Способ восстановления ударной вязкости кольцевого сварного соединения магистрального трубопровода
Номер патента: 18468
Опубликовано: 30.08.2014
Авторы: Янушонок Александр Николаевич, Снарский Андрей Станиславович
Текст
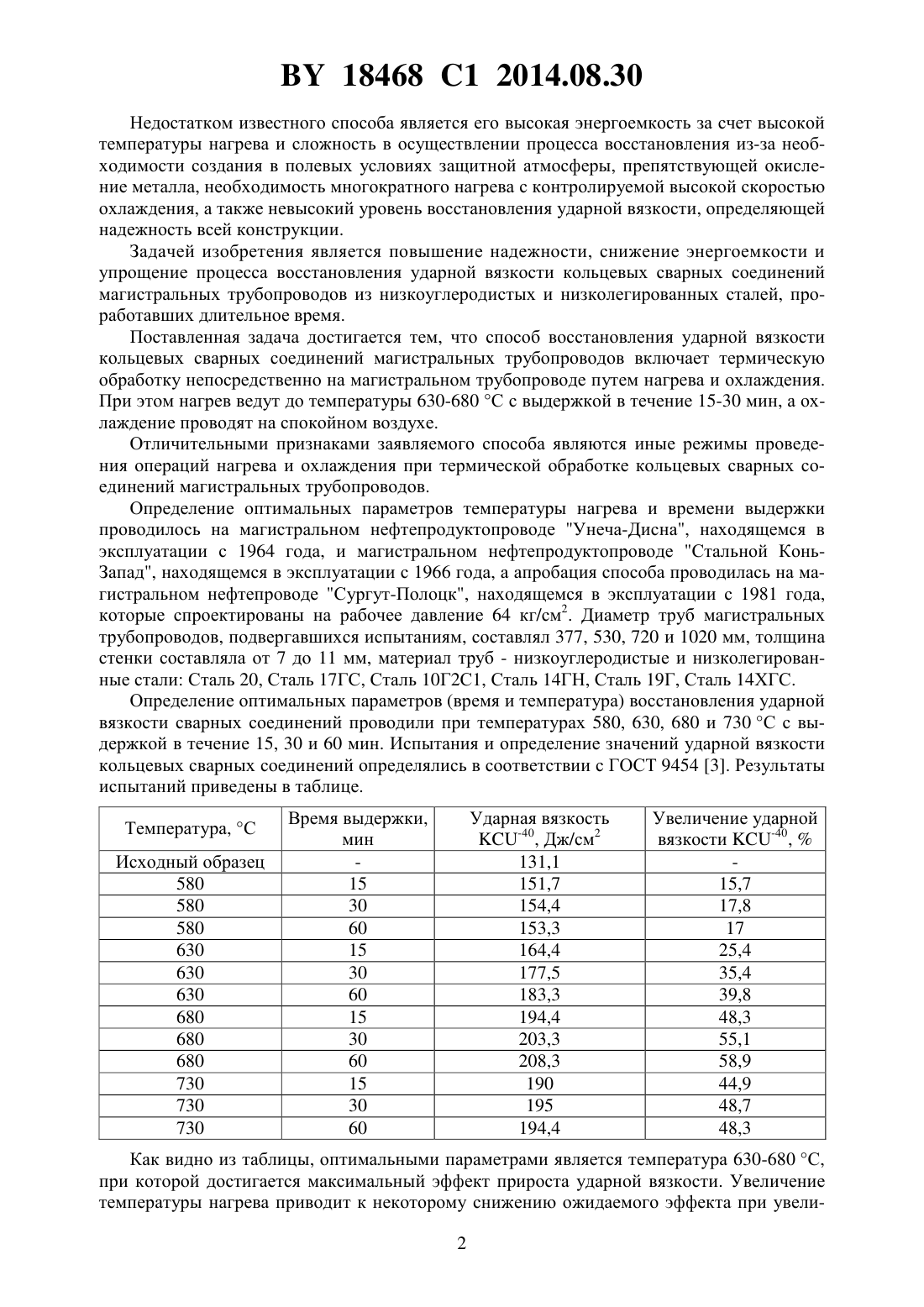
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ВОССТАНОВЛЕНИЯ УДАРНОЙ ВЯЗКОСТИ КОЛЬЦЕВОГО СВАРНОГО СОЕДИНЕНИЯ МАГИСТРАЛЬНОГО ТРУБОПРОВОДА(71) Заявитель Учреждение образования Полоцкий государственный университет(72) Авторы Снарский Андрей Станиславович Янушонок Александр Николаевич(73) Патентообладатель Учреждение образования Полоцкий государственный университет(57) Способ восстановления ударной вязкости кольцевого сварного соединения труб из низкоуглеродистых или низколегированных сталей магистрального трубопровода, при котором осуществляют термическую обработку сварного соединения непосредственно на магистральном трубопроводе путем нагрева и охлаждения, отличающийся тем, что нагрев ведут до температуры 630-680 С с выдержкой при этой температуре в течение 15-30 мин,а охлаждение проводят на спокойном воздухе. Изобретение относится к области эксплуатации магистрального транспорта, в частности магистральных газонефтепроводов, и найдет применение для восстановления ударной вязкости действующих магистральных трубопроводов из низкоуглеродистых и низколегированных сталей, проработавших длительное время. Известен способ восстановления механических свойств металла труб, длительное время находившихся в эксплуатации магистрального трубопровода 1, заключающийся в вырезке образцов, их нагреве в защитной среде, в горячем и холодном деформировании и последующем низком отпуске. Недостатком данного способа является невозможность его применения на действующем трубопроводе без его демонтажа. Кроме того, процесс восстановления ударной вязкости трубопровода сложный и энергоемкий. Известен способ восстановления структуры и служебных свойств трубопроводов и их сварных соединений, выполненных преимущественно из низкоуглеродистых и низколегированных сталей 2, выбранный в качестве прототипа. Известный способ включает термическую обработку трубопроводов и их сварных соединений путем нагрева и охлаждения. Нагрев ведут до 900-1050 С, а охлаждение осуществляют в защитной атмосфере со скоростью не менее 100 С/ч. 18468 1 2014.08.30 Недостатком известного способа является его высокая энергоемкость за счет высокой температуры нагрева и сложность в осуществлении процесса восстановления из-за необходимости создания в полевых условиях защитной атмосферы, препятствующей окисление металла, необходимость многократного нагрева с контролируемой высокой скоростью охлаждения, а также невысокий уровень восстановления ударной вязкости, определяющей надежность всей конструкции. Задачей изобретения является повышение надежности, снижение энергоемкости и упрощение процесса восстановления ударной вязкости кольцевых сварных соединений магистральных трубопроводов из низкоуглеродистых и низколегированных сталей, проработавших длительное время. Поставленная задача достигается тем, что способ восстановления ударной вязкости кольцевых сварных соединений магистральных трубопроводов включает термическую обработку непосредственно на магистральном трубопроводе путем нагрева и охлаждения. При этом нагрев ведут до температуры 630-680 С с выдержкой в течение 15-30 мин, а охлаждение проводят на спокойном воздухе. Отличительными признаками заявляемого способа являются иные режимы проведения операций нагрева и охлаждения при термической обработке кольцевых сварных соединений магистральных трубопроводов. Определение оптимальных параметров температуры нагрева и времени выдержки проводилось на магистральном нефтепродуктопроводе Унеча-Дисна, находящемся в эксплуатации с 1964 года, и магистральном нефтепродуктопроводе Стальной КоньЗапад, находящемся в эксплуатации с 1966 года, а апробация способа проводилась на магистральном нефтепроводе Сургут-Полоцк, находящемся в эксплуатации с 1981 года,которые спроектированы на рабочее давление 64 кг/см 2. Диаметр труб магистральных трубопроводов, подвергавшихся испытаниям, составлял 377, 530, 720 и 1020 мм, толщина стенки составляла от 7 до 11 мм, материал труб - низкоуглеродистые и низколегированные стали Сталь 20, Сталь 17 ГС, Сталь 10 Г 2 С 1, Сталь 14 ГН, Сталь 19 Г, Сталь 14 ХГС. Определение оптимальных параметров (время и температура) восстановления ударной вязкости сварных соединений проводили при температурах 580, 630, 680 и 730 С с выдержкой в течение 15, 30 и 60 мин. Испытания и определение значений ударной вязкости кольцевых сварных соединений определялись в соответствии с ГОСТ 9454 3. Результаты испытаний приведены в таблице. Температура, С Исходный образец 580 580 580 630 630 630 680 680 680 730 730 730 Увеличение ударной вязкости -40,15,7 17,8 17 25,4 35,4 39,8 48,3 55,1 58,9 44,9 48,7 48,3 Как видно из таблицы, оптимальными параметрами является температура 630-680 С,при которой достигается максимальный эффект прироста ударной вязкости. Увеличение температуры нагрева приводит к некоторому снижению ожидаемого эффекта при увели 2 18468 1 2014.08.30 чении энергозатрат на нагрев соединения. Время выдержки в меньшей мере влияет на изменение ударной вязкости, но в целом с увеличением продолжительности термической обработки наблюдается увеличение ударной вязкости сварного соединения. Наиболее существенный прирост происходит при увеличении времени выдержки с 15 до 30 мин. Дальнейшее увеличение до 60 мин приводит к меньшему росту ударной вязкости, а в некоторых случаях и к незначительному снижению по сравнению с 30-минутной обработкой при двукратном росте энергозатрат на поддержание необходимой температуры. Апробация способа проводилась на магистральном нефтепроводе Сургут-Полоцк ОАО Полоцктранснефть Дружба диаметром 1020 мм. Предполагаемый способ осуществлялся следующим образом освобожденный от нефти участок магистрального трубопровода очищался от изоляции проводился контроль качества сварных соединений неразрушающим косвенным методом измеряется твердость, размеры отпечатка пирамидального индентора (метод Виккерса) и расчет значений ударной вязкости 4. Средние значения твердости по методу Бринелля составили для основного металла - 165 НВ для зоны термического влияния - 189 НВ для сварного шва - 194 НВ. Среднее расчетное значение ударной вязкости составило 0,63 МДж/м 2 производилась установка электронагревателей сопротивления и теплоизоляции (минеральной ваты) на кольцевое сварное соединение магистрального трубопровода осуществлялся нагрев сварного соединения до 680 С с выдержкой в течение 30 мин и охлаждение на спокойном воздухе. Скорость нагрева до расчетной температуры составила 300 С/ч. Температурный режим контролировался автоматическим самопишущим потенциометром осуществлялся демонтаж теплоизоляции и нагревательного устройства проводился повторный контроль качества сварных соединений с целью оценки результатов обработки. Средние значения твердости по методу Бринелля составили для основного металла - 137 НВ для зоны термического влияния - 154 НВ для сварного шва - 167 НВ. Среднее расчетное значение ударной вязкости составило 0,94 МДж/м 2. Таким образом, рост ударной вязкости, во многом определяющий надежность конструкции, в результате термической обработки кольцевого сварного соединения составил 49 , что подтвердило эффективность способа при применении его на полномасштабных образцах. В прототипе повышение механических свойств составило около 20 , что гораздо ниже полученных нами результатов. Сравнить энергозатраты можно исходя из времени, необходимого для работы электронагревателей при проведении термической обработки. Приняв скорость нагрева 300 С/ч в соответствии с рекомендациями 5, для проведения термической обработки по предложенному способу необходимо не более 2,8 ч работы электронагревателей, а для осуществления термической обработки по способу, указанному в прототипе, требуется не менее 3,7 ч(при условии нагрева до минимально указанной в прототипе температуры 900 С и последующего повторного однократного нагрева с максимально высокой указанной температуры 700 С). Следовательно, предложенный способ является менее энергоемким по сравнению с прототипом. Реализация предлагаемого способа не предполагает многократного нагрева и контролируемой высокой скорости охлаждения, а также необходимости создания защитной атмосферы. Таким образом, достигнута поставленная задача изобретения - повышение надежности, снижение энергоемкости и упрощение процесса восстановления ударной вязкости 3 18468 1 2014.08.30 кольцевых сварных соединений магистральных трубопроводов из низкоуглеродистых и низколегированных сталей, проработавших длительное время. Источники информации 1. Патент Российской Федерации 2226221, МПК 7218/00,219/08, 23 6/00,2004. 2. Патент СССР 1834905, МПК 21 9/08, 9/50, 1993. 3. Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах ГОСТ 9454-78. - М. Изд-во стандартов, 1978. - 15 с. 4. Заявка а 20050386 на получение патента Республики Беларусь, 2006. 5. Трубопроводы стальные технологические термическая обработка сварных соединений. Типовой технологический процесс. ОСТ 36-50-86. Введ. 06.03.86. - М. Изд-во стандартов, 1986. - 28 с. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23P 6/00, C21D 9/50, C21D 9/08, C21D 9/14
Метки: соединения, ударной, восстановления, сварного, вязкости, способ, магистрального, кольцевого, трубопровода
Код ссылки
<a href="https://by.patents.su/4-18468-sposob-vosstanovleniya-udarnojj-vyazkosti-kolcevogo-svarnogo-soedineniya-magistralnogo-truboprovoda.html" rel="bookmark" title="База патентов Беларуси">Способ восстановления ударной вязкости кольцевого сварного соединения магистрального трубопровода</a>
Способ улучшения прочности на раздавливание, ударной вязкости и сжимаемости мочевины и добавка к мочевине
Номер патента: 12424
Опубликовано: 30.10.2009
Авторы: БЕЙПОСТ, Эрик, ВАНМАРКЕ, Люк, ВАН БЕЛЗЕН, Руд, ВАН ДЕР ХУВЕН, Йохн
МПК: C05C 9/00
Метки: мочевины, вязкости, ударной, способ, добавка, мочевине, улучшения, сжимаемости, прочности, раздавливание
Текст:
...Согласно предпочтительному примеру осуществления настоящего изобретения используют органическое соединение, в котором полярные органические группы выбирают из группы, включающей карбоксильную группу, гидроксильную группу, аминогруппу и/или амидогруппу. Предпочтительно используют полярное органическое соединение, содержащее 2-5 атомов углерода. В качестве поливинилового соединения предпочтительно используют соединение формулы (-), где...
Устройство для отсоединения аварийного участка магистрального трубопровода

Номер патента: 3489
Опубликовано: 30.09.2000
Автор: Тригер Борис Григорьевич
МПК: F16K 17/00
Метки: отсоединения, участка, устройство, трубопровода, магистрального, аварийного
Текст:
...1 проходит шток 28, на котором закреплена изоляционная пластинка с контактом 32. Последний взаимодействует с контактом 33, установленным на изоляционной стойке. Контакт 32 электрически связан с источником тока 34, а контакт 33 электрически связан с выводом 19 электромагнита 17. На контрольном щите у диспетчера для каждого датчика давления соответственно установлен сигнализатор, каждый из которых имеет номераторный электромагнит 35 с...
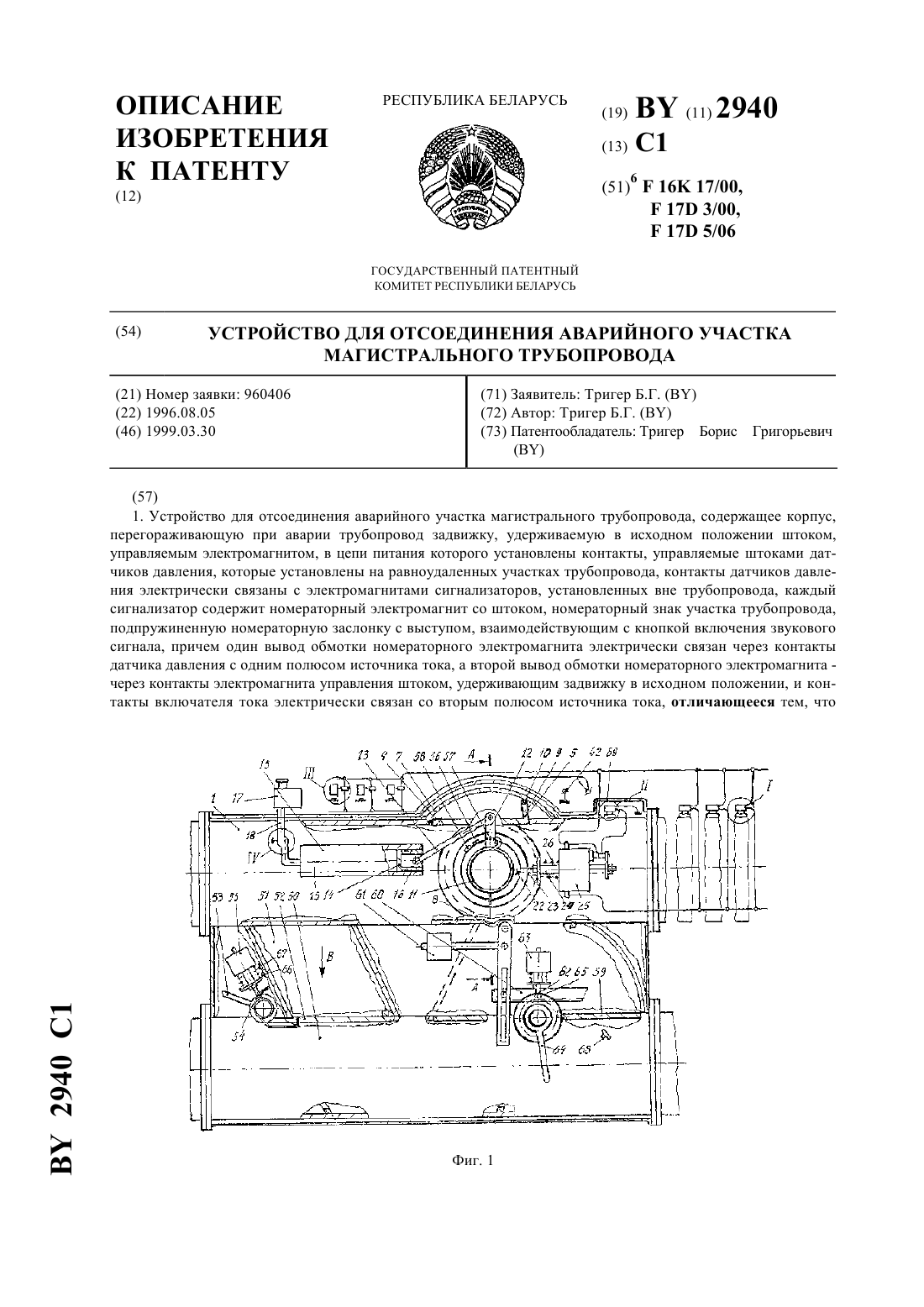
Устройство для отсоединения аварийного участка магистрального трубопровода
Номер патента: 2940
Опубликовано: 30.09.1999
Автор: Тригер Борис Григорьевич
МПК: F16K 17/00, F17D 5/06, F17D 3/00...
Метки: отсоединения, трубопровода, аварийного, магистрального, устройство, участка
Текст:
...33. Внутри хвостовика корпуса 32 выполнено отверстие, а на наружной части - резьба для ввинчивания хвостовика корпуса 32 в проставку 34, приваренную к трубопроводу в том месте, где в нем выполнено отверстие. Над плунжером 33 установлена пластина 35 с кольцевым выступом, на которую опирается эластичная диафрагма 36, взаимодействующая со штоком 37. На тарель, закрепленную на штоке 37, опирается пружина 38, второй конец которой упирается в...
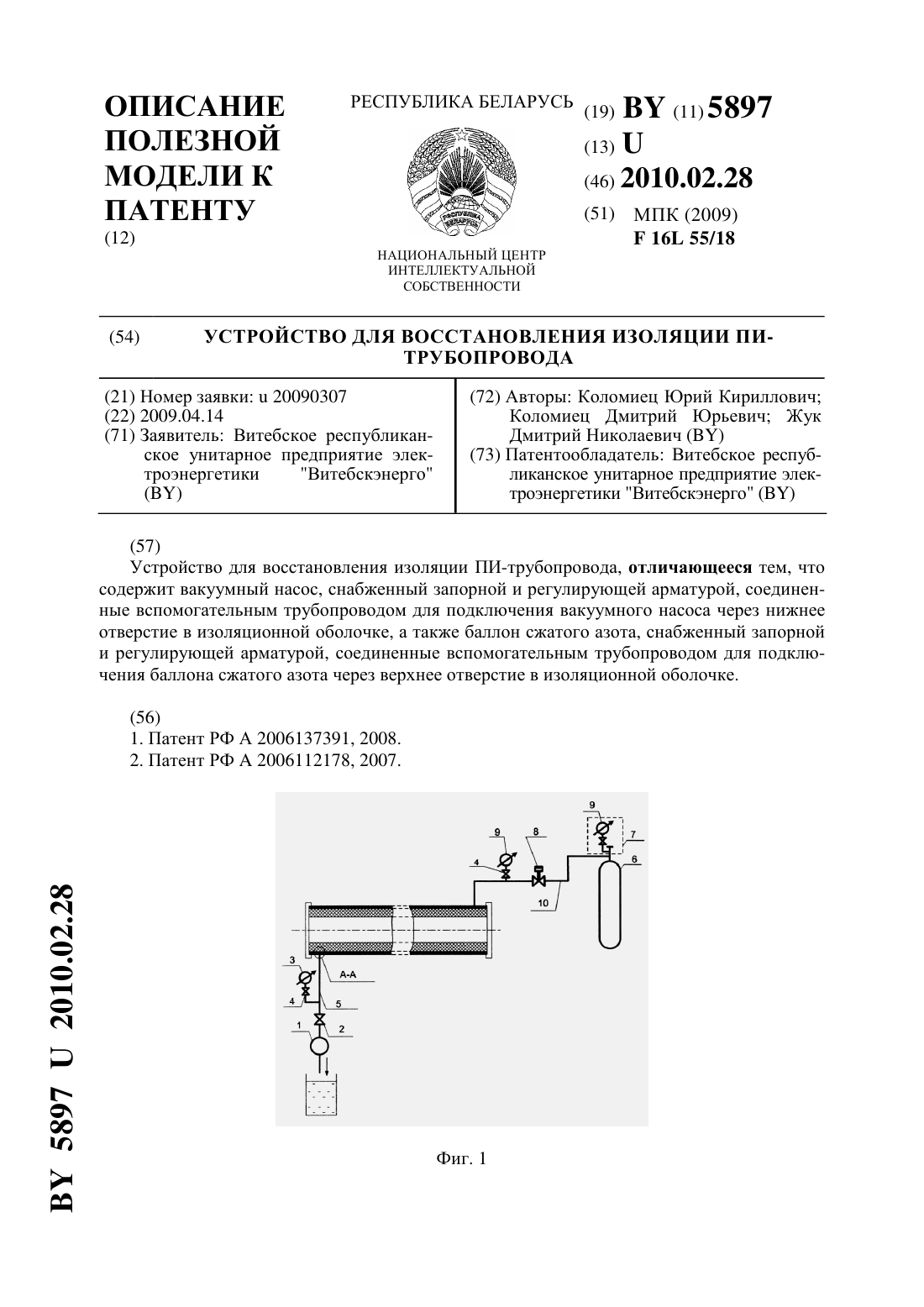
Устройство для восстановления изоляции ПИ-трубопровода
Номер патента: U 5897
Опубликовано: 28.02.2010
Авторы: Жук Дмитрий Николаевич, Коломиец Юрий Кириллович, Коломиец Дмитрий Юрьевич
МПК: F16L 55/18
Метки: устройство, изоляции, пи-трубопровода, восстановления
Текст:
...требованиями нормативно-технической документации. Поставленная задача решена следующим образом. Предложено устройство для восстановления изоляции ПИ-трубопроводов, содержащее вакуумный насос, снабженный запорной и регулирующей арматурой, соединенные вспомогательным трубопроводом для подключения вакуумного насоса через нижнее отверстие в изоляционной оболочке, а также баллон сжатого азота, снабженный запорной и регулирующей арматурой,...
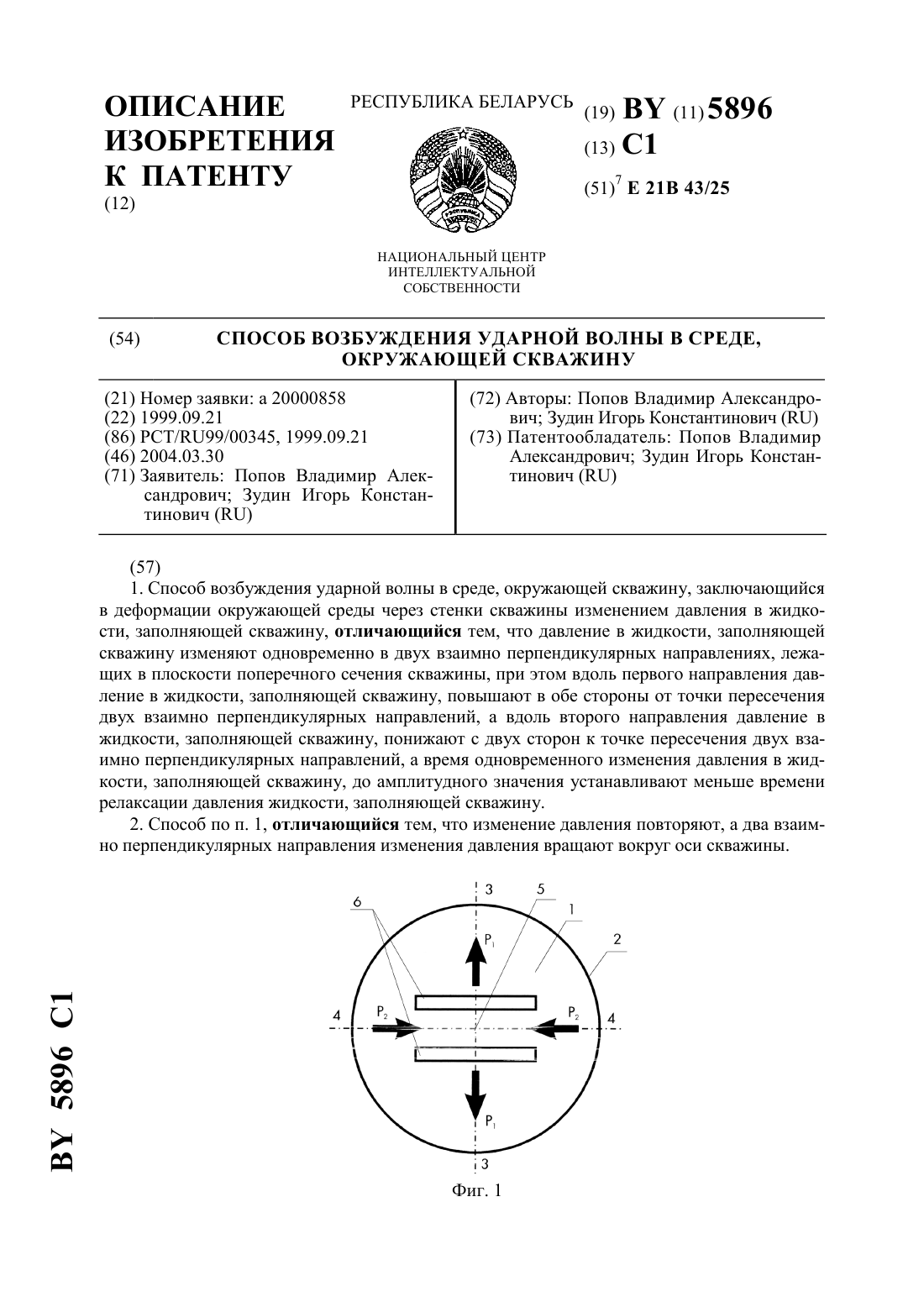
Способ возбуждения ударной волны в среде, окружающей скважину
Номер патента: 5896
Опубликовано: 30.03.2004
Авторы: ЗУДИН Игорь Константинович, ПОПОВ Владимир Александрович
МПК: E21B 43/25
Метки: возбуждения, ударной, волны, среде, способ, окружающей, скважину
Текст:
...оси скважины. В основу изобретения положена задача повышения коэффициента передачи энергии ударной волны через стенки скважины в среду, окружающую скважину, которая решается изменением давления в жидкости, заполняющей скважину, одновременно в двух взаимно перпендикулярных направлениях, лежащих в плоскости поперечного сечения скважины,при этом вдоль первого направления давление в жидкости повышают в обе стороны от точки пересечения двух...
Предыдущий патент: Инструментальная сталь
Следующий патент: Способ образования полыньи на ледяной поверхности водоёма
Случайный патент: Легированный чугун для отливок со специальными свойствами