Устройство для шаржирования боковых поверхностей распиловочного диска
Номер патента: 17203
Опубликовано: 30.06.2013
Авторы: Николаевский Александр Романович, Киселев Михаил Григорьевич, Дроздов Алексей Владимирович

Текст
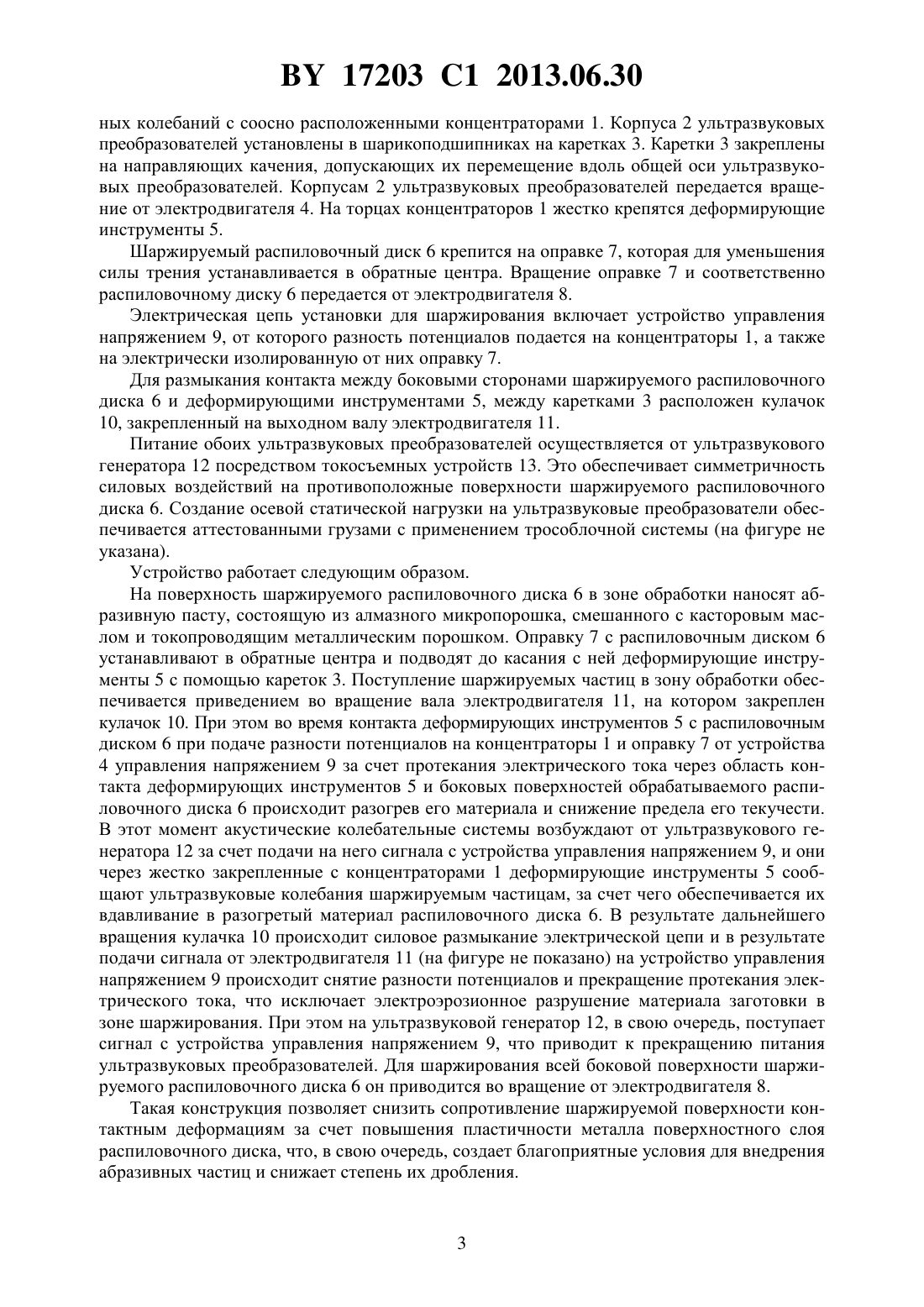
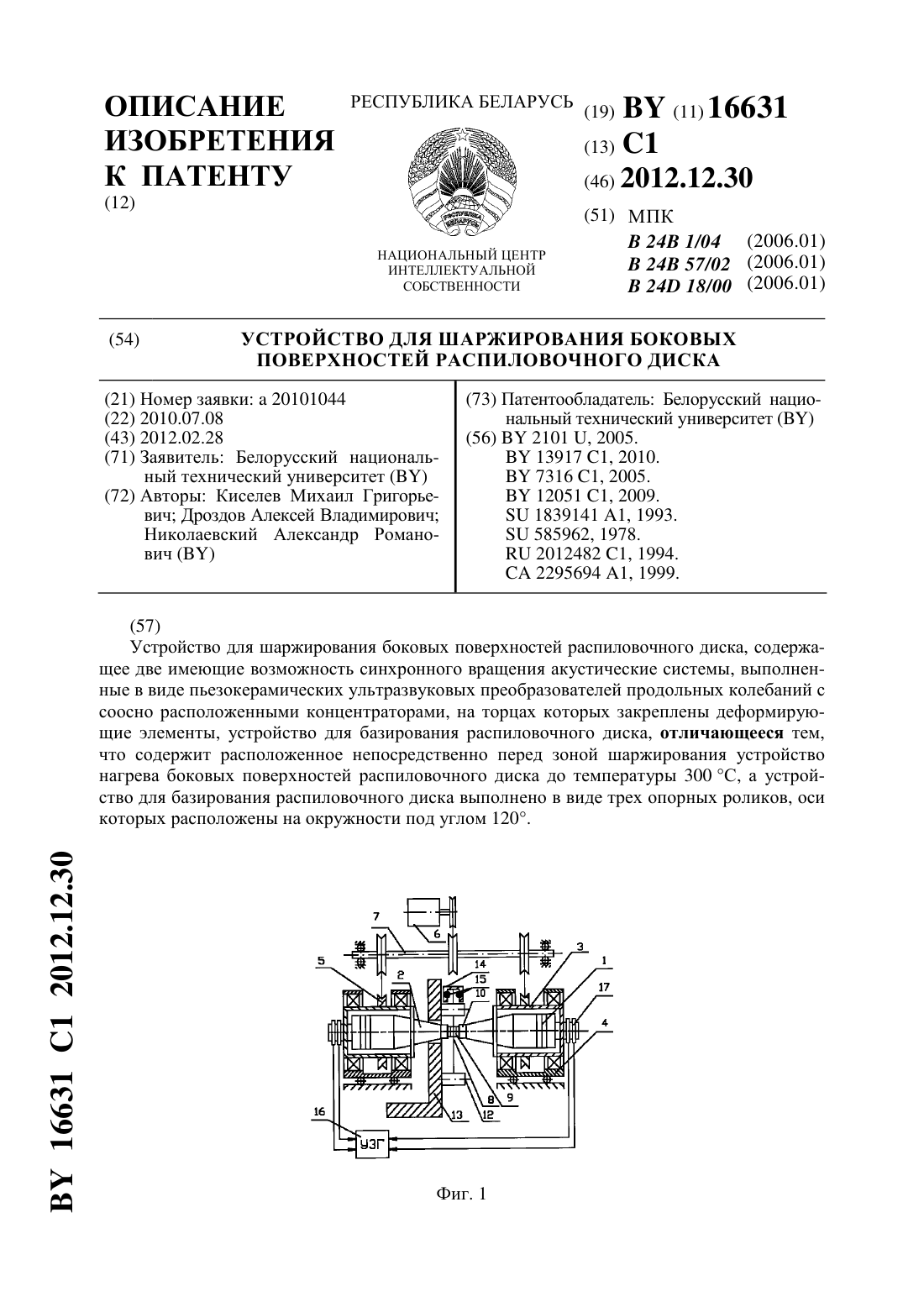
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ШАРЖИРОВАНИЯ БОКОВЫХ ПОВЕРХНОСТЕЙ РАСПИЛОВОЧНОГО ДИСКА(71) Заявитель Белорусский национальный технический университет(72) Авторы Киселев Михаил Григорьевич Дроздов Алексей Владимирович Николаевский Александр Романович(73) Патентообладатель Белорусский национальный технический университет(57) Устройство для шаржирования боковых поверхностей распиловочного диска, содержащее две синхронно вращающиеся акустические колебательные системы, выполненные в виде пьезокерамических ультразвуковых преобразователей продольных колебаний с соосно расположенными концентраторами, на торцах которых закреплены деформирующие инструменты, при этом акустические колебательные системы установлены на каретках,между которыми расположен кулачок с приводом, и оправку для закрепления распиловочного диска с приводом вращения, отличающееся тем, что дополнительно содержит устройство управления напряжением, соединенное с деформирующими инструментами и оправкой для закрепления распиловочного диска через кулачок, кроме того, деформирующие инструменты жестко закреплены на торцах концентраторов. Изобретение относится к устройствам для поверхностной обработки материалов, в частности для шаржирования боковых поверхностей распиловочного диска алмазным порошком. 17203 1 2013.06.30 Известно устройство для шаржирования распиловочного диска по односторонней схеме 1, содержащее вращающийся стол, на котором закреплен шаржируемый распиловочный диск, деформирующий инструмент сферической формы с плоским срезом, установленный с эксцентриситетом относительно оси концентратора ультразвукового преобразователя, а также механизм создания колебательных перемещений и механизм нагружения. Недостатком известного устройства является низкая производительность шаржирования,так как обработку необходимо осуществлять последовательно с одной и другой стороны, а также нестабильное вращение инструмента, что снижает равномерность распределения и степени закрепления шаржированных частиц на поверхности распиловочного диска. Наиболее близким к предлагаемому изобретению является устройство для шаржирования боковых поверхностей распиловочного диска 2, содержащее две синхронно вращающиеся акустические колебательные системы, выполненные в виде пьезокерамических ультразвуковых преобразователей продольных колебаний с соосно расположенными концентраторами, на торцах которых закреплены деформирующие инструменты, при этом акустические колебательные системы установлены на каретках, между которыми расположены кулачок с приводом и оправка для закрепления распиловочного диска. Основным недостатком описанного устройства является низкая степень шаржирования боковых поверхностей заготовки из-за сопротивления материала заготовки проникновению в нее абразивных частиц и, как следствие, их дробление, недостаточное закрепление. Задача, решаемая изобретением, заключается в повышении эффективности шаржирования и обеспечении таких условий контактного взаимодействия, при которых процесс внедрения абразивных зерен протекал бы при усилиях достаточных для их надежного закрепления, но исключающих дробление. Это достигается тем, что устройство для шаржирования боковых поверхностей распиловочного диска, содержащее две синхронно вращающиеся акустические колебательные системы, выполненные в виде пьезокерамических ультразвуковых преобразователей продольных колебаний с соосно расположенными концентраторами, на торцах которых закреплены деформирующие инструменты, при этом акустические колебательные системы установлены на каретках, между которыми расположен кулачок с приводом, и оправку для закрепления распиловочного диска с приводом вращения, дополнительно содержит устройство управления напряжением, соединенное с деформирующими инструментами и оправкой для закрепления распиловочного диска через кулачок, кроме того, деформирующие инструменты жестко закреплены на торцах концентраторов. Заявляемое устройство, за счет включения деформирующих инструментов и заготовки распиловочного диска в электрическую цепь, в процессе их контакта позволяет предварительно разогреть зону шаржирования за счет выделения тепла, согласно закону Джоуля Ленца, при прохождении электрического тока через границу их контакта. При этом устройство управления напряжением обеспечивает прекращение протекания электрического тока в момент размыкания их контакта, вызванного вращением кулачка, что исключает образование между электродами электрического разряда, вызывающего электроэрозионное разрушение материала заготовки в зоне шаржирования. Вызванный электрическим током предварительный разогрев материала заготовки в зоне шаржирования за счет снижения предела его текучести создает благоприятные условия для внедрения в него абразивных частиц. Кроме того, использование деформирующих инструментов,установленных жестко относительно оси волноводов устройства, позволяет повысить динамическое воздействие на шаржируемые зерна, обеспечиваемое увеличением амплитуды колебательного ускорения, что также способствует повышению вероятности успешного внедрения и закрепления абразивных частиц. Изобретение поясняется фигурой, где показана схема устройства для шаржирования боковых поверхностей распиловочного диска. Устройство содержит две синхронно вращающиеся акустические колебательные системы, выполненные в виде пьезокерамических ультразвуковых преобразователей продоль 2 17203 1 2013.06.30 ных колебаний с соосно расположенными концентраторами 1. Корпуса 2 ультразвуковых преобразователей установлены в шарикоподшипниках на каретках 3. Каретки 3 закреплены на направляющих качения, допускающих их перемещение вдоль общей оси ультразвуковых преобразователей. Корпусам 2 ультразвуковых преобразователей передается вращение от электродвигателя 4. На торцах концентраторов 1 жестко крепятся деформирующие инструменты 5. Шаржируемый распиловочный диск 6 крепится на оправке 7, которая для уменьшения силы трения устанавливается в обратные центра. Вращение оправке 7 и соответственно распиловочному диску 6 передается от электродвигателя 8. Электрическая цепь установки для шаржирования включает устройство управления напряжением 9, от которого разность потенциалов подается на концентраторы 1, а также на электрически изолированную от них оправку 7. Для размыкания контакта между боковыми сторонами шаржируемого распиловочного диска 6 и деформирующими инструментами 5, между каретками 3 расположен кулачок 10, закрепленный на выходном валу электродвигателя 11. Питание обоих ультразвуковых преобразователей осуществляется от ультразвукового генератора 12 посредством токосъемных устройств 13. Это обеспечивает симметричность силовых воздействий на противоположные поверхности шаржируемого распиловочного диска 6. Создание осевой статической нагрузки на ультразвуковые преобразователи обеспечивается аттестованными грузами с применением трособлочной системы (на фигуре не указана). Устройство работает следующим образом. На поверхность шаржируемого распиловочного диска 6 в зоне обработки наносят абразивную пасту, состоящую из алмазного микропорошка, смешанного с касторовым маслом и токопроводящим металлическим порошком. Оправку 7 с распиловочным диском 6 устанавливают в обратные центра и подводят до касания с ней деформирующие инструменты 5 с помощью кареток 3. Поступление шаржируемых частиц в зону обработки обеспечивается приведением во вращение вала электродвигателя 11, на котором закреплен кулачок 10. При этом во время контакта деформирующих инструментов 5 с распиловочным диском 6 при подаче разности потенциалов на концентраторы 1 и оправку 7 от устройства 4 управления напряжением 9 за счет протекания электрического тока через область контакта деформирующих инструментов 5 и боковых поверхностей обрабатываемого распиловочного диска 6 происходит разогрев его материала и снижение предела его текучести. В этот момент акустические колебательные системы возбуждают от ультразвукового генератора 12 за счет подачи на него сигнала с устройства управления напряжением 9, и они через жестко закрепленные с концентраторами 1 деформирующие инструменты 5 сообщают ультразвуковые колебания шаржируемым частицам, за счет чего обеспечивается их вдавливание в разогретый материал распиловочного диска 6. В результате дальнейшего вращения кулачка 10 происходит силовое размыкание электрической цепи и в результате подачи сигнала от электродвигателя 11 (на фигуре не показано) на устройство управления напряжением 9 происходит снятие разности потенциалов и прекращение протекания электрического тока, что исключает электроэрозионное разрушение материала заготовки в зоне шаржирования. При этом на ультразвуковой генератор 12, в свою очередь, поступает сигнал с устройства управления напряжением 9, что приводит к прекращению питания ультразвуковых преобразователей. Для шаржирования всей боковой поверхности шаржируемого распиловочного диска 6 он приводится во вращение от электродвигателя 8. Такая конструкция позволяет снизить сопротивление шаржируемой поверхности контактным деформациям за счет повышения пластичности металла поверхностного слоя распиловочного диска, что, в свою очередь, создает благоприятные условия для внедрения абразивных частиц и снижает степень их дробления. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24B 1/04, B24B 57/04
Метки: диска, распиловочного, боковых, шаржирования, поверхностей, устройство
Код ссылки
<a href="https://by.patents.su/4-17203-ustrojjstvo-dlya-sharzhirovaniya-bokovyh-poverhnostejj-raspilovochnogo-diska.html" rel="bookmark" title="База патентов Беларуси">Устройство для шаржирования боковых поверхностей распиловочного диска</a>
Устройство для шаржирования боковых поверхностей распиловочного диска
Номер патента: 13498
Опубликовано: 30.08.2010
Авторы: Дроздов Алексей Владимирович, Киселев Михаил Григорьевич, Новиков Александр Анатольевич
МПК: B24B 57/00
Метки: боковых, шаржирования, устройство, диска, поверхностей, распиловочного
Текст:
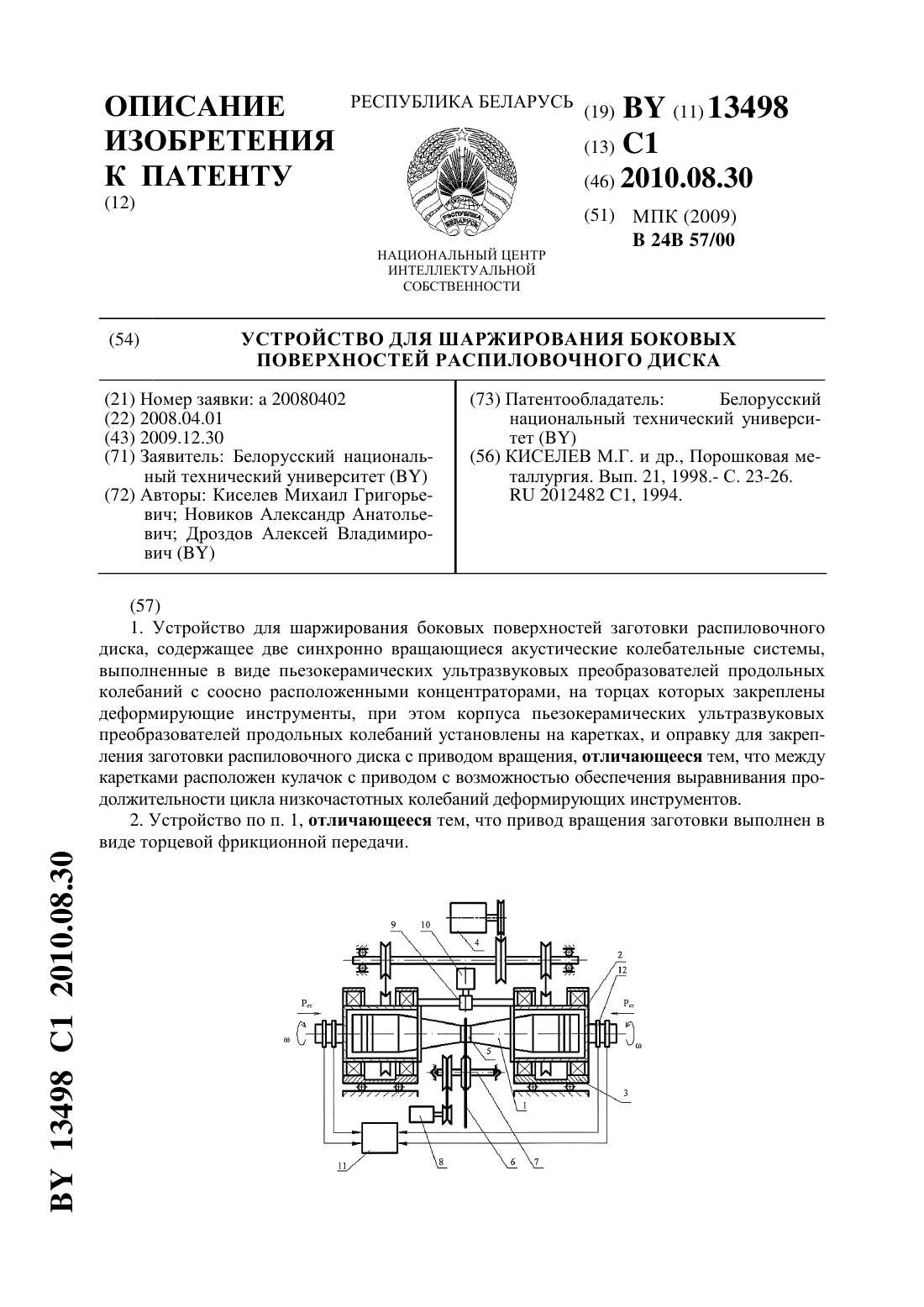
...алмазных зерен на боковых поверхностях распиловочного диска. Поставленная задача решается тем, что в устройстве для шаржирования боковых поверхностей заготовки распиловочного диска, содержащем две синхронно вращающиеся акустические колебательные системы, выполненные в виде пьезокерамических ультразвуковых преобразователей продольных колебаний с соосно расположенными концентраторами, на торцах которых закреплены деформирующие...
Устройство для шаржирования боковых поверхностей распиловочного диска
Номер патента: 16631
Опубликовано: 30.12.2012
Авторы: Николаевский Александр Романович, Киселев Михаил Григорьевич, Дроздов Алексей Владимирович
МПК: B24D 18/00, B24B 57/02, B24B 1/04...
Метки: распиловочного, диска, поверхностей, устройство, боковых, шаржирования
Текст:
...диска. 2 16631 1 2012.12.30 Устройство содержит две синхронно вращающиеся акустические колебательные системы, выполненные в виде пьезокерамических ультразвуковых преобразователей 1 продольных колебаний с соосно расположенными концентраторами 2. Корпуса 3 ультразвуковых преобразователей 1 установлены в шарикоподшипниках на каретках 4. Каретки 4 закреплены на направляющих качения, допускающих их перемещение вдоль общей оси...
Устройство для двустороннего шаржирования боковых поверхностей распиловочного диска
Номер патента: 12051
Опубликовано: 30.06.2009
Авторы: Киселев Михаил Григорьевич, Новиков Александр Анатольевич
МПК: B24B 57/00, B24B 1/04
Метки: диска, поверхностей, шаржирования, боковых, распиловочного, двустороннего, устройство
Текст:
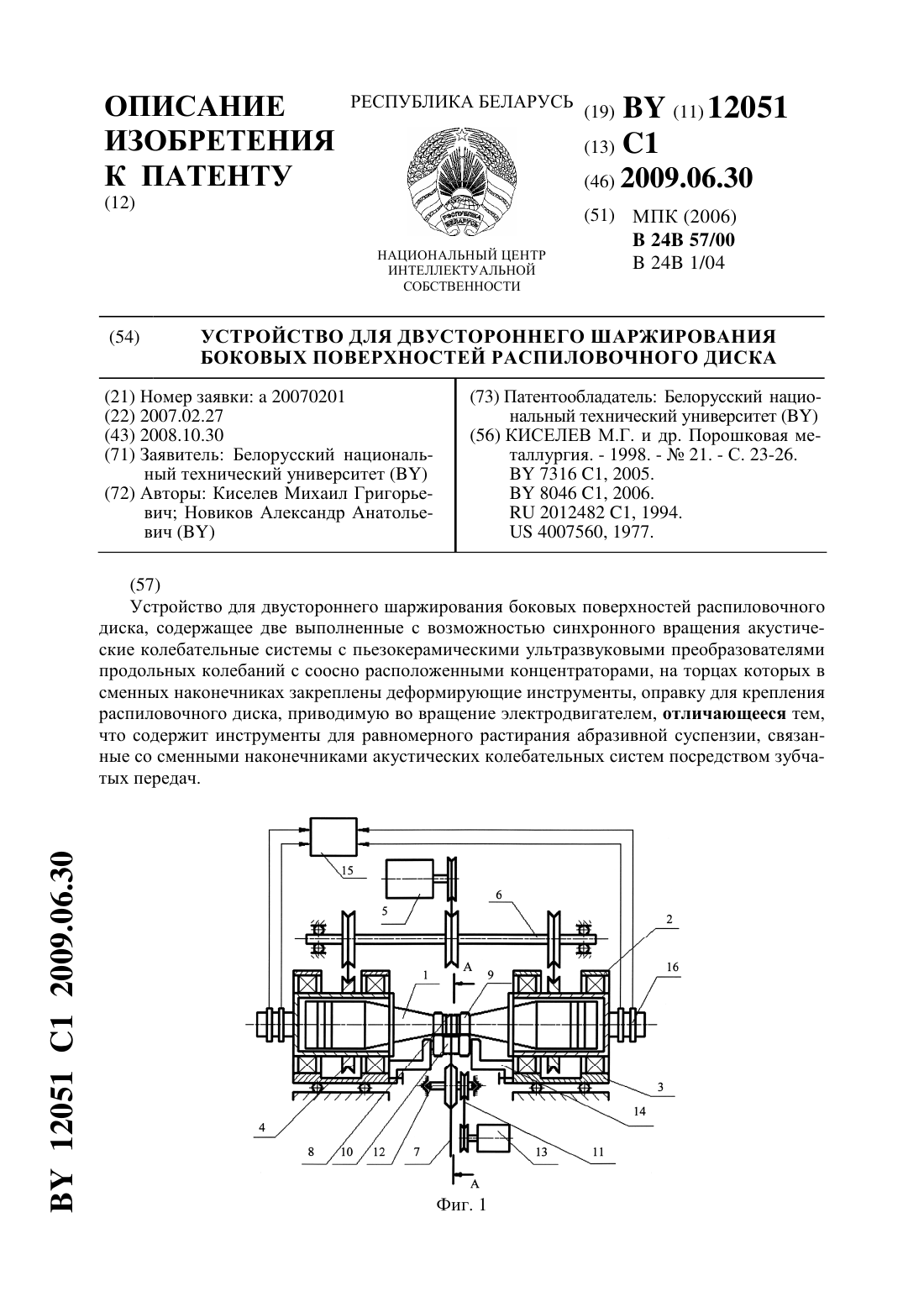
...колебания промежуточных звеньев, обусловленные динамическим уводом преобразователя. Колебания в виброударных системах состоят из ряда циклов. В начале каждого цикла происходит увеличение увода звеньев колебательной системы, то есть затягивание колебаний по ампли 2 12051 1 2009.06.30 туде. Заканчивается цикл срывом колебаний, то есть их затуханием по амплитуде с последующим силовым замыканием звеньев колебательной системы. Амплитуда...
Устройство для шаржирования боковых поверхностей распиловочного диска

Номер патента: 13908
Опубликовано: 30.12.2010
Авторы: Степаненко Дмитрий Александрович, Дроздов Алексей Владимирович, Габец Вячеслав Леонидович, Киселев Михаил Григорьевич
МПК: B24B 57/00
Метки: диска, поверхностей, боковых, устройство, распиловочного, шаржирования
Текст:
...устройстве используются так называемые разомкнутые акустические колебательные системы. Их особенностью является наличие одного или нескольких промежуточных элементов, размещаемых с возможностью перемещения относительно оси концентратора акустической системы между его торцом и обрабатываемой поверхностью. Разомкнутые акустические колебательные системы характеризуются тем, что при определенных условиях они переходят в виброударный режим...
Устройство для шаржирования боковых поверхностей распиловочного диска
Номер патента: U 2874
Опубликовано: 30.06.2006
Авторы: Новиков Александр Анатольевич, Киселев Михаил Григорьевич
МПК: B24B 1/04
Метки: шаржирования, распиловочного, поверхностей, боковых, диска, устройство
Текст:
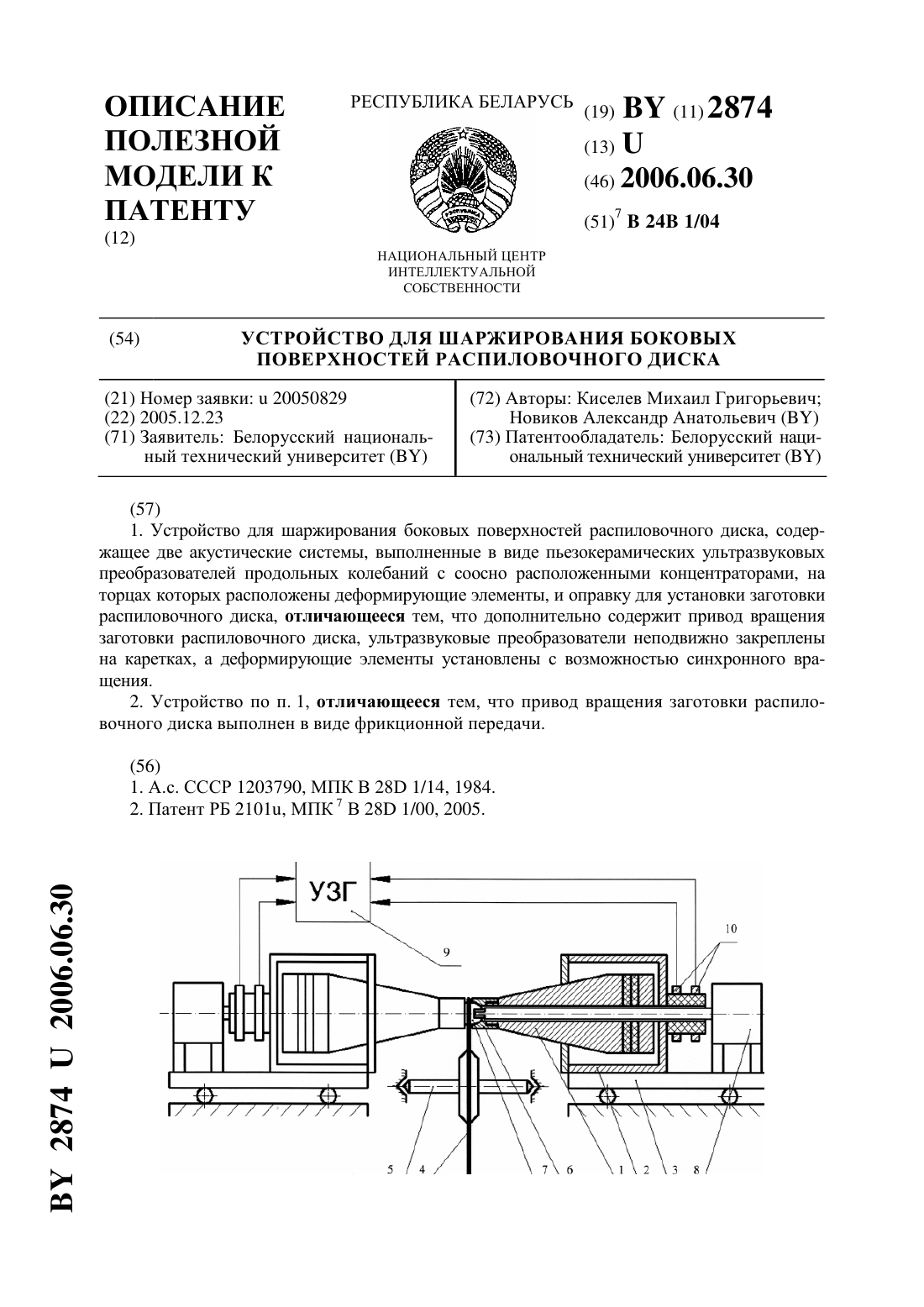
...В заявляемой полезной модели в качестве промежуточного элемента использован спиленный шарик,который устанавливается в сменный наконечник. Разомкнутые акустические колебательные системы характеризуются тем, что при определенных условиях они переходят в виброударный режим работы. При этом в системе помимо ультразвуковых колебаний возникают низкочастотные колебания промежуточных звеньев, обусловленные динамическим уводом...
Предыдущий патент: Вертикальный элеватор для кускового груза
Следующий патент: Устройство и способ согласованной фильтрации в системе обработки группового спектра терминала
Случайный патент: Установка для лазерной резки хрупких неметаллических материалов