы, при расходе карбамида менее 1 и полиамидной смолы маркиВодамин-115 менее 0,2 96 физико-механические показатели плит ухудшаются, а расход энергии на их производство увеличивается. Увеличение расхода карбамида свыше 3,0 и полиамидной смолы марки Водамин-ПЗ свыше 0,6 96 приводит к снижению выхода волокнистой массы из-за усиленной деструкции древесины, кроме того, это нецелесообразно по экономическим причинам.Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорпны. 66.
МПК / Метки
МПК: B27N 3/04
Метки: производства, древесноволокнистых, плит, способ
Код ссылки
<a href="https://by.patents.su/3-3404-sposob-proizvodstva-drevesnovoloknistyh-plit.html" rel="bookmark" title="База патентов Беларуси">Способ производства древесноволокнистых плит</a>
Прессмасса для производства древесностружечных плит
Номер патента: 2886
Опубликовано: 30.06.1999
Авторы: Ксенофонтов Михаил Александрович, Гавриленко Олег Олегович, Островская Людмила Евгеньевна, Хатенко Александр Сергеевич
МПК: B27N 3/02
Метки: производства, древесностружечных, плит, прессмасса
Текст:
...плиты. Для решения поставленной задачи предложено использовать алюмофосфатную связку (АФС), а в качестве отвердителя азотсодержащее соединение. Состав прессмассы для изготовления ДСП по предлагаемому изобретению следующий,по массе вторичная древесина 60,0 - 80,0 алюмофосфатное связующее 15,0 - 30,0 отвердитель 3,0 - 10,0. В качестве азотсодержащего соединения могут быть использованы следующие вещества дициандиамид(ДЦДА), меламин,...
Способ изготовления малотоксичных древесностружечных плит
Номер патента: 63
Опубликовано: 30.09.1994
Авторы: Соловьева Т. В., Верига С. В., Снопков В. Б., Максименко В. В., Хоровьева Л. И., Янушко Е. В., Богуш В. Д., Хмызов И. А., Гловацкий Г. Г.
МПК: B27N 3/02
Метки: малотоксичных, древесностружечных, плит, изготовления, способ
Текст:
...полученного смешиванием 16.5 г водного раствора хлористогоаммония концентрацией 20 33 г парафи новой эмульсии. 329 г карбамидоформальдегидной смолы концентрацией 65 и 21.4древесно-клеевую композицию тщательно перемешивают. Далее формируют ковер ипрессуют ДСП по режимшуказанному в примере 1Физике-механические показатели дре весностружечных плит определялись по ГОСТ 10634-78. 10635-78. содержание сво бодно формальдегида пооГОСТ-276 Т...
Способ изготовления древесностружечных плит
Номер патента: 2712
Опубликовано: 30.03.1999
Авторы: Жарская Тамара Александровна, САЦУРА Андрей Валентинович, Сацура Валентин Михайлович, МАНДРИКОВА Александра Ивановна
Метки: древесностружечных, изготовления, способ, плит
Текст:
...ковра и его горячего прессования, при следующем соотношении ингредиентов, мас.ч. измельченная древесина-10-40. Сущностью заявляемого способа изготовления древесностружечных плит является введение новых отличительных признаков в новой совокупности для достижения поставленной цели, в частности использование нового многокомпонентного связующего. Отличительной особенностью способа является использование в составе связующего в качестве...
Сырьевая смесь для получения композиционного материала, композиционный материал, способ приготовления сырьевой смеси для получения композиционного материала и способ производства гипсоволокнистых плит
Номер патента: 2731
Опубликовано: 30.03.1999
Автор: Мирза А. БЕИГ
МПК: C04B 11/02, C04B 28/14
Метки: сырьевой, материал, смеси, смесь, приготовления, композиционного, производства, композиционный, плит, материала, гипсоволокнистых, получения, сырьевая, способ
Текст:
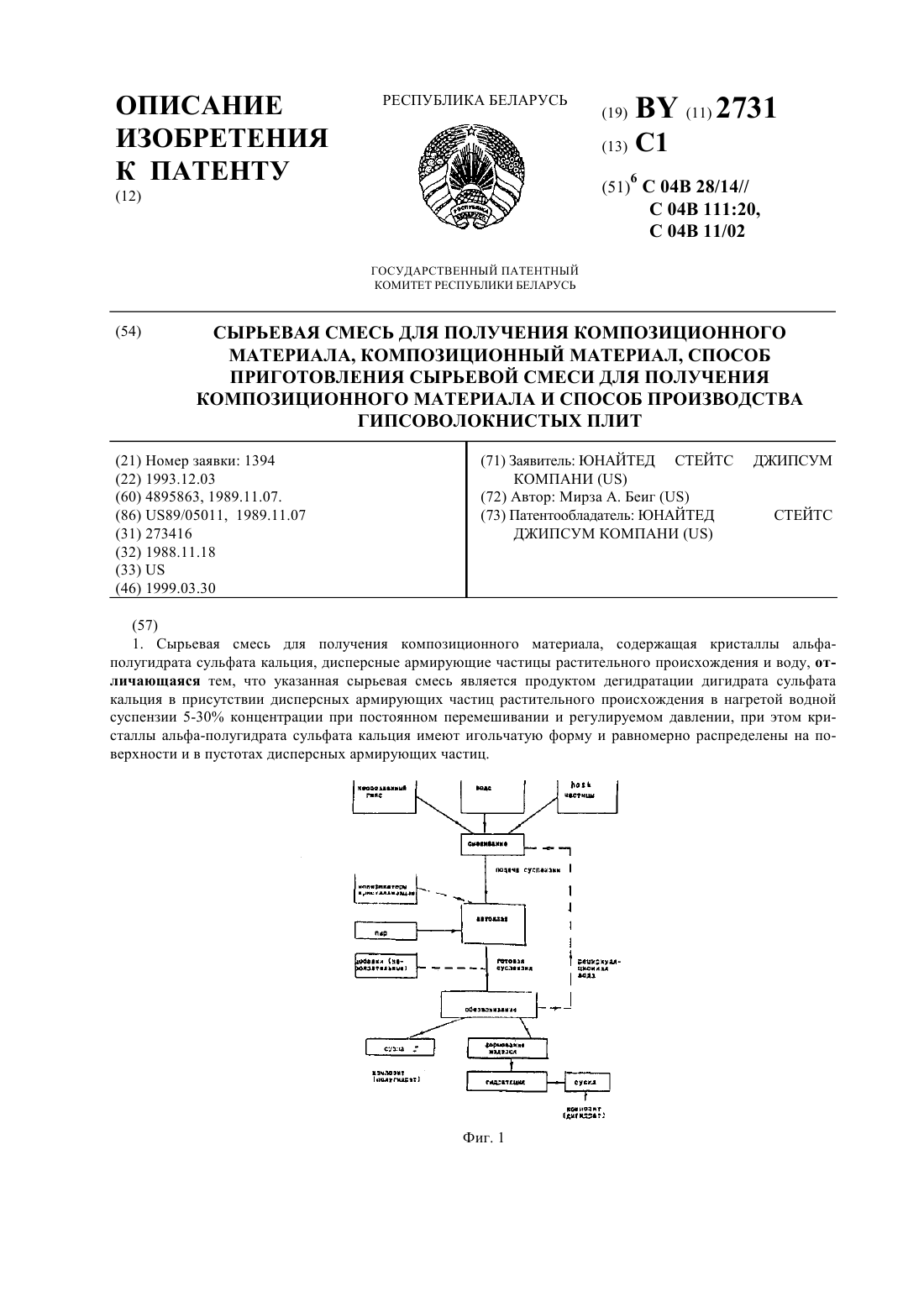
...70-90 воды по массе. Суспензию получают в сосуде высокого давления при температуре, достаточной для того, чтобы гипс превратился в полугидрат сульфата кальция. Желательно непрерывно медленно перемешивать суспензию, чтобы разбивать кусочки волокна и поддерживать эти частицы во взвешенном состоянии. После того, как полугидрат осядет из раствора и рекристаллизуется жидкую массу еще горячей выгружают из автоклава, постепенно обезвоживая,...
Способ изготовления древесностружечных плит
Номер патента: 2711
Опубликовано: 30.03.1999
Авторы: Сацура Валентин Михайлович, Жарская Тамара Александровна, САЦУРА Андрей Валентинович, МАНДРИКОВА Александра Ивановна
Метки: древесностружечных, изготовления, способ, плит
Текст:
...пенополиуретановое связующее 10-40. Сущностью заявляемого способа изготовления древесностружечных плит является введение новых отличительных признаков в новой совокупности для достижения поставленной цели, в частности использование нового многокомпонентного связующего. Отличительной особенностью способа является использование в составе связующего в качестве катализатора отверждения о-аминокапроновой кислоты, а также смеси простых полиэфиров -...