Концевая фреза со сферическим торцем
Номер патента: U 9764
Опубликовано: 30.12.2013
Авторы: Кочергин Анатолий Иванович, Ратько Екатерина Францевна
Текст
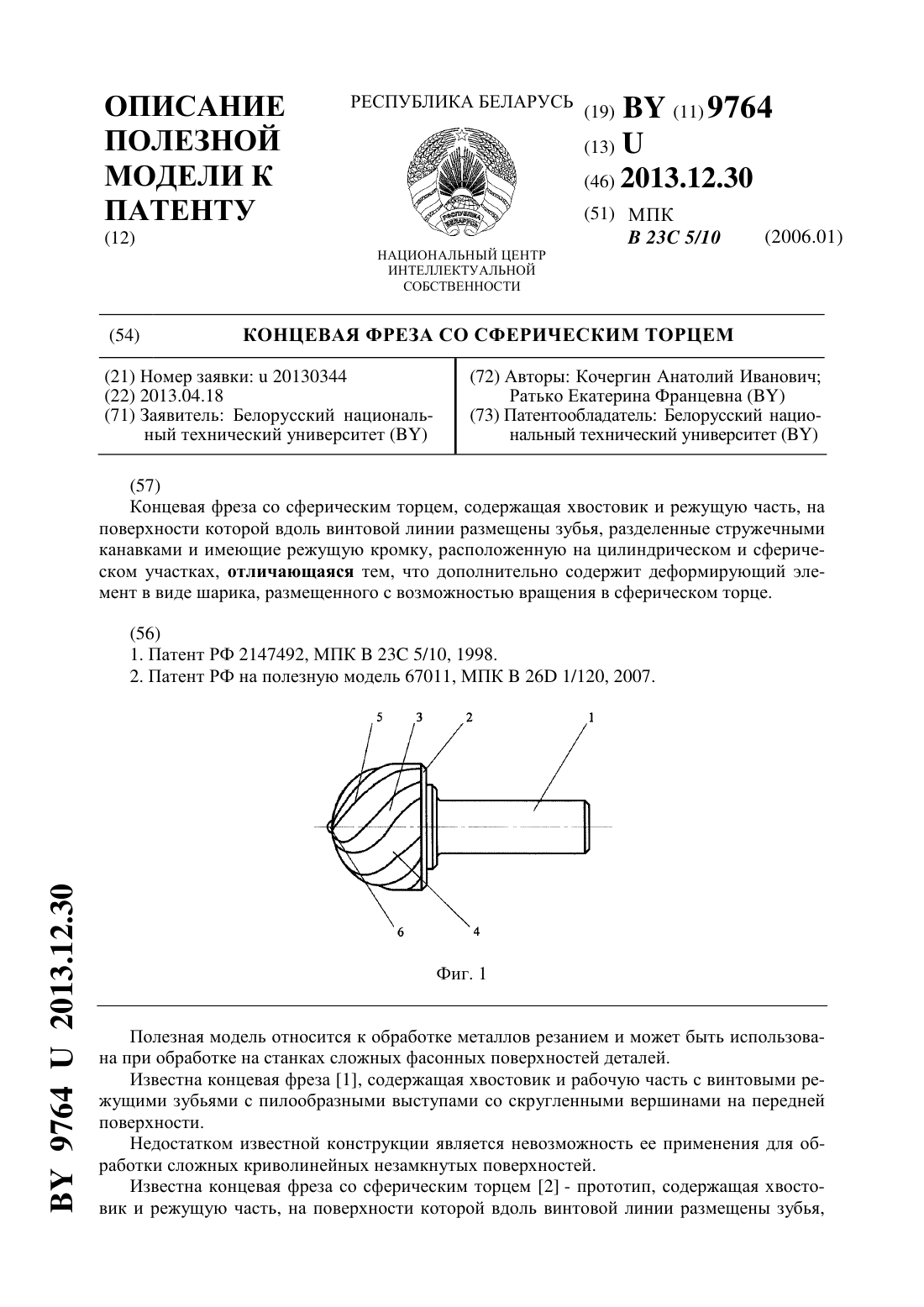
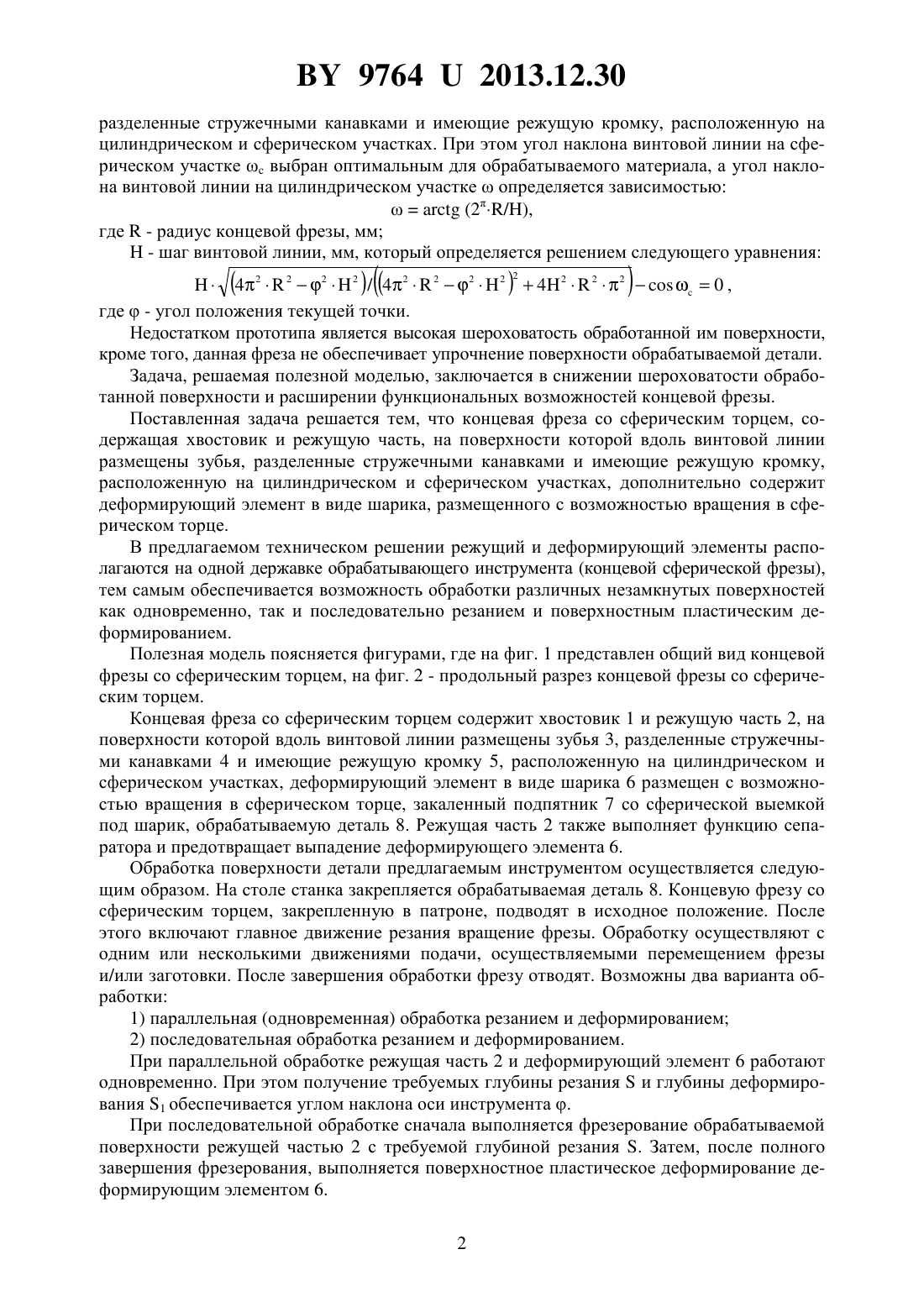
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ КОНЦЕВАЯ ФРЕЗА СО СФЕРИЧЕСКИМ ТОРЦЕМ(71) Заявитель Белорусский национальный технический университет(72) Авторы Кочергин Анатолий Иванович Ратько Екатерина Францевна(73) Патентообладатель Белорусский национальный технический университет(57) Концевая фреза со сферическим торцем, содержащая хвостовик и режущую часть, на поверхности которой вдоль винтовой линии размещены зубья, разделенные стружечными канавками и имеющие режущую кромку, расположенную на цилиндрическом и сферическом участках, отличающаяся тем, что дополнительно содержит деформирующий элемент в виде шарика, размещенного с возможностью вращения в сферическом торце.(56) 1. Патент РФ 2147492, МПК 23 5/10, 1998. 2. Патент РФ на полезную модель 67011, МПК 26 1/120, 2007. Фиг. 1 Полезная модель относится к обработке металлов резанием и может быть использована при обработке на станках сложных фасонных поверхностей деталей. Известна концевая фреза 1, содержащая хвостовик и рабочую часть с винтовыми режущими зубьями с пилообразными выступами со скругленными вершинами на передней поверхности. Недостатком известной конструкции является невозможность ее применения для обработки сложных криволинейных незамкнутых поверхностей. Известна концевая фреза со сферическим торцем 2 - прототип, содержащая хвостовик и режущую часть, на поверхности которой вдоль винтовой линии размещены зубья,97642013.12.30 разделенные стружечными канавками и имеющие режущую кромку, расположенную на цилиндрическом и сферическом участках. При этом угол наклона винтовой линии на сферическом участке с выбран оптимальным для обрабатываемого материала, а угол наклона винтовой линии на цилиндрическом участкеопределяется зависимостью(2/),где- радиус концевой фрезы, мм- шаг винтовой линии, мм, который определяется решением следующего уравнения 4 2222 / 4 22224 2220 ,где- угол положения текущей точки. Недостатком прототипа является высокая шероховатость обработанной им поверхности,кроме того, данная фреза не обеспечивает упрочнение поверхности обрабатываемой детали. Задача, решаемая полезной моделью, заключается в снижении шероховатости обработанной поверхности и расширении функциональных возможностей концевой фрезы. Поставленная задача решается тем, что концевая фреза со сферическим торцем, содержащая хвостовик и режущую часть, на поверхности которой вдоль винтовой линии размещены зубья, разделенные стружечными канавками и имеющие режущую кромку,расположенную на цилиндрическом и сферическом участках, дополнительно содержит деформирующий элемент в виде шарика, размещенного с возможностью вращения в сферическом торце. В предлагаемом техническом решении режущий и деформирующий элементы располагаются на одной державке обрабатывающего инструмента (концевой сферической фрезы),тем самым обеспечивается возможность обработки различных незамкнутых поверхностей как одновременно, так и последовательно резанием и поверхностным пластическим деформированием. Полезная модель поясняется фигурами, где на фиг. 1 представлен общий вид концевой фрезы со сферическим торцем, на фиг. 2 - продольный разрез концевой фрезы со сферическим торцем. Концевая фреза со сферическим торцем содержит хвостовик 1 и режущую часть 2, на поверхности которой вдоль винтовой линии размещены зубья 3, разделенные стружечными канавками 4 и имеющие режущую кромку 5, расположенную на цилиндрическом и сферическом участках, деформирующий элемент в виде шарика 6 размещен с возможностью вращения в сферическом торце, закаленный подпятник 7 со сферической выемкой под шарик, обрабатываемую деталь 8. Режущая часть 2 также выполняет функцию сепаратора и предотвращает выпадение деформирующего элемента 6. Обработка поверхности детали предлагаемым инструментом осуществляется следующим образом. На столе станка закрепляется обрабатываемая деталь 8. Концевую фрезу со сферическим торцем, закрепленную в патроне, подводят в исходное положение. После этого включают главное движение резания вращение фрезы. Обработку осуществляют с одним или несколькими движениями подачи, осуществляемыми перемещением фрезы и/или заготовки. После завершения обработки фрезу отводят. Возможны два варианта обработки 1) параллельная (одновременная) обработка резанием и деформированием 2) последовательная обработка резанием и деформированием. При параллельной обработке режущая часть 2 и деформирующий элемент 6 работают одновременно. При этом получение требуемых глубины резанияи глубины деформирования 1 обеспечивается углом наклона оси инструмента . При последовательной обработке сначала выполняется фрезерование обрабатываемой поверхности режущей частью 2 с требуемой глубиной резания . Затем, после полного завершения фрезерования, выполняется поверхностное пластическое деформирование деформирующим элементом 6. 2 97642013.12.30 Уголв данном случае служит для разграничения операций фрезерования и упрочнения. В случае последовательной обработки величиныи 1 могут варьироваться в более широком диапазоне. Таким образом, за счет совмещения двух видов обработки или сокращения вспомогательного времени на операцию, повышается производительность обработки. Особенность пластического деформирования по данной схеме состоит в том, что подача в этом случае определяется требованиями к исходной шероховатости поверхности. Деформирующий элемент, работающий непосредственно вслед за режущей кромкой фрезы, сминает выступы микронеровностей, тем самым значительно снижая шероховатость поверхности, полученной после фрезерования. С помощью предлагаемого инструмента,можно получить шероховатость поверхности 0,20,4 мкм (8-9 класс шероховатости поверхности). Таким образом, в данной конструкции совмещены операции предварительной обработки резанием и пластического деформирования при обработке плоскостей и сложных фасонных незамкнутых поверхностей. Упрочненная поверхность может быть создана практически на любых профильных незамкнутых поверхностях за один установ инструмента с достаточно широким диапазоном регулирования микрорельефа. Конструкция инструмента обеспечивает возможность быстрой замены всех элементов конструкции по мере их изнашивания. Обработку сложных фасонных незамкнутых поверхностей при помощи предлагаемого инструмента целесообразно производить на обрабатывающих центрах с ЧПУ. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B23C 5/10
Метки: фреза, торцем, сферическим, концевая
Код ссылки
<a href="https://by.patents.su/3-u9764-koncevaya-freza-so-sfericheskim-torcem.html" rel="bookmark" title="База патентов Беларуси">Концевая фреза со сферическим торцем</a>
Концевая фреза с изменяемым, в процессе работы ею, диаметром
Номер патента: U 4304
Опубликовано: 30.04.2008
Автор: Игнатищев Руслан Михайлович
МПК: B23C 5/00
Метки: процессе, ею, работы, фреза, изменяемым, диаметром, концевая
Текст:
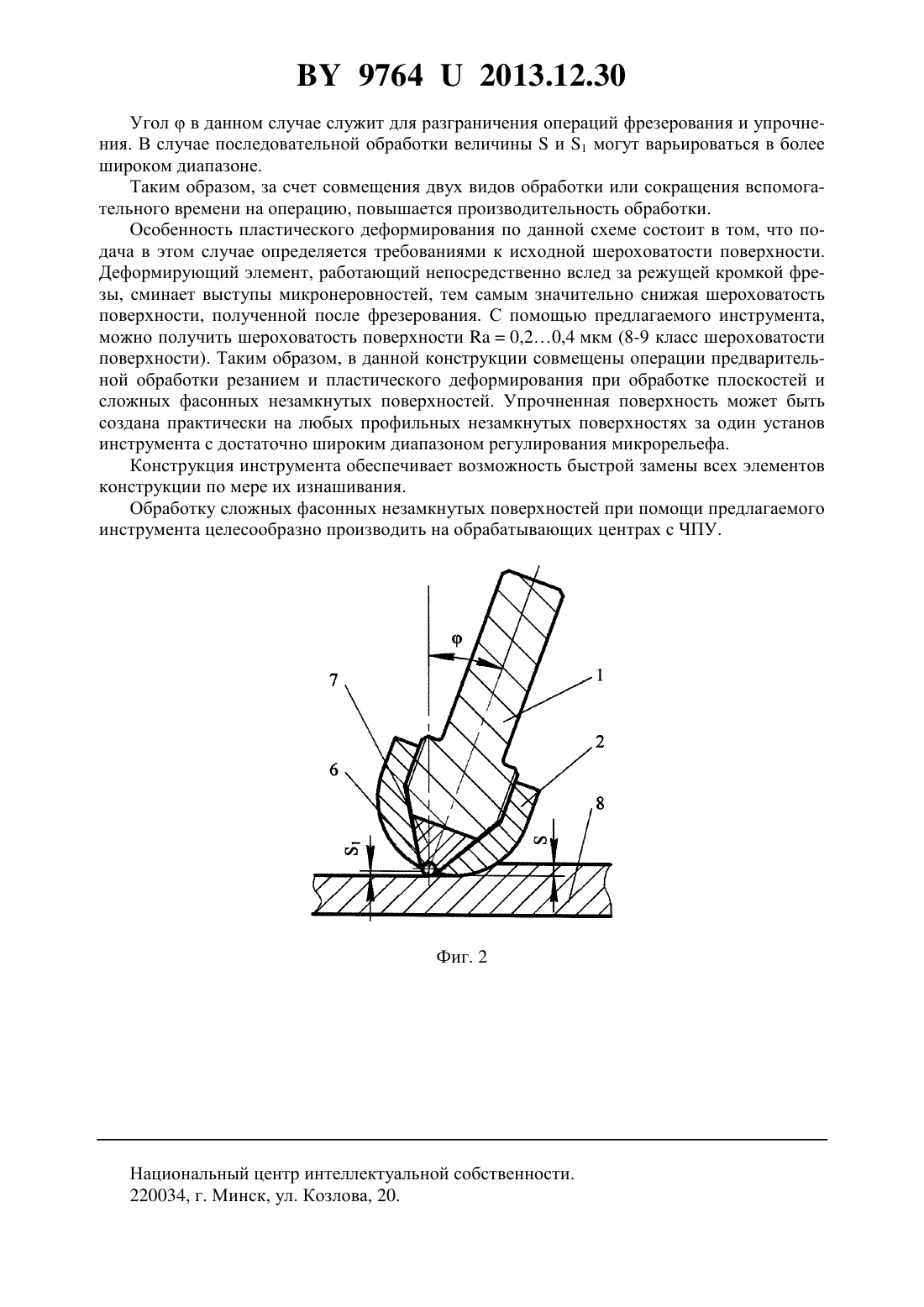
...фрезы в направлении стол-шпиндель станка фиг. 4 - вид по стрелке А (на фиг. 3) на мысленно разрезанную по Б-Б, выпрямленную и положенную на плоскость, рабочую часть фрезы фиг. 5 - вид на сечение В-В по стрелкам Г-Г на фиг. 4 фиг. 6 - опорный (опирающийся о дно канавки) валик с нижним конусом фиг. 7 - хвостовик с верхним конусом и отверстием под опорный валик. Устройство полезной модели. Хвостовик по фиг. 7 нижней частью входит внутрь рабочей...
Концевая фреза для обработки плитных древесных материалов

Номер патента: 14646
Опубликовано: 30.08.2011
Авторы: Рудак Павел Викторович, Рудак Виктор Захарович, Гришкевич Александр Александрович
МПК: B23C 5/10
Метки: плитных, фреза, концевая, древесных, материалов, обработки
Текст:
...вверх. Использование сменных корпусов ускоряет процесс сборки лезвия концевой фрезы из отдельных режущих элементов, позволяет изменять количество зубьев концевой фрезы,повышает надежность. 2 14646 1 2011.08.30 Предлагаемая конструкция позволяет изменять диаметр резания, угол резания, угол и направление наклона резцов за счет использования подложек режущих элементов различных размеров и с различными соответствующими углами наклона опорных...
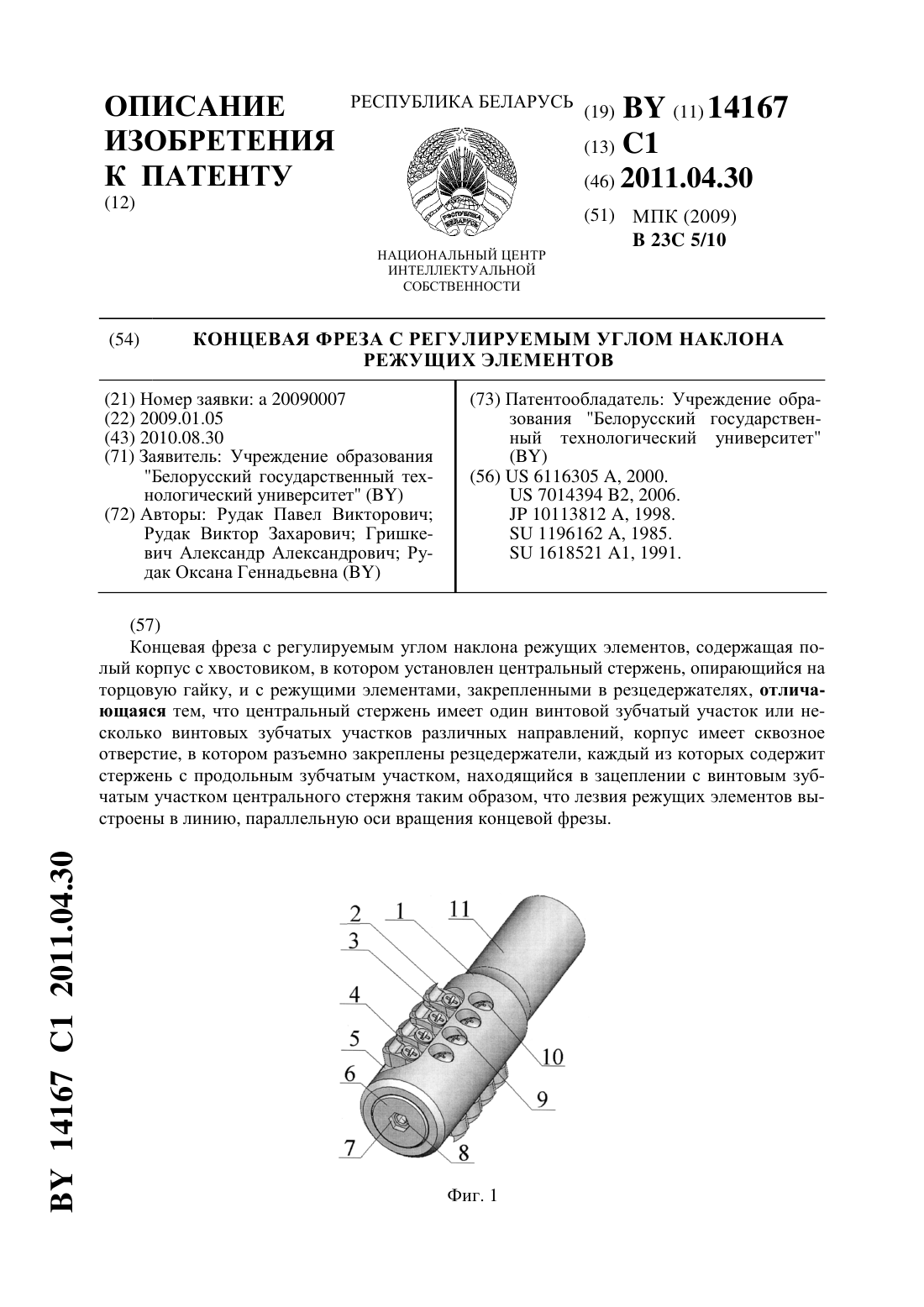
Концевая фреза с регулируемым углом наклона режущих элементов
Номер патента: 14167
Опубликовано: 30.04.2011
Авторы: Рудак Виктор Захарович, Рудак Павел Викторович, Гришкевич Александр Александрович, Рудак Оксана Геннадьевна
МПК: B23C 5/10
Метки: режущих, элементов, фреза, концевая, наклона, углом, регулируемым
Текст:
...фрезы - вверх. Подобное расположение режущих элементов обеспечивает подпор пластям обрабатываемого материала, повышает качество обработки поверхности. Центральный стержень может среди винтовых зубчатых участков также содержать участки без зубьев. Стержни резцедержателей, скрещивающиеся с центральным стержнем в окрестности этих участков при вращении центрального стержня,2 14167 1 2011.04.30 остаются неподвижными, что может быть...
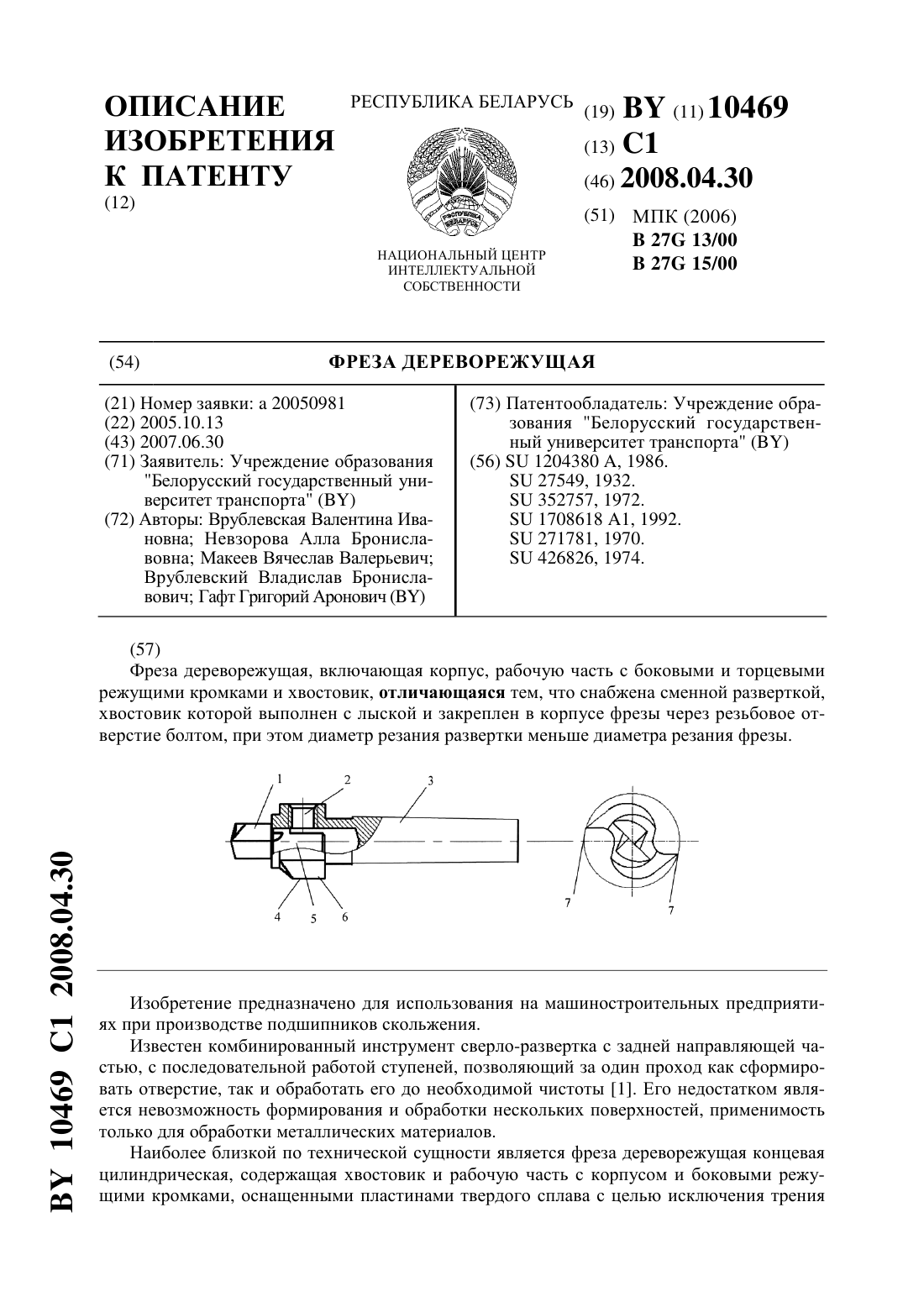
Фреза дереворежущая
Номер патента: 10469
Опубликовано: 30.04.2008
Авторы: Макеев Вячеслав Валерьевич, Гафт Григорий Аронович, Невзорова Алла Брониславовна, Врублевский Владислав Брониславович, Врублевская Валентина Ивановна
МПК: B27G 13/00, B27G 15/00
Метки: фреза, дереворежущая
Текст:
...а образующая конуса составляет с осью вращения фрезы угол 0,51,5 2. Недостатком ее является невозможность обработки за один проход нескольких поверхностей древесного вкладыша и фреза имеет неизменный диаметр фрезерования. Задача изобретения - увеличить производительность операции фрезерования за счет обработки за один проход двух поверхностей древесных вкладышей подшипников скольжения. Поставленная задача решается за счет того, что...
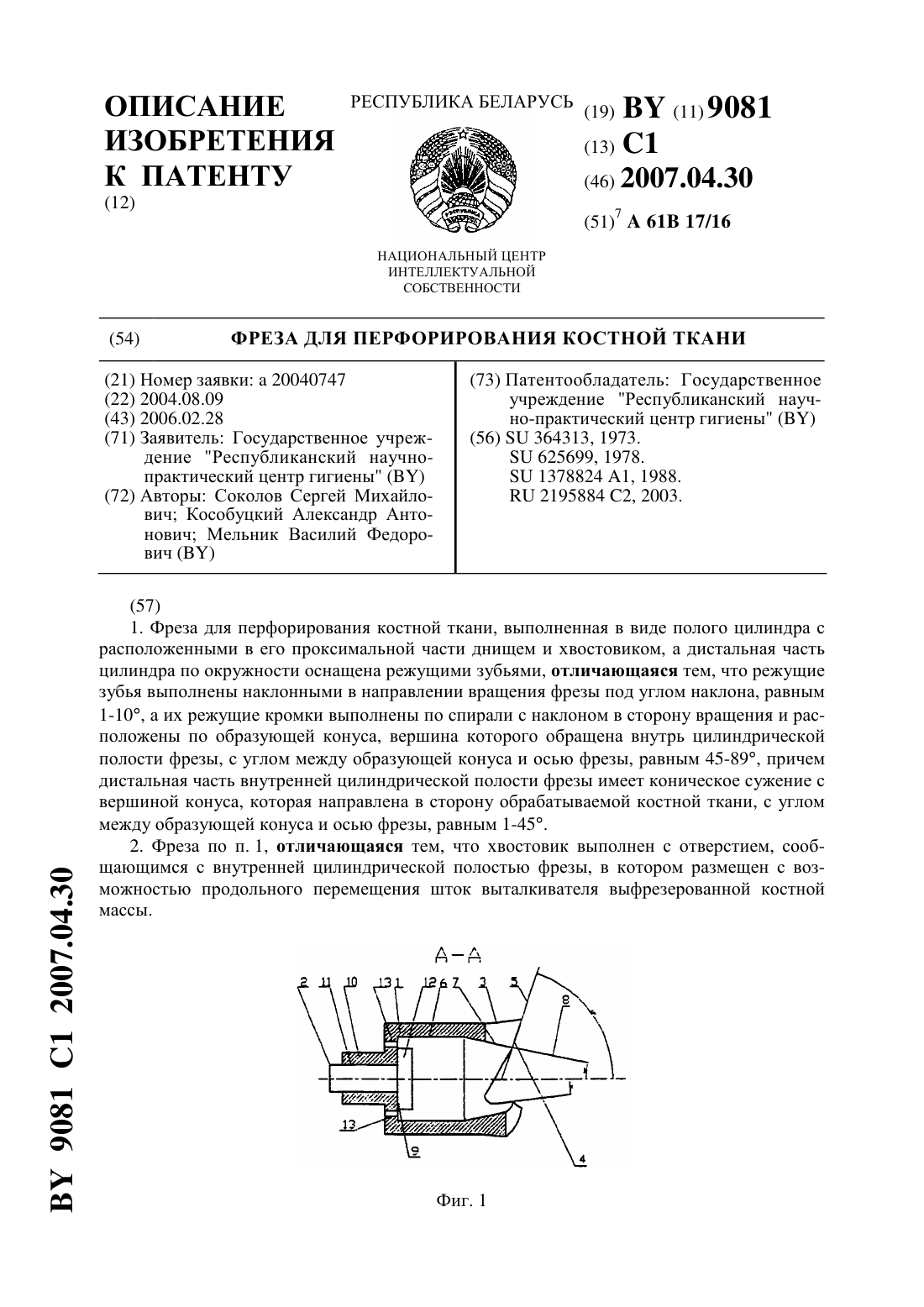
Фреза для перфорирования костной ткани
Номер патента: 9081
Опубликовано: 30.04.2007
Авторы: Мельник Василий Федорович, Соколов Сергей Михайлович, Кособуцкий Александр Антонович
МПК: A61B 17/16
Метки: перфорирования, ткани, фреза, костной
Текст:
...оснащена режущими зубьями, при этом режущие зубья выполнены наклонными в направлении вращения фрезы под углом наклона, равным 1-10, а их режущие кромки выполнены по спирали с наклоном в сторону вращения и расположены по образующей конуса, вершина которого обращена внутрь цилиндрической полости фрезы, с углом между образующей конуса и осью фрезы, равным 45-89, причем дистальная часть внутренней цилиндрической полости фрезы имеет...
Предыдущий патент: Скрытая створка интегрированного окна и интегрированное окно для системы светопрозрачной алюминиевой конструкции
Следующий патент: Устройство ультразвукового контроля поверхности твердого тела
Случайный патент: Способ получения макролидных соединений