Способ получения слоистых пластиков
Текст
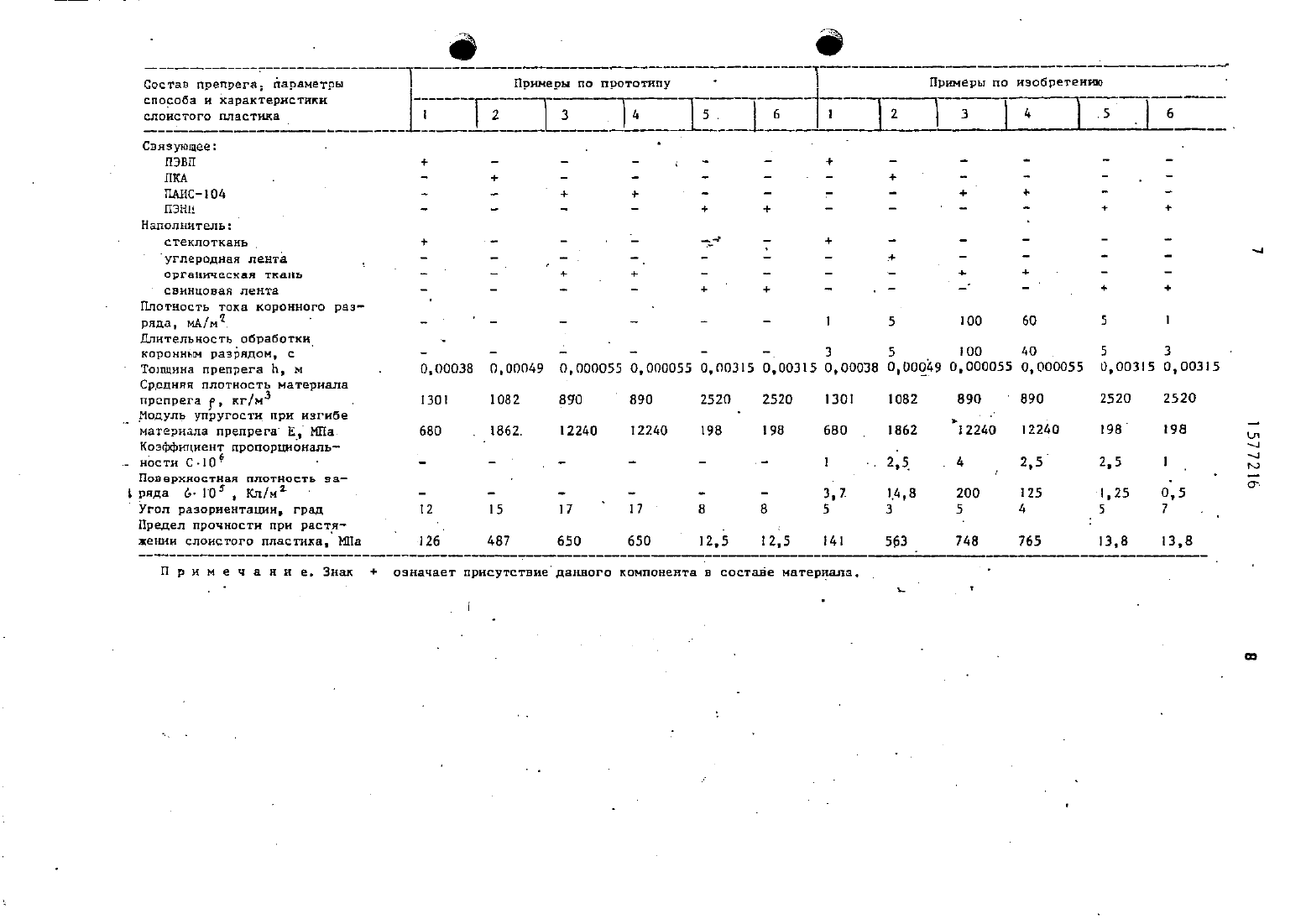
Г ОСУДДРСТБЕННЫЙ НОМИТЕТ ПО НЭОЕРЕТЕНИЯМ И ОЧНРЬЛТИЯМ ПРИ ГННТ СССР Д(71) Институт механики металлополи мерных систеи АН БССР(56) Авторское свидетельство СССР . е 1125836, кл. в 05 в 1/06, 1984.(за) сносов получения слоистых ПЛАСтиконгиииЗготовления слоистьж плестиоснове порошкообраздрш полимерных связующих и может быть исИЗГОТОВЛЕНИЯ СПОНСТЫХ ППЗСТНКОВ на ОСиове порошкообразных полимерных связующих и может быть использовано в машиностроении, авиационной промыш лениости и других областях техники.Цель изобретения - повьшение качества слоистых пластиков.Изобретение иллюстрируется следую щии примерами.П р и м е р 1. Формирование преЬРЕГЕ ПФОИЭВОДЯТ ПУТЕМ ДНУКСТОРОННЕГО нанесении зараженных частиц полиэтилена высокой плотности (ПЭВП) марки 20908-ОАО (ГОСТ 6338-77) на стекпо ткань марки УТСЫ 76 (ТУб 111176)в аппарате пгевцоожижения вихревото 259 О2 техники. Изобретение позволяет повы СИТЬ качество СЛОИСТЫХ ППСТННОЕ засчет того, что одну из сторон предре га дополнительно обрабатывают коронНЫМ РЕЭРЯДОМ постоянного тока в течеНИе.310 О с при плотности тока 1ОО МА/М и попиршости потенциала коронирующего зпектрода одноименной полярности заряда частицсввэуюшего на на этой стороне препрега до величины поверхностной плотности заряда, определяемой в зависимости от величины МОДУЛЯ УПРУГОСТИ ПРИ НЗГИбЕ, ВЕЛИ чины средней плотности материала препрега и толщины препрега. Укладку слоев препрега в пакет производят так,чтобы обработанные коронным разрядом поверхности слоев препрега контактит ровали с иеобработанными поверхностч ми соседних слоев. Ж табл.ГНПЭ, СОСТОНЩЕМ ИЗ камеры НЗПЬЩЕННЯ и камеры наддува. разделенных пористой перегородкой. В камереиапылеНИН РЗЭМЕЩНЮТ ЧЕТЫРЕ ПРОВОЛОЧНЫЕ ЭЛВКТПОДЗ, ДЛИНЗ КЗЖДОГО ЭЛЕКТРОДЗ120 мм, Электроды попарно располагают с Двух сторон от поверхности ленты стеклоткани на расстоянии 50 мм.На каждую пару электродов от двух высоковольтных аппаратов подают поточЦиалы разноименнои полярности величиной 25 кВ. Порошкообразное связующее ПСЕВДООЖЖЮТ С ПОМОЩЬЮ СЗПТОГО ВОЗ духа. Перемещение наполнителя производят со скоростью 10-10 мм/с, усин лие натяжения ленты чнполннтепя 25 Н. ПЭГЛТЗВОДЯТ СПЛЗЧЭНПЕ НБНСКЗННОГО ЯЗ.агибе материала препрега 680 МПа,шедней плотности материала препрега Т 3 О кг/мз, толщине препрега 0,0 ОО 38 мленту связующего при 23 ОС и разревают препрег на прямоугольные листы размером 2 Ох 200 мм. Одну из сторон препрега, на которую электроосаждали отрицательно заряженные частицы связующего (обращенную в камере напыЛННЖ К электродам С ОТРНЦНТПЬНЬШ потенциалом), обрабатывают коронным разрядом постоянного тока с помощью прямоугольного игольчатого коронирующего электрода с размерами 12 Ох 200 мМ, изготовленного в соответствии с ГОСТ 1618582. Расстояние между.кон цами иголок и поверхностью препрега,который с противоположной стороны контактировал с эаэемленным металлиЧЕСКНМ электродом, СОСТЗЕЛНЕТ 5 ММНа игольчатый коронирующнй электрод ПОДЗЮТ ПОТЕНЦНаЛ отрнцательнойполяр- 20 ности от источника высокого напряже 5я. Плотность тока коронного аэрпда КВ, время обработки 3 с требуемую величину поверхностной плот ности заряда препрега устанавливают 25 ИЗ СООТНОШЕНИЯ Е ь-с М где 0 поверхнотная плотность варят 30 да, Кл/ммодуль упругости при изгибе материала препрега, МПа СРЕДНЯЯ ПЛОТНОСТЬ МЭТЕРИЕЛЗ препрега, кг/мд толщина препрега, м коэффициент пропорциональности.При ВВЛЧННЕ МОДУЛЯ УПРУГОСТИ приг-1 О 6 поверхностная плотноть заряда составляет 3,7 ч 1 ОКл/му Величи д 5ну поверхностной плотности зарядаоценивают компенсационным методом поПосле обработки в коронном разряде 10 слоев препрега укладывают ас пакет так, чтобы обработанные в коронНОМ разряде ПОВЕРХНОСТИ СЛОЕВ ПРЕПРЕ га контактировали с необработанньши поверхностями соседних слоевП 0 ПУ ченный пакет прессуют под давлением 50 кгс/см в течение 10 мин. Качест во полученного слоистого пластика ханРЗКТВИЗУЮТ углом РНЭОРНЕНТЗЦЦН-ВОЛН КОН Н 8 П 0 ПННТЛЯН СОСЕДНИХ СЛОЯХ пре Р.прега н прочностью при растяжении.ГЧ Угол раэориентацнн составляет 59, предел прочности при ратяжени 1 д 1 Мпв.Сопоставимые сравнительные данные по качеству слоистых пластиков, попученных предлагаемы способом и -нзвестным способом (по прототипу), при ведены в таблице.П р и м е р 2. Слоистый пластик получают, как примере 1, поев каЧЕСТВЕ НЭПОПНИТЕЛЯ ИСПОЛЬЗУЮТ УГПЕ родную ленту марки элуг-псдов (ТУ-Вт 0 бИ 868) н в качестве связующего полиамид-НИКА) марки ПА 6 т 12 О/321(0 СТ 606097 о). Оплавление связующего производят при 270 С. Параметры способа и характеристики полученного слоистого пластика приведены В таблице.П р иАм е р 3. Слоистый пластик получают, как в примере 1, но в качестве наполнителя используют органическую ткань марки СВМ(ТУт 17-ВНИИПХВ-350588) и в качестве связующего термореактивное полит аминоимндное связующее марки ПАНС 41 О 4(ТУ 60523119279). Оплавпение связующего проиэводят при 180 С.Параметры способа и характеристики полученного слонстого пластнка приведены в таблице.П р и м е р 4. Слоистый пластик получают, как в примере З, но при инъш значениях параметров способа в предлагаемых пределах.П р и м е р 5. Слоистый пластик ПОЛУЧЗЮТ, как В лримере д НО В качестве наполнителя используют плаКНРОВЗННУЮ ОЛОНОМ СЕННЦОВУЮ ЛЕНТУ(ТУ 48211 З-72) толщиной 0,5 мм н в КЗЧЕСТВЕ СБНЭУЮЩЕЬО ПОЛНЭТНПЕН низкой плотности (ПЭНП) марки 15 б 02 008 (тост 16337-77).Параметры способа и характеристики полученного слоистого пластика приведены в таблице, П р и м ер 6. Слоистый пластик получают, как в примере 5, но при ИНЫХ ЗНЭЧЕПИЯХ ПЭРЗМЕТРОВ СПОСОБЗ В предлагаемых пределах.Параметры способа и характеристики полученного слоистого пластика приведены в таблице.Как видно из таблицы, предлагаемый способ позволяет повысить качествослоистых пластнкон, а именно уменъч ЩНТЬ СТЕПЕНЬ РНЭОВНЕНТЗЦНН ПЭПОЛНН теля в слоистон пластнке н повысить предел прочности при изгибе сдоистого пластика.Способ получения слоистых плас тиков, включающий формирование препрега путем двухстороннего нанеСЗНИН заряженных ЧЗСТНЦ полимерного связующего на ленту наполнителя н оп лавления связующего, укладку .слоен препрега В пакет, его уплотнение н термообработку под давлением, о тл и ч а ю щ И й с я тем, что, с цеЛЬЮ ПОВЫШЕНИЯ качества СЛОИСТЬШ плас тиков, одну из стороньпрепрега допол- 20нительно обрабатывают коронньш разрядом постоянного тока в течение 3 100 с, прнплотности тока 11 ОО мА/м и полярности потенциала коронирующе го электрода одноименной полярностизаряда частиц связующего на этой стот роке-препрега до величины Поверхностной плотности заряда, связанной с велчнной модуля упругости при изгибе, величиной средней плотности интернатгде Ь поверхностная плотность за 1 ряда, КЛ/М 1 Е модуль упругости при изгибе материала препрега На- средняя плотность материале препрега, кг/нд толнна препрега, М коэффициент пропорциональности, равный (1,04,О)-10и укладкуслоев препрега в пакет про наводят так, чтобы обработанные коронным разрядоы поверхности слоев препрега контактнроалн с необрабоТЗННЬЩН ПОВСРХНОСТНМИ СОСЕДНЪПС СЛОЕВ.Примеры по прототипу Примеры по изобретениеСостав препрага, параметры способа н характеристики слонстого пластикаСвязующее ПЭВП - с д - пкА . - - - и - - ПАИС-ЪО - - - - - пэнп - - - Наполнитель ч стеклоткань - т. 7 - углеродная ленте - - - - - - д Овгапшческая ткань - - - - свинцовая лента - - - т - - Плотность тока коронного раз- рддд д/тл - - - - - 1 5 100 во 5 1 Плн-гельность обработки . коронным разоядон, с - - - - т, 3 5 4 500 40 5 3 Толщина препрега 11, ы ОДООЗВ ОДЮГИЕ (ДООПОЗБ О,0 П 0055 0 П 0315 ООО 315 0 ООО 38 0,009 д 9 О 000 О 55 О 000055 0.00315 О,ОО 315 Средняя плотность материала препрега г, кг/нз 1301 1082 890 890 2520 2520 1301 1082 890 890 2520 2520 модуль упругости при изгибе - материала препрега Е, МПа 680 . 1862. 122100 12240 193 198 680 1862 12240 12240 198 198 Коэффициент пропорциональ- . ности 0.10 - - - о . - - - 1 -. 2,5 . 4 2,5 2.5 1 Поверхностная плотность эа- 1 . ряда 0-10, кок/м- - - - - - - 3,2 1 Аав 200 125 1.25 0,5 Угол разорненташ-цн, град 12 15 17 . 17 В 8 5 3 5 д 5 7 Предел прочности при растя- . . 2 дентин слоистого пластика. МПа 126 487 650 650 12,5 12,5 141 563 7158 765 13,8 13,5 П р н м е ч а н н е. Знак означает прнсутствнетданного компонента в составе интервала. .
МПК / Метки
МПК: B29C 43/20, B29C 71/04, C08J 5/24
Метки: способ, пластиков, получения, слоистых
Код ссылки
<a href="https://by.patents.su/4-429-sposob-polucheniya-sloistyh-plastikov.html" rel="bookmark" title="База патентов Беларуси">Способ получения слоистых пластиков</a>
Способ получения высокообъемной пряжи
Номер патента: 159
Опубликовано: 30.09.1994
Авторы: Бочаров В. М., Трояшкин В. Я.
Метки: пряжи, способ, получения, высокообъемной
Текст:
...натянутые волокнанадсекаю ЩИМИ В БЭЛВМИ. ВОЛОКНЭ ПЭЗРЫВЭЮТ нащей от величины разводки междунадсе кающими 8 и вытяжными 7 валами и вы- Цтяжки в зоне разрыва, Затем из жгута формируют ленту и подают еев гофри рующее устройство 9 д где ленту уплот няют и придают ей извитость для обес.печения лучшей сцепляемости волокон при переработке ленты на последующем ПЭРЗХОДЕ. ГОФРИРОВЭННУЮ ЛЕНТУ уклады 50вают в тазы 10. Далее аапаривают лент...
Токопроводящая паста для формирования наружных электродов монолитных конденсаторов и способ ее получения
Номер патента: 323
Опубликовано: 30.12.1994
Авторы: Костомаров В. С., Харламова Л. П., Писаренко В. И., Чкалова В. Н.
МПК: H01B 1/02
Метки: наружных, токопроводящая, способ, конденсаторов, электродов, получения, паста, формирования, монолитных
Текст:
...керамического конденсаторостроения. а . - . Возможность осуществления изобретения подтверждается сведениями. относя а щимися к способу полученияпасты.примерам оптимальных составов и результатам экспериментальной проверки (испытаний изделий) - .Предлагаемый способ получения токопроводл-щей пасты осуществляется следующим образом.Предварительно мелкодиспрсное-серебро и стеклофритту смешивают с добавками аэростгта и стеариновой кислоты до...
Способ получения жидкого чугуна или стальных полупродуктов
Номер патента: 152
Опубликовано: 30.09.1994
Авторы: Рольф Хаук, Вернер КЕППЛИНГЕР
МПК: C21B 13/00
Метки: жидкого, полупродуктов, стальных, способ, или, получения, чугуна
Текст:
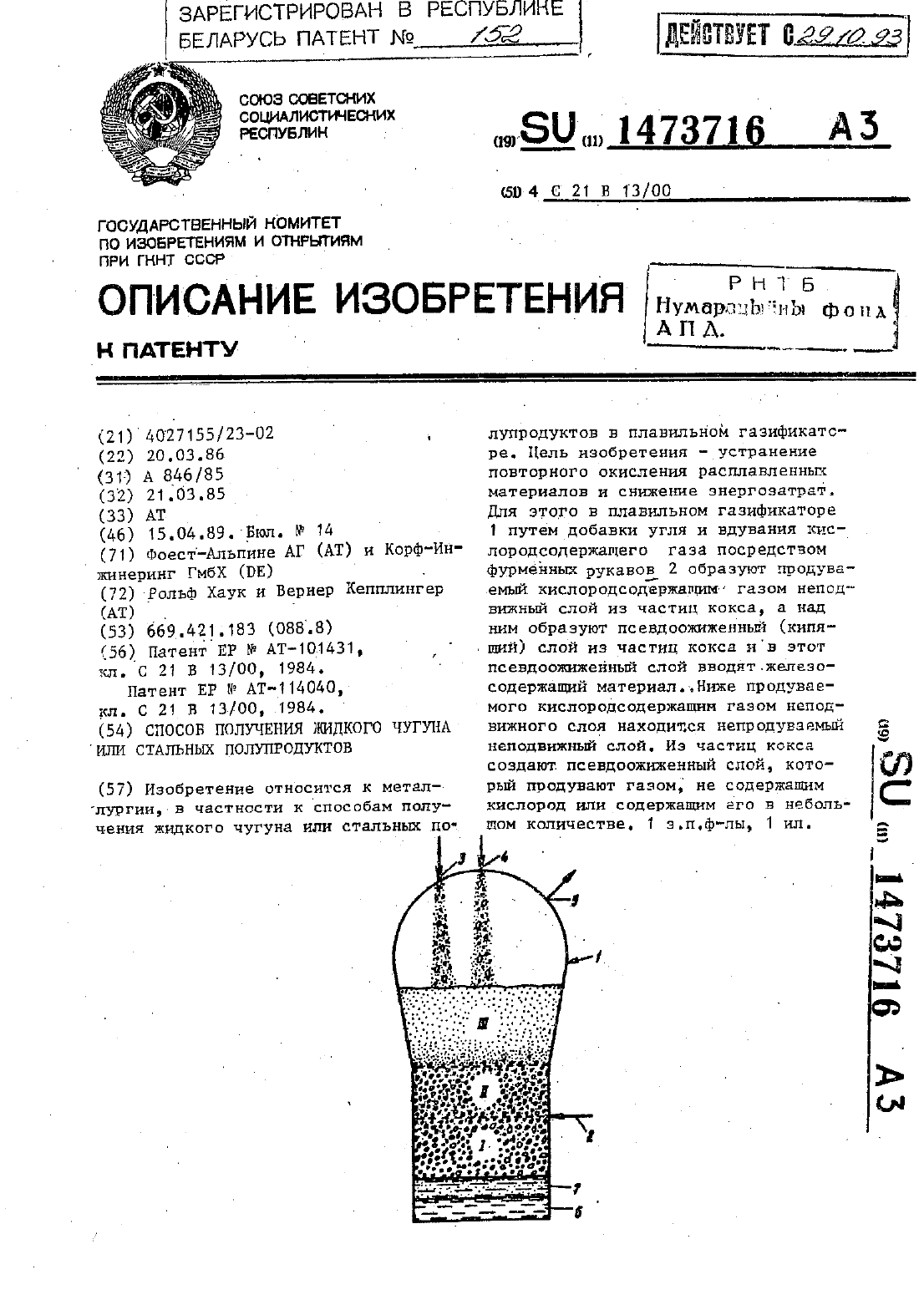
...газового по-50 тока в трубе недостаточна.только затормаживаются и проваливаются через псевдоожиженны слой 111 и, осаждаясь, образуют неподвижный слой 11 или неподвижный слой 1. 1В неподвижном слое 11 создают тепло, необходимое для ведения процесса,передают в противотоке расплавляемо-Рму губчатому железу и перегревают образующийся из шлака и металла рас план, Перегрев должен быть таким.(приблизительно до 1600 С), чтобы можно...
Способ получения кормовой смеси
Номер патента: 231
Опубликовано: 30.12.1994
Авторы: Зубец А. М., Музыченко Л. А., Шманенков Н. А., Алфимцев Н. А., Горбач Л. А., Бокова О. В.
МПК: A23K 1/00
Метки: смеси, кормовой, способ, получения
Текст:
...баков составляет 0,65 О 75 их объема. Время перемешиВНННЖ Однородност-Ъгполученной смеси, содержание- в ней липрина, протеина и лизина также отражены в таблице.Пшеница Ячмень Еожь Отруби пшеничные Картофель - д вареный 50 Свекла кормовая варенаяБотва свеклы Целлолигнин Липрин 2 гранулы Липрин 2,жидкий Лнприш 4 порошок Мука рыбная Мочевина Премикс 1 Каротин фосфат кормовой Мука ракушечнаяСоль поваренная Время перемешивания,мин...
Способ получения битумной эмульсионной мастики
Номер патента: 42
Опубликовано: 30.05.1994
Авторы: Маслаков Аркадий Дмитриевич, Вилисов А. П.
МПК: C08L 95/00
Метки: получения, мастики, эмульсионной, битумной, способ
Текст:
...шхту зчтльгатора при непрешшщмпфшшшшышавтщшше10 мин поочередно (порционно за д раза) вводят предварительно разогре тьш до 1 ос битум (маркиБНД 60/90)(47 мас.) н оставшееся количество 5 воды (333 мас.). П р н м е р 2 Битумную мастику готовят как в примере 1, но при этом для получения шихты (суспензии) эмульгатора берут 5 мас.2 извести негашеной, 13 мас.2 асбеста и 3,35 мас.2 воды (10 мас. от общего иоличества воды), при этом битум...
Предыдущий патент: Механизм нитеподачи с нитенакопителем, в частности, для текстильного оборудования
Следующий патент: Способ гранулирования порошкообразных минеральных удобрений
Случайный патент: Сетчатый окуляр