Способ нанесения металлического покрытия из ферромагнитного порошка
Номер патента: 11504
Опубликовано: 28.02.2009
Авторы: Чемисов Борис Павлович, Точило Владимир Степанович, Толстиков Сергей Константинович, Хейфец Михаил Львович, Грецкий Николай Леонидович
Текст
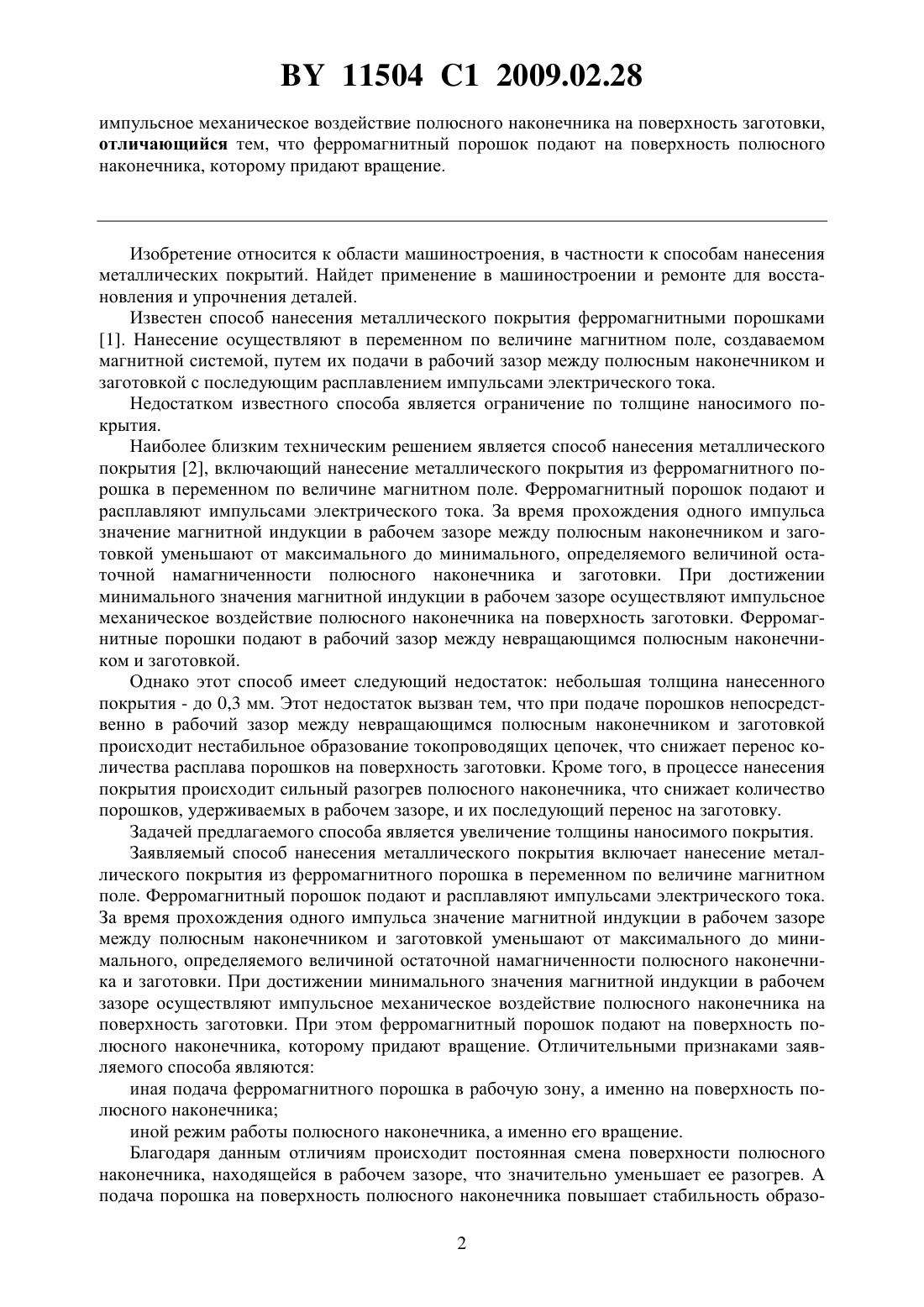
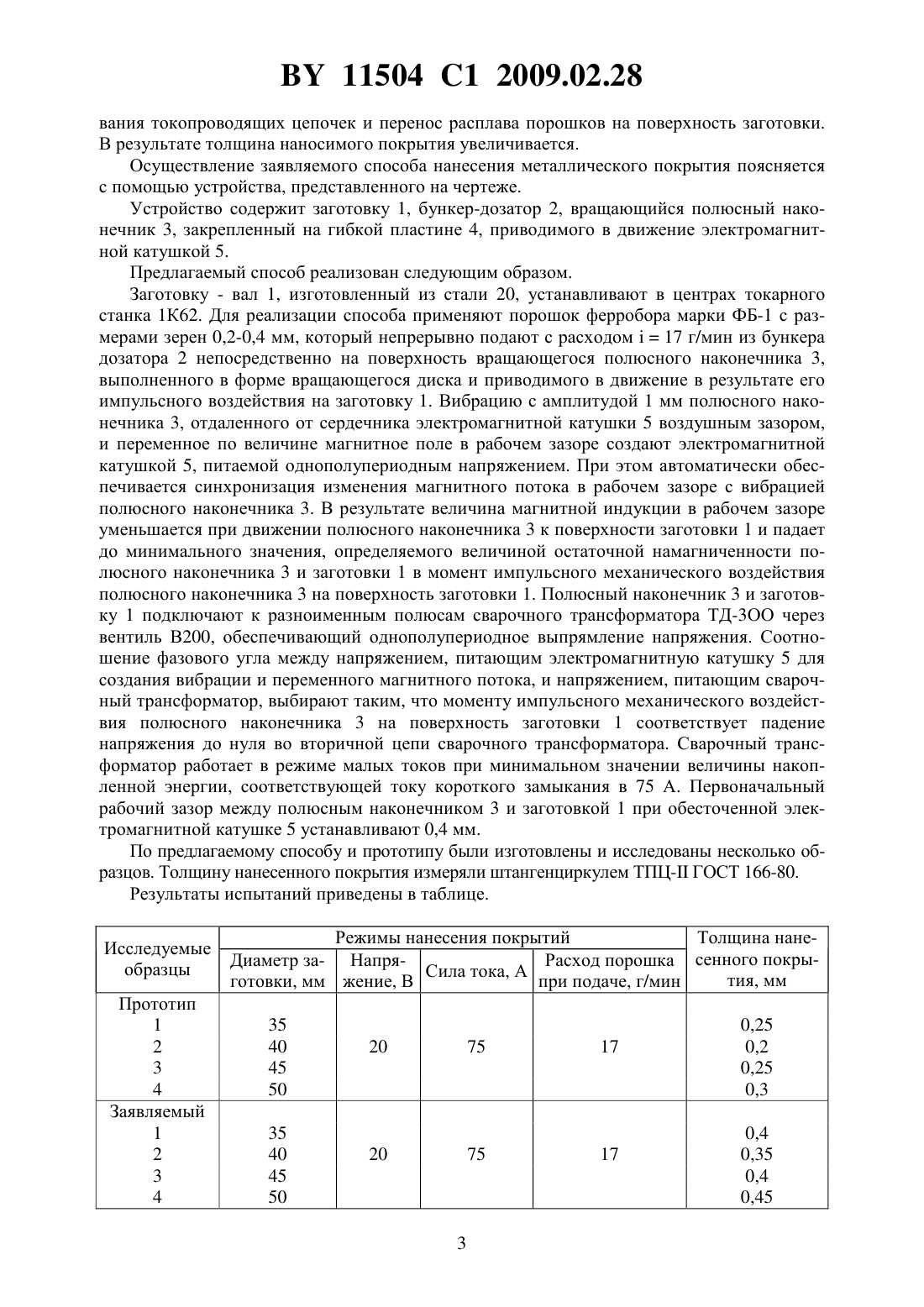
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ ИЗ ФЕРРОМАГНИТНОГО ПОРОШКА(71) Заявитель Учреждение образования Полоцкий государственный университет(72) Авторы Грецкий Николай Леонидович Хейфец Михаил Львович Чемисов Борис Павлович Точило Владимир Степанович Толстиков Сергей Константинович(73) Патентообладатель Учреждение образования Полоцкий государственный университет(57) Способ нанесения металлического покрытия из ферромагнитного порошка, заключающийся в том, что в переменном по величине магнитном поле подают и расплавляют импульсами электрического тока ферромагнитный порошок, причем за время прохождения одного импульса значение магнитной индукции в рабочем зазоре между полюсным наконечником и заготовкой уменьшают от максимального до минимального, определяемого величиной остаточной намагниченности полюсного наконечника и заготовки, при достижении минимального значения магнитной индукции в рабочем зазоре осуществляют 11504 1 2009.02.28 импульсное механическое воздействие полюсного наконечника на поверхность заготовки,отличающийся тем, что ферромагнитный порошок подают на поверхность полюсного наконечника, которому придают вращение. Изобретение относится к области машиностроения, в частности к способам нанесения металлических покрытий. Найдет применение в машиностроении и ремонте для восстановления и упрочнения деталей. Известен способ нанесения металлического покрытия ферромагнитными порошками 1. Нанесение осуществляют в переменном по величине магнитном поле, создаваемом магнитной системой, путем их подачи в рабочий зазор между полюсным наконечником и заготовкой с последующим расплавлением импульсами электрического тока. Недостатком известного способа является ограничение по толщине наносимого покрытия. Наиболее близким техническим решением является способ нанесения металлического покрытия 2, включающий нанесение металлического покрытия из ферромагнитного порошка в переменном по величине магнитном поле. Ферромагнитный порошок подают и расплавляют импульсами электрического тока. За время прохождения одного импульса значение магнитной индукции в рабочем зазоре между полюсным наконечником и заготовкой уменьшают от максимального до минимального, определяемого величиной остаточной намагниченности полюсного наконечника и заготовки. При достижении минимального значения магнитной индукции в рабочем зазоре осуществляют импульсное механическое воздействие полюсного наконечника на поверхность заготовки. Ферромагнитные порошки подают в рабочий зазор между невращающимся полюсным наконечником и заготовкой. Однако этот способ имеет следующий недостаток небольшая толщина нанесенного покрытия - до 0,3 мм. Этот недостаток вызван тем, что при подаче порошков непосредственно в рабочий зазор между невращающимся полюсным наконечником и заготовкой происходит нестабильное образование токопроводящих цепочек, что снижает перенос количества расплава порошков на поверхность заготовки. Кроме того, в процессе нанесения покрытия происходит сильный разогрев полюсного наконечника, что снижает количество порошков, удерживаемых в рабочем зазоре, и их последующий перенос на заготовку. Задачей предлагаемого способа является увеличение толщины наносимого покрытия. Заявляемый способ нанесения металлического покрытия включает нанесение металлического покрытия из ферромагнитного порошка в переменном по величине магнитном поле. Ферромагнитный порошок подают и расплавляют импульсами электрического тока. За время прохождения одного импульса значение магнитной индукции в рабочем зазоре между полюсным наконечником и заготовкой уменьшают от максимального до минимального, определяемого величиной остаточной намагниченности полюсного наконечника и заготовки. При достижении минимального значения магнитной индукции в рабочем зазоре осуществляют импульсное механическое воздействие полюсного наконечника на поверхность заготовки. При этом ферромагнитный порошок подают на поверхность полюсного наконечника, которому придают вращение. Отличительными признаками заявляемого способа являются иная подача ферромагнитного порошка в рабочую зону, а именно на поверхность полюсного наконечника иной режим работы полюсного наконечника, а именно его вращение. Благодаря данным отличиям происходит постоянная смена поверхности полюсного наконечника, находящейся в рабочем зазоре, что значительно уменьшает ее разогрев. А подача порошка на поверхность полюсного наконечника повышает стабильность образо 2 11504 1 2009.02.28 вания токопроводящих цепочек и перенос расплава порошков на поверхность заготовки. В результате толщина наносимого покрытия увеличивается. Осуществление заявляемого способа нанесения металлического покрытия поясняется с помощью устройства, представленного на чертеже. Устройство содержит заготовку 1, бункер-дозатор 2, вращающийся полюсный наконечник 3, закрепленный на гибкой пластине 4, приводимого в движение электромагнитной катушкой 5. Предлагаемый способ реализован следующим образом. Заготовку - вал 1, изготовленный из стали 20, устанавливают в центрах токарного станка 1 К 62. Для реализации способа применяют порошок ферробора марки ФБ-1 с размерами зерен 0,2-0,4 мм, который непрерывно подают с расходом 17 г/мин из бункера дозатора 2 непосредственно на поверхность вращающегося полюсного наконечника 3,выполненного в форме вращающегося диска и приводимого в движение в результате его импульсного воздействия на заготовку 1. Вибрацию с амплитудой 1 мм полюсного наконечника 3, отдаленного от сердечника электромагнитной катушки 5 воздушным зазором,и переменное по величине магнитное поле в рабочем зазоре создают электромагнитной катушкой 5, питаемой однополупериодным напряжением. При этом автоматически обеспечивается синхронизация изменения магнитного потока в рабочем зазоре с вибрацией полюсного наконечника 3. В результате величина магнитной индукции в рабочем зазоре уменьшается при движении полюсного наконечника 3 к поверхности заготовки 1 и падает до минимального значения, определяемого величиной остаточной намагниченности полюсного наконечника 3 и заготовки 1 в момент импульсного механического воздействия полюсного наконечника 3 на поверхность заготовки 1. Полюсный наконечник 3 и заготовку 1 подключают к разноименным полюсам сварочного трансформатора ТД-3 ОО через вентиль В 200, обеспечивающий однополупериодное выпрямление напряжения. Соотношение фазового угла между напряжением, питающим электромагнитную катушку 5 для создания вибрации и переменного магнитного потока, и напряжением, питающим сварочный трансформатор, выбирают таким, что моменту импульсного механического воздействия полюсного наконечника 3 на поверхность заготовки 1 соответствует падение напряжения до нуля во вторичной цепи сварочного трансформатора. Сварочный трансформатор работает в режиме малых токов при минимальном значении величины накопленной энергии, соответствующей току короткого замыкания в 75 А. Первоначальный рабочий зазор между полюсным наконечником 3 и заготовкой 1 при обесточенной электромагнитной катушке 5 устанавливают 0,4 мм. По предлагаемому способу и прототипу были изготовлены и исследованы несколько образцов. Толщину нанесенного покрытия измеряли штангенциркулем ТПЦ- ГОСТ 166-80. Результаты испытаний приведены в таблице. Исследуемые образцы Прототип 1 2 3 4 Заявляемый 1 2 3 4 Режимы нанесения покрытий Толщина нанеДиаметр за- НапряРасход порошка сенного покрыСила тока, А тия, мм готовки, мм жение, В при подаче, г/мин 35 40 45 50 35 40 45 50 11504 1 2009.02.28 Как видно из таблицы, применение заявляемого способа нанесения металлического покрытия по сравнению с прототипом обеспечивает увеличение толщины наносимого покрытия в 1,5 раза. Источники информации 1. Акулович Л.М. Термомеханическое упрочнение деталей в электромагнитном поле. Новополоцк ПГУ, 1999. - С. 240. 2. А.с. СССР 721305, МПК 2 В 23 Р 1/18, 1980 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23P 6/00, B22D 19/10
Метки: нанесения, способ, покрытия, металлического, ферромагнитного, порошка
Код ссылки
<a href="https://by.patents.su/4-11504-sposob-naneseniya-metallicheskogo-pokrytiya-iz-ferromagnitnogo-poroshka.html" rel="bookmark" title="База патентов Беларуси">Способ нанесения металлического покрытия из ферромагнитного порошка</a>
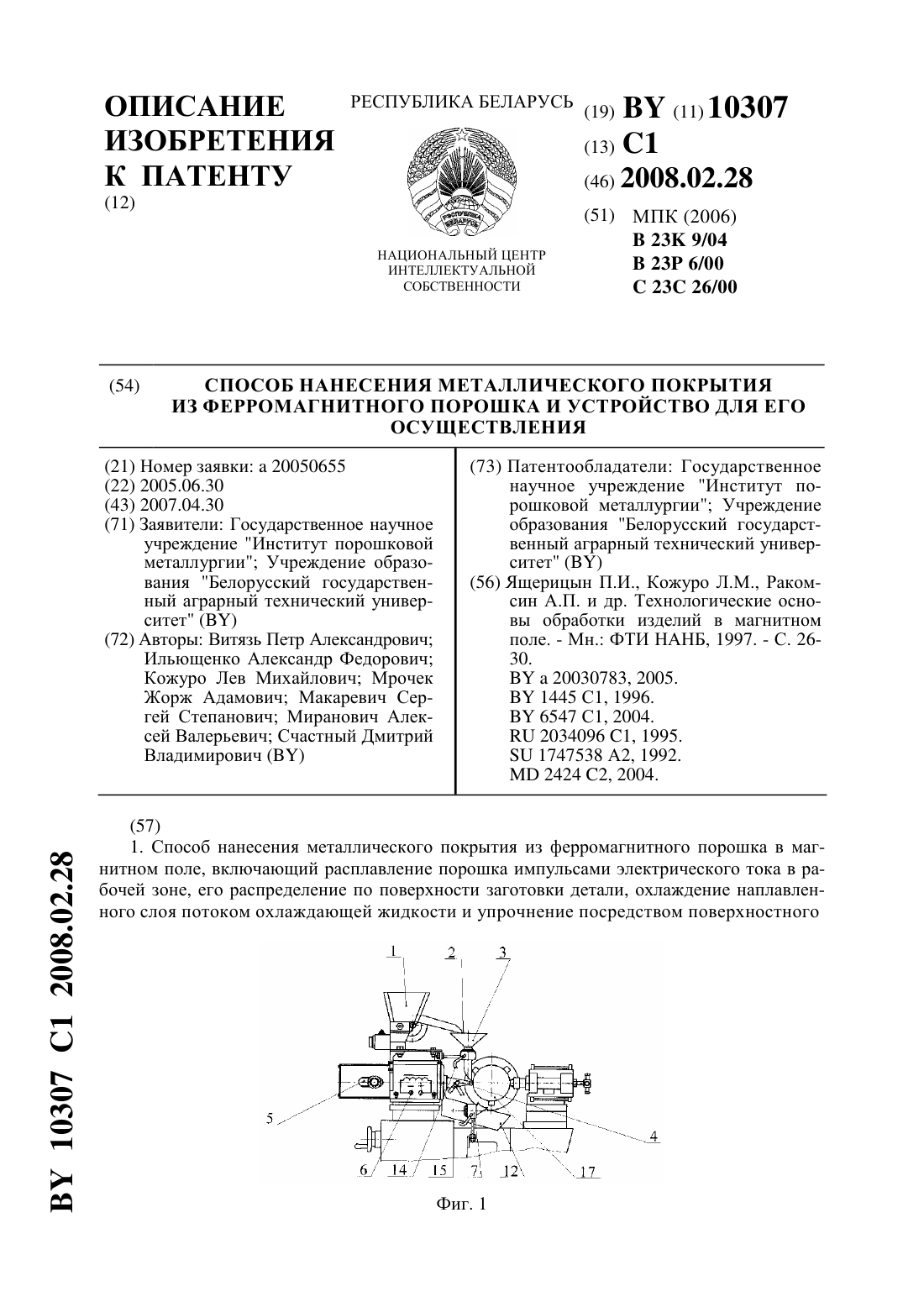
Способ нанесения металлического покрытия из ферромагнитного порошка и устройство для его осуществления
Номер патента: 10307
Опубликовано: 28.02.2008
Авторы: Витязь Петр Александрович, Кожуро Лев Михайлович, Мрочек Жорж Адамович, Макаревич Сергей Степанович, Миранович Алексей Валерьевич, Счастный Дмитрий Владимирович, Ильющенко Александр Федорович
МПК: B23K 9/04, C23C 26/00, B23P 6/00...
Метки: нанесения, порошка, устройство, осуществления, покрытия, способ, металлического, ферромагнитного
Текст:
...решаемая изобретением, - повышение качества наносимого покрытия, в частности, за счет снижения его пористости, шероховатости, повышения твердости. Поставленная задача достигается тем, что в способе нанесения металлического покрытия из ферромагнитного порошка в магнитном поле, включающем расплавление порошка импульсами электрического тока в рабочей зоне, его распределение по поверхности заготовки детали, охлаждение наплавленного слоя...
Способ получения металлического покрытия из ферромагнитного порошка
Номер патента: 10016
Опубликовано: 30.12.2007
Авторы: Грецкий Николай Леонидович, Премент Геннадий Борисович, Хейфец Михаил Львович, Толстиков Сергей Константинович, Чемисов Владимир Борисович
МПК: B23P 6/00, B22D 19/00
Метки: ферромагнитного, металлического, получения, способ, порошка, покрытия
Текст:
...а также увеличивается толщина наносимого покрытия. Предлагаемый способ реализован следующим образом. На заготовку - вал с номинальным диаметром 50 мм при длине 100 мм, изготовленного из Стали 20, - проводят нанесение ферромагнитного порошка ферробора марки ФБ-1 с размерами зерен 0,2-0,4 мм. Вращающийся вал со скоростью 0,105 м/с устанавливают в центрах токарного станка 16 К 20, а устройство для реализации способа нанесения...
Способ нанесения металлического покрытия
Номер патента: 10425
Опубликовано: 30.04.2008
Авторы: Грецкий Николай Леонидович, Хейфец Михаил Львович, Чемисов Владимир Борисович
МПК: B22D 19/00, C23C 4/08
Метки: покрытия, способ, металлического, нанесения
Текст:
...что значительно уменьшает количество пор и неравномерность наносимого покрытия, а также увеличивается толщина наносимого покрытия. Предлагаемый способ реализован следующим образом. На заготовку - вал с номинальным диаметром 50 мм при длине 100 мм, изготовленного из стали 20 проводят нанесение ферромагнитного порошка ферробора марки ФБ-1 с размерами зерен 0,2-0,4 мм. Вращающийся вал устанавливают в центрах токарного станка 16 К 20, а...
Устройство для магнитно-электрического нанесения покрытия из ферромагнитного порошка
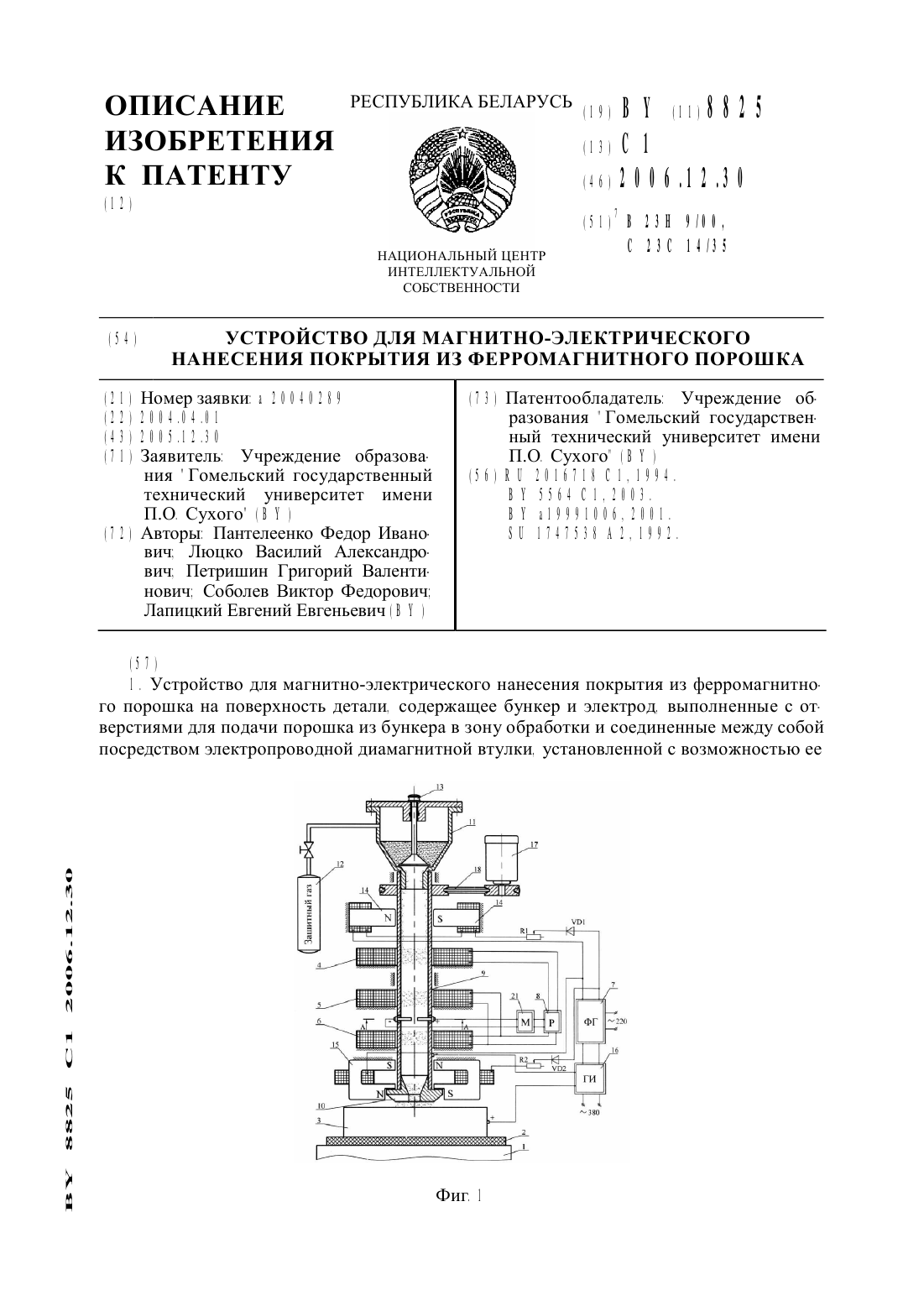
Номер патента: 8825
Опубликовано: 30.12.2006
Авторы: Лапицкий Евгений Евгеньевич, Соболев Виктор Федорович, Пантелеенко Федор Иванович, Люцко Василий Александрович, Петришин Григорий Валентинович
МПК: B23H 9/00, C23C 14/35
Метки: ферромагнитного, магнитно-электрического, нанесения, покрытия, устройство, порошка
Текст:
...рабочем зазоре выходные отверстия в электродах частично изменяют свою форму и размеры из-за переноса части расплава на поверхности электродов в зоне расположения отверстий. Это обусловлено тем. ЧТО магнитное поле электромагнита не распределяет равномерно порошок по всей рабочей торцовой части электродов. локализует его на рабочих поверхностях электродов и обрабатываемой поверхности непосредственно в зоне выходных отверстий в электродах. а это...
Способ нанесения многослойного металлического покрытия
Номер патента: 8332
Опубликовано: 30.08.2006
Авторы: Бакаев Александр Григорьевич, Мачнев Вячеслав Петрович
МПК: B22F 7/00
Метки: металлического, способ, покрытия, многослойного, нанесения
Текст:
...слой металла имеет большую пористость и шероховатость, поэтому его электродуговой переплав с помощью плазмотрона позволяет удалить газы и сделать слой равным. С другой стороны, переплав механически нанесенного слоя порошка с помощью плазмотрона, без предшествующего конденсаторного припекания, не обеспечивает достижение технической задачи, т.к. порошок уносится с поверхности детали динамическим потоком плазмы. Использование других источников...
Предыдущий патент: Свеклоуборочный комбайн
Следующий патент: Способ получения жидкого экстракта корневищ с корнями синюхи
Случайный патент: Импульсно-периодический плазмотрон