Способ восстановления изношенной поверхности изделий
Номер патента: 804
Опубликовано: 15.08.1995
Авторы: Ласковнев Александр Петрович, Волочко Александр Тихонович, Равин Аркадий Наумович
Текст
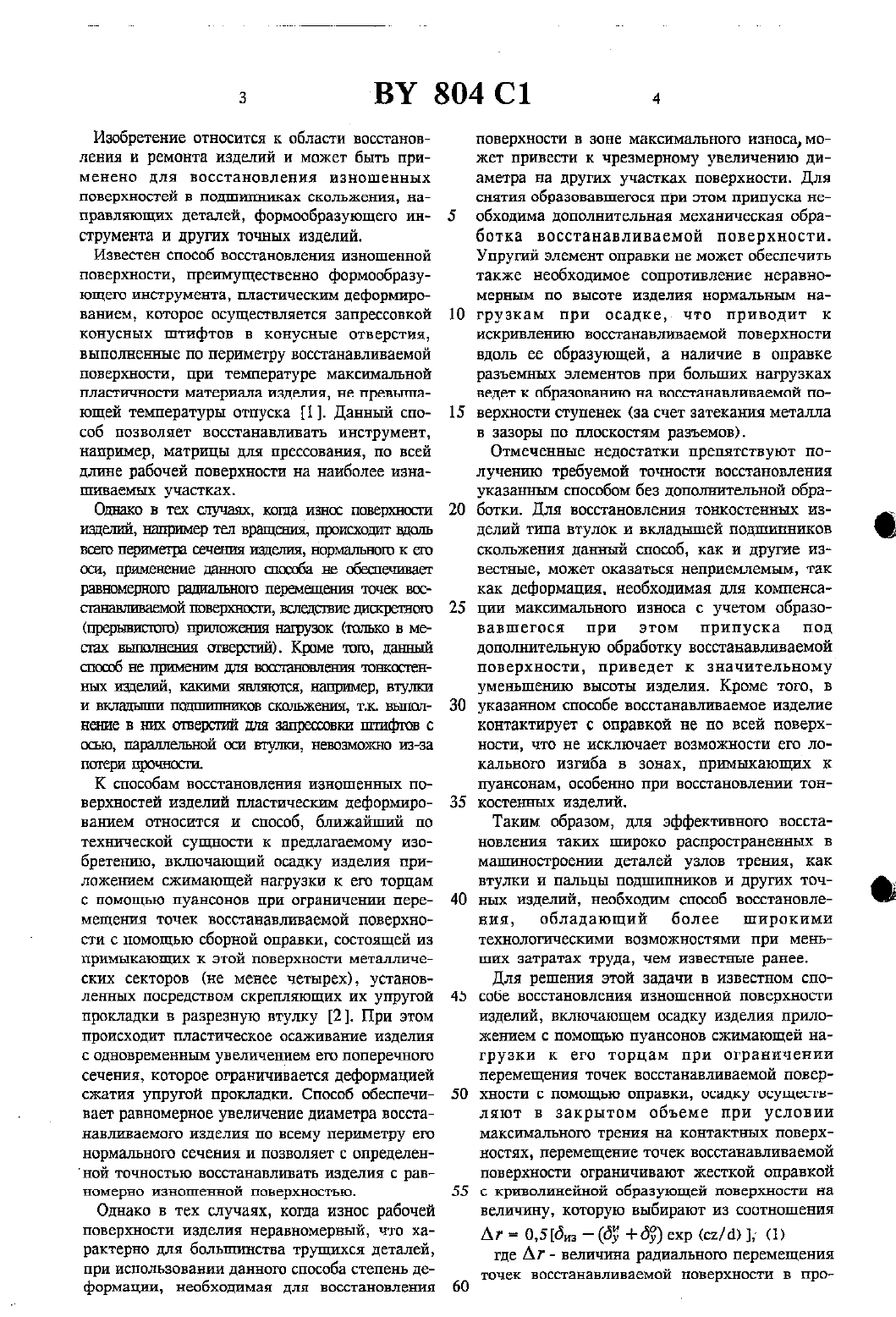
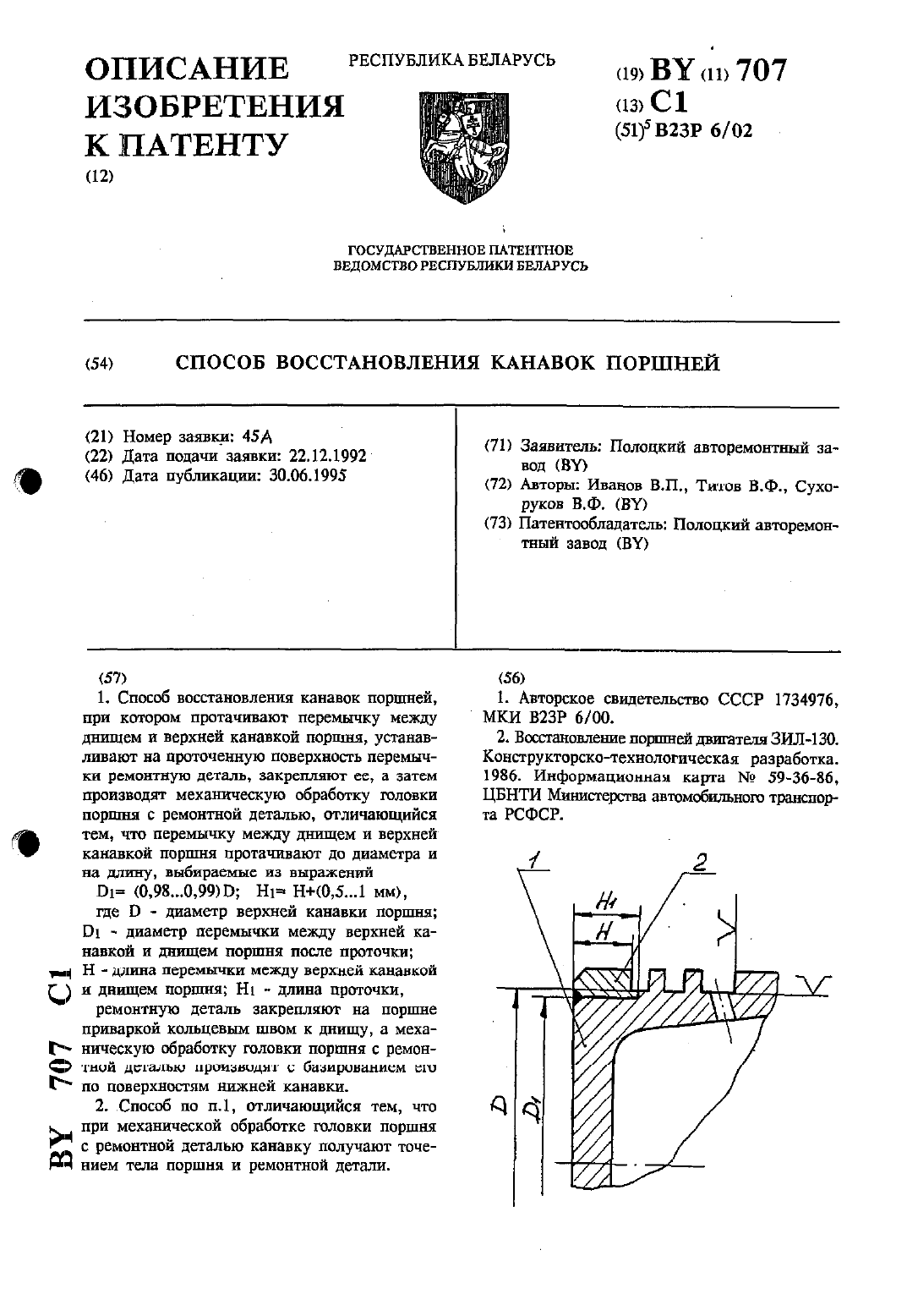
(12) ГОСУДАРСТВЕННОЕ ПАТЕНТНОЕ ВЕДОМСТВО РЕСПУБЛИКИ БЕЛАРУСЬ 54 сносов ВОССТАНОВЛЕНИЯ изношенной ПОВЕРХНОСТИ ИЗДЕЛИЙ(57) Способ восстановления изношенной поверхности изделий, преимущественно тел вра щения, включающий осадку изделия приложением с помощью пуансонов сжимающей нагрузки к его торцам при ограничеНИИ ПСРСМСЩСГПЛЯ ТОЧЕК ВОССТННЗВЛИВЗСМОЙ поверхности с помощью оправки, отличающийся тем, что осадку осуществляют в закрытом объеме при условии максимального трения на контактных поверхностях, перемещение точек восстанавливаемой поверхности ограничивают жесткой оправкой с криволинейной образующей поверхности на величину, которую выбирают из соотношенияАг о 5 д 3 -(д д 5)ехр(са/с 1 1, где А - величина радиального перемещения точек восстанавливаемой поверхности в произвольном по высоте 2 нормальном к оси се ЧСНИИ ИЗДЕЛИЯ2 - ВЫСОТЗ, ОТСЧИТЫБНЕМВЯ ВДОЛЬ ОСИ ИЗДЕЛИЯ ОТ ЕГО СРЕДНЕГО НОРМЗЛЬНОГО СЕЧЕНИЯдуш - МБКСИМНЛЬННЯ ВВЛИЧИНН ИЗНОСЗ ВОССТН навливаемой поверхностид, З- величины упругой деформации издеЛИЯ И Оправки СООТТСТВННО при осадке В среднем нормальном сечении (2 0)(73) Патентообладатели Равин Аркадий Наумович, Ласковнев Александр Петрович, Волочко Александр Тихонович (ВУ)с - коэффициент, учитывающий соотношение упругих свойств материала изделия и опранкис 1 - усредненный диаметр восстанавливаемой поверхности изделия, а затем калибруют восстанавливаемую поверхность путем выпрессовки оправки.Изобретение относится к области восстановления и ремонта изделий и может быть применено для восстановления изношенных ПОВЕРХНОСТЕЙ В ПОДШИТШШСЗХ СКОЛЬЖСНИЯ, направляющих деталей, формообразующего инструмента и ДРУГИХ точных изделий.Известен способ восстановления изношенной поверхности, преимущественно формообразующего инструмента, пластическим деформированием, которое осуществляется запрессовкой конусных штифтов в конусные отверстия,выполненные по периметру восстанавливаемой поверхности, при температуре максимальной ПЛНСТИЧНОГИ МЗТВРИЕЦХЭ. ИЗДЕЛИЯ, НЕ ПРЕВЫШЕющей температуры отпуска 1. Данный способ позволяет восстанавливать инструмент,например, матрицы для прессования, по всей длине рабочей поверхности на наиболее изнашиваемых участках.Однако в тек сдтуггашк, когда износ поверхноспг изделий, например тел вращения, происходит вдоль всего периметра сечения изделия, нормального к его оси, применение данного способа не обеспечивает равномерного радиального перекиелцения точек восстанавливаемой поверхности, вследствие дискретного(прерывистого) приложения нагрузок (только в местах вьпюггнения отверстий). Кроме тою, данный способ не применим для восхлановления тонкостенных изделий, какими являются, например, втушси и вклальшш подшипников скольжения, т.к. вьшолнегшевшшотверсгтхйшшзапретвкишшфговс осью, параллельной оси втушси, невозможно газ-за потери прочностиК способам восстановления изношенных поверхностей изделий пластическим деформировагпигем относится и способ, ближайший по технической сущности к предлагаемому изобретению, включающий осадку изделия приложением сжимающей нагрузки к его торцам с помощью пуансонов при ограничении перемещения точек восстанавливаемой поверхности с помощью сборной оправки, состоящей из примыкающих к этой поверхности металлических секторов (не менее четырех), установленных посредством скрепляющих их упругой прокладки в разрезную втулку 2. При этом происходит пластическое осаживание изделия с одновременным увеличением его поперечного сечения, которое ограничивается деформацией сжатия упругой прокладки. Способ обеспечивает равномерное увеличение диаметра восстанавливаемого изделия по всему периметру его нормального сечения и позволяет с определен НОЙ ТОЧНОСТЬЮ восстанавливать ИЗДСЛИЯ С рав номерно изношенной поверхностью.Однако в тех случаях, когда износ рабочей поверхности изделия неравномерный, что характерно для большинства трущихся деталей,при использовании данного способа степень деформации, необходимая для восстановленияповерхности в зоне максимального износа, может привести к чрезмерному увеличению диаметра на других участках поверхности. Для СНЯТИЯ ОбРЗЗОВЗВШСГОСЯ при ЭТОМ припуска Не обходима дополнительная механическая обработка восстанавливаемой поверхности. Упругий элемент оправки не может обеспечить также необходимое сопротивление неравномерным ПО ВЫСОТВ ИЗДЕЛИЯ нормальным нагрузкам при осадке, что приводит к искривлению восстанавливаемой поверхности вдоль ее образующей, а Наличие в оправке разъемных элементов при больших нагрузках ВЕДЕТ К ОбРИЗОВЗНЩПО на ВОССТЗНЗВЛИВНВМОЙ ПОверхности ступенек (за счет затекания металла в зазоры по плоскостям разъемов).Отмеченные недостатки препятствуют попучению требуемой точности восстановления указанным способом без дополнительной обработки. Для восстановления тонкостенных изделий типа втулок и вкладышей подшипников скольжения данный способ, как и другие изВВСТНЫВ, МОЖЕТ оказаться НЕПВИСМЛВМЪГМ, так как деформация, необходимая для компенсации максимального износа с учетом образовавшегося при этом припуска под дополнительную обработку восстанавливаемой поверхности, приведет к значительному уменьшению высоты изделия. Кроме того, в УКНЗЗННОМ СПОСОбС ВОССТЗНЗВЛИЪЗМОВ ИЗДЕЛИЕ контактирует с оправкой не по всей поверхности, что не исключает возможности его локального изгиба в зонах, примыкающих к ггуансонам, особенно при восстановлении тонкостенных изделий.Таким образом, для эффективного восстановления таких широко распространенных в машиностроении деталей узлов трения, как втулки и пальцы подшипников и других точНЫХ ИЗДЕЛИЙ, НЕОБХОДИМ СПОСОБ ВОССТЭНОВЛВния, обладающий более Широкими технологическими возможностями при меньших затратах труда, чем известные ранее.Для решения этой задачи в известном способе восстановления изношенной поверхности ИЗДЕЛИЙ, ВКЛТОЧНЮЩЕМ ОСНДКУ ИЗДЕЛИЯ ПРИЛОЖВНИСМ С ПОМОЩЬЮ ПУЗНСОНОВ СЖИМЕЮЩВЙ нагрузки к его торцам при ограничении перемещения точек восстанавливаемой поверхности с помощью оправки, осадку осуществляют в закрытом объеме при условии максимального трения на контактных поверхностях, перемещение точек восстанавливаемой поверхности ограничивают жесткой оправкой с криволинейной образующей поверхности на величину, которую выбирают из соотношенияАт едал (д дюехр шаха) 1, 1 ГДЕ АТ - ВВЛИЧИНЗ радиального ПЕРЕМЕЩЕНИЕ ТОЧЕК БОССТЗННВЛИБНВМОЙ ПОВЕРХНОСТИ В про 5 вт 804 с 1 ьИЗВОЛЬНОМ ПО ВЫСОТВ 2 НОРМЗЛЬНОМ К ОСИ СВЧВНИЯ ИЗДЕЛИЯ2. т ВЫСОТВ, ОТСЧИТЫВЗВМЗЯ ВДОЛЬ ОСИ ИЗДЕЛИЯ ОТ ЕГО НОРМВЛЬНОЮ СРЕДНЕГО СЕЧЕНИЯдив ЦЗКСИМЗЛЬНЗЯ ВВЛИЧИНЗ ИЗНОСН ВОССТН НЭВДИВЗЗМОЙ поверхности, (53 - величины упругой деформации изделия и оправки соответственно при осадке в среднем нормальном сечении (2 О)с - коэффициент, учитывающий соотношение упругих свойств материала изделия и оправки зс - усредненный диаметр восстанавливаемой поверхности изделия, а затем калибруют восСТЗНЗВЛИВЗСМУЮ ПОВЕрХНОСТЬ ПУТЕМ ВЬТПрЕССОВки оправки.При осаживании изделия в закрытом объеме исключается возможность локального изгиба,а величина радиального перемещения точек в различных по высоте я нормальных сечениях изделия пропорциональна распределению радиальною (нормального) давления по высоте надетая Оп, которое, как известно из теории обработки металлов давлением и из эксперимента, связано с упругой деформацией оправки и может быть описано экспоненциальной зависимостью вида Од (7 доехр(с 2/(1), где ат,нормальное давление в нормальном сечении при 2 О, с - коэффициент пропорциональности между осевым напряжением и нормальным давлением, б - усредненный диаметр восстанавливаемой поверхности. Из приведенного соотношения видно, что наибольшее радиальное(нормальное) давление и, соответственно наибольшие радиальные упругие перемещения инструмента (оправки или контейнера) и изделия наблюдаются у торцов изделия, где высота (2) максимальна, что обуславливает аналогичное перемещение точек изделия.Ограничение перемещения точек восстанавливаемой поверхности с помощью жесткой цилиндрической оправки с криволинейной образующей величиной, выбираемой из соотношения (1) позволяет компенсировать полностью или частично неравномерность перемещения, обусловленную различной по высоте упругой деформацией инструмента (оправки) и изделия, н неравномерный износ поверхности при минимальной величине осадки.Выравниваншо деформации способствует и создание условий максимального трения на контактных поверхностях, например,выполнением рельефа на рабочей поверхности пуансонов, которые препятствуют перемещению точек восстанавливаемой поверхности изделия вблизи торцов.При правильно выбранных размерах и форме оправки (с учетом соотношения упругих свойств материала изделия и оправки), которые обуславливают величину зазора между оп 10равкой и восстанавливаемой поверхностью изделия, размер последнею у торца после осадки оказывается скомпенсированным на величину максимального износа див. В-других сечениях,гдеизнос поверхности был меньшим, величина напряжений, а следовательно, и упругих деформаций при осадке может превышать значение, необходимое для компенсации износа,что может привести к выходу размеров изделия за поле допуска.Оправка, размеры которой выбраны с учетом соотношения (1), имеет вогнутую форму рабочей поверхности и при ее выпрессовке происходит калибровка восстановленной при осадке поверхности за счет дополнительной поверхности деформации, как при дорновании(деформирующем протягивания). В результате калибровки размеры восстановленной поверхности по всей высоте изделия будут практически одинаковыми.Таким образом, предлагаемый способ позволяет восстанавливать изделия из раэлитшых материалов с внутренней и наружной рабочей поверхностями (в последнем случае оправка выпоштяет роль контейнера) раздшчной протяженности, т.е. обладает более широкими технологическиъш возможностями, чем известные способы восстановления, при небольших затратах труда. На чертеже представлена схема,поясняющая данный способ. Пример. восстанавливают изношевную поверхность втулки верхней головки шатуна двигателя. Материал втушш - алюминиевый сплав,ее высота - 42 мм, ношанальньэй диаметр рабо чей поверхности 033 45,05 О,О 25 мм, толщина стенки - 2,5 мм. Вешшчина износа (износ неравномерный) на О,15-О 22 мм превышает допускаемую. Максимальный износ (по сравнению с номгшалом) составляет ат 0,25 мм. оправкуизгогавяшвшш из статш Х 12 Ф 1. Предварительными экспериментами установили величины уп ругой деформации изделия д и оправки (53 при осадке, которые составили д 0,05 О,0 б мм(33 0,010,02 мм. Значение коэффициента с д-ТШ ДШШЪШ УСЛОВИЙ деформации может быть приближенно определено по формуле с 1/ (13 Е 2/ Е 1) где Е и Е - модули упругости материалов ИЗДЕЛИЯ И оправки СООТВСТСТВННО. Для выбранных материалов (Е 6- 1010 н/м, 152 21 -1 о Н/м 2) с 0,09. Радиальное перемещение точек восстанавливаемой поверхности изделия (зазор между поверхностями изделия и оправки) ограничивается, согласно соотношению (1), у торца изделия (2 21 мм, (1 45 мм) величиной Аг 0,О 830,О 94 мм, а в среднем нормальном сечении (2 0) величиной Ага 0,О 850,095 мм. Диаметр рабочей поверхностив среднем сечении аЗ 45,05 0,25 20,095 45, 11 мм (у торца следует учитывать меньшие,а в среднем сечении - большие значения АР). Рабочую поверхность оправки выполнят вогнутой, обрабатывая ее в соответствии с зависимостью (1) на станке с ЧПУ (показатель экспоненты 0,042), оставляя у торцев цилшщрический калибрующий поясок толщиной 0,8 мм.Осадку втулки 3, запрессованной в верхнюю головку шатуна 4 (шатун выполнял в данном случае фУНТЩию контейнера) с размещенной внутри оправкой 2, производили двумя кольцевыми пуансонами 1, на рабочей поверхности которых выполнен рельеф в виде радиальных канавок с треугольным сечением глубиной 50 мкм, на гидравлическом прессе. (Перемещение металла в смазочном отверстии огра 10ничивали с помощью специальной вставки. Усилие осадки - 200 кН. После осадки на этомже прессе осуществляли калибровку восстанавливаемой поверхности путем выпрессонкиоправки 2. Усилие выпрессовки 40 кН. В результате обработки по предлагаемому способу получали полностью восстановленную рабочую поверхность втулки с шероховатостью 0,4 мкм и размерами от 45,05 до 45,055 мм. Уменьшение высоты втулки при осадке составило 2,0 мм, что не оказывает влияния на ее эксплуатационные свойства.Таким образом, данный способ позволяет ПОЛНОСТЬЮ БОССТЗНОВИТЬ ИЗНОШСНТГУЮ ПОВЕРХ ность втулки, не прибегая к ее предварительной выпрессовке из головки шатуна, и устраняет необходимость ее последующей запрессовки, что снижает трудоемкость, а также вероятность искажения формы и размеров вос 20 становленной. поверхности.Государственное патентное ведомство Республики Беларусь.
МПК / Метки
Метки: восстановления, изношенной, способ, поверхности, изделий
Код ссылки
<a href="https://by.patents.su/4-804-sposob-vosstanovleniya-iznoshennojj-poverhnosti-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Способ восстановления изношенной поверхности изделий</a>
Способ изготовления заготовок изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 434
Опубликовано: 30.03.1995
Авторы: Король В. А., Исаевич Г. А., Степаненко А. В.
МПК: B21H 7/00
Метки: изделий, устройство, изготовления, осуществления, профилем, заготовок, способ, длине, переменным
Текст:
...ей Побразной Формы, после чего заготовку Э вместе с оправкой прокатывают межсДУ НСПриводныни валками 1 и 2 с бур чТЭМИ 3 с жестко фиксированным постопнным зазором. Затем заготовку 9 снимают с оправки Ц и разгибают (устройство для разгиба не показано). После этого заготовку подают на последующую доработкуобВе 3 ку концов заготовки,покраску и т.д.)Способ был реализован следующим образом.Исходные размеры заготовки шири-л,о На - 90 мм, длина -...
Способ восстановления канавок поршней
Номер патента: 707
Опубликовано: 30.06.1995
Авторы: Пашкевич Казимир Антонович, Атрашевский Михаил Александрович, Тимофеев Леонид Николаевич, Баранкевич Михаил Мелентьевич, Сухоруков В. Ф., Семенов Владимир Иванович, Басинский Владимир Иванович, Титов В. Ф., Иванов В. П.
МПК: B23P 6/02
Метки: канавок, восстановления, способ, поршней
Текст:
...и закрепленной ремонтной детали с базированием поршня по поверхности нижней канавки под поршневое кольцо.Указанная задача решается за счет тою, что в способе восстановления канавок поршней, 10включающем операции протачивания перемычки между дншцем и верхней Канавкой поршня установки на проточенную поверхность перемычки ремонтной детали, закрепления ее и механической обработки головки поршня с ремонтной деталью, точение перемычки между верхней...
Устройство для удаления окалины с поверхности проволочных изделий
Номер патента: 116
Опубликовано: 30.09.1994
Авторы: Рыбинский В. Н., Бирюков Б. А., Щеклеин А. В.
МПК: B21B 45/04
Метки: поверхности, удаления, проволочных, изделий, устройство, окалины
Текст:
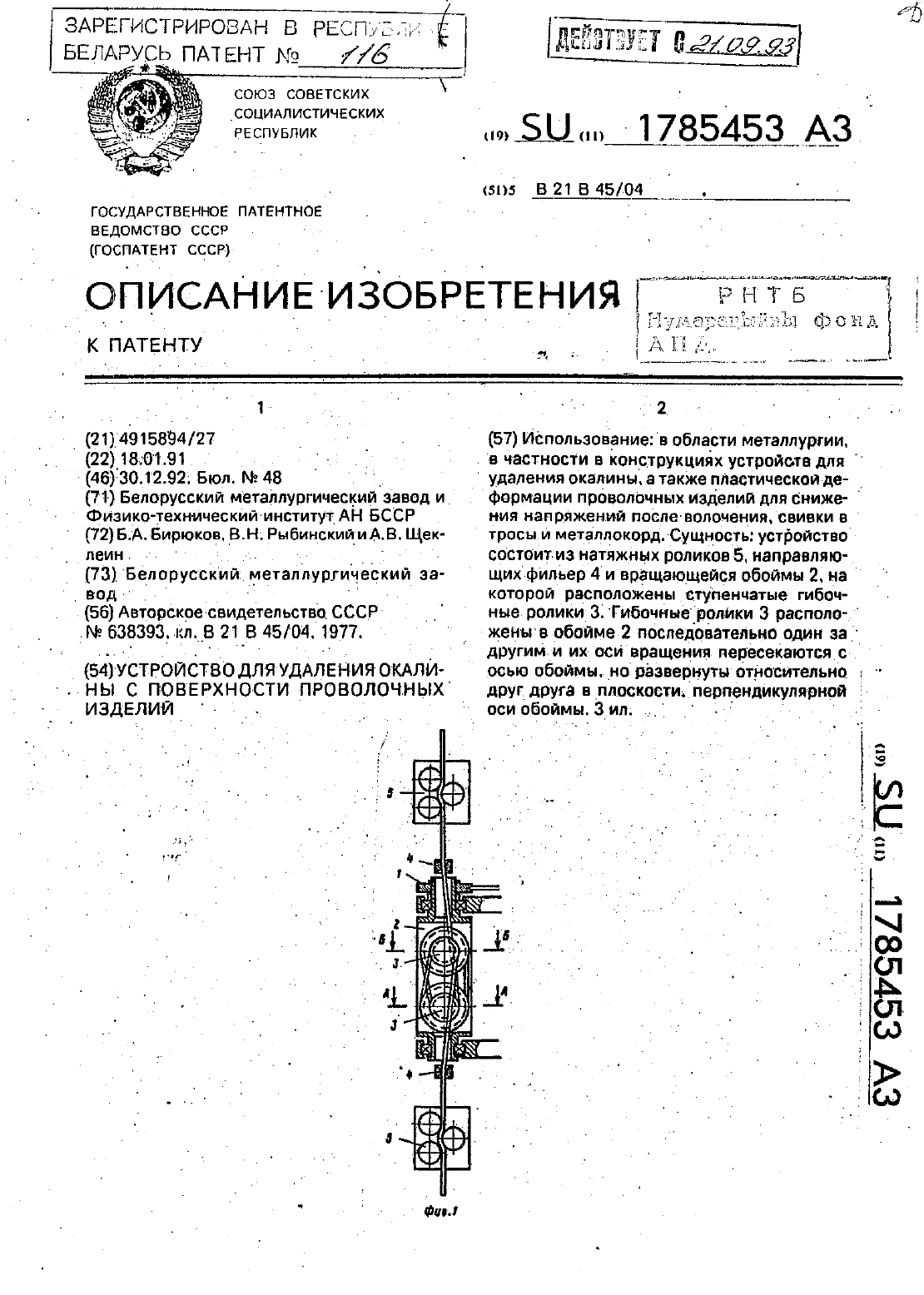
...поступая на вторые натяжные ролики. Разворот осей гибочньтх роликов отн-оси 10тельно друг друга обеспечивает свободный пропуск материала от направляющих филь ер к наиболее удаленному гибочному ролику с целью уменьшения угла изгиба материала в фильерах. йТакое конструктивное решение по сравнению с прототипом позволяет свести к.минимуму центробежныеосипы. действующие на опоры гибочных роликов. за счет размещения центра тяжести гибочных...
Способ изготовления трубчатых полимерных изделий
Номер патента: 220
Опубликовано: 30.12.1994
Авторы: Корюков В. П., Горелик А. Л.
МПК: B29D 23/22, B29C 67/14
Метки: способ, полимерных, изделий, трубчатых, изготовления
Текст:
...размер, ЦЕННЫЙ ВНУТВВННВМУ диаметру КОЛЬЦВВЫХсекций и высоту на 100 мм меньше длины водопропускной трубы. устанавливают на нижнюю плиту 6 с теплоиаолятором 7 и соединяют секции между собой. концентрич НО УКЛЭДЫВЭЯ на ПЛИТУ 5 КОЛЬЦВВЪЮ СЕКЦИИ1 вплотную одна к другой. затем сжимают их с помощью гидроцилиндра 8 и верхней плиты 9 с теппоизолятором 7 в осевом направпении с заданной удельной нагрузкой. например 540 МПа (меньшее значение для...
Способ изготовления витых изделий
Номер патента: 114
Опубликовано: 30.09.1994
Авторы: Ненашев А. В., Фетисов В. П., Веденеев А. В., Феоктистов Ю. В., Бирюков Б. А.
Метки: способ, изготовления, изделий, витых
Текст:
...на чальному согласно (1) составляетпроизводства витого изделия отличается от СУЩеСТВующих тем. что исходные пряди на ВИВЗЮТ С ШЗГОМ 0. а ЗЗТВМ подкручивают ДО шага Тк В процессе СВИВКИ ГОТОВОГО ВИТОГО ИЗДЕЛИЯ. ПРИ ЭТОМ ИСХОДННЙ шаг пряди Вг М 1 а) раз больше шага пряди в готовомизделии. . Увеличение исходного шага то согласно соотношению (2) способствует росту производительности при свивке прядей. а их подкрутка в процессе свивки готового...
Предыдущий патент: Гидрообъемный ходоуменьшитель самоходной машины
Следующий патент: Тормозная камера с пружинным энергоаккумулятором
Случайный патент: Электрическая распределительная трехфазная сеть с комбинированным заземлением нейтрали