Устройство для получения пневмотекстурированных нитей
Номер патента: 6890
Опубликовано: 30.03.2005
Авторы: Медвецкий Сергей Сергеевич, Коган Александр Григорьевич, Рыклин Дмитрий Борисович
Текст
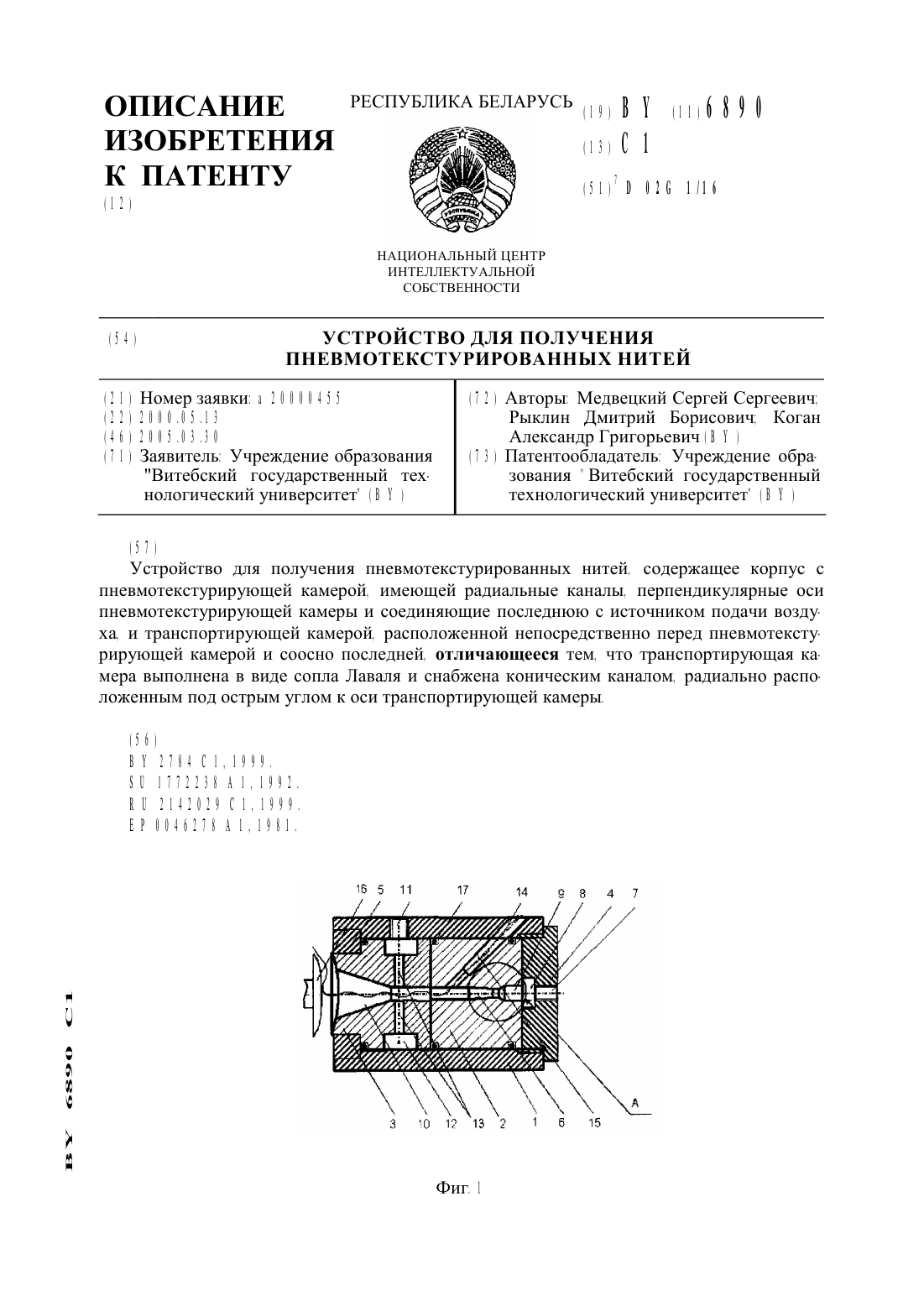
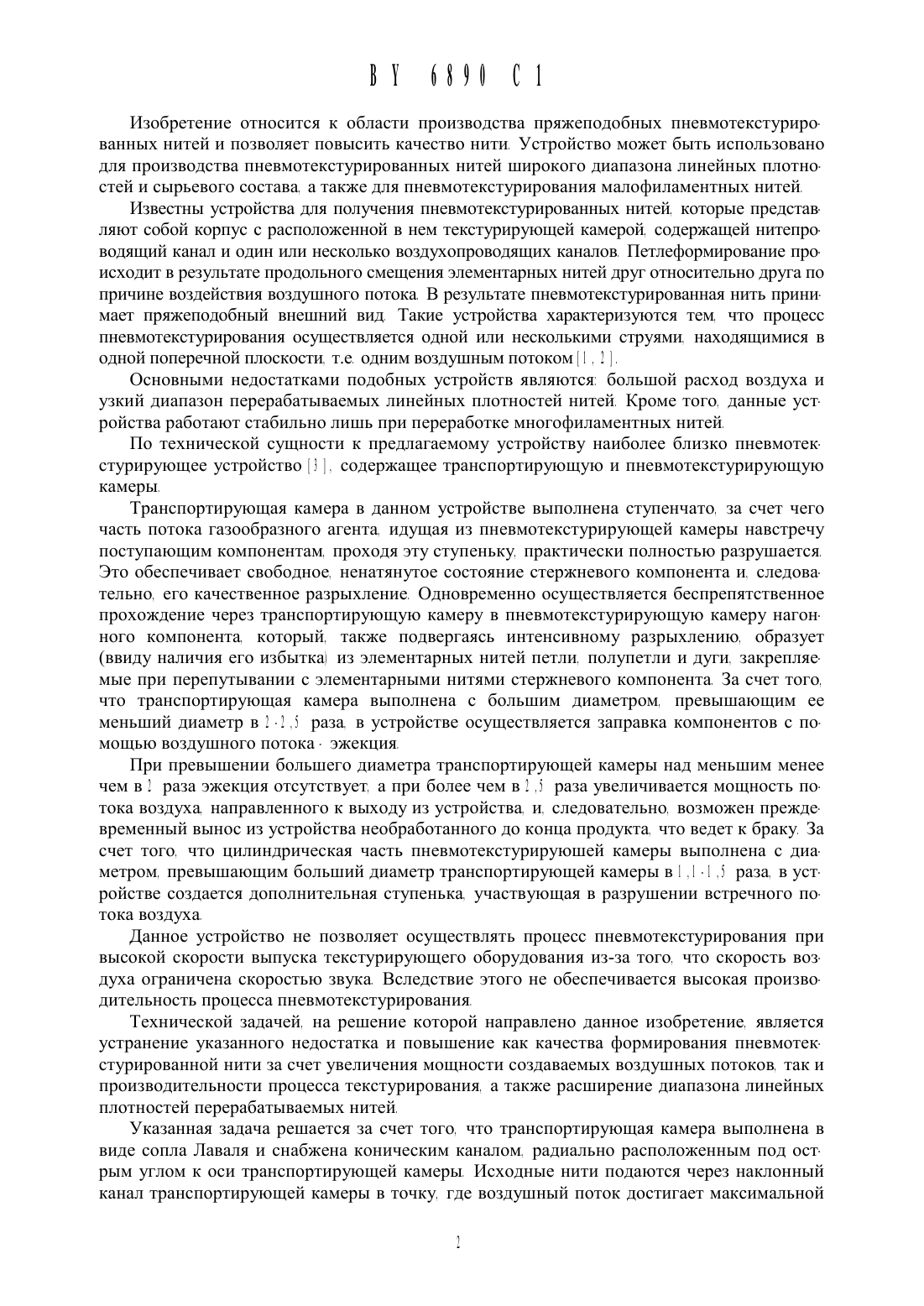
НАЦИОНАЛЬНЫЙ ЦЕНтР ИНТЕЛЛЕКТУАЛЬНОИ СОБСТВЕННОСТИУСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ у ПНЕВМОТЕКСТУРИРОВАННЫХ НИТЕИ00 2 0 Авторы Медвецкий Сергей Сергеевич Рь 1 клин Дмитрий Борисович Коган Александр Григорьевич В 0 100 0 ) Патентообладатель Учреждение образования Витебский государственный технологический университет В 0 000 0 5 Заявитель Учреждение образования Витебский государственный технологический университет В 0 0Устройство для получения пневмотекстурированнь 1 х нитей. содержащее корпус с пневмотекстурирующей камерой. имеющей радиальные каналы. перпендикулярные оси пневмотекстурирующей камеры и соединяющие последнюю с источником подачи воздуха. и транспортирующей камерой. расположенной непосредственно перед пневмотекстурирующей камерой и соосно последней. отличающееся тем. что транспортирующая камера выполнена в виде сопла Лаваля и снабжена коническим каналом. радиально расположенным под острым углом к оси транспортирующей камеры.Изобретение относится К области производства пряжеподобнь 1 х пневмотекстурированных нитей и позволяет повысить качество нити. Устройство может быть использовано для производства пневмотекстурированных нитей широкого диапазона линейных плотностей и сырьевого состава а также для пневмотекстурирования малофиламентнь 1 х нитейИзвестны устройства для получения пневмотекстурированных нитей. которые представляют собой корпус с расположенной в нем текстурирующей камерой. содержащей нитепроводящий канал и один или несколько воздухопроводящих каналов Петлеформирование происходит в результате продольного смещения элементарных нитей друг относительно друга по причине воздействия воздушного потока В результате пневмотекстурированная нить принимает пряжеподобный внешний вид Такие устройства характеризуются тем. что процесс пневмотекстурирования осуществляется одной или несколькими струями. находящимися в одной поперечной плоскости. т.е одним воздушным потоком 1 . 2Основными недостатками подобных устройств являются большой расход воздуха и узкий диапазон перерабатываемых линейных плотностей нитей. Кроме того. данные устройства работают стабильно лишь при переработке многофиламентных нитей.По технической сущности к предлагаемому устройству наиболее близко пневмотекстурирующее устройство Э 1. содержащее транспортирующую и пневмотекстурирующую камерыТранспортирующая камера в данном устройстве выполнена ступенчато. за счет чего часть потока газообразного агента. идущая из пневмотекстурирующей камеры навстречу поступающим компонентам. проходя эту ступеньку. практически полностью разрушается Это обеспечивает свободное. ненатянутое состояние стержневого компонента и. следовательно. его качественное разрыхление. Одновременно осуществляется беспрепятственное прохождение через транспортирующую камеру в пневмотекстурирующую камеру нагонного компонента. который. также подвергаясь интенсивному разрыхлению. образует(ввиду наличия его избытка) из элементарных нитей петли. полупетли и дуги. закрепляемь 1 е при перепутывании с элементарными нитями стержневого компонента За счет того. что транспортирующая камера выполнена с большим диаметром. превышающим ее меньший диаметр в 2 -2 .5 раза в устройстве осуществляется заправка компонентов с помощью воздушного потока- эжекция.При превышении большего диаметра транспортирующей камеры над меньшим менее чем в 2 раза эжекция отсутствует. а при более чем в 2 .5 раза увеличивается мощность потока воздуха направленного к выходу из устройства. и. следовательно. возможен преждевременный вынос из устройства необработанного до конца продукта. что ведет к браку За счет того. что цилиндрическая часть пневмотекстурируюшей камеры выполнена с диаметром. превышающим больший диаметр транспортирующей камеры в 1 .1 -1 .5 раза. в устройстве создается дополнительная ступенька. участвующая в разрушении встречного потока воздуха.Данное устройство не позволяет осуществлять процесс пневмотекстурирования при высокой скорости выпуска текстурирующего оборудования из-за того. что скорость воздуха ограничена скоростью звука Вследствие этого не обеспечивается высокая производительность процесса пневмотекстурированияТехнической задачей. на решение которой направлено данное изобретение. является устранение указанного недостатка и повышение как качества формирования пневмотекстурированной нити за счет увеличения мощности создаваемых воздушных потоков. так и производительности процесса текстурирования. а также расширение диапазона линейных плотностей перерабатываемых нитейУказанная задача решается за счет того. что транспортирующая камера выполнена в виде сопла Лаваля и снабжена коническим каналом. радиально расположенным под острым углом к оси транспортирующей камеры Исходные нити подаются через наклонный канал транспортирующей камеры в точку. где воздушный поток достигает максимальнойскорости Поток воздуха. образующийся в транспортирующей камере. компенсирует обратный поток. истекающий из радиальных каналов пневмотекстурирующей камеры. что препятствует выдуванию нитей из устройства. Кроме того. процесс петлеформирования начинается не в точке взаимодействия воздушных потоков. истекающих из радиальных каналов пневмотекстурирующей камеры. а в точке входа нитей в транспортирующую камеру Таким образом. процесс пневмотекстурирования протекает интенсивнее. а полученная петельная структура нити более стабильна за счет длительного взаимодействия нитей с мощными турбулентными потоками. Сверхзвуковой воздушный поток. истекающий из транспортирующей камеры. подает обрабатываемые нити в зону действия двух перпендикулярно направленных воздушнь 1 х струй. истекающих из радиальных каналов пневмотекстурирующей камеры. и выполняет в данном устройстве ряд дополнительных функций компенсацию обратного воздушного потока и частичное предварительное перепутывание элементарных нитей для подготовки нити к обработке в основной зоне пневмотекстурирования Как следствие. значительно улучшается качество и стабильность петельной структуры готовой нити и увеличивается скорость обработки нити в устройстве.Данная конструкция позволяет значительно улучшить стабильность петельной структуры и качество пневмотекстурированной нити. В данном устройстве обработка нити мощными турбулентными потоками осуществляется более интенсивно. что позволяет увеличить скоростные параметры процесса пневмотекстурирования до 2 0 0 м/мин и увеличить диапазон перерабатываемых линейных плотностей комплексных нитей. Эти особенности позволяют значительно повысить производительность процесса пневмотекстурирования Устройство также позволяет получать пневмотекстурированные нити высокого качества из малофиламентных комплексных нитей.На приведенном чертеже изображен общий вид предлагаемого устройства для получения пневмотекстурированных нитей.На фиг 1 изображено устройство для получения пневмотекстурированных нитей. состоящее из расположенных в корпусе 1 втулок 2 и 3 . которые запираются гайкой 4 и прижимаются к стопорной шайбе 5 . Втулка 2 содержит транспортирующую камеру 6 . выполненную в виде сопла Лаваля. соединенную с патрубком 7 для подачи воздуха через полость 8 для вь 1 равнивания давления и осевой канал 9 . Втулка 3 содержит пневмотекстурирующую камеру 1 0 . соединенную с патрубком 1 1 для подачи воздуха через полость 1 2 для выравнивания давления и два радиальных канала 1 3 . Нити 1 4 подаются в устройство через радиально расположенный под острым углом к оси транспортирующей камеры конический канал 1 5 . Выход из пневмотекстурирующей камеры 1 0 частично перекрыт заслонкой 1 6 . Для ликвидации утечки воздуха втулки 2 и 3 снабжены уплотнительными кольцами 1 7 . Предлагаемое устройство работает следующим образом Исходные нити 1 4 подаются в устройство с необходимым опережением через радиально расположенный под острым углом к оси транспортирующей камерь 1 конический канал 1 5 и заправляются с помощью воздушного потока истекающего из транспортирующей камеры 6 . Воздушный поток через патрубок 7 . полость для выравнивания давления 8 и осевой канал 9 поступает в транспортирующую камеру 6 . выполненную в виде сопла Лаваля Воздушный поток разгоняется в сопле Лаваля до сверхзвуковой скорости и осуществляет транспортирование исходных нитей 1 4 в зону действия перпендикулярных воздушных потоков. истекающих из радиальных каналов 1 3 пневмотекстурирующей камеры 1 0 . Исходные нити. попадая под воздействие мощного воздушного потока истекающего из транспортирующей камеры 6 . разъединяются на элементарные составляющие. Сверхзвуковой поток воздуха истекающий из транспортирующей камеры 6 . препятствует выдуванию нити из устройства обратным потоком. истекающим из каналов 1 3 пневмотекстурирующей камеры 1 0 . Затем нить под действием транспортирующего потока поступает в пневмотекстурирующую камеру 1 0 . где она подвергается непрерывному разделению на элементарные нити путем воздействия двух радиально направленных перпендикулярных струй. истекающих из каналов1 3 . Воздушный поток поступает в каналы 1 э через патрубок 1 1 и полость для выравниваниядавления 0 2 . В результате взаимодействия струй из каналов 0 3 . в сечении последних возникают локальные вихревые потоки. которые осуществляют закручивание элементарных нитей и способствуют образованию петель на поверхности нити. По выходе из пневмотекстурируюЩей камеры воздушный поток резко тормозится вследствие наличия заслонки 0 0 . и при выходе нити под прямым углом ее избыток вследствие наличия опережения) реализуется в петли и извитки на поверхности.Применение данного устройства позволяет перерабатывать любые виды комплексных химических нитей и получать пневмотекстурированные нити высокого качества линейной плотности от 0 5 до 2 5 0 текс. а также перерабатывать малофиламентные комплексные химические нити Выполнение транспортируюЩей камеры в виде сопла Лаваля позволяет значительно повысить стабильность петельной структуры и качество готовых пневмотекстурированнь 1 х нитей за счет более интенсивной обработки нити мощными турбулентными потоками Это также позволяет увеличить скоростные параметры процесса пневмотекстурирования до 2 00 м/мин и увеличить диапазон перерабатываемых линейных плотностей комплексных нитей. Эти особенности позволяют значительно повысить производительность процесса.Национальный центр интеллектуальной собственности. 2 2 0 0 3 0 . г Минск. ул Козлова. 2 0 .
МПК / Метки
МПК: D02G 1/16
Метки: нитей, получения, пневмотекстурированных, устройство
Код ссылки
<a href="https://by.patents.su/4-6890-ustrojjstvo-dlya-polucheniya-pnevmoteksturirovannyh-nitejj.html" rel="bookmark" title="База патентов Беларуси">Устройство для получения пневмотекстурированных нитей</a>
Устройство для получения пневмотекстурированных нитей нагонного способа формирования
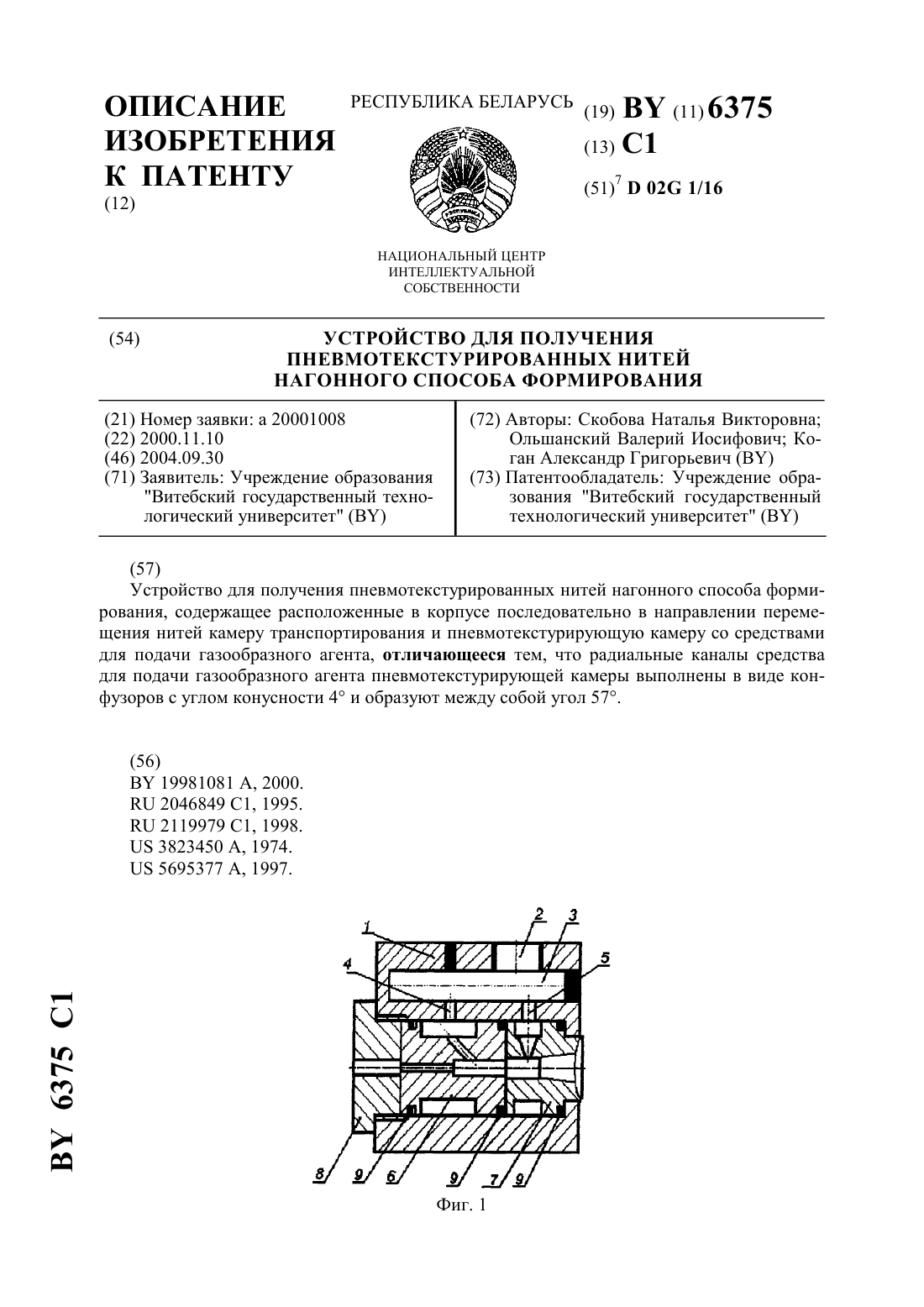
Номер патента: 6375
Опубликовано: 30.09.2004
Авторы: Ольшанский Валерий Иосифович, Коган Александр Григорьевич, Скобова Наталья Викторовна
МПК: D02G 1/16
Метки: способа, получения, нитей, нагонного, устройство, формирования, пневмотекстурированных
Текст:
...камеры под углом 57 позволит создать поток с максимальной мощностью поток газообразного агента, попадая через радиальные каналы, выполненные в виде конфузоров,в осевой канал пневмотекстурирующей камеры, отражается от противоположной стенки камеры и, не теряя мощности, ударяется о нить снизу, обжимает ее с двух сторон, распушая и выталкивая в сторону. На выходе из камеры образуются завихрения, которые носят хаотический характер...
Пневмотекстурирующее устройство
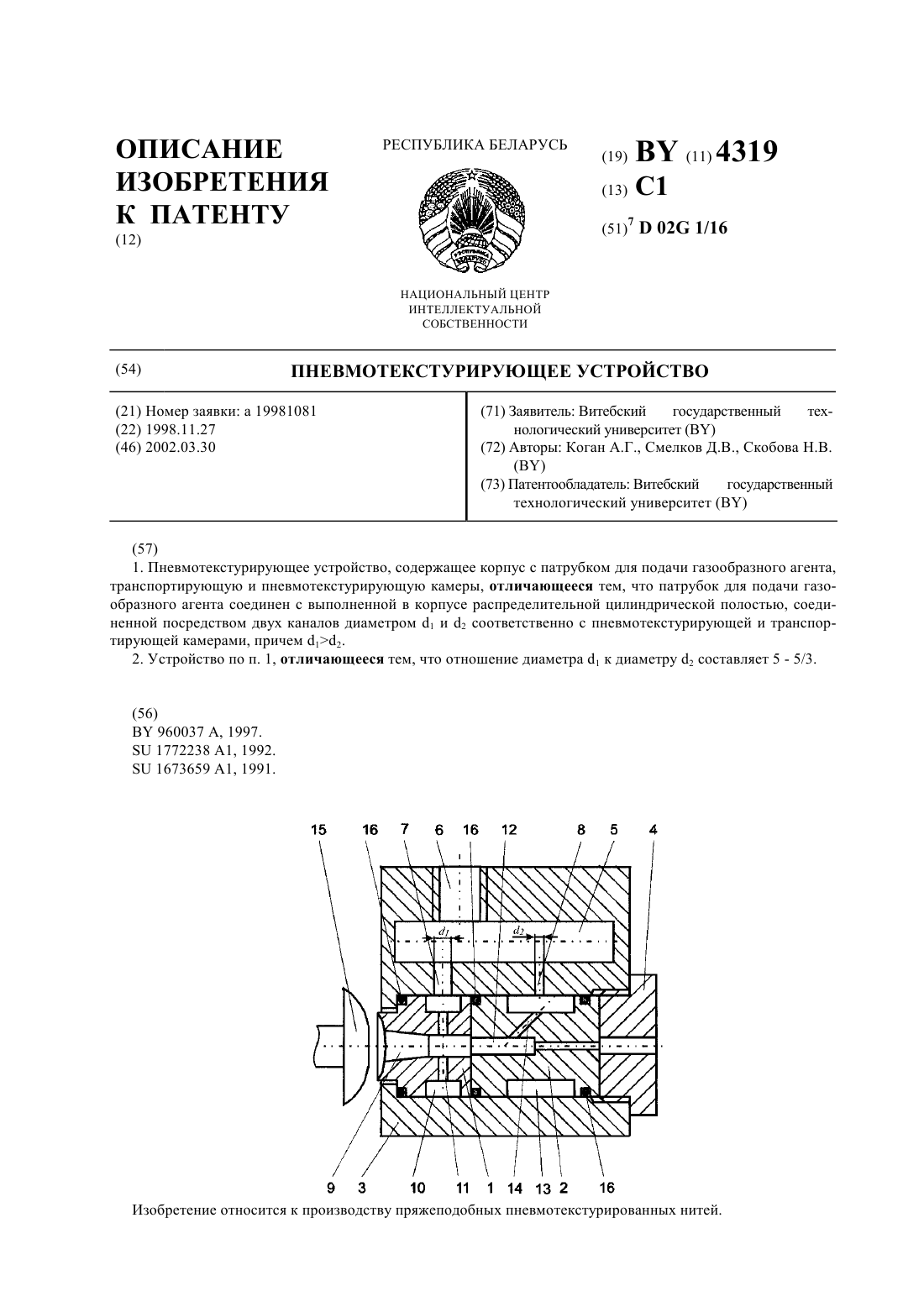
Номер патента: 4319
Опубликовано: 30.03.2002
Авторы: Скобова Наталья Викторовна, Коган Александр Григорьевич, Смелков Дмитрий Витальевич
МПК: D02G 1/16
Метки: устройство, пневмотекстурирующее
Текст:
...транспортирующую и пневмотекстурирующую камеры, выполнен только один патрубок для подачи газообразного агента, ведущий в распределительную цилиндрическую полость, из которой газообразный агент по двум каналам различных диаметров 1 и 2 подается в полости для выравнивания давления. За счет того, что отношение диаметра 1 к диаметру 2 составляет 5 - 5/3, давления газообразного агента на выходе из этих каналов соответствуют давлениям,...
Способ получения целлюлозных тел и устройство для формования целлюлозных нитей
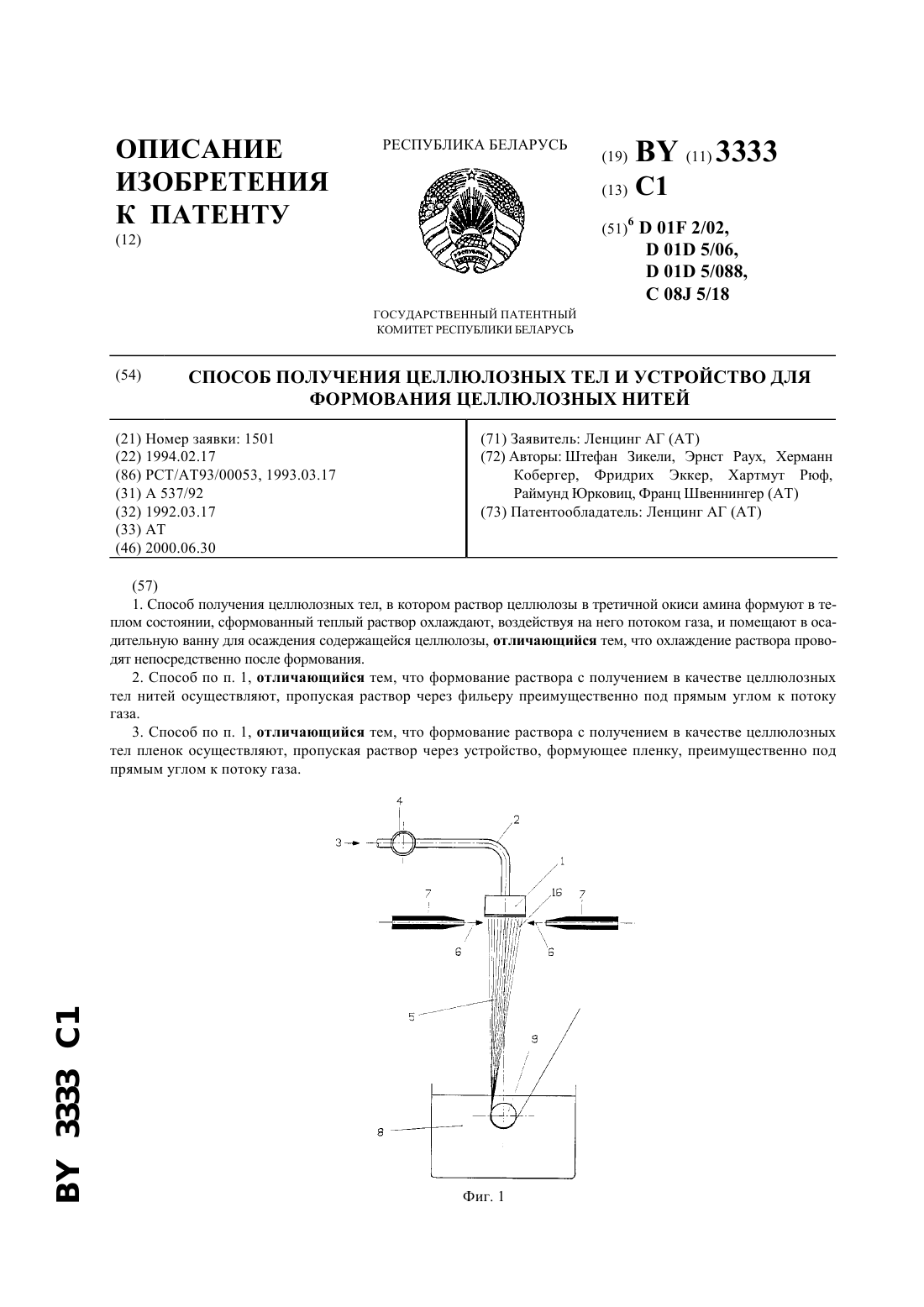
Номер патента: 3333
Опубликовано: 30.06.2000
Авторы: Штефан Зикели, Франц Швеннингер, Фридрих Эккер, Эрнст Раух, Херманн Кобергер, Раймунд Юрковиц, Хартмут Рюф
МПК: D01D 5/088, C08J 5/18, D01D 5/06...
Метки: устройство, формования, получения, способ, нитей, целлюлозных, тел
Текст:
...углом к потоку газа. Желательно также на теплый сформованный раствор воздействовать, по меньшей мере, двумя газовыми потоками предпочтительно действующими с противоположных сторон. Возможно так же на теплый сформованный раствор, проходящий при формовании целлюлозных нитей через фильеру с большим количеством отверстий, расположенных в значительной степени кольцеобразно,воздействовать двумя газовыми потоками, при этом один направлен радиально...
Устройство для получения холста из жгута химических нитей

Номер патента: 4721
Опубликовано: 30.09.2002
Авторы: Медвецкий Сергей Сергеевич, Тимофеев Анатолий Михайлович, Ринейский Константин Николаевич
МПК: D02J 11/18, D02J 1/18
Метки: устройство, получения, нитей, химических, холста, жгута
Текст:
...дугообразных воздуховодов, и устанавливаются на определенном расстоянии над ними. Волокна, попадая под воздействием сжатого воздуха на отражатель, рассеиваются по его поверхности на расстоянии, значительно превышающем расстояние рассеивания на дугообразных направляющих без отражателя. Таким образом, эффект расправки, достигаемый на одной дугообразной направляющей с отражателем, равен эффекту расправки на нескольких дугообразных...
Пневмотекстурирующее устройство
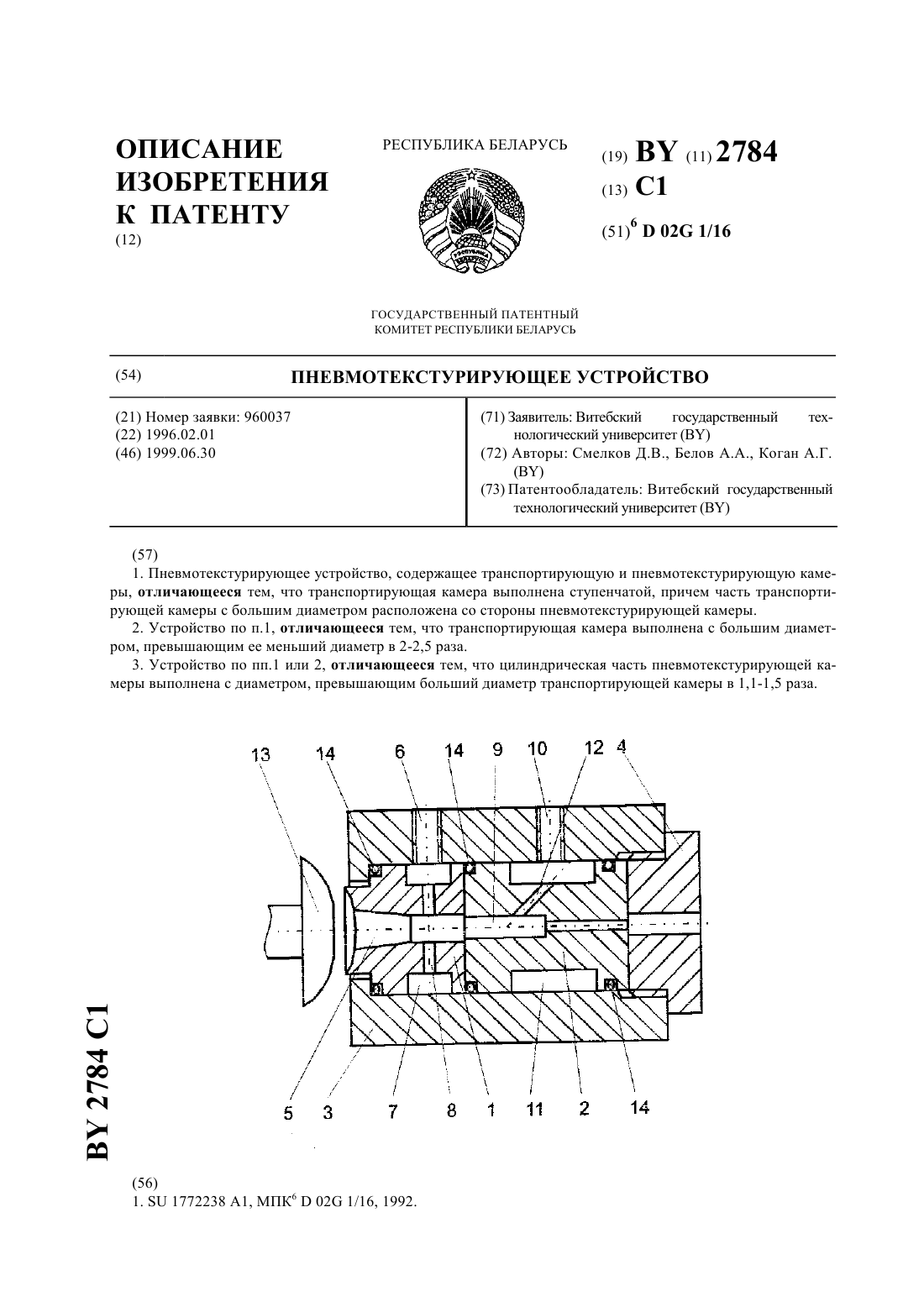
Номер патента: 2784
Опубликовано: 30.06.1999
Авторы: Смелков Дмитрий Витальевич, Белов Анатолий Алексеевич, Коган Александр Григорьевич
МПК: D02G 1/16
Метки: пневмотекстурирующее, устройство
Текст:
...выполнена ступенчато, причем часть транспортирующей камеры с большом диаметром расположена со стороны пневмотекстурирующей камеры транспортирующая камера выполнена с большим диаметром, превышающим ее меньший диаметр в 2-2,5 раза цилиндрическая часть пневмотекстурирующей камеры выполнена с диаметром, превышающим больший диаметр транспортирующей камеры в 1,1-1,5 раза. За счет того, что транспортирующая камера выполнена ступенчато, часть...
Предыдущий патент: Способ диагностики начальных стадий сердечной недостаточности
Следующий патент: Лекарственный состав для профилактики гнойно-воспалительных осложнений в хирургии
Случайный патент: Коллинеарный поляризационный фильтр