Станок для двухсторонней магнитно-абразивной обработки сферических торцов цилиндрических деталей
Номер патента: 17910
Опубликовано: 28.02.2014
Авторы: Акулович Леонид Михайлович, Агейчик Валерий Александрович, Ворошухо Олег Николаевич, Сергеев Леонид Ефимович, Ермаков Николай Иванович
Текст
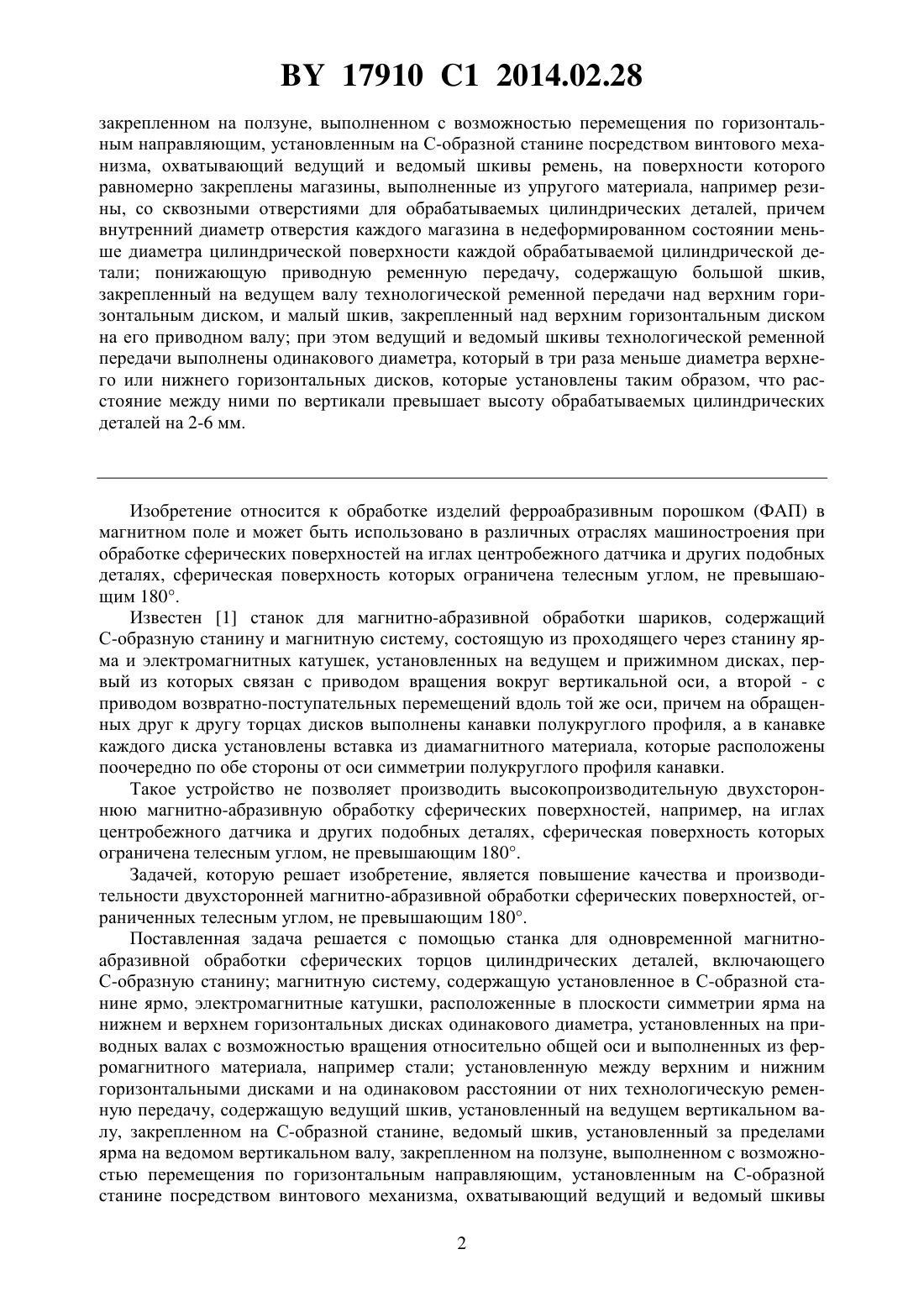
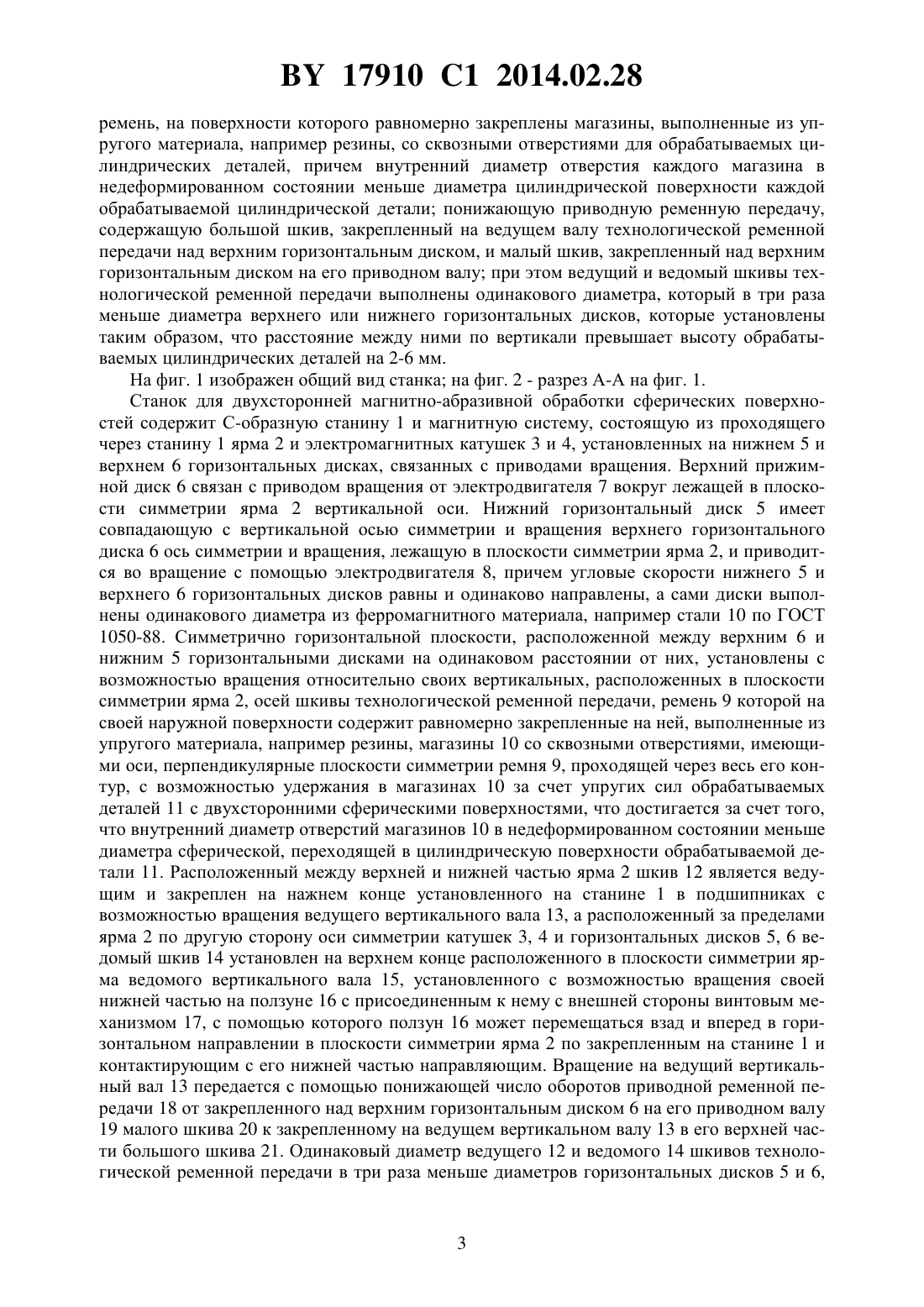
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СТАНОК ДЛЯ ДВУХСТОРОННЕЙ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ТОРЦОВ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Акулович Леонид Михайлович Сергеев Леонид Ефимович Агейчик Валерий Александрович Ермаков Николай Иванович Ворошухо Олег Николаевич(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) Станок для одновременной магнитно-абразивной обработки сферических торцов цилиндрических деталей, включающий С-образную станину магнитную систему, содержащую установленное в С-образной станине ярмо, электромагнитные катушки,расположенные в плоскости симметрии ярма на нижнем и верхнем горизонтальных дисках одинакового диаметра, установленных на приводных валах с возможностью вращения относительно общей оси и выполненных из ферромагнитного материала, например стали установленную между верхним и нижним горизонтальными дисками и на одинаковом расстоянии от них технологическую ременную передачу, содержащую ведущий шкив, установленный на ведущем вертикальном валу, закрепленном на С-образной станине, ведомый шкив, установленный за пределами ярма на ведомом вертикальном валу, Фиг. 1 17910 1 2014.02.28 закрепленном на ползуне, выполненном с возможностью перемещения по горизонтальным направляющим, установленным на С-образной станине посредством винтового механизма, охватывающий ведущий и ведомый шкивы ремень, на поверхности которого равномерно закреплены магазины, выполненные из упругого материала, например резины, со сквозными отверстиями для обрабатываемых цилиндрических деталей, причем внутренний диаметр отверстия каждого магазина в недеформированном состоянии меньше диаметра цилиндрической поверхности каждой обрабатываемой цилиндрической детали понижающую приводную ременную передачу, содержащую большой шкив,закрепленный на ведущем валу технологической ременной передачи над верхним горизонтальным диском, и малый шкив, закрепленный над верхним горизонтальным диском на его приводном валу при этом ведущий и ведомый шкивы технологической ременной передачи выполнены одинакового диаметра, который в три раза меньше диаметра верхнего или нижнего горизонтальных дисков, которые установлены таким образом, что расстояние между ними по вертикали превышает высоту обрабатываемых цилиндрических деталей на 2-6 мм. Изобретение относится к обработке изделий ферроабразивным порошком (ФАП) в магнитном поле и может быть использовано в различных отраслях машиностроения при обработке сферических поверхностей на иглах центробежного датчика и других подобных деталях, сферическая поверхность которых ограничена телесным углом, не превышающим 180. Известен 1 станок для магнитно-абразивной обработки шариков, содержащий С-образную станину и магнитную систему, состоящую из проходящего через станину ярма и электромагнитных катушек, установленных на ведущем и прижимном дисках, первый из которых связан с приводом вращения вокруг вертикальной оси, а второй - с приводом возвратно-поступательных перемещений вдоль той же оси, причем на обращенных друг к другу торцах дисков выполнены канавки полукруглого профиля, а в канавке каждого диска установлены вставка из диамагнитного материала, которые расположены поочередно по обе стороны от оси симметрии полукруглого профиля канавки. Такое устройство не позволяет производить высокопроизводительную двухстороннюю магнитно-абразивную обработку сферических поверхностей, например, на иглах центробежного датчика и других подобных деталях, сферическая поверхность которых ограничена телесным углом, не превышающим 180. Задачей, которую решает изобретение, является повышение качества и производительности двухсторонней магнитно-абразивной обработки сферических поверхностей, ограниченных телесным углом, не превышающим 180. Поставленная задача решается с помощью станка для одновременной магнитноабразивной обработки сферических торцов цилиндрических деталей, включающего С-образную станину магнитную систему, содержащую установленное в С-образной станине ярмо, электромагнитные катушки, расположенные в плоскости симметрии ярма на нижнем и верхнем горизонтальных дисках одинакового диаметра, установленных на приводных валах с возможностью вращения относительно общей оси и выполненных из ферромагнитного материала, например стали установленную между верхним и нижним горизонтальными дисками и на одинаковом расстоянии от них технологическую ременную передачу, содержащую ведущий шкив, установленный на ведущем вертикальном валу, закрепленном на С-образной станине, ведомый шкив, установленный за пределами ярма на ведомом вертикальном валу, закрепленном на ползуне, выполненном с возможностью перемещения по горизонтальным направляющим, установленным на С-образной станине посредством винтового механизма, охватывающий ведущий и ведомый шкивы 2 17910 1 2014.02.28 ремень, на поверхности которого равномерно закреплены магазины, выполненные из упругого материала, например резины, со сквозными отверстиями для обрабатываемых цилиндрических деталей, причем внутренний диаметр отверстия каждого магазина в недеформированном состоянии меньше диаметра цилиндрической поверхности каждой обрабатываемой цилиндрической детали понижающую приводную ременную передачу,содержащую большой шкив, закрепленный на ведущем валу технологической ременной передачи над верхним горизонтальным диском, и малый шкив, закрепленный над верхним горизонтальным диском на его приводном валу при этом ведущий и ведомый шкивы технологической ременной передачи выполнены одинакового диаметра, который в три раза меньше диаметра верхнего или нижнего горизонтальных дисков, которые установлены таким образом, что расстояние между ними по вертикали превышает высоту обрабатываемых цилиндрических деталей на 2-6 мм. На фиг. 1 изображен общий вид станка на фиг. 2 - разрез А-А на фиг. 1. Станок для двухсторонней магнитно-абразивной обработки сферических поверхностей содержит С-образную станину 1 и магнитную систему, состоящую из проходящего через станину 1 ярма 2 и электромагнитных катушек 3 и 4, установленных на нижнем 5 и верхнем 6 горизонтальных дисках, связанных с приводами вращения. Верхний прижимной диск 6 связан с приводом вращения от электродвигателя 7 вокруг лежащей в плоскости симметрии ярма 2 вертикальной оси. Нижний горизонтальный диск 5 имеет совпадающую с вертикальной осью симметрии и вращения верхнего горизонтального диска 6 ось симметрии и вращения, лежащую в плоскости симметрии ярма 2, и приводится во вращение с помощью электродвигателя 8, причем угловые скорости нижнего 5 и верхнего 6 горизонтальных дисков равны и одинаково направлены, а сами диски выполнены одинакового диаметра из ферромагнитного материала, например стали 10 по ГОСТ 1050-88. Симметрично горизонтальной плоскости, расположенной между верхним 6 и нижним 5 горизонтальными дисками на одинаковом расстоянии от них, установлены с возможностью вращения относительно своих вертикальных, расположенных в плоскости симметрии ярма 2, осей шкивы технологической ременной передачи, ремень 9 которой на своей наружной поверхности содержит равномерно закрепленные на ней, выполненные из упругого материала, например резины, магазины 10 со сквозными отверстиями, имеющими оси, перпендикулярные плоскости симметрии ремня 9, проходящей через весь его контур, с возможностью удержания в магазинах 10 за счет упругих сил обрабатываемых деталей 11 с двухсторонними сферическими поверхностями, что достигается за счет того,что внутренний диаметр отверстий магазинов 10 в недеформированном состоянии меньше диаметра сферической, переходящей в цилиндрическую поверхности обрабатываемой детали 11. Расположенный между верхней и нижней частью ярма 2 шкив 12 является ведущим и закреплен на нажнем конце установленного на станине 1 в подшипниках с возможностью вращения ведущего вертикального вала 13, а расположенный за пределами ярма 2 по другую сторону оси симметрии катушек 3, 4 и горизонтальных дисков 5, 6 ведомый шкив 14 установлен на верхнем конце расположенного в плоскости симметрии ярма ведомого вертикального вала 15, установленного с возможностью вращения своей нижней частью на ползуне 16 с присоединенным к нему с внешней стороны винтовым механизмом 17, с помощью которого ползун 16 может перемещаться взад и вперед в горизонтальном направлении в плоскости симметрии ярма 2 по закрепленным на станине 1 и контактирующим с его нижней частью направляющим. Вращение на ведущий вертикальный вал 13 передается с помощью понижающей число оборотов приводной ременной передачи 18 от закрепленного над верхним горизонтальным диском 6 на его приводном валу 19 малого шкива 20 к закрепленному на ведущем вертикальном валу 13 в его верхней части большого шкива 21. Одинаковый диаметр ведущего 12 и ведомого 14 шкивов технологической ременной передачи в три раза меньше диаметров горизонтальных дисков 5 и 6, 3 17910 1 2014.02.28 расстояние между которыми по вертикали больше на 2-6 мм высоты обрабатываемых деталей 11. Станок работает следующим образом. Перед началом работы после закрепления в магазинах 10 ремня 9 с помощью упругих сил их стенок на одинаковом расстоянии от их торцевых поверхностей магазинов 9 обрабатываемых деталей 11 ремень 9 устанавливается на шкивы 12 и 14 технологической ременной передачи, при этом с помощью винтового механизма 17 осуществляется его натяжение до необходимого уровня, исключающего процесс буксования. Между поверхностями верхнего 6 и нижнего 5 горизонтальных дисков помещается ФАП (на фигурах не показано). При включении в работу электродвигателей 7 и 8 двухсторонние сферические поверхности обрабатываемых деталей 11 подвергаются магнитно-абразивной обработке. При этом обеспечивается подвижность ферроабразивной щетки, происходит процесс самозатачивания абразивных зерен, снижается степень температурного и абразивного воздействия на обрабатываемую поверхность. При помощи винтового механизма 17 технологический ремень 9 с обработанными деталями 11 снимается и на шкивы 12 и 14 устанавливается ремень с деталями, подлежащими обработке. Источники информации 1. А.с. СССР 1030147, МПК 24 31/00, 1983. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24B 31/112
Метки: обработки, магнитно-абразивной, станок, цилиндрических, торцов, двухсторонней, сферических, деталей
Код ссылки
<a href="https://by.patents.su/4-17910-stanok-dlya-dvuhstoronnejj-magnitno-abrazivnojj-obrabotki-sfericheskih-torcov-cilindricheskih-detalejj.html" rel="bookmark" title="База патентов Беларуси">Станок для двухсторонней магнитно-абразивной обработки сферических торцов цилиндрических деталей</a>
Станок для двухсторонней магнитно-абразивной обработки сферических поверхностей

Номер патента: U 7933
Опубликовано: 28.02.2012
Авторы: Ермаков Николай Иванович, Агейчик Валерий Александрович, Сергеев Леонид Ефимович, Ворошухо Олег Николаевич, Акулович Леонид Михайлович
МПК: B24B 31/00
Метки: двухсторонней, магнитно-абразивной, обработки, сферических, поверхностей, станок
Текст:
...материала, например резины,магазины со сквозными отверстиями, имеющими оси, перпендикулярные плоскости симметрии ремня, проходящей через весь его контур с возможностью удержания в магазинах за счет упругих сил обрабатываемых деталей с двухсторонними сферическими поверхностями, причем расположенный между верхней и нижней частями ярма шкив является ведущим и закреплен на нажнем конце установленного на станине в подшипниках с возможностью...
Станок для магнитно-абразивной обработки сферических торцов бочкообразных роликов
Номер патента: 17667
Опубликовано: 30.10.2013
Авторы: Агейчик Валерий Александрович, Ермаков Николай Иванович, Сергеев Леонид Ефимович, Акулович Леонид Михайлович
МПК: B24B 31/00
Метки: торцов, станок, сферических, бочкообразных, роликов, магнитно-абразивной, обработки
Текст:
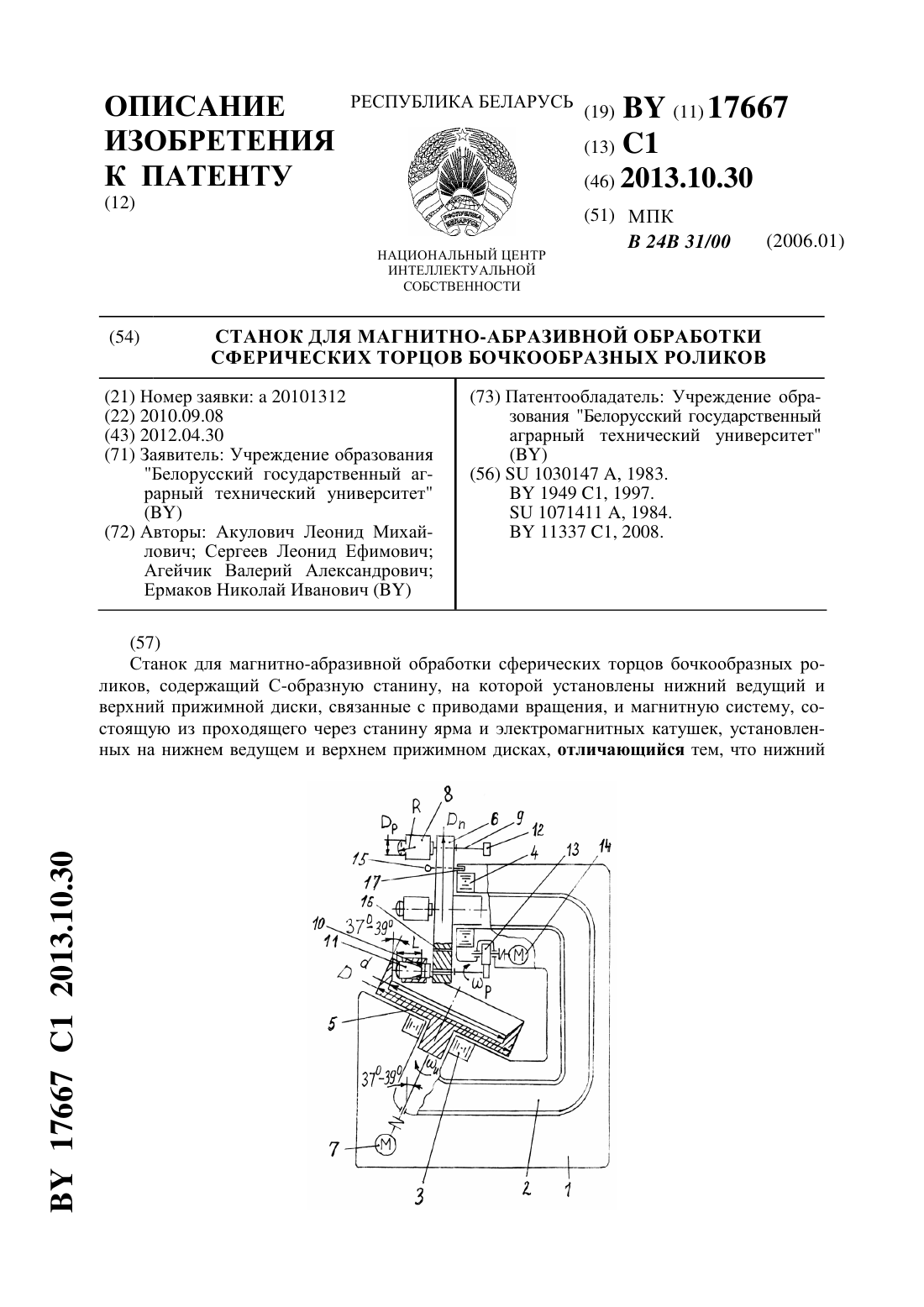
...общий вид станка с разрезами по оси симметрии ярма. Станок для магнитно-абразивной обработки сферических торцов бочкообразных роликов содержит С-образную станину 1 и магнитную систему, состоящую из проходящего через станину 1 ярма 2 и электромагнитных катушек 3 и 4, установленных на нижнем ведущем 5 и верхнем прижимном 6 дисках, связанных с приводами вращения. Нижний ведущий диск 5 связан с приводом вращения от электродвигателя 7...
Станок для магнитно-абразивной обработки сферических торцов мелких бочкообразных роликов

Номер патента: U 7160
Опубликовано: 30.04.2011
Авторы: Акулович Леонид Михайлович, Агейчик Валерий Александрович, Сергеев Леонид Ефимович, Ермаков Николай Иванович
МПК: B24B 31/00
Метки: обработки, магнитно-абразивной, торцов, сферических, роликов, мелких, станок, бочкообразных
Текст:
...с цилиндрическими роликами с приводом вращения от электродвигателя вокруг лежащей в плоскости симметрии ярма горизонтальной оси с угловой скоростью р, при этом в нижнем положении в проходящем через плоскость симметрии ярма сечении ось симметрии и вращения патрона с роликом проходит через середину кромки цилиндрического стакана нижнего ведущего диска перпендикулярно ей, а направления вращения дисков направлены так, что их окружные скорости со...
Станок для магнитно-абразивной обработки сферических торцов мелких бочкообразных роликов

Номер патента: U 7354
Опубликовано: 30.06.2011
Авторы: Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Агейчик Валерий Александрович, Ермаков Николай Иванович
МПК: B24B 31/00
Метки: мелких, станок, сферических, торцов, роликов, обработки, магнитно-абразивной, бочкообразных
Текст:
...плоскостями симметрии роликов, жестко прикреплена обрезиненная со стороны роликов опорная поверхность высотой, превышающей высоту ролика, наружная со стороны роликов цилиндрическая поверхность которой выполнена в виде обращенной вогнутостью к роликам половины боковой поверхности цилиндра с сектором кривизны 175180, при этом ее центр кривизны совпадает с осью нижнего ведущего диска и исходящий из него внутренний радиус меньше радиуса...
Станок для магнитно-абразивной обработки сферических торцов мелких бочкообразных роликов

Номер патента: U 8243
Опубликовано: 30.06.2012
Авторы: Агейчик Валерий Александрович, Акулович Леонид Михайлович, Сергеев Леонид Ефимович, Ермаков Николай Иванович, Ворошухо Олег Николаевич
МПК: B24B 31/00
Метки: торцов, бочкообразных, обработки, магнитно-абразивной, сферических, станок, роликов, мелких
Текст:
...от электродвигателя вокруг лежащей в плоскости симметрии ярма и отклоненной от вертикали в его сторону на угол 3739 градусов оси с угловой скоростьюи выполнен в виде расположенного дном вниз симметрично оси вращения цилиндрического металлического стакана с наружным и внутренним диаметрами соответственно 80100 и 5070 мм, обращенная вверх кромка которого имеет в осевом сечении угол наклона к оси симметрии 3739 градусов, причем ее наружная часть...
Предыдущий патент: Способ фиксации костных отломков при остеосинтезе перелома наружного мыщелка большеберцовой кости
Следующий патент: Способ определения концентрации заданного элемента в веществе
Случайный патент: Лупановые тритерпеноиды, ингибирующие размножение вируса гриппа