Способ изготовления трубчатого электронагревателя
Номер патента: 18487
Опубликовано: 30.08.2014
Авторы: Белоусов Александр Вениаминович, Киш Олег Иванович, Суходолов Юрий Викторович, Пушкарева Наталья Владимировна

Текст
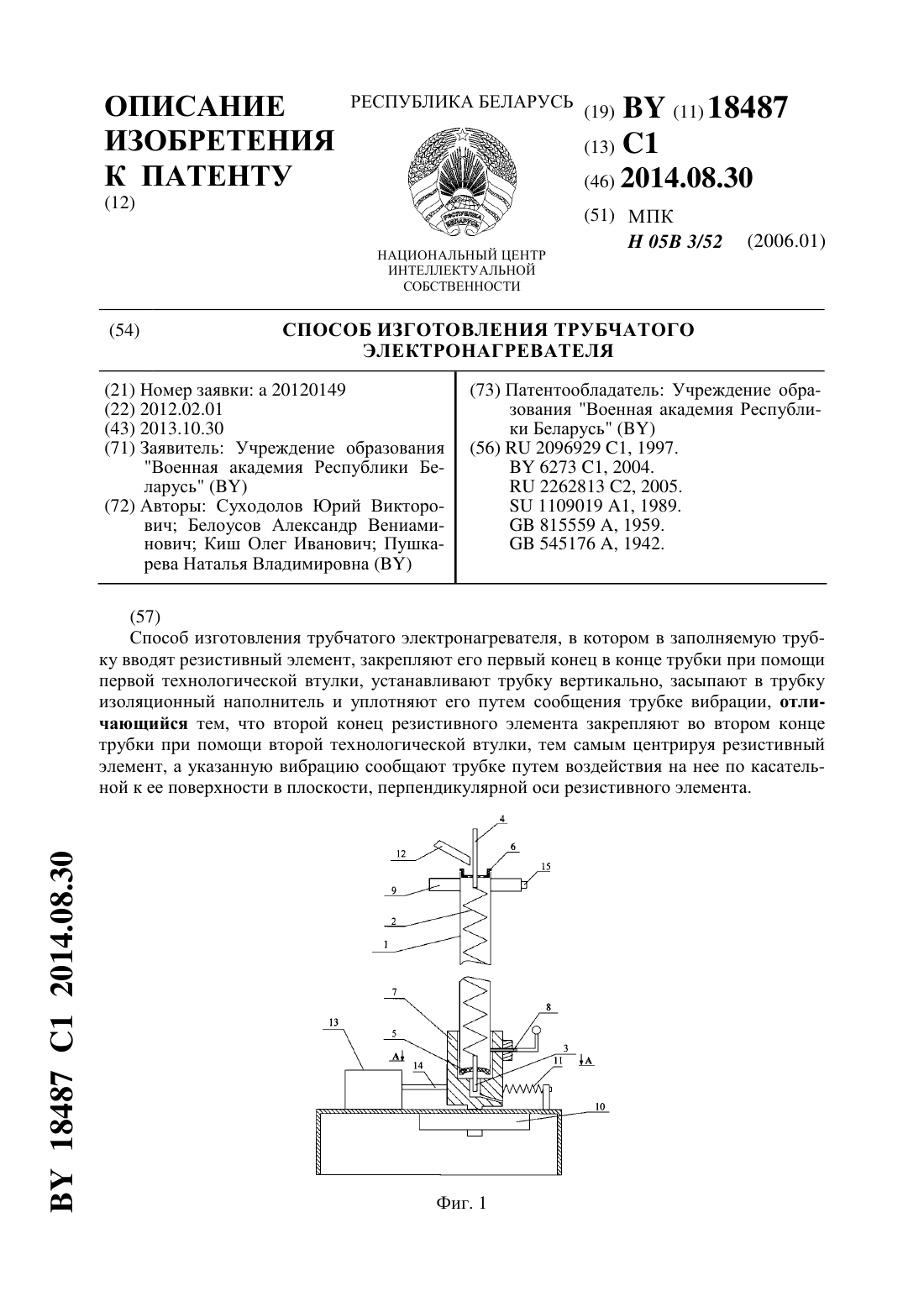
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ(71) Заявитель Учреждение образования Военная академия Республики Беларусь(72) Авторы Суходолов Юрий Викторович Белоусов Александр Вениаминович Киш Олег Иванович Пушкарева Наталья Владимировна(73) Патентообладатель Учреждение образования Военная академия Республики Беларусь(57) Способ изготовления трубчатого электронагревателя, в котором в заполняемую трубку вводят резистивный элемент, закрепляют его первый конец в конце трубки при помощи первой технологической втулки, устанавливают трубку вертикально, засыпают в трубку изоляционный наполнитель и уплотняют его путем сообщения трубке вибрации, отличающийся тем, что второй конец резистивного элемента закрепляют во втором конце трубки при помощи второй технологической втулки, тем самым центрируя резистивный элемент, а указанную вибрацию сообщают трубке путем воздействия на нее по касательной к ее поверхности в плоскости, перпендикулярной оси резистивного элемента. 18487 1 2014.08.30 Изобретение относится к области электротехники и может быть использовано при заполнении электроизоляционным наполнителем трубчатых электронагревателей (ТЭНов) преимущественно длиной свыше 1 м. Существует способ изготовления ТЭНов 1, заключающийся в том, что в вертикально расположенную трубку устанавливают резистивный спиральный элемент, нижний конец которого закрепляют с помощью технологической втулки, верхний конец подвешивают,вводят направляющую, которую поднимают по мере заполнения изоляционного наполнителя, а последний уплотняют путем вибрации. Недостатком этого способа является то, что требуется направляющая, что делает процесс засыпки трудоемким, особенно при изготовлении ТЭНов длиной более 1 м необходимо сохранять центровку направляющей и верхнего подвешенного конца спирального резистивного элемента непосредственно в процессе заполнения изоляционным наполнителем использование направляющей требует, чтобы высота производственных помещений была более двух длин изготовляемого ТЭНа и работы проводятся на высоте, равной двум длинам ТЭНов (так при изготовлении ТЭНов длиной 6 м центровка направляющей и верхнего торца должна выдерживаться на длине не менее 12 м) износ механической системы направляющей, приводов и крепежей приводит к нарушению центровки трубки и резистивного элемента. Наиболее близким техническим решением, выбранным в качестве прототипа, является способ изготовления трубчатого электронагревателя 2, при котором в заполняемую трубку вводят спиральный резистивный элемент, закрепляют его первый конец в конце трубки при помощи первой технологической втулки, устанавливают трубку вертикально в направляющие станины, натягивают спираль резистивного элемента и подвешивают второй конец его на фиксированный упор, совмещают продольную ось спирального резистивного элемента с продольной осью трубки путем зажима трубки по всей длине в пазу зафиксированной жесткой направляющей, засыпают в трубку изоляционный наполнитель и уплотняют его путем сообщения трубке вибрации, осуществляемой движением всей конструкции с направляющей, упором, трубкой и нагревательной спиралью вдоль ее вертикальной оси. Для реализации этого способа требуется устройство крепления трубки, подвес устройства крепления трубки, вибратор, устройство для передачи вибрации на засыпаемый трубчатый электронагреватель, устройство подвешивания всей вибрируемой конструкции,станина, втулка крепления нижнего конца спирального резистивного элемента, направляющая с -образным пазом, фиксирующий упор. Вышеприведенному способу присущи следующие недостатки он не позволяет засыпать трубчатые электронагреватели длиной более 1 м ввиду возникновения в спирали продольных резонансных колебаний, что приводит к неравномерному распределению витков и, соответственно, температуры вдоль оболочки электронагревателей в процессе эксплуатации при износе направляющей фиксирующего упора и при разбросе диаметра трубки нарушается ее центровка с осью резистивного элемента. Перечисленные выше недостатки также снижают качество и ресурс работы трубчатых электронагревателей. Следствием недостатков всех вышеперечисленных способов изготовления трубчатых электронагревателей является низкое качество из-за неравномерного распределения по длине витков спирального резистивного элемента необходимость создания сложной металлоемкой конструкции сниженный срок службы трубчатых электронагревателей из-за нарушения при изготовлении центровки трубки и спирального резистивного элемента. 2 18487 1 2014.08.30 Задачей предлагаемого способа является увеличение ресурса работы трубчатого электронагревателя путем повышения его качества и расширение функциональных возможностей способа путем изготовления трубчатых электронагревателей длиной более одного метра при сниженной трудоемкости и металлоемкости оборудования. Поставленная задача решается за счет того, что второй конец резистивного элемента закрепляют во втором конце трубки при помощи второй технологической втулки, тем самым центрируя резистивный элемент, а указанную вибрацию сообщают трубке путем воздействия на нее по касательной к ее поверхности в плоскости, перпендикулярной оси резистивного элемента. Суть предлагаемого способа заключается в следующем центрирование спирали резистивного элемента производится за счет закрепления второго его конца непосредственно во втором конце трубки при помощи второй технологической втулки и осуществляется до операции заполнения трубки изоляционным наполнителем, что исключает несоосность трубки и спирали. При осуществлении способа в процессе заполнения трубки изоляционным наполнителем через отверстия во второй технологической втулке вибрацию сообщают по касательной к поверхности трубки в плоскости, перпендикулярной оси спирального резистивного элемента, в результате чего не возникает условий для возникновения поперечных и продольных резонансных колебаний в спиральном резистивном элементе. Это позволяет изготавливать трубчатые электронагреватели длиной более одного метра, не возводя высоких,сложных и металлоемких конструкций, что обеспечивает расширение функциональных возможностей способа, удешевление производства и повышение качества трубчатых электронагревателей. Предлагаемый способ может быть реализован с помощью устройства, общий вид которого показан на фиг. 1, включающего заполняемую трубку 1, резистивный элемент 2,контактные стержни 3 и 4, первую и вторую технологические втулки 5 и 6, патрон 7, зажим 8, разъемную опору 9, опору вращения 10, возвратную пружину 11, трубку 12, вибратор 13, толкатель 14, пружинный замок 15. На фиг. 2 представлен разрез по А-А, где 1 флажок. Способ осуществляется следующим образом. В заполняемую трубку 1 (фиг. 1) устанавливают резистивный элемент 2 (фиг. 1), представляющий из себя спираль с контактными стержнями 3 и 4 (фиг. 1) на концах, которые фиксируются первой и второй технологической втулками 5 и 6 (фиг. 1) соответственно. Во второй технологической втулке 6 имеются отверстия для засыпки наполнителя. Первый конец трубки 1 (фиг. 1) с резистивным элементом 2 (фиг. 1) устанавливают в патрон 7(фиг. 1) и зажимают зажимом 8 (фиг. 1), второй конец устанавливают в разъемную опору 9 (фиг. 1), фиксируя пружинным замком 15 (фиг. 1). К патрону 7 (фиг. 1), который установлен в опору вращения 10 (фиг. 1), жестко прикрепляют флажок 1 (фиг. 2). Электроизоляционный наполнитель подают по трубке 12 (фиг. 1), диаметр которой определяется скоростью засыпки трубки, причем общая площадь отверстий в верхней технологической втулке должна быть больше площади отверстия трубки 12 (фиг. 1). От вибратора 13(фиг. 1) через толкатель 14 (фиг. 1) и флажок 1 (фиг. 2) вибрацию сообщают по касательной к поверхности патрона 7 (фиг. 1) и вместе с ним к наполняемой трубке. Вибратор 13(фиг. 1) работает совместно с возвратной пружиной 11 (фиг. 1). Трубка 1 (фиг. 1) и резистивный элемент 2 (фиг. 1) совершают колебания вокруг своей оси, которые не нарушают соосности трубки и резистивного элемента. В результате такого движения отсутствуют условия для возбуждения резонансных колебаний резистивного элемента 2 (фиг. 1). После заполнения трубки зажим 8 (фиг. 1) отпускают, раскрывают разъемную опору 9 (фиг. 1),расцепляя пружинный замок 15 (фиг. 1), и наполненную трубку 1 (фиг. 1) снимают. 18487 1 2014.08.30 Пример. Изготовлен экспериментальный образец устройства, реализующего предлагаемый способ. Разъемная опора 9 (фиг. 1) выполнена из двух частей, вращающихся на оси, и снабжена пружинным замком 15 (фиг. 1). Процесс изготовления следующий. Трубку 1 (фиг. 1) подготавливают во время заполнения предыдущей путем установки спирали внутри трубки на двух технологических втулках, затем вставляют первый конец снаряженной трубки 1 (фиг. 1) в патрон 7 (фиг. 1),второй конец - в опору 9 (фиг. 1) и закручивают зажим 8 (фиг. 1). После этого включают вибратор 13 (фиг. 1) и начинают подачу электроизоляционного наполнителя. При заполнении трубки диаметром 16 мм и длиной 2 м время подготовки трубки к установке составляет 26 с, установка занимает 8 с. Наполнение двухметровой трубки происходит за 62 с. При заполнении трубки диаметром 10 мм и длиной 0,65 м время подготовки трубки к установке составляет 18 с, установка трубки занимает 6 с, время наполнения занимает 13 с. При заполнении трубки диаметром 10 мм и длиной 3 м время подготовки трубки к установке составляет 42 с, установка трубки занимает 10 с, время наполнения занимает 76 с. Таким образом, согласно приведенным примерам, время подготовки трубки к установке не превышает времени наполнения, что позволяет подготавливать последующую трубку к наполнению за время наполнения предыдущей, независимо от длины трубки. В результате производительность засыпки трубки диаметром 10 мм при изготовлении опытной партии ТЭНов диаметром 8 мм длиной 0,65 м на 36 выше, а длиной 3 м - на 38 выше, чем у прототипа, для больших длин это превышение еще выше из-за отсутствия трудоемкой процедуры подготовки. Применение предлагаемого способа изготовления трубчатых электронагревателей позволяет изготавливать ТЭНы длиной более одного метра при сниженной металлоемкости и трудоемкости изготовления оборудования. Отсутствие поперечных и продольных резонансных колебаний позволяет равномерно распределять витки спирали, что положительно отражается на равномерности температуры вдоль оболочки ТЭНов. Центрирование резистивного элемента обеспечивает соосность трубки и спирали. Все вышесказанное не только расширяет функциональные возможности способа, но и повышает производительность труда и качество изготавливаемых ТЭНов. Источники информации 1. Миндин Г.Р. Электронагревательные трубчатые элементы. - М., 1965. - С. 101. 2. Патент РФ 2096929, МПК 605 3/52, 1997 (прототип). Фиг. 2 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: H05B 3/52
Метки: изготовления, электронагревателя, способ, трубчатого
Код ссылки
<a href="https://by.patents.su/4-18487-sposob-izgotovleniya-trubchatogo-elektronagrevatelya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления трубчатого электронагревателя</a>
Способ изготовления трубчатого электронагревателя
Номер патента: 6273
Опубликовано: 30.06.2004
Авторы: Стогний Александр Иванович, Зубец Александр Владимирович, Суходолов Юрий Викторович
Метки: электронагревателя, способ, трубчатого, изготовления
Текст:
...1350-1500 С в течение 1-5 ч. В наполнителе в результате химической реакции между периклазоми корундом А 2 О 3 с соотношением компонентов 11 мол. образуется шпинель 24, занимающая объем больший, чем объем, занимаемый смесью 5. В отличие от прототипа в заявленном способе увеличение объема наполнителя позволяет без дополнительных приспособлений и усложнения процесса изготовления уменьшить кратность операций опрессовки оболочки и перейти на...
Масса для изготовления токопроводящей пленки резистивного электронагревателя
Номер патента: 3319
Опубликовано: 30.06.2000
Авторы: Проневич Игорь Иванович, Мельниченко Игорь Михайлович, Подденежный Евгений Николаевич
Метки: резистивного, масса, электронагревателя, пленки, токопроводящей, изготовления
Текст:
...порошок и жидкое натриевое стекло, в качестве токопроводящего порошка содержит порошок алюминия, вместо жидкого натриевого стекла может содержать жидкое калиевое стекло, а компоненты массы взяты при следующем соотношении в массовых процентах порошок алюминия 20 95 ишлкое натриевое стекло или жидкое калиевое стекло 5 80.Согласно изобретению, заявляемую массу наносят на кремнеземсодержашую подложку ровным однородным слоем и обжигают вместе с...
Способ изготовления трубчатого трикотажа
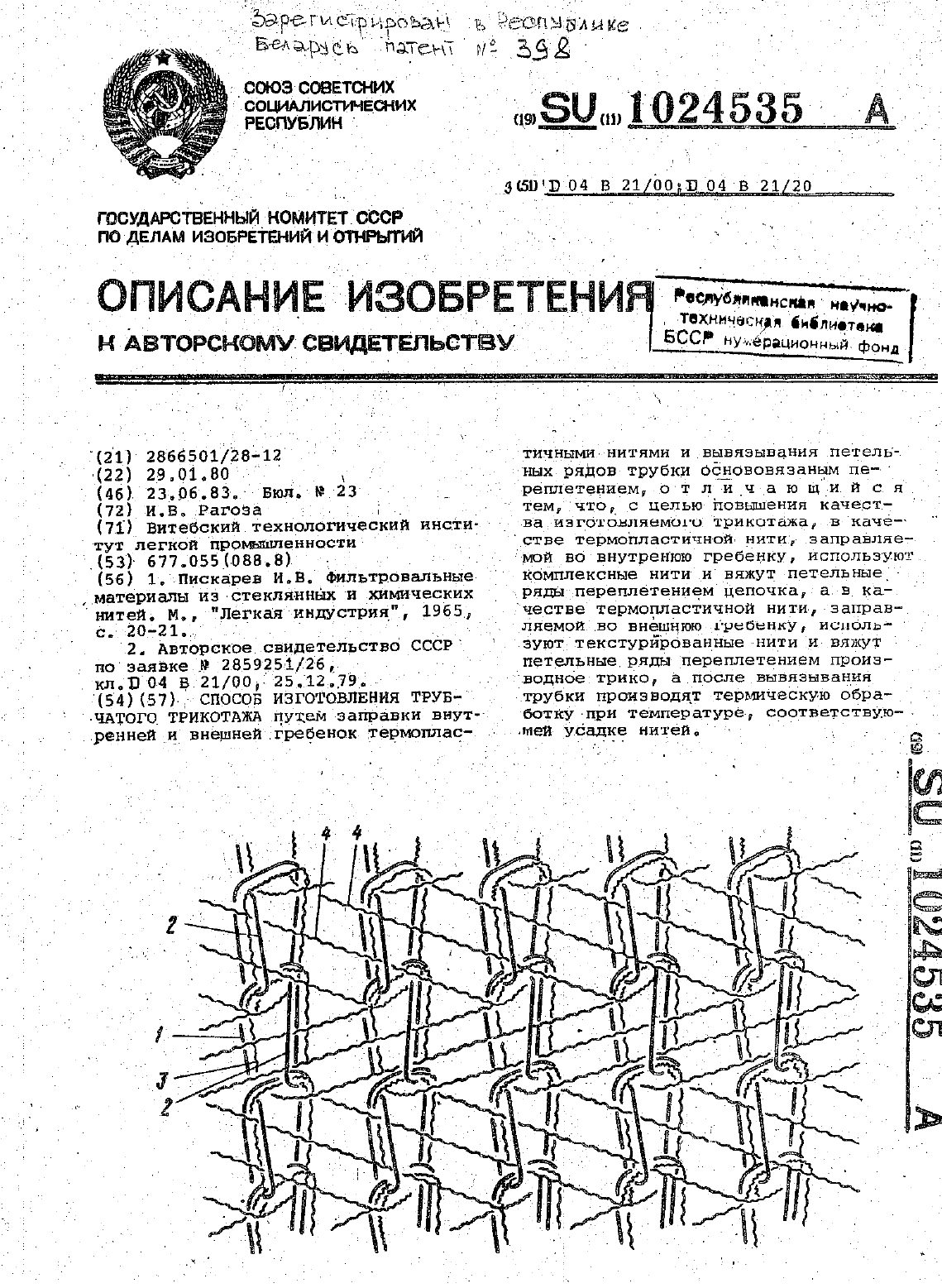
Номер патента: 398
Опубликовано: 30.03.1995
Автор: Рагоза Игорь Вячеславович
МПК: D04B 21/20, D04B 21/00
Метки: изготовления, трикотажа, способ, трубчатого
Текст:
...соглас но способу изготовления трубчатоготрикотажа путем Заправки внутренней И внешней гребенон терМопластичНыми 7в качестве термопластичной нити, зае правляемой во внутреннюю гребенкуд используют комплексные нити и вяжут петелъные ряды переплетением це почка а в качестве термопластичной 53 нити, ку, используют текстурированные нитиЭЗПРВПЯЕМОЙ ВО ВНВЩНЮЮ Гребен и вяжут петелъные ряды переплетением бпроизводное трико, а после вывязывания...
Способ изготовления намагниченного трубчатого фильтра
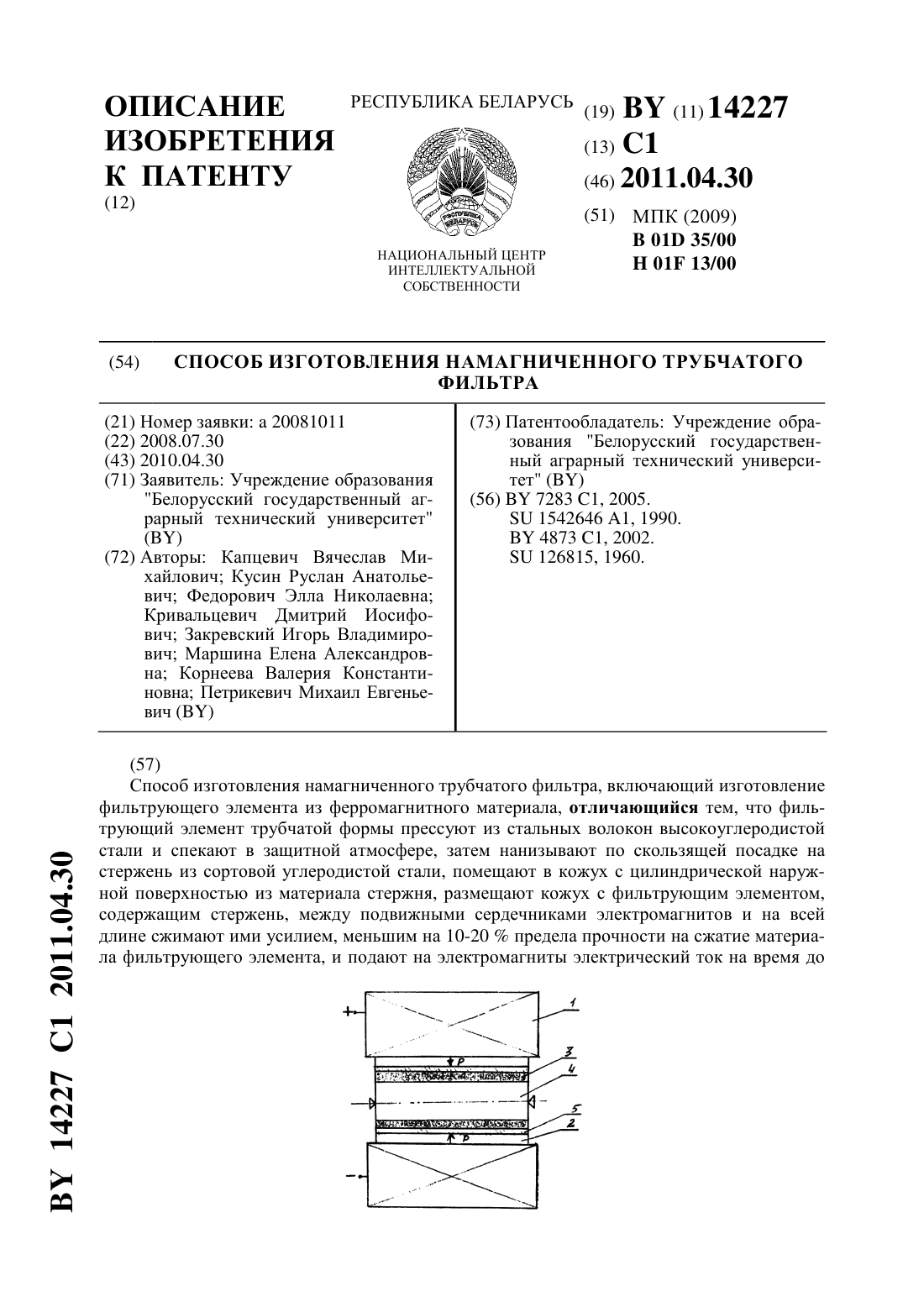
Номер патента: 14227
Опубликовано: 30.04.2011
Авторы: Кусин Руслан Анатольевич, Кривальцевич Дмитрий Иосифович, Корнеева Валерия Константиновна, Маршина Елена Александровна, Петрикевич Михаил Евгеньевич, Федорович Элла Николаевна, Закревский Игорь Владимирович, Капцевич Вячеслав Михайлович
МПК: H01F 13/00, B01D 35/00
Метки: намагниченного, трубчатого, фильтра, изготовления, способ
Текст:
...остаточную намагниченность 0,150,2 Тл. С целью осуществления эффективного намагничивания трубчатого фильтрующего элемента его нанизывают на стержень из сортовой углеродистой стали, обладающей высокой магнитной проницаемостью, например из Ст. 3, магнитная индукциядля которой составляет 0,82 Тл при напряженности намагничивающего поля, создаваемого электромагнитным индуктором 500 А/м. Нанизывание фильтрующего элемента на стержень по скользящей...
Способ изготовления трубчатого основовязаного трикотажа
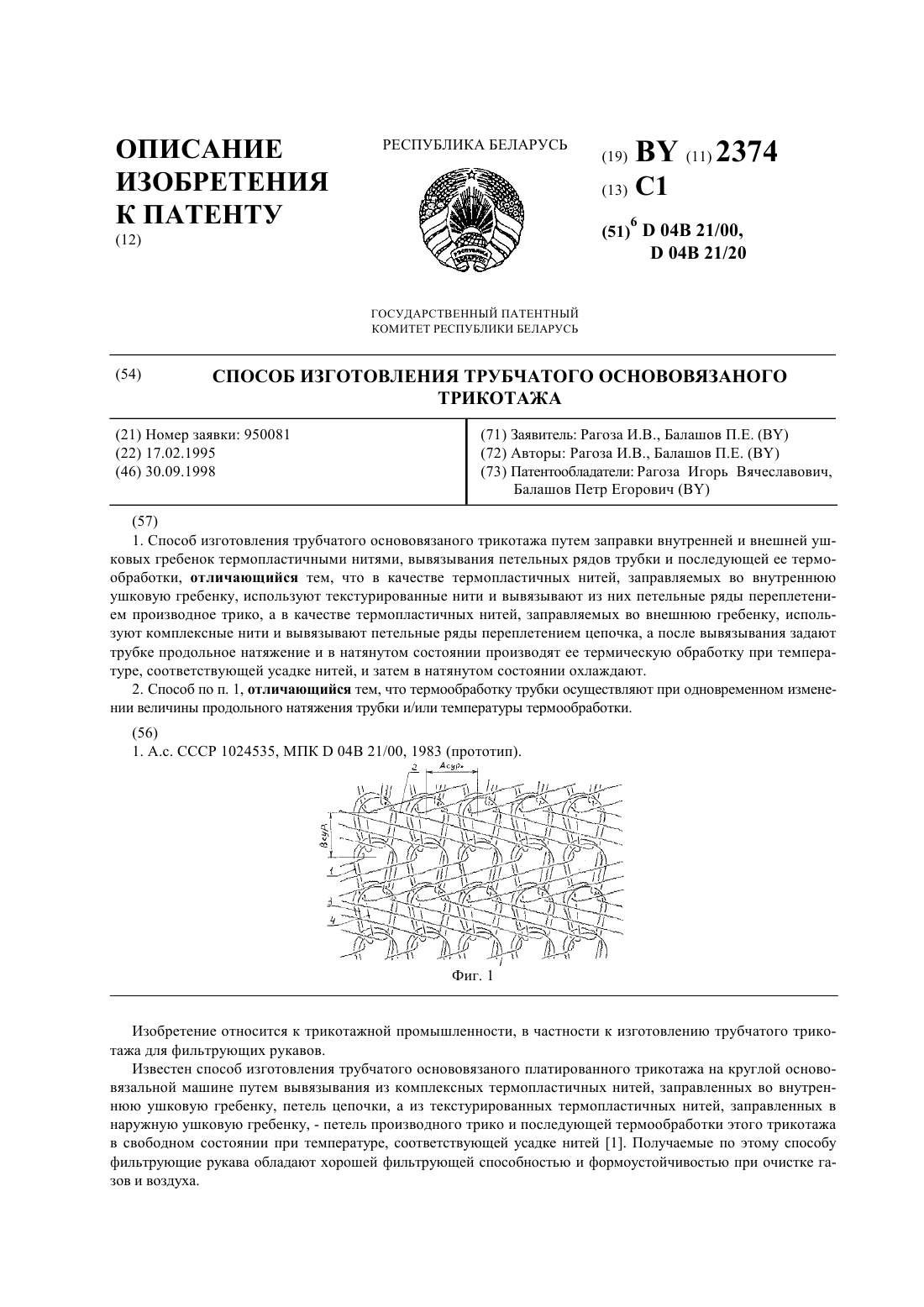
Номер патента: 2374
Опубликовано: 30.09.1998
Авторы: Рагоза Игорь Вячеславович, Балашов Петр Егорович
МПК: D04B 21/00, D04B 21/20
Метки: способ, трикотажа, изготовления, основовязаного, трубчатого
Текст:
...при продольном натяжении трубки. Трубчатый трикотаж вывязывают на двухгребеночной основовязальной машине из двух систем нитей основы. Одну систему из текстурированных термопластичных нитей заправляют во внутреннюю ушковую гребенку, а вторую систему из комплексных термопластичных нитей заправляют в наружную ушковую гребенку. При вывязывании трубки обеими гребенками сообщают встречные сдвиги. Из текстурированных нитей внутренней...
Предыдущий патент: Способ обнаружения маловысотного летательного аппарата
Следующий патент: Комплексная минерально-витаминная добавка для сельскохозяйственных животных и птицы
Случайный патент: Комплект упаковки для пищевых продуктов