Способ изготовления трубчатого основовязаного трикотажа
Номер патента: 2374
Опубликовано: 30.09.1998
Текст
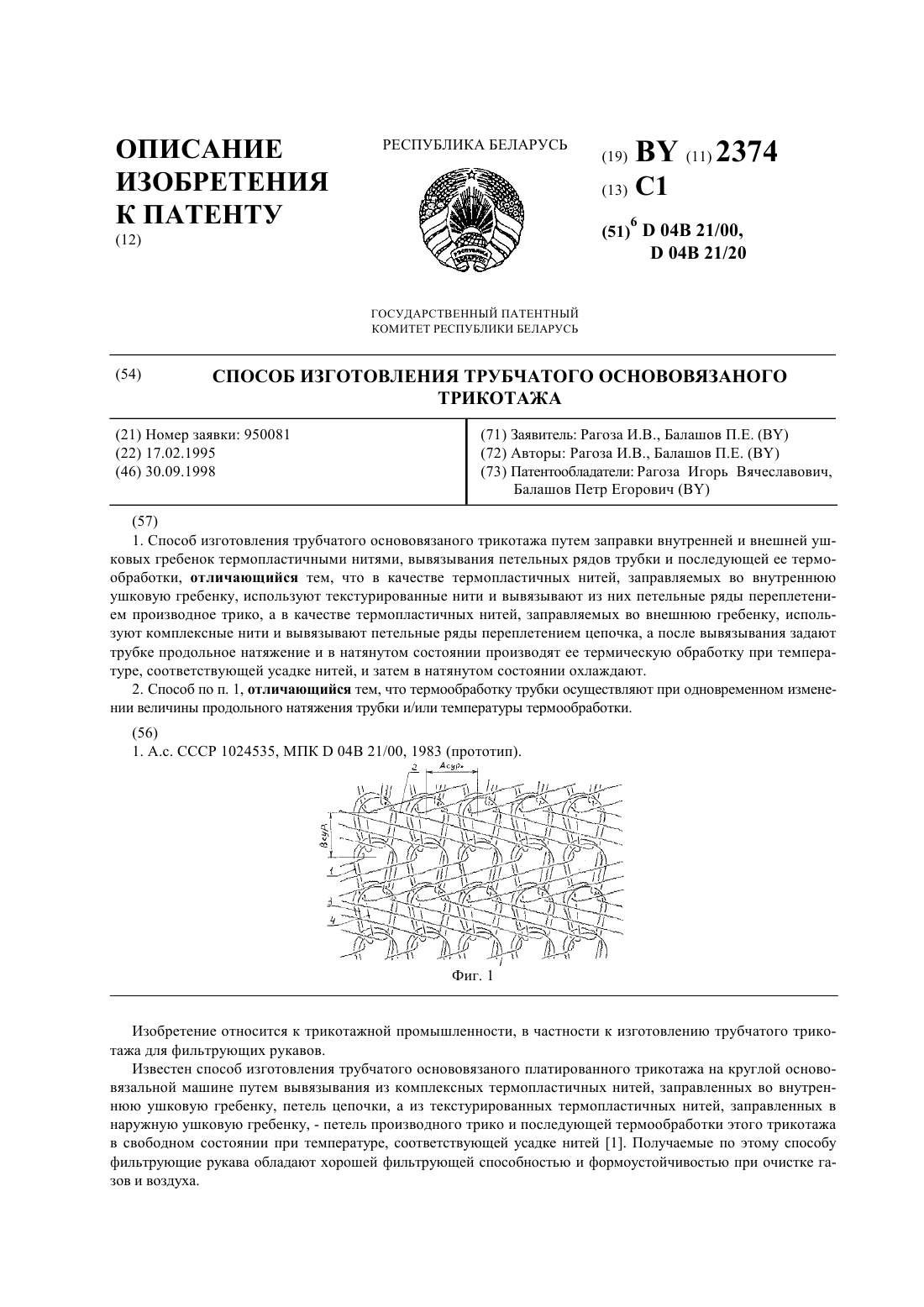
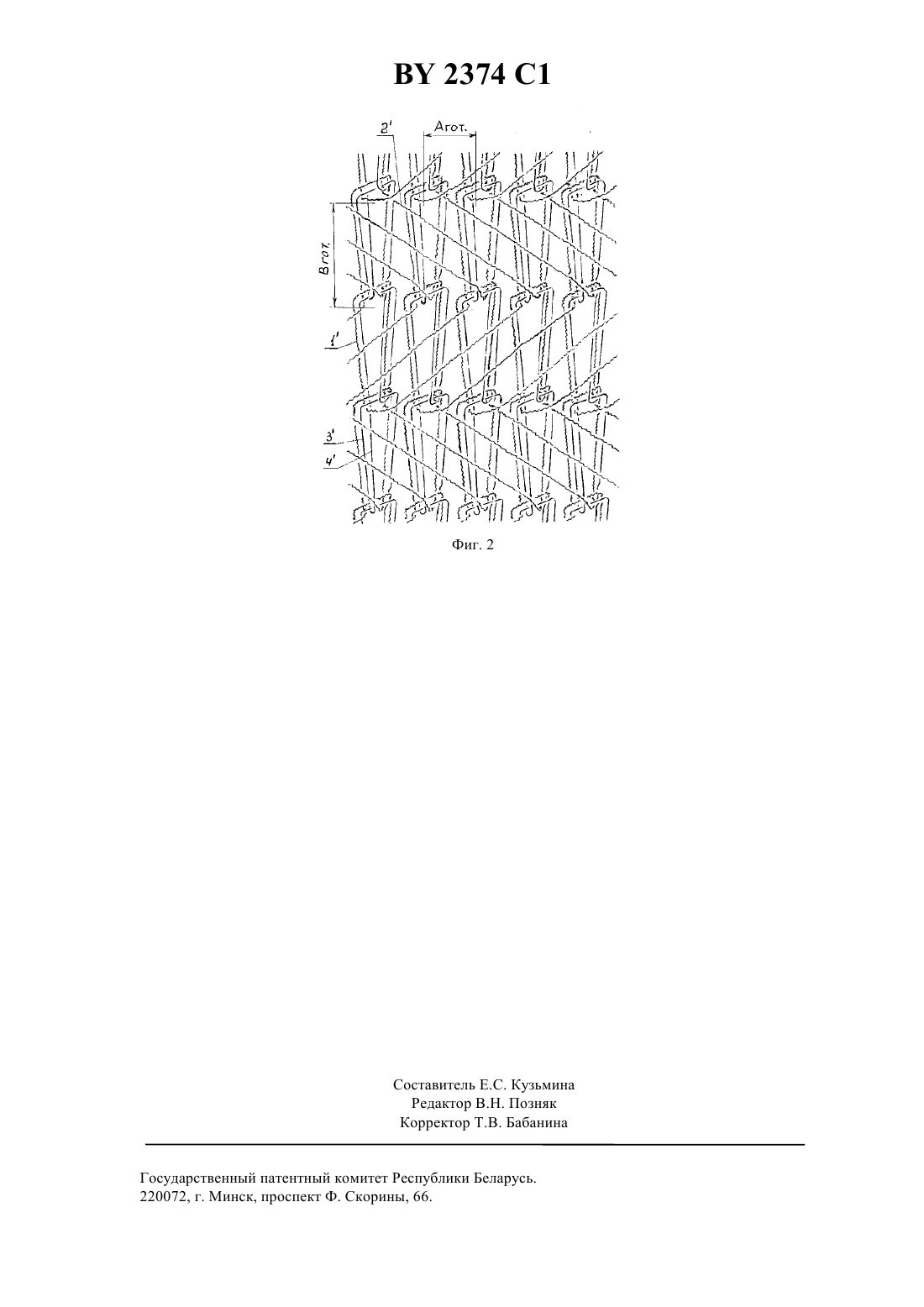
04 21/20 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ОСНОВОВЯЗАНОГО ТРИКОТАЖА(73) Патентообладатели Рагоза Игорь Вячеславович,Балашов Петр Егорович(57) 1. Способ изготовления трубчатого основовязаного трикотажа путем заправки внутренней и внешней ушковых гребенок термопластичными нитями, вывязывания петельных рядов трубки и последующей ее термообработки, отличающийся тем, что в качестве термопластичных нитей, заправляемых во внутреннюю ушковую гребенку, используют текстурированные нити и вывязывают из них петельные ряды переплетением производное трико, а в качестве термопластичных нитей, заправляемых во внешнюю гребенку, используют комплексные нити и вывязывают петельные ряды переплетением цепочка, а после вывязывания задают трубке продольное натяжение и в натянутом состоянии производят ее термическую обработку при температуре, соответствующей усадке нитей, и затем в натянутом состоянии охлаждают. 2. Способ по п. 1, отличающийся тем, что термообработку трубки осуществляют при одновременном изменении величины продольного натяжения трубки и/или температуры термообработки. Изобретение относится к трикотажной промышленности, в частности к изготовлению трубчатого трикотажа для фильтрующих рукавов. Известен способ изготовления трубчатого основовязаного платированного трикотажа на круглой основовязальной машине путем вывязывания из комплексных термопластичных нитей, заправленных во внутреннюю ушковую гребенку, петель цепочки, а из текстурированных термопластичных нитей, заправленных в наружную ушковую гребенку, - петель производного трико и последующей термообработки этого трикотажа в свободном состоянии при температуре, соответствующей усадке нитей 1. Получаемые по этому способу фильтрующие рукава обладают хорошей фильтрующей способностью и формоустойчивостью при очистке газов и воздуха. 2374 1 Недостатком известного способа является то, что на круглой основовязальной машине своего типоразмера вязальной головки (класс и число игл) можно изготавливать трубчатый основовязаный трикотаж только одного диаметра. Так как известный способ предусматривает вывязывание петель из нитей обеих гребенок минимальной длины, то получить на этой машине фильтрующий рукав меньшего диаметра за счет уменьшения длины петель невозможно. Уменьшить же диаметр рукава за счет увеличения усадки по ширине не удается, так как в этом направлении он, практически, не усаживается. Усадка протяжек производного трико,определяющих, в целом, периметр трубчатого трикотажа, затруднена тем, что эти протяжки зафиксированы в петельной структуре трикотажа охватывающими их с изнанки вертикально ориентированными протяжками петель цепочки, которые прижимают протяжки производного трико к сдвоенным остовам петель. При термообработке раньше начинают усадку комплексные нити петель цепочки и еще более фиксируют протяжки из текстурированных нитей, препятствуя усадке по ширине и уменьшению диаметра трубчатого трикотажа. Получить качественный фильтрующий рукав большего диаметра за счет увеличения длины петель также нельзя, так как с увеличением длины петель увеличиваются размеры микропор трикотажа и их количество, а фильтрующая способность петельной структуры резко ухудшается. Использование известного способа 1 требует для обеспечения изготовления всей гаммы диаметров фильтрующих рукавов, применяемых в промышленности, такой же гаммы типоразмеров круглых основовязальных машин, для чего необходимы большие материальные затраты. Кроме того, одним из требований фильтрации является налипание отфильтрованной пыли на поверхность фильтрующего материала для образования своего дополнительного фильтрующего слоя из самой пыли. Однако, при вывязывании по известному способу трубчатого основовязаного трикотажа для фильтрующих рукавов на лицевой стороне располагаются остовы петель цепочки, а на изнанке - протяжки этих же петель цепочки, образованных из комплексных нитей. Расположение комплексных нитей с гладкой поверхностью на лицевой и изнаночной стороне фильтрующего материала не способствует оседанию на них пыли. Петли же производного трико, образованные текстурированными нитями, хорошо накапливающими и удерживающими отфильтрованную пыль в силу своей объемности и шероховатости поверхности, оказываются упакованными внутри петельной структуры трикотажа, полученного по известному способу 1. Задачей настоящего изобретения является расширение технологических возможностей круглых основовязальных машин, улучшение потребительских свойств трубчатого основовязаного трикотажа для фильтрующих рукавов и повышение экономичности их производства. Указанная задача решается благодаря тому,что в качестве термопластичных нитей, заправляемых во внутреннюю ушковую гребенку, используют текстурированные нити и вывязывают из них петли переплетением производного трико, а в качестве термопластичных нитей, заправляемых во внешнюю гребенку, используют комплексные нити и вывязывают петли переплетением цепочки, а после вывязывания задают трубке продольное натяжение и одновременно в натянутом состоянии производят ее термическую обработку при температуре, соответствующей усадке нитей, и затем в натянутом состоянии охлаждают, причем для изменения диаметра трубчатого основовязаного трикотажа его термообработку осуществляют при одновременном изменении величины продольного натяжения трубки и/или температуры термообработки. Изобретение поясняется на фиг. 1 и 2. На фиг. 1 изображена структура переплетения трубчатого трикотажа после вывязывания на круглой основовязальной машине. На фиг. 2 изображена структура того же трикотажа после его термообработки при продольном натяжении трубки. Трубчатый трикотаж вывязывают на двухгребеночной основовязальной машине из двух систем нитей основы. Одну систему из текстурированных термопластичных нитей заправляют во внутреннюю ушковую гребенку, а вторую систему из комплексных термопластичных нитей заправляют в наружную ушковую гребенку. При вывязывании трубки обеими гребенками сообщают встречные сдвиги. Из текстурированных нитей внутренней ушковой гребенки вывязывают петли производного трико, сдвоенные с петлями цепочки, вывязываемыми из комплексных нитей наружной ушковой гребенки (фиг. 1). Остовы 1 петель производного трико располагаются на лицевой стороне трикотажа, а протяжки 2 - свободно на изнаночной стороне. Остовы 3 и протяжки 4 петель цепочки располагаются внутри петельной структуры между остовами 1 и протяжками 2 производного трико. После выхода вывязываемой трубки трикотажа из круглой основовязальной машины формируются параметры Асур. и Всур. При этом проявляется объемность протяжек 2 из текстурированных нитей, которые укорачиваются и сближают смежные сдвоенные остовы 1, 3 петель и формируют петельный шаг Асур. в суровом виде. Проявление объемности текстурированных нитей в остовах 1 петель также укорачивает их. При этом остовы 3 петель цепочки расширяются и укорачиваются по высоте и формируется высота петельных рядов Всур. в суровом виде. Формирование необходимого диаметра трубки основовязаного трикотажа производят следующим образом. 2374 1 Сообщают продольное натяжение трубке вдоль ее петельных столбиков. При этом петельная структура деформируется, переходя из состояния, приведенного на фиг. 1, в состояние, показанное на фиг. 2 Остовы 1 петель производного трико (фиг. 2), остовы 3 и протяжки 4 петель цепочки вытягиваются вдоль петельных столбиков. При этом часть нити из протяжек 2 переходит в остовы 1. В результате высота петельных рядов увеличивается, а петельный шаг трикотажа и диаметр его трубки уменьшается. В этом растянутом в длину состоянии трикотаж поступает в зону термообработки с температурой, соответствующей усадке нитей. Под действием температуры, находящиеся, практически, в свободном состоянии,протяжки 2 петель производного трико (фиг. 2) усаживаются, сближая петельные столбики, и еще больше уменьшают при этом диаметр трубчатого трикотажа. Далее трубчатый трикотаж при том же продольном натяжении перемещается в зону охлаждения и петельная структура из термопластичных нитей фиксируется после охлаждения в том состоянии, какое она получила при температуре термоусадки под продольным натяжением. В результате получают готовый трубчатый основовязаный трикотаж с зафиксированной петельной структурой, который имеет высоту Вгот. петельных рядов большую, чем высота Всур. трикотажа по снятию машины(фиг. 1 и 2) и петельный шаг Агот. меньший, чем петельный шаг Асур. трикотажа по снятию с машины. Соответственно изменению петельного шага изменяется и диаметр трубки трикотажа в готовом виде. Предельный минимальный диаметр трубки в готовом виде при заданной температуре термообработки определяется максимальной величиной продольного натяжения, при котором комплексные нити в петлях цепочки получают максимальную ориентацию вдоль петельных столбиков. Например, если по известному способу 1 с круглой основовязальной машины можно получить только фильтрующие рукава диаметром 200 мм, то по предлагаемому способу в готовом виде можно в пределе получать фильтрующие рукава диаметром 130 мм. При меньших, чем предельное, значениях продольного натяжения при термообработке и охлаждении рукавов, варьируя его величиной, можно получить гамму необходимых значений диаметров этих рукавов в интервале от 130 мм до 200 мм с использованием одной круглой основовязальной машины. Кроме того, варьируя температурой термообработки трубчатого трикотажа при постоянном значении продольного натяжения, можно варьировать усадкой протяжек 2 (фиг. 1) и получать разную длину этих протяжек 2 (фиг. 2) в готовом виде. В результате изменения температуры термообработки можно варьировать величиной петельного шага Агот. и значениями диаметров трубчатого трикотажа в готовом виде. Таким образом, варьируя значениями продольного натяжения при термообработке и охлаждении трубчатого трикотажа, либо варьируя температурой термоусадки, либо варьируя обоими факторами одновременно, можно получать достаточно широкую гамму диаметров трубчатых фильтрующих рукавов при использовании круглой основовязальной машины одного типоразмера. Обработку трубчатого основовязаного трикотажа по предлагаемому способу производят при последовательном непрерывном прохождении трикотажа через установку, содержащую устройство для создания и регулирования величины продольного натяжения трикотажа, а также для его продольного перемещения, зону термообработки с регулированием ее температуры и зону охлаждения трикотажа. Расположение текстурированных нитей на лицевой и изнаночной сторонах трубчатого трикотажа (фиг. 1 и 2), изготавливаемого по предлагаемому способу, способствует оседанию и налипанию пыли при использовании этого трикотажа в качестве фильтрующих рукавов. Осевший на поверхности слой пыли создает дополнительный слой фильтрации и улучшает качество процесса. При этом не имеет значения подается запыленный воздух внутрь фильтрующего рукава или снаружи. Деформация петель цепочки под действием натяжения вдоль петельных столбиков, их усадка в зоне термообработки и фиксация в этом ориентированном состоянии при охлаждении обеспечивает повышенную формоустойчивость трубчатого трикотажа в продольном направлении при использовании его в качестве фильтрующих рукавов. Поперечная формоустойчивость достигается термоусаженными и зафиксированными протяжками производного трико благодаря их преимущественной ориентации вдоль петельных рядов трубки трикотажа и повышенного количества протяжек, приходящихся на каждый остов петли. В приведенном примере (фиг. 1 и 2) остовы каждой петли пересекают две протяжки. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 4
МПК / Метки
МПК: D04B 21/00, D04B 21/20
Метки: способ, трубчатого, изготовления, основовязаного, трикотажа
Код ссылки
<a href="https://by.patents.su/4-2374-sposob-izgotovleniya-trubchatogo-osnovovyazanogo-trikotazha.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления трубчатого основовязаного трикотажа</a>
Способ изготовления трубчатого трикотажа
Номер патента: 398
Опубликовано: 30.03.1995
Автор: Рагоза Игорь Вячеславович
МПК: D04B 21/00, D04B 21/20
Метки: изготовления, трикотажа, способ, трубчатого
Текст:
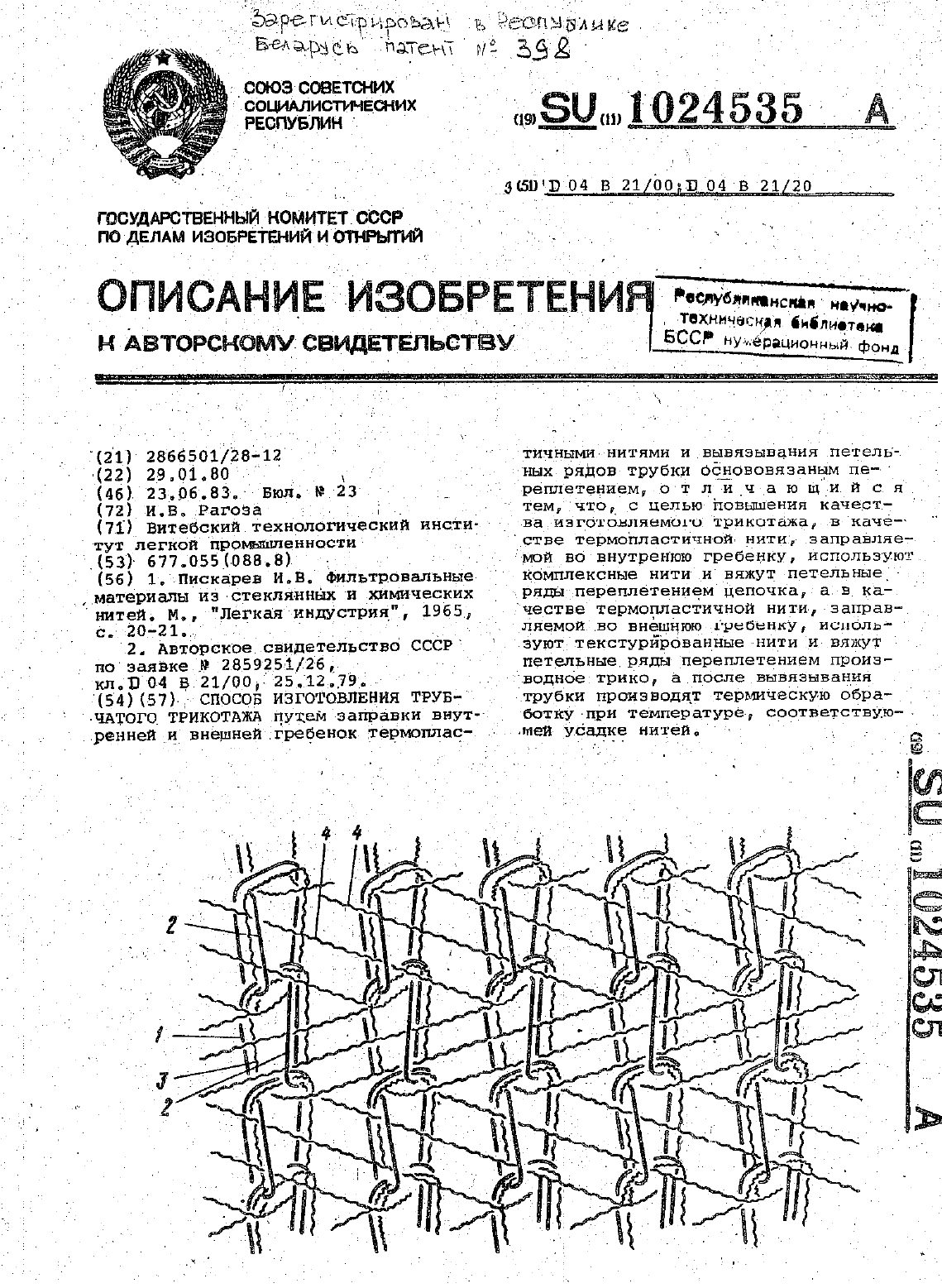
...соглас но способу изготовления трубчатоготрикотажа путем Заправки внутренней И внешней гребенон терМопластичНыми 7в качестве термопластичной нити, зае правляемой во внутреннюю гребенкуд используют комплексные нити и вяжут петелъные ряды переплетением це почка а в качестве термопластичной 53 нити, ку, используют текстурированные нитиЭЗПРВПЯЕМОЙ ВО ВНВЩНЮЮ Гребен и вяжут петелъные ряды переплетением бпроизводное трико, а после вывязывания...
Способ вязания трубчатого основовязаного трикотажа

Номер патента: 2209
Опубликовано: 30.06.1998
Авторы: Балашов Петр Егорович, Рагоза Игорь Вячеславович
МПК: D04B 25/02, D04B 21/20, D04B 21/00...
Метки: способ, вязания, трикотажа, трубчатого, основовязаного
Текст:
...фронта вязальных игл. Вязальные иглы 3-6 получают рабочие фронтальные вертикальные перемещения в направления В вдоль своих стрежней. После кулирования остовов 7-10 петель предыдущего ряда (фиг. 1) опускавшимися иглами 3-6 они останавливаются и начинают подниматься вверх. При этом подъеме вязальных игл 3-6 остовы 7-10 петель освобождаются и усилие от общей оттяжки заводит их за спинки вязальных игл. К моменту, когда загибки крючков вязальных...
Кругловязальная машина для изготовления кулирного трикотажа с основными и уточными нитями
Номер патента: 223
Опубликовано: 30.12.1994
Авторы: Викулов И. М., Онищенко П. П., Смирнов Л. С., Присяжнюк П. А., Масленников Ю. И., Драх Ф. М.
МПК: D04B 9/18
Метки: машина, изготовления, нитями, уточными, трикотажа, кулирного, основными, кругловязальная
Текст:
...нити расположен внутри гребенки, частичный разрез на фиг.3 вязальная система, где нитеводнтель петлеобразуюеи НИТИ расположен сна- ружи гребенки, частичный разрезна фиг. 4 нитеводитель для подачи петлеооразующей нити снаружи гребен7 947237 - в . котажа, для образования которого исл игл 26 и взаимодействующие с замкае пользованы нитеводители петлеобра ми 29, также.охватывающими игольный зуюдей нити, расположенные только цилиндр 25. Замки...
Способ вязания кулирного трикотажа с основными и уточными нитями
Номер патента: 222
Опубликовано: 30.12.1994
Авторы: Масленников Ю. И., Викулов И. М.
Метки: вязания, нитями, основными, уточными, кулирного, способ, трикотажа
Текст:
...1 перемешают по траектории Н, горловину платины 2 - по траектории 12,а глазок УЩКОБННЬ перемещают ОТНОСИТЕЛЬно игл и пластин так, что на фронтальной проекции нижняя кромка глазка очерчивает траекторию 13, а на 1 горизонтальной проекции внутренняя кромка глазка очерчивает траекторию 14.Траектория глазка ушковины врадиальной плоскости представляет собой отрезок прямой линии, наклоненной к направле нию движения игл под углом, например,45.В...
Фильтрующий материал
Номер патента: 629
Опубликовано: 30.06.1995
Авторы: Рагоза Игорь Вячеславович, Абросимов Юрий Викторович, Козловская Людмила Геннадьевна, Бурова Наталья Ивановна
МПК: B01D 39/08
Метки: фильтрующий, материал
Текст:
...цепь достигается тем,что в качестве-фильтрующего материала применен трубчатый основовязаль ныи трикотаж.Трубчатый фильтрующий материал заданного размера образуют из непре 25рЫВНОЙ ТРУЙКИ ОСН 0 ВОЕЯЭаЛЬНОГО ТРИ котажа с круглой основовяэальной машины. трубку разрезают на отрезкиковые СВОЙСТБВ как ПО длине, Составитель Э.Андреева Техред М. Коштуратнеобходимой длины изатем используют в этом виде или краясдваивают и подшивают т.е....
Предыдущий патент: Устройство для уплотнения тарелки массобменного аппарата при производстве спирта
Следующий патент: Способ получения сложно-смешанного удобрения
Случайный патент: Плоский кабель