Устройство для горизонтального непрерывного литья полых заготовок из металлов и сплавов
Номер патента: U 9705
Опубликовано: 30.12.2013
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
Текст
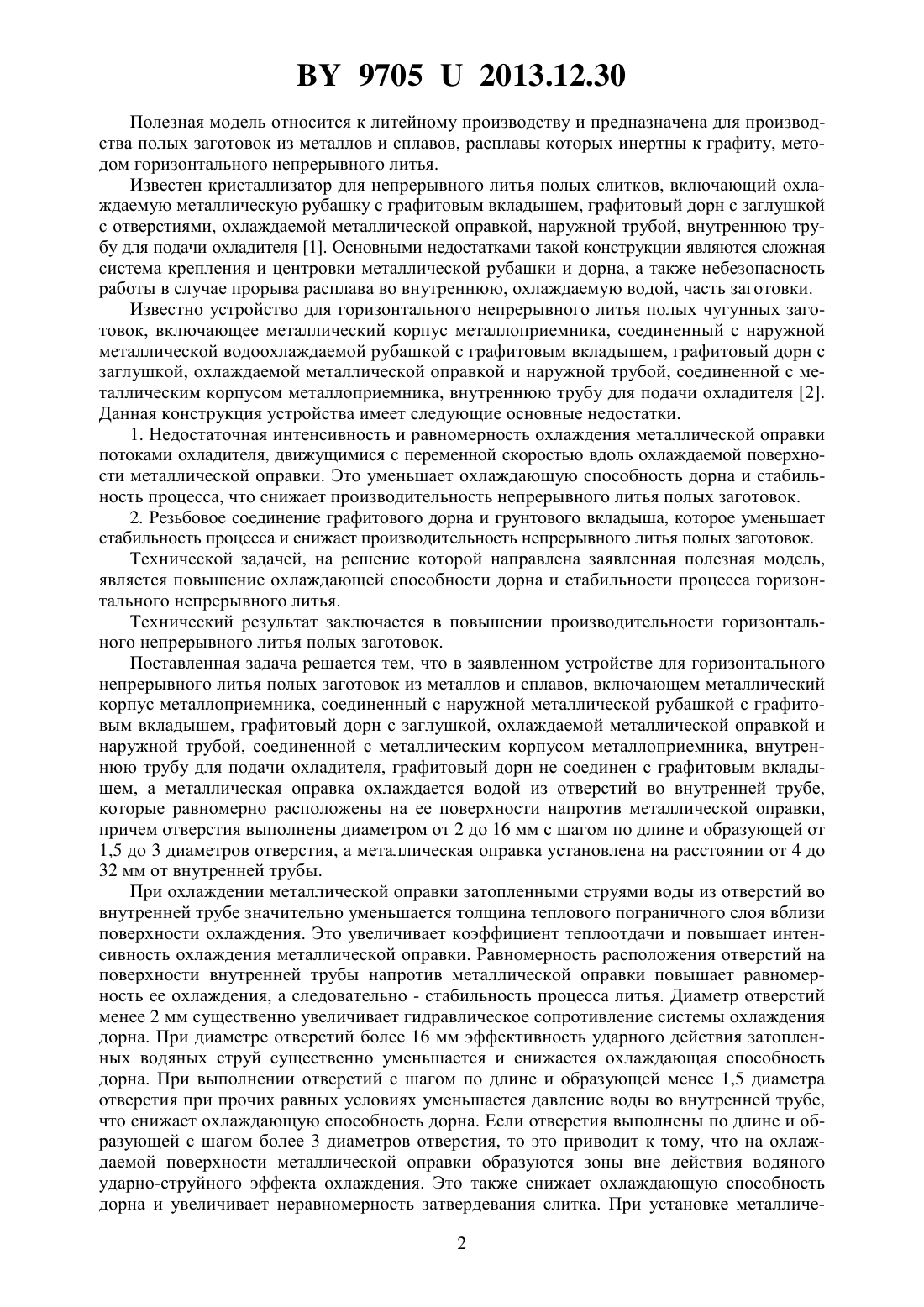
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК ИЗ МЕТАЛЛОВ И СПЛАВОВ(71) Заявитель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(72) Авторы Стеценко Владимир Юзефович Марукович Евгений Игнатьевич(73) Патентообладатель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(57) Устройство для горизонтального непрерывного литья полых заготовок из металлов и сплавов, включающее металлический корпус металлоприемника, соединенный с наружной металлической водоохлаждаемой рубашкой с графитовым вкладышем, графитовый дорн с заглушкой, охлаждаемой металлической оправкой и наружной трубой, соединенной с металлическим корпусом металлоприемника, внутреннюю трубу для подачи охладителя, отличающееся тем, что графитовый дорн не соединен с графитовым вкладышем, а металлическая оправка охлаждается водой из отверстий во внутренней трубе, которые равномерно расположены на ее поверхности напротив металлической оправки, причем отверстия выполнены диаметром от 2 до 16 мм с шагом по длине и образующей от 1,5 до 3 диаметров отверстия, а металлическая оправка установлена на расстоянии от 4 до 32 мм от внутренней трубы. 97052013.12.30 Полезная модель относится к литейному производству и предназначена для производства полых заготовок из металлов и сплавов, расплавы которых инертны к графиту, методом горизонтального непрерывного литья. Известен кристаллизатор для непрерывного литья полых слитков, включающий охлаждаемую металлическую рубашку с графитовым вкладышем, графитовый дорн с заглушкой с отверстиями, охлаждаемой металлической оправкой, наружной трубой, внутреннюю трубу для подачи охладителя 1. Основными недостатками такой конструкции являются сложная система крепления и центровки металлической рубашки и дорна, а также небезопасность работы в случае прорыва расплава во внутреннюю, охлаждаемую водой, часть заготовки. Известно устройство для горизонтального непрерывного литья полых чугунных заготовок, включающее металлический корпус металлоприемника, соединенный с наружной металлической водоохлаждаемой рубашкой с графитовым вкладышем, графитовый дорн с заглушкой, охлаждаемой металлической оправкой и наружной трубой, соединенной с металлическим корпусом металлоприемника, внутреннюю трубу для подачи охладителя 2. Данная конструкция устройства имеет следующие основные недостатки. 1. Недостаточная интенсивность и равномерность охлаждения металлической оправки потоками охладителя, движущимися с переменной скоростью вдоль охлаждаемой поверхности металлической оправки. Это уменьшает охлаждающую способность дорна и стабильность процесса, что снижает производительность непрерывного литья полых заготовок. 2. Резьбовое соединение графитового дорна и грунтового вкладыша, которое уменьшает стабильность процесса и снижает производительность непрерывного литья полых заготовок. Технической задачей, на решение которой направлена заявленная полезная модель,является повышение охлаждающей способности дорна и стабильности процесса горизонтального непрерывного литья. Технический результат заключается в повышении производительности горизонтального непрерывного литья полых заготовок. Поставленная задача решается тем, что в заявленном устройстве для горизонтального непрерывного литья полых заготовок из металлов и сплавов, включающем металлический корпус металлоприемника, соединенный с наружной металлической рубашкой с графитовым вкладышем, графитовый дорн с заглушкой, охлаждаемой металлической оправкой и наружной трубой, соединенной с металлическим корпусом металлоприемника, внутреннюю трубу для подачи охладителя, графитовый дорн не соединен с графитовым вкладышем, а металлическая оправка охлаждается водой из отверстий во внутренней трубе,которые равномерно расположены на ее поверхности напротив металлической оправки,причем отверстия выполнены диаметром от 2 до 16 мм с шагом по длине и образующей от 1,5 до 3 диаметров отверстия, а металлическая оправка установлена на расстоянии от 4 до 32 мм от внутренней трубы. При охлаждении металлической оправки затопленными струями воды из отверстий во внутренней трубе значительно уменьшается толщина теплового пограничного слоя вблизи поверхности охлаждения. Это увеличивает коэффициент теплоотдачи и повышает интенсивность охлаждения металлической оправки. Равномерность расположения отверстий на поверхности внутренней трубы напротив металлической оправки повышает равномерность ее охлаждения, а следовательно - стабильность процесса литья. Диаметр отверстий менее 2 мм существенно увеличивает гидравлическое сопротивление системы охлаждения дорна. При диаметре отверстий более 16 мм эффективность ударного действия затопленных водяных струй существенно уменьшается и снижается охлаждающая способность дорна. При выполнении отверстий с шагом по длине и образующей менее 1,5 диаметра отверстия при прочих равных условиях уменьшается давление воды во внутренней трубе,что снижает охлаждающую способность дорна. Если отверстия выполнены по длине и образующей с шагом более 3 диаметров отверстия, то это приводит к тому, что на охлаждаемой поверхности металлической оправки образуются зоны вне действия водяного ударно-струйного эффекта охлаждения. Это также снижает охлаждающую способность дорна и увеличивает неравномерность затвердевания слитка. При установке металличе 2 97052013.12.30 ской оправки на расстоянии менее 4 мм от внутренней трубы эффективность охлаждения ударно-струйного эффекта воды будет снижаться из-за тормозящего действия струями,отраженными от поверхности металлической оправки. Если она расположена на расстоянии более 32 мм от внутренней трубы, то эффективность ударно-струйного действия воды будет также снижаться из-за тормозящего действия относительно большой толщины потока в кольцевом канале, между металлической оправкой и внутренней трубой. Если графитовый дорн не соединен с графитовым вкладышем, то это значительно увеличивает площадь поперечного сечения кольцевого питателя, что предотвращает затвердевание в нем расплава. При этом повышается стабильность процесса горизонтального непрерывного литья полых заготовок. На фигуре представлен продольный разрез предлагаемого устройства. Оно состоит из металлоприемника с металлическим корпусом 1 и футеровки 2, наружной металлической водоохлаждаемой рубашки 3 с графитовым вкладышем 4, графитового дорна 5 с заглушкой 6 и прижимной шайбой 7, металлической оправкой 8 и наружной трубой 9, соединенной с металлическим корпусом посредством фланца 10, внутренней трубы 11 с отверстиями 12. Центровка графитового дорна и графитового вкладыша осуществляется посредством центрирующих прокладок 13. Теплоизоляция фланца и металлического корпуса металлоприемника от нагреваемой части графитового дорна производится с помощью теплоизолирующих прокладок 14. Устройство для горизонтального непрерывного литья полых заготовок из металлов и сплавов работает следующим образом. После заливки расплава в металлоприемник под давлением по внутренней трубе 11 подается вода, которая продавливается через отверстия 12 и интенсивно турбулентными затопленными струями равномерно охлаждает металлическую оправку 8, а через нее - рабочую часть графитового дорна 5. Далее вода, проходя по концентрическому пространству между наружной трубой 9 и внутренней трубой 11 выходит на сброс через отводящий патрубок 15. Заглушка 6 в наружном торце металлической оправки препятствует проникновению воды во внутреннюю полость заготовки 16. Это обеспечивает безопасность работы устройства. Расплав через кольцевой питатель 17 попадает в охлаждаемое пространство между графитовым дорном и графитовым вкладышем, где под действием процесса ускоренного затвердевания формируется полая заготовка. Пример. Испытывалось устройство для горизонтального непрерывного литья полых заготовок из силумина АК 12. Наружный диаметр графитового дорна составлял 90 мм, а внутренний диаметр графитового вкладыша 120 мм. Дорн и наружная водоохлаждаемая стальная рубашка крепились к стальному корпусу металлоприемника независимо друг от друга и центровались с помощью специальных прокладок. Стальная оправка охлаждалась затопленными струями воды из отверстий во внутренней стальной трубе, которые были равномерно расположены на ее поверхности напротив металлической оправки. Диаметр отверстий составлял 3 мм. Они были выполнены с шагом по длине и образующей 6 мм. Металлическая оправка устанавливалась на расстоянии 8 мм от внутренней трубы. Затопленно-струйное охлаждение дорна позволяет повысить производительность данного устройства горизонтального непрерывного литья заготовок из силумина АК 12 в среднем в 1,8 раза. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22D 11/04
Метки: металлов, литья, непрерывного, заготовок, сплавов, полых, горизонтального, устройство
Код ссылки
<a href="https://by.patents.su/3-u9705-ustrojjstvo-dlya-gorizontalnogo-nepreryvnogo-litya-polyh-zagotovok-iz-metallov-i-splavov.html" rel="bookmark" title="База патентов Беларуси">Устройство для горизонтального непрерывного литья полых заготовок из металлов и сплавов</a>
Устройство для горизонтального непрерывного литья направленным затвердеванием полых заготовок из металлов и сплавов
Номер патента: U 9704
Опубликовано: 30.12.2013
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 11/04
Метки: сплавов, металлов, направленным, непрерывного, заготовок, устройство, затвердеванием, полых, литья, горизонтального
Текст:
...и механическая прочность слитка возрастают, что позволяет повысить стабильность процесса литья тонкостенных полых заготовок. При нагреве графитового вкладыша вышевозможен прорыв расплава между незатвердевшим слитком и графитовым вкладышем,что нарушает стабильность процесса литья. При температуре графитового вкладыша менее-200 С внутри слитка формируется усадочная пористая зона, что уменьшает механическую прочность заготовки и приводит...
Устройство для горизонтального непрерывного литья заготовок сплошного сечения

Номер патента: 13981
Опубликовано: 28.02.2011
Авторы: Демченко Евгений Борисович, Марукович Евгений Игнатьевич
МПК: B22D 11/045
Метки: сечения, литья, заготовок, устройство, сплошного, непрерывного, горизонтального
Текст:
...кристаллизатора и конвективного теплообмена. Например, при температуре заливки чугуна 13200 давление воздушной подушки Р 3 превысит 0 почти в 6 раз. Поскольку гидростатическое давление металла на пробку со стороны металлоприемника уравновешивается гидростатическим давлением металла со стороны кристаллизатора 12,давление воздушной подушки 3 вытолкнет пробку внутрь металлоприемника, что приведет к нарушению процесса литья. Кроме этого,...
Дорн для литья полых слитков из металлов и сплавов
Номер патента: U 4554
Опубликовано: 30.08.2008
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 11/04
Метки: сплавов, слитков, дорн, полых, металлов, литья
Текст:
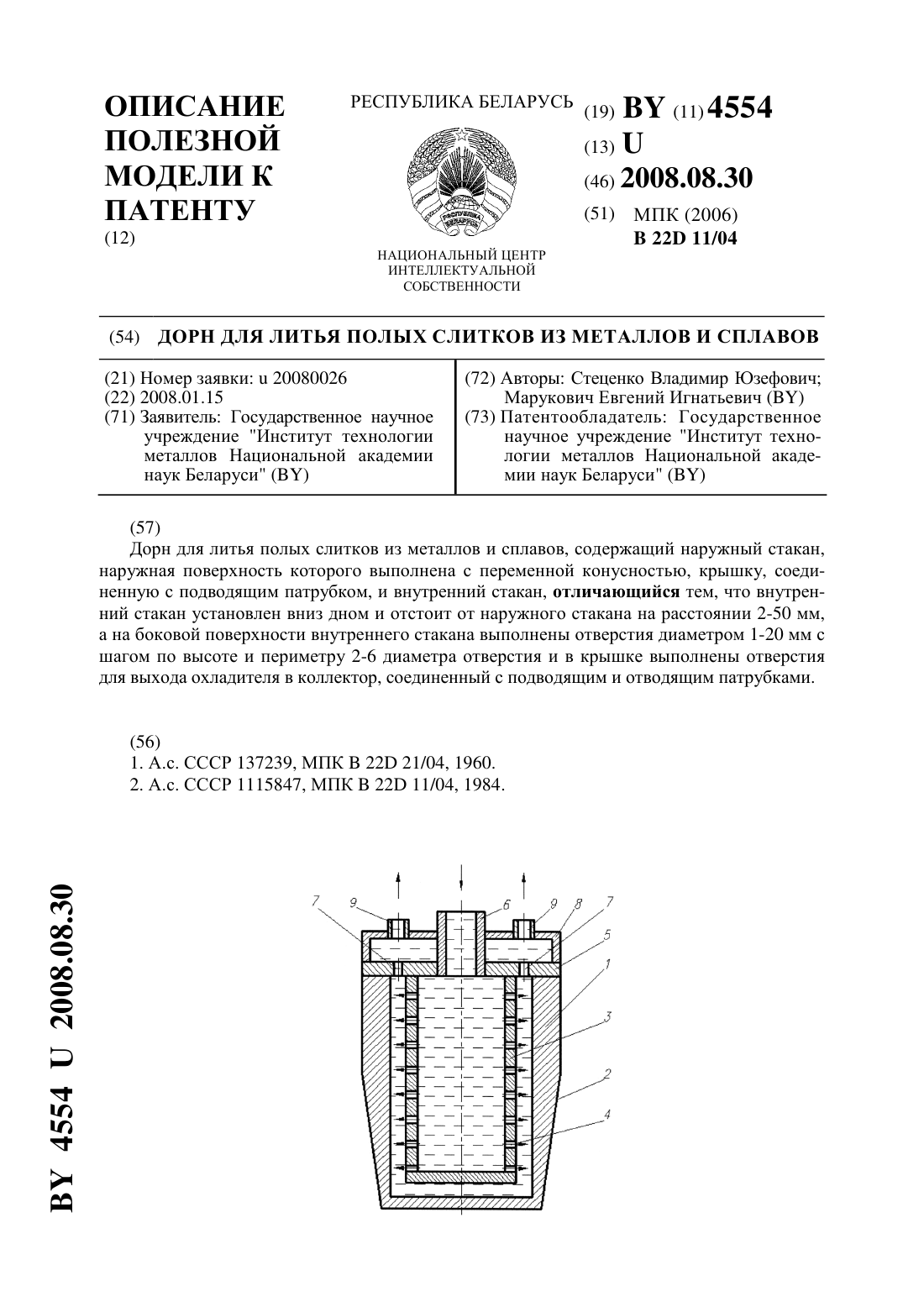
...стакана выполнены отверстия диаметром 1-20 мм с шагом по высоте и периметру 2-6 диаметра отверстия и в крышке выполнены отверстия для выхода охладителя в коллектор, соединенный с подводящим и отводящим патрубками. На чертеже представлен продольный разрез предлагаемого дорна. Он состоит из наружного стакана 1, наружная поверхность 2 которого выполнена с переменной конусностью. Внутри наружного стакана на расстоянии 2-50 мм от него...
Устройство для непрерывного горизонтального литья биметаллических заготовок

Номер патента: U 4141
Опубликовано: 28.02.2008
Авторы: Марукович Евгений Игнатьевич, Брановицкий Александр Михайлович
МПК: B22D 11/00
Метки: непрерывного, горизонтального, биметаллических, устройство, литья, заготовок
Текст:
...входит в полость кристаллизатора на расстояние 0,5-2,0 внутреннего диаметра кристаллизатора, причем величина кольцевого канала между металлопроводом и кристаллизатором, в который подают металл из второй секции металлоприемника, составляет 0,1-0,3 внутреннего диаметра кристаллизатора. На фигуре представлено продольное сечение предлагаемого устройства. Устройство включает металлоприемник, состоящий из двух секций 1 и 2, перегородку 3,...
Дорн для литья полых слитков из алюминиевых сплавов
Номер патента: U 4553
Опубликовано: 30.08.2008
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 11/04
Метки: дорн, алюминиевых, слитков, сплавов, полых, литья
Текст:
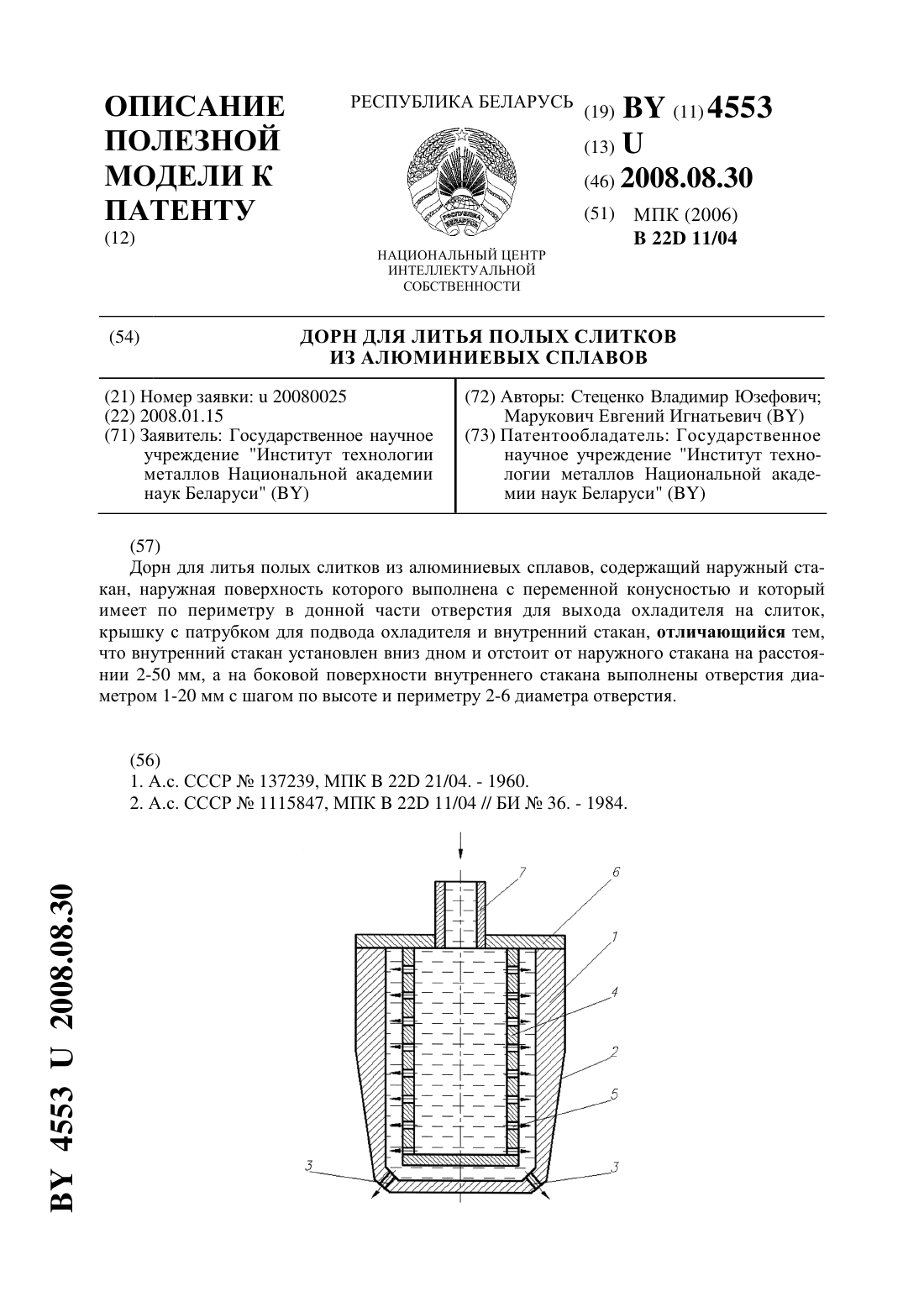
...стакан, при этом внутренний стакан установлен вниз дном и отстоит от наружного стакана на расстоянии 2-50 мм, а на боковой поверхности внутреннего стакана выполнены отверстия диаметром 1-20 мм с шагом по высоте и периметру 2-6 диаметра отверстия. На чертеже представлен продольный разрез предлагаемого дорна. Он состоит из наружного стакана 1, наружная поверхность 2 которого выполнена с переменной конусностью. По периметру стакана 1 в...
Предыдущий патент: Решетка для упаковочной коробки
Следующий патент: Устройство для дезинфекции сосков вымени и доильных аппаратов после доения на автоматизированных доильных установках
Случайный патент: Устройство для уплотнения формовочной смеси