Способ изготовления намагниченного трубчатого фильтра
Номер патента: 14227
Опубликовано: 30.04.2011
Авторы: Закревский Игорь Владимирович, Маршина Елена Александровна, Корнеева Валерия Константиновна, Кривальцевич Дмитрий Иосифович, Капцевич Вячеслав Михайлович, Петрикевич Михаил Евгеньевич, Федорович Элла Николаевна, Кусин Руслан Анатольевич
Текст
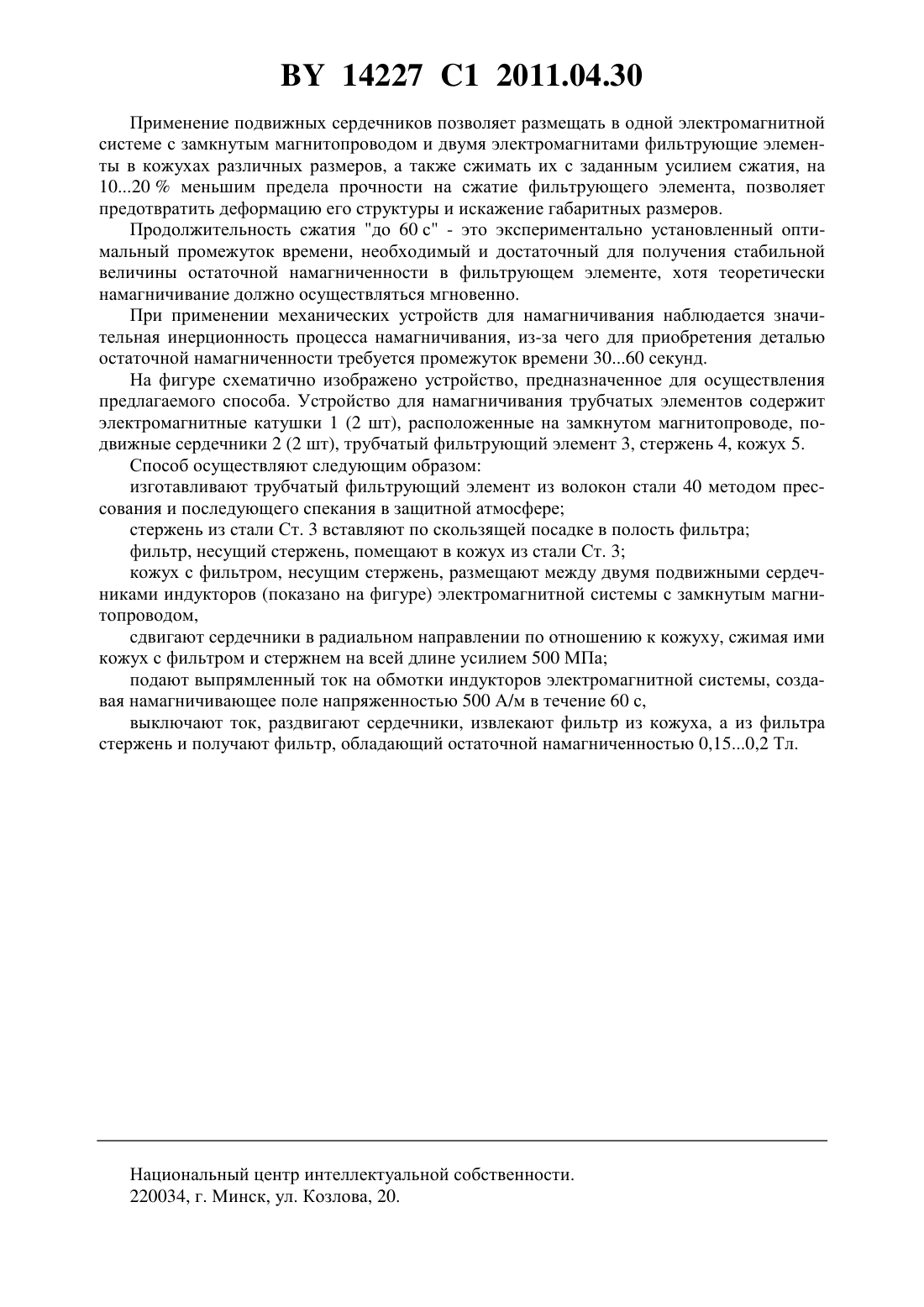
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ НАМАГНИЧЕННОГО ТРУБЧАТОГО ФИЛЬТРА(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Капцевич Вячеслав Михайлович Кусин Руслан Анатольевич Федорович Элла Николаевна Кривальцевич Дмитрий Иосифович Закревский Игорь Владимирович Маршина Елена Александровна Корнеева Валерия Константиновна Петрикевич Михаил Евгеньевич(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) Способ изготовления намагниченного трубчатого фильтра, включающий изготовление фильтрующего элемента из ферромагнитного материала, отличающийся тем, что фильтрующий элемент трубчатой формы прессуют из стальных волокон высокоуглеродистой стали и спекают в защитной атмосфере, затем нанизывают по скользящей посадке на стержень из сортовой углеродистой стали, помещают в кожух с цилиндрической наружной поверхностью из материала стержня, размещают кожух с фильтрующим элементом,содержащим стержень, между подвижными сердечниками электромагнитов и на всей длине сжимают ими усилием, меньшим на 10-20 предела прочности на сжатие материала фильтрующего элемента, и подают на электромагниты электрический ток на время до 14227 1 2011.04.30 60 секунд, при этом внутреннюю полость кожуха выполняют эквидистантной наружной поверхности фильтрующего элемента, причем длины кожуха, стержня и фильтрующего элемента равны, а минимальная толщина материала кожуха выдерживает усилие сжатия сердечниками электромагнитов без деформации. Изобретение относится к способам изготовления фильтров, может быть использовано в устройствах для разделения жидкой и твердой фазы, содержащей ферромагнитные и диамагнитные частицы, путем притягивания их и удержания в ячейках-порах намагниченного трубчатого фильтра. Известны способы изготовления фильтров, включающие изготовление барабанов, которые устанавливают с возможностью вращения, при этом барабаны снабжают металлическими сетками и транспортными ребрами, например патент 02085253, 1997. Близким к предлагаемому изобретению является способ изготовления фильтров,включающий изготовление корпуса из немагнитного материала и днища, в гнезде которого устанавливают диск из постоянного магнита, например патент 23207062, 2006. Наиболее близким к предлагаемому способу изготовления фильтра, предназначенного для улавливания и удержания ферромагнитных и диамагнитных частиц с целью очистки жидких сред, является способ, включающий намагничивание парой индукторов, сердечники которых прижимают к ферромагнитной трубе с усилием от 100 до 1000 патент РБ 7283, 2005, однако применить для намагничивания трубчатых фильтрующих элементов этот способ невозможно, так как при столь значительном усилии, приложенном односторонне, будут искажены форма, размеры и структура фильтрующего элемента. Кроме этого, односторонне приложенное усилие позволяет прижать сердечники к намагничиваемой трубе, но не позволяет сжать ее, чтобы получить достаточную величину остаточной намагниченности. Технической задачей настоящего изобретения является получение намагниченного трубчатого фильтра, в котором фильтрующий элемент имеет поры, стенки которых способны притянуть и удержать ферромагнитные и парамагнитные частицы. Поставленная техническая задача достигается тем, что фильтрующий элемент трубчатой формы прессуют из стальных волокон высокоуглеродистой стали и спекают в защитной атмосфере, затем нанизывают по скользящей посадке на стержень из сортовой углеродистой стали, помещают в кожух с цилиндрической наружной поверхностью из материала стержня, размещают кожух с фильтрующим элементом, содержащим стержень,между подвижными сердечниками электромагнитов и на всей длине сжимают ими усилием, меньшим на 1020 предела прочности на сжатие материала фильтрующего элемента, и подают на электромагниты электрический ток на время до 60 секунд, при этом внутреннюю полость кожуха выполняют эквидистантной наружной поверхности фильтрующего элемента, причем длины кожуха, стержня и фильтрующего элемента равны, а минимальная толщина материала кожуха выдерживает усилие сжатия сердечниками электромагнитов без деформации. Сущность способа состоит в том, что применение трубчатого фильтрующего элемента позволяет протекать по его отверстию фильтруемой среде, при этом в процессе протекания ферромагнитные и парамагнитные частицы из среды будут притягиваться в намагниченные ячейки-поры. Изготовление фильтрующего элемента из волокон высокоуглеродистой стали методом прессования позволяет образовать в нем поры-ячейки и одновременно придать ему прочность, спекание в защитной атмосфере стабилизирует форму, структуру пор-ячеек и параметры прочности фильтрующего элемента. 14227 1 2011.04.30 Применение ферромагнитных волокон позволяет намагнитить фильтрующий элемент,разместив его между сердечниками электромагнитов, а использование высокоуглеродистой стали позволяет сохранять волокнам остаточную намагниченность 0,150,2 Тл. С целью осуществления эффективного намагничивания трубчатого фильтрующего элемента его нанизывают на стержень из сортовой углеродистой стали, обладающей высокой магнитной проницаемостью, например из Ст. 3, магнитная индукциядля которой составляет 0,82 Тл при напряженности намагничивающего поля, создаваемого электромагнитным индуктором 500 А/м. Нанизывание фильтрующего элемента на стержень по скользящей посадке позволяет одновременно избежать деформации структуры ячеек-пор и потерь магнитного потока,излучаемого сердечниками электромагнитов. С этой же целью фильтрующий элемент из высокоуглеродистой стали, обладающей магнитной проницаемостью меньшей, чем стержень (например, для стали 40 магнитная индукция составляет 0,3 Тл при напряженности намагничивающего поля 500 А/м), помещают в кожух с цилиндрической наружной поверхностью, изготовленный из материала стержня, при этом происходит замыкание магнитного потока, излучаемого сердечниками электромагнитов через фильтрующий элемент, и предотвращение деформации структуры ячеек-пор при сжатии. Это усиливает эффект намагничивания фильтрующего элемента, так как замыкание магнитного потока происходит по цепочке кожух-фильтр-стержень-фильтр-кожух и намагниченные электромагнитами до 0,82 Тл кожух и стержень этим полем намагничивают, в свою очередь, фильтрующий элемент. Величина намагниченности кожуха Вк(стержня Вс) может быть рассчитана по формуле Вк(ХкМо) Н, Тл. Величина намагниченности Вф фильтрующего элемента от поля, передаваемого кожухом, может быть рассчитана по формуле Вф(ХфМо) Вк, Тл. Величина намагниченности Вф фильтрующего элемента от поля, передаваемого ему стержнем, может быть рассчитана по формуле Вф(ХфМ 0)ВсТл,где Не - величина магнитного поля, излучаемого сердечниками электромагнитов, Тл Хк - магнитная проницаемость материала кожуха Хф - магнитная проницаемость материала фильтра М 0 - магнитная проницаемость вакуума, М 01,25610-6 Гн/м. Экспериментально установлено, что при сжатии намагничиваемого элемента по всей его длине в процессе намагничивания в нем увеличивается величина остаточной намагниченности на 50-70 , что объясняется кристаллическим строением металла. В предлагаемом способе при сжатии фильтрующего элемента на всей его длине сердечниками электромагнитов происходит сужение кристаллов высокоуглеродистой стали(стали 40, из которой изготовлены спрессованные волокна фильтрующего элемента) и одновременное уплотнение вещества в направлении замыкания магнитного потока, пересекающего цепочку кожух-фильтр-стержень-фильтр-кожух, при этом происходит ориентация вектора намагниченности вещества в направлении магнитного потока, излучаемого сердечниками электромагнитов, и приложенного усилия сжатия (а не равномерно по всему объему). Цилиндрическая наружная поверхность кожуха и форма внутренней его поверхности,эквидистантная наружной поверхности фильтрующего элемента, нанизанного по скользящей посадке на стержень, а также выполнение кожуха и стержня по длине равными фильтрующему элементу позволяют эффективно передать усилие сжатия от подвижных сердечников электромагнитов, а также избежать рассеяния магнитного потока, ими излучаемого. 3 14227 1 2011.04.30 Применение подвижных сердечников позволяет размещать в одной электромагнитной системе с замкнутым магнитопроводом и двумя электромагнитами фильтрующие элементы в кожухах различных размеров, а также сжимать их с заданным усилием сжатия, на 1020 меньшим предела прочности на сжатие фильтрующего элемента, позволяет предотвратить деформацию его структуры и искажение габаритных размеров. Продолжительность сжатия до 60 с - это экспериментально установленный оптимальный промежуток времени, необходимый и достаточный для получения стабильной величины остаточной намагниченности в фильтрующем элементе, хотя теоретически намагничивание должно осуществляться мгновенно. При применении механических устройств для намагничивания наблюдается значительная инерционность процесса намагничивания, из-за чего для приобретения деталью остаточной намагниченности требуется промежуток времени 3060 секунд. На фигуре схематично изображено устройство, предназначенное для осуществления предлагаемого способа. Устройство для намагничивания трубчатых элементов содержит электромагнитные катушки 1 (2 шт), расположенные на замкнутом магнитопроводе, подвижные сердечники 2 (2 шт), трубчатый фильтрующий элемент 3, стержень 4, кожух 5. Способ осуществляют следующим образом изготавливают трубчатый фильтрующий элемент из волокон стали 40 методом прессования и последующего спекания в защитной атмосфере стержень из стали Ст. 3 вставляют по скользящей посадке в полость фильтра фильтр, несущий стержень, помещают в кожух из стали Ст. 3 кожух с фильтром, несущим стержень, размещают между двумя подвижными сердечниками индукторов (показано на фигуре) электромагнитной системы с замкнутым магнитопроводом,сдвигают сердечники в радиальном направлении по отношению к кожуху, сжимая ими кожух с фильтром и стержнем на всей длине усилием 500 МПа подают выпрямленный ток на обмотки индукторов электромагнитной системы, создавая намагничивающее поле напряженностью 500 А/м в течение 60 с,выключают ток, раздвигают сердечники, извлекают фильтр из кожуха, а из фильтра стержень и получают фильтр, обладающий остаточной намагниченностью 0,150,2 Тл. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B01D 35/00, H01F 13/00
Метки: намагниченного, фильтра, способ, изготовления, трубчатого
Код ссылки
<a href="https://by.patents.su/4-14227-sposob-izgotovleniya-namagnichennogo-trubchatogo-filtra.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления намагниченного трубчатого фильтра</a>
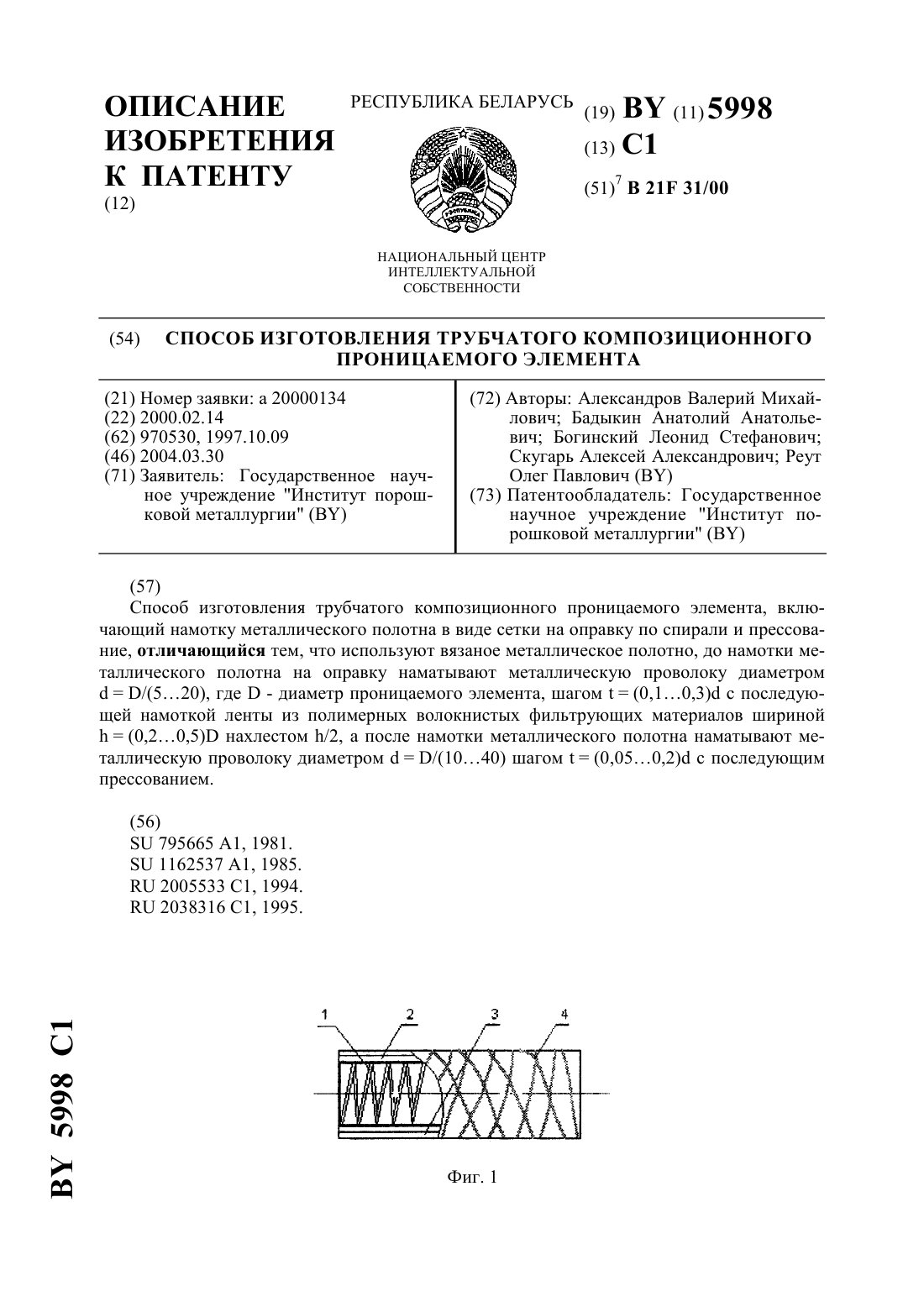
Способ изготовления трубчатого композиционного проницаемого элемента
Номер патента: 3554
Опубликовано: 30.09.2000
Авторы: Бадыкин Анатолий Анатольевич, Скугарь Алексей Александрович, Богинский Леонид Стефанович, Реут Олег Павлович, Александров Валерий Михайлович
МПК: B21F 3/04, B01D 39/12
Метки: проницаемого, элемента, трубчатого, композиционного, изготовления, способ
Текст:
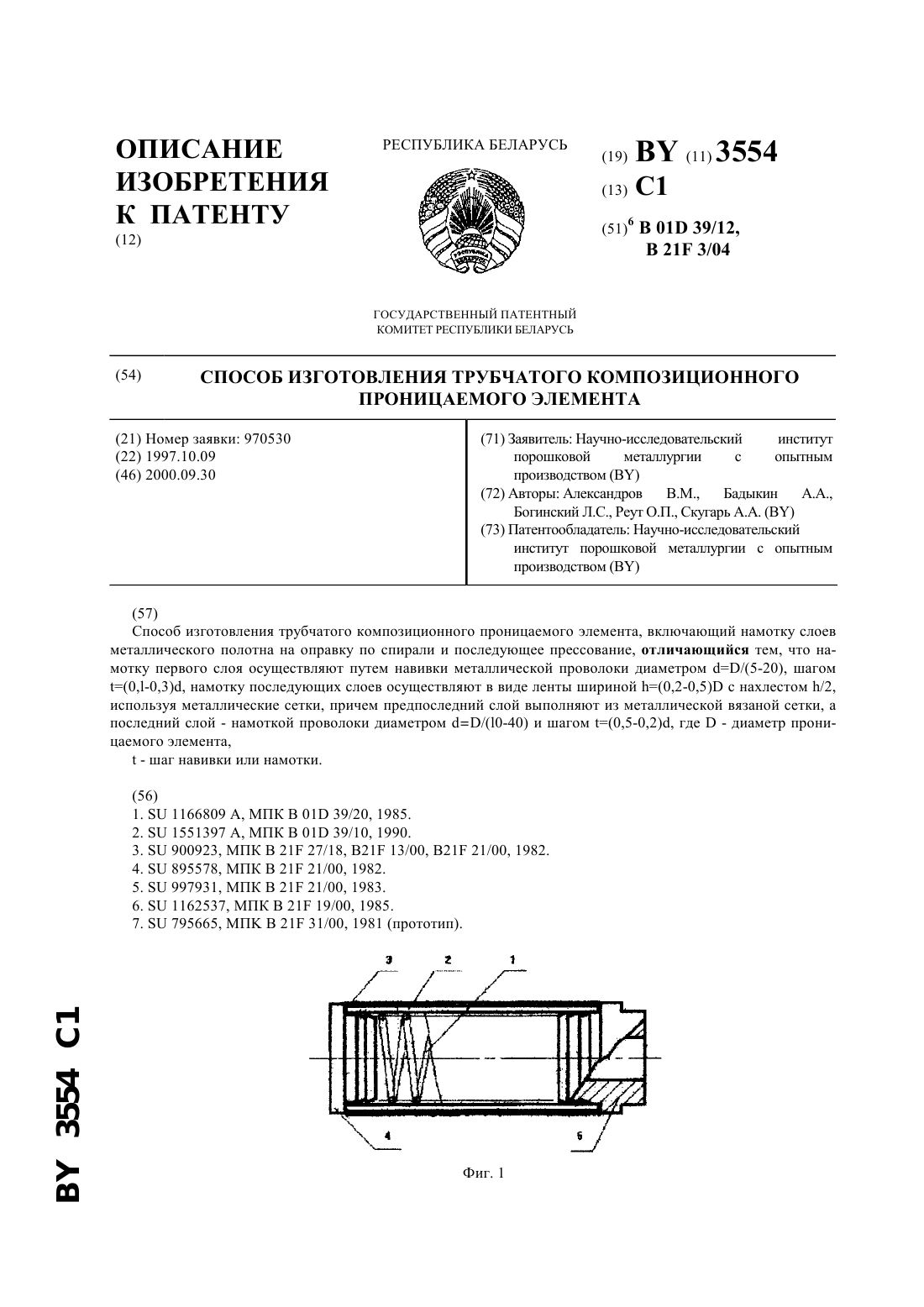
...швом 7. Однако такая технология предусматривает наличие дорогостоящего нагревательного оборудования, кроме того, нагрев сетчатого полотна снижает его прочностные свойства (снимается наклеп нагартованной проволоки сетки). Технической задачей изобретения является повышение эксплуатационных характеристик фильтра(трубчатого проницаемого композиционного элемента). Поставленная техническая задача решается тем, что в способе изготовления...
Способ изготовления многоцветного оптического фильтра для жидкокристаллического устройства
Номер патента: 1007
Опубликовано: 15.12.1995
Авторы: Будникова Наталья Васильевна, Русалович Анатолий Иванович, Белько Владимир Владимирович, Кареник Тамара Николаевна
МПК: G02F 1/133
Метки: оптического, фильтра, жидкокристаллического, устройства, изготовления, способ, многоцветного
Текст:
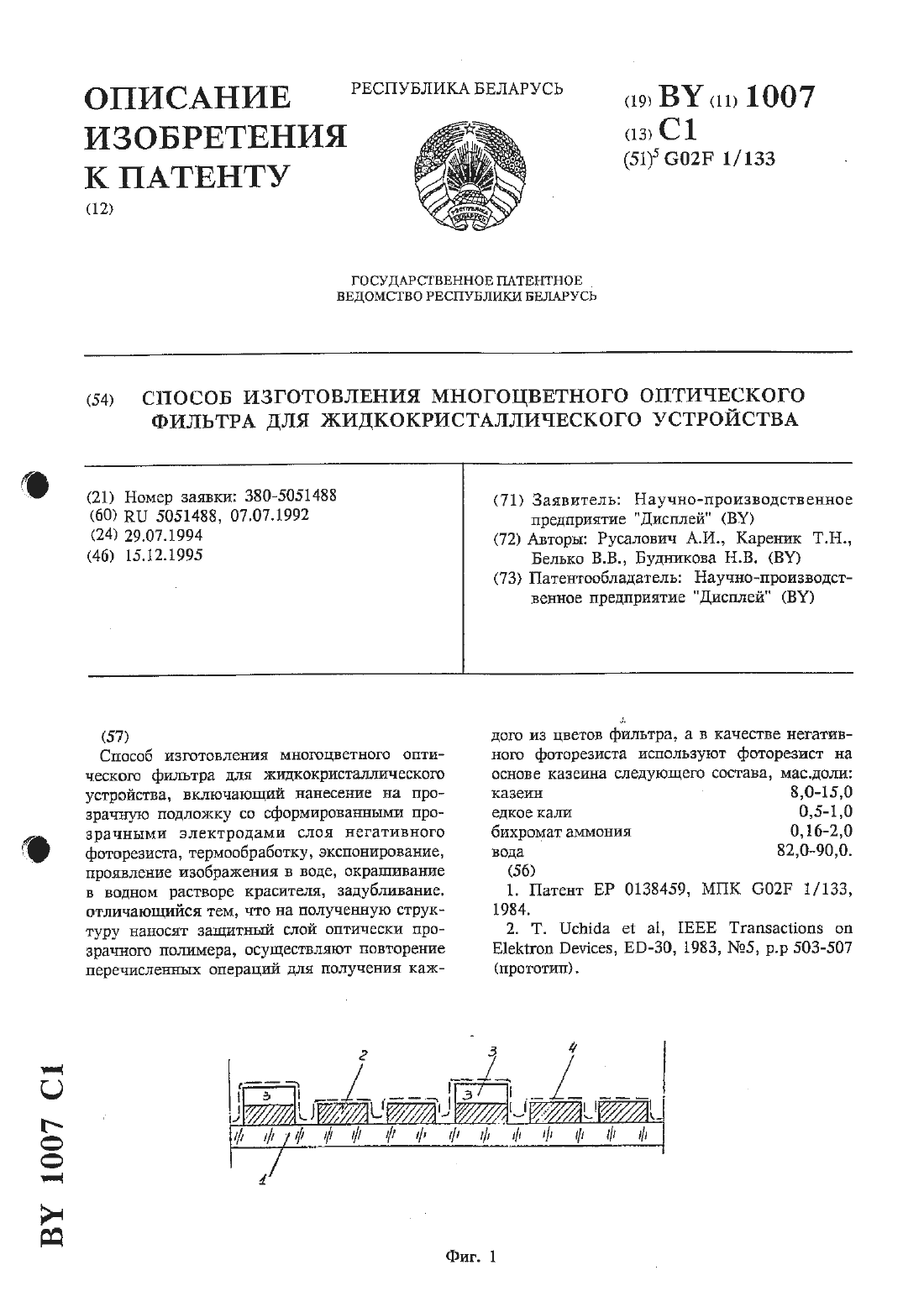
...на основе казеина. Слой фоторезиста сушат и экспонируют УФ-излучением через фотошаблон соответствующей топологии. Фоторезист, используемый в данном способе, является водорастворимым, поэтому проявление конфигурации элементов фильтра и удаление необлученных участков осуществляют в воде при комнатной температуре. Окрашивание элементов формируемого фильтра в разные цвета, например, красный, зеленый, желтый,проводят в водном растворе...
Индикатор засоренности фильтрующего элемента фильтра очистки масла двигателя внутреннего сгорания
Номер патента: 10811
Опубликовано: 30.06.2008
Автор: Слободич Геннадий Никитич
МПК: F01M 11/10, B01D 35/143
Метки: масла, двигателя, очистки, сгорания, фильтрующего, индикатор, внутреннего, элемента, фильтра, засоренности
Текст:
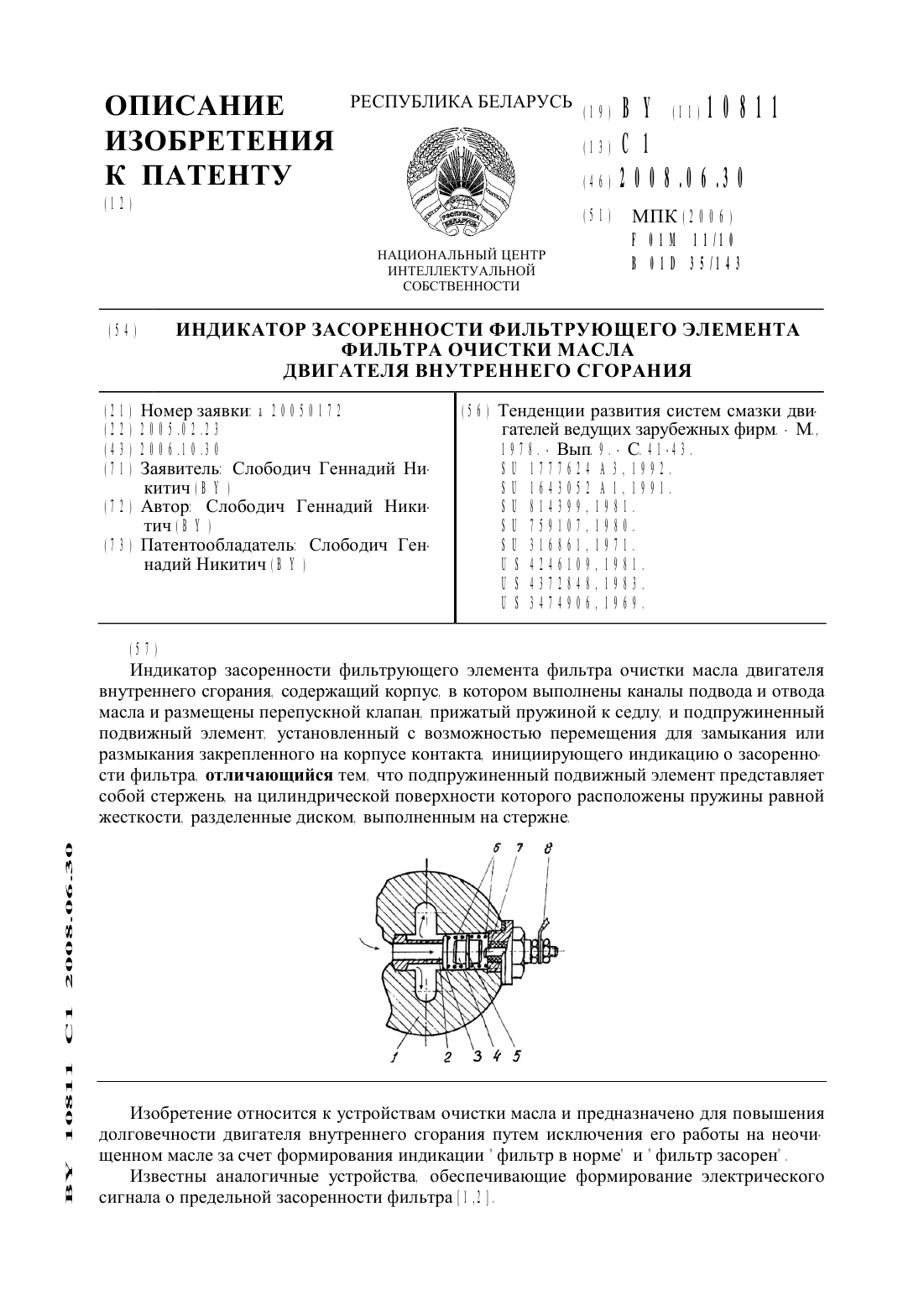
...элемента фильтра очистки масла состоит в том. что подпружиненный подвижный элемент представляет собой стержень. на цилиндрической поверхности которого расположены пружины клапана и индикации. выполненные равной жесткости и разделенные диском. выполненным на стержне. что обеспечиваетиндикацию о предельно допустимой засоренности фильтрующего элемента и минимальный перепуск масла из картера минуя фильтрполное открытие проходного сечения...
Способ изготовления трубчатого основовязаного трикотажа
Номер патента: 2374
Опубликовано: 30.09.1998
Авторы: Рагоза Игорь Вячеславович, Балашов Петр Егорович
МПК: D04B 21/00, D04B 21/20
Метки: изготовления, трубчатого, трикотажа, способ, основовязаного
Текст:
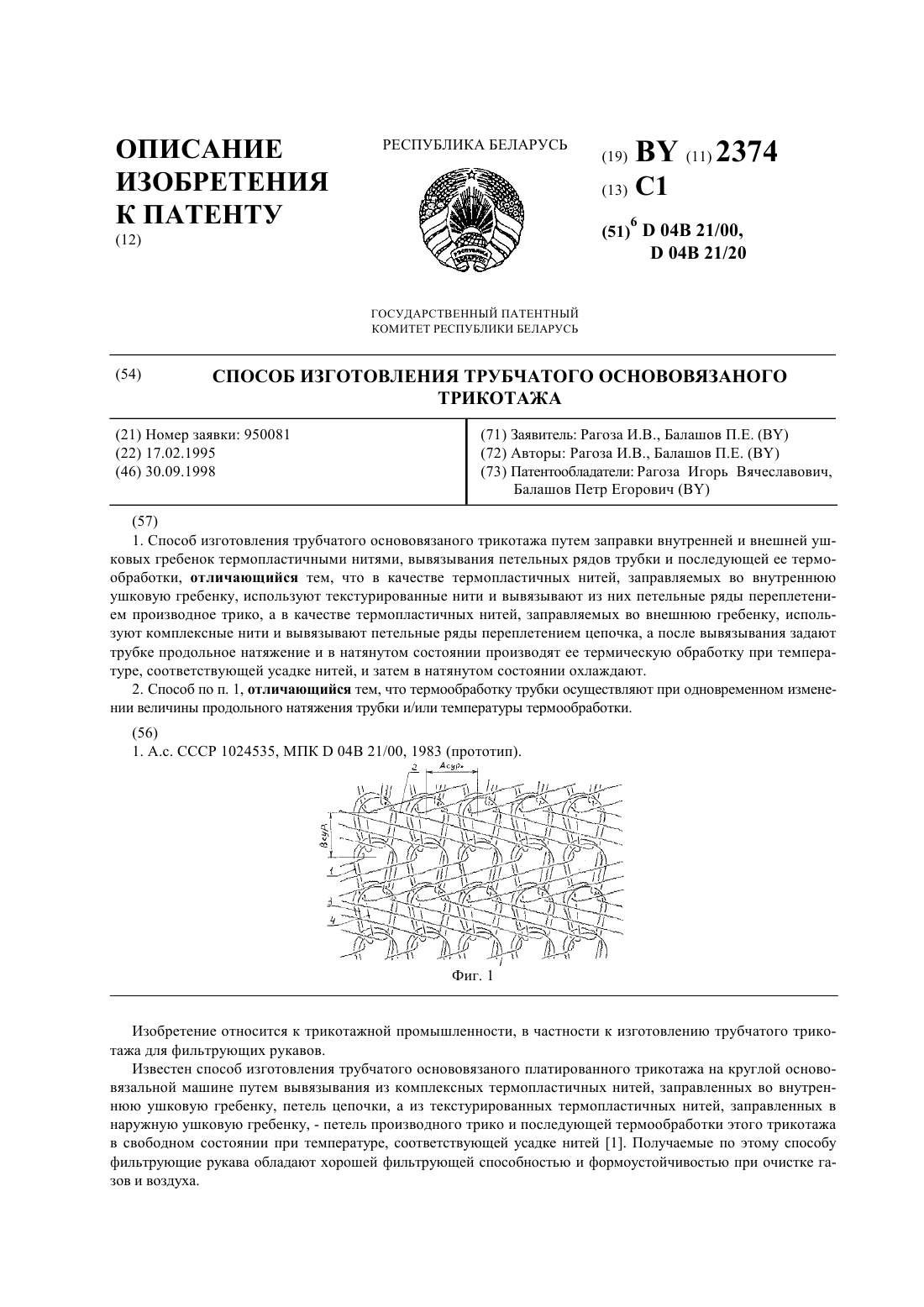
...при продольном натяжении трубки. Трубчатый трикотаж вывязывают на двухгребеночной основовязальной машине из двух систем нитей основы. Одну систему из текстурированных термопластичных нитей заправляют во внутреннюю ушковую гребенку, а вторую систему из комплексных термопластичных нитей заправляют в наружную ушковую гребенку. При вывязывании трубки обеими гребенками сообщают встречные сдвиги. Из текстурированных нитей внутренней...
Способ изготовления трубчатого композиционного проницаемого элемента
Номер патента: 5998
Опубликовано: 30.03.2004
Авторы: Александров Валерий Михайлович, Реут Олег Павлович, Богинский Леонид Стефанович, Бадыкин Анатолий Анатольевич, Скугарь Алексей Александрович
МПК: B21F 31/00
Метки: изготовления, способ, трубчатого, элемента, композиционного, проницаемого
Текст:
...(ТКПЭ), включающего намотку металлического полотна в виде сетки на оправку по спирали и прессование, используют вязаное металлическое полотно, до намотки металлического полотна на оправку наматывают металлическую проволоку диаметром/(520), где- диаметр проницаемого элемента, шагом(0,10,3) с последующей намоткой ленты из полимерных волокнистых фильтрующих материалов шириной(0,20,5) нахлестом /2, а после намотки металлического полотна...