Устройство для магнитно-абразивной обработки отверстия
Номер патента: U 8205
Опубликовано: 30.04.2012
Авторы: Акулович Леонид Михайлович, Ермаков Николай Иванович, Агейчик Валерий Александрович, Линник Александр Владимирович, Сергеев Леонид Ефимович
Текст
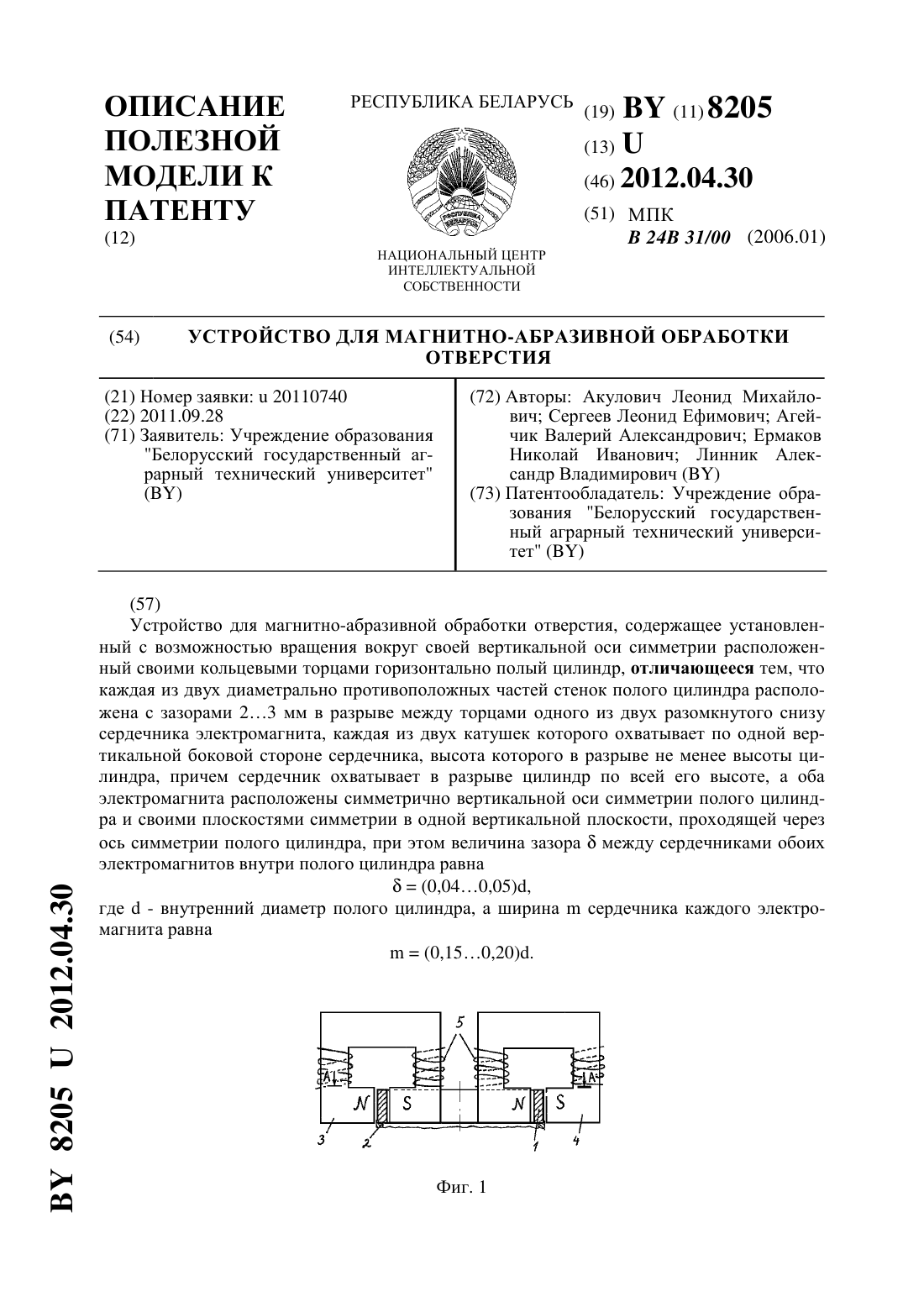
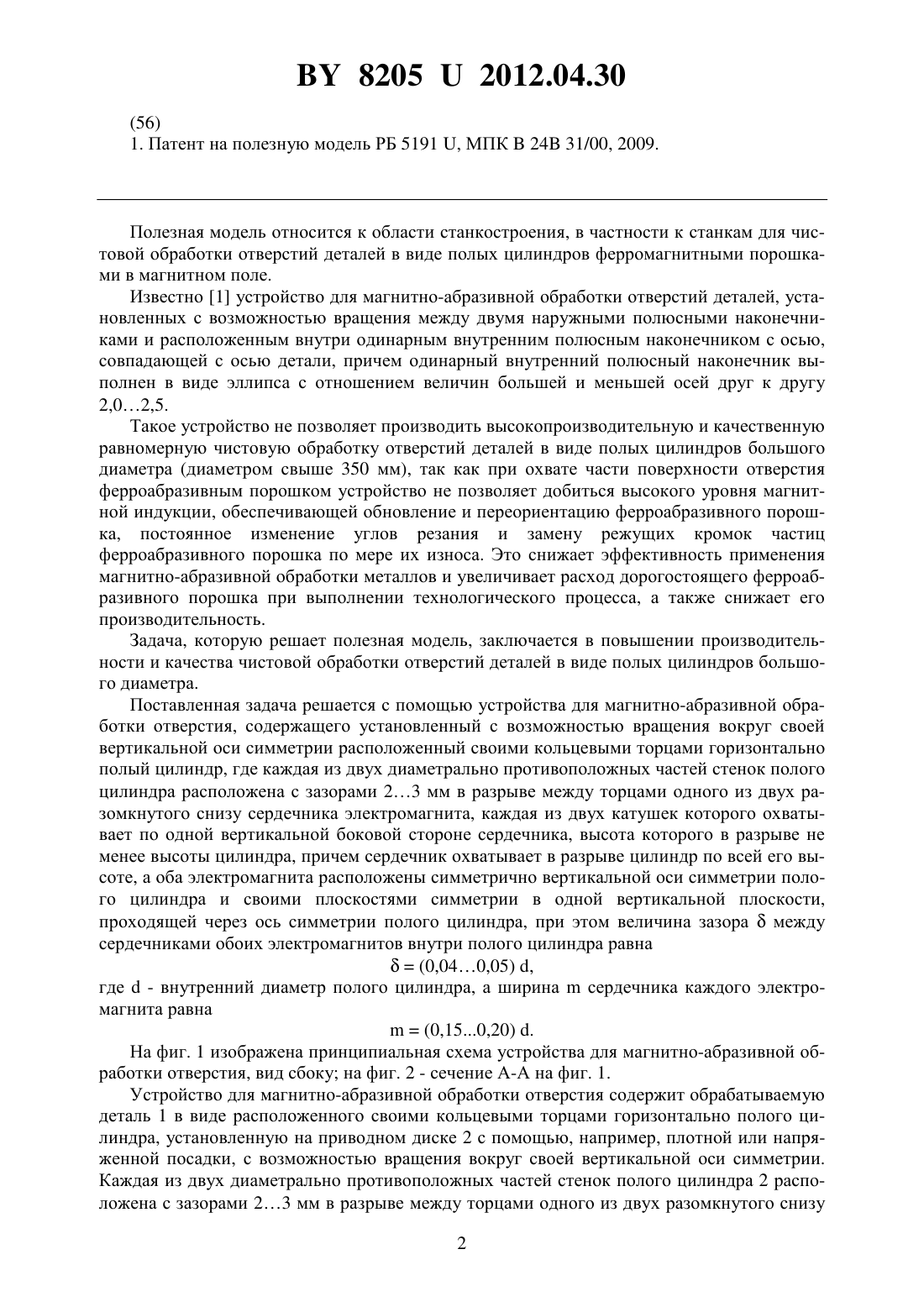
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Акулович Леонид Михайлович Сергеев Леонид Ефимович Агейчик Валерий Александрович Ермаков Николай Иванович Линник Александр Владимирович(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) Устройство для магнитно-абразивной обработки отверстия, содержащее установленный с возможностью вращения вокруг своей вертикальной оси симметрии расположенный своими кольцевыми торцами горизонтально полый цилиндр, отличающееся тем, что каждая из двух диаметрально противоположных частей стенок полого цилиндра расположена с зазорами 23 мм в разрыве между торцами одного из двух разомкнутого снизу сердечника электромагнита, каждая из двух катушек которого охватывает по одной вертикальной боковой стороне сердечника, высота которого в разрыве не менее высоты цилиндра, причем сердечник охватывает в разрыве цилиндр по всей его высоте, а оба электромагнита расположены симметрично вертикальной оси симметрии полого цилиндра и своими плоскостями симметрии в одной вертикальной плоскости, проходящей через ось симметрии полого цилиндра, при этом величина зазорамежду сердечниками обоих электромагнитов внутри полого цилиндра равна(0,040,05),где- внутренний диаметр полого цилиндра, а ширинасердечника каждого электромагнита равна(0,150,20).(56) 1. Патент на полезную модель РБ 5191 , МПК 24 31/00, 2009. Полезная модель относится к области станкостроения, в частности к станкам для чистовой обработки отверстий деталей в виде полых цилиндров ферромагнитными порошками в магнитном поле. Известно 1 устройство для магнитно-абразивной обработки отверстий деталей, установленных с возможностью вращения между двумя наружными полюсными наконечниками и расположенным внутри одинарным внутренним полюсным наконечником с осью,совпадающей с осью детали, причем одинарный внутренний полюсный наконечник выполнен в виде эллипса с отношением величин большей и меньшей осей друг к другу 2,02,5. Такое устройство не позволяет производить высокопроизводительную и качественную равномерную чистовую обработку отверстий деталей в виде полых цилиндров большого диаметра (диаметром свыше 350 мм), так как при охвате части поверхности отверстия ферроабразивным порошком устройство не позволяет добиться высокого уровня магнитной индукции, обеспечивающей обновление и переориентацию ферроабразивного порошка, постоянное изменение углов резания и замену режущих кромок частиц ферроабразивного порошка по мере их износа. Это снижает эффективность применения магнитно-абразивной обработки металлов и увеличивает расход дорогостоящего ферроабразивного порошка при выполнении технологического процесса, а также снижает его производительность. Задача, которую решает полезная модель, заключается в повышении производительности и качества чистовой обработки отверстий деталей в виде полых цилиндров большого диаметра. Поставленная задача решается с помощью устройства для магнитно-абразивной обработки отверстия, содержащего установленный с возможностью вращения вокруг своей вертикальной оси симметрии расположенный своими кольцевыми торцами горизонтально полый цилиндр, где каждая из двух диаметрально противоположных частей стенок полого цилиндра расположена с зазорами 23 мм в разрыве между торцами одного из двух разомкнутого снизу сердечника электромагнита, каждая из двух катушек которого охватывает по одной вертикальной боковой стороне сердечника, высота которого в разрыве не менее высоты цилиндра, причем сердечник охватывает в разрыве цилиндр по всей его высоте, а оба электромагнита расположены симметрично вертикальной оси симметрии полого цилиндра и своими плоскостями симметрии в одной вертикальной плоскости,проходящей через ось симметрии полого цилиндра, при этом величина зазорамежду сердечниками обоих электромагнитов внутри полого цилиндра равна(0,040,05) ,где- внутренний диаметр полого цилиндра, а ширинасердечника каждого электромагнита равна(0,150,20) . На фиг. 1 изображена принципиальная схема устройства для магнитно-абразивной обработки отверстия, вид сбоку на фиг. 2 - сечение А-А на фиг. 1. Устройство для магнитно-абразивной обработки отверстия содержит обрабатываемую деталь 1 в виде расположенного своими кольцевыми торцами горизонтально полого цилиндра, установленную на приводном диске 2 с помощью, например, плотной или напряженной посадки, с возможностью вращения вокруг своей вертикальной оси симметрии. Каждая из двух диаметрально противоположных частей стенок полого цилиндра 2 расположена с зазорами 23 мм в разрыве между торцами одного из двух разомкнутого снизу 2 82052012.04.30 сердечника электромагнита 3 и 4, каждая из двух катушек 5 которого охватывает по одной вертикальной боковой стороне сердечника, высота которого в разрыве не менее высоты цилиндра, причем сердечник охватывает в разрыве цилиндр по всей его высоте. Оба электромагнита 3 и 4 расположены симметрично вертикальной оси симметрии полого цилиндра 1 и своими плоскостями симметрии в одной вертикальной плоскости, проходящей через ось симметрии полого цилиндра 1, при этом, согласно исследованиям БГАТУ, величина зазорамежду сердечниками обоих электромагнитов внутри полого цилиндра 1 равна(0,040,05) ,где- внутренний диаметр полого цилиндра, а ширинасердечника каждого электромагнита 3 и 4 равна(0,150,20) . Устройство работает следующим образом. В электромагнитные катушки 5 электромагнитов 3 и 4 подается электрический ток, в вертикальных боковых сторонах сердечника образуется магнитное поле и осуществляется намагничивание разрывов между торцами каждого из двух разомкнутого снизу сердечника электромагнита. Ферромагнитный абразивный порошок (на фиг. не показан) подается между внутренней поверхностью полого цилиндра 1 и расположенными рядом с ней торцами каждого из двух разомкнутых снизу сердечников электромагнитов 3, 4 и под воздействием магнитного поля уплотняется в зазорах между ними, образуя две рабочие зоны. Установленная на приводном диске 2 деталь 1 приводится во вращение. Это обеспечивает повышение производительности и качества очистки от окисных пленок и слоев окалины и полирования обрабатываемого отверстия вследствие рациональной геометрии полюсных наконечников и их взаимосвязи с конкретными параметрами детали, высокой степени осцилляции, постоянного изменения углов резания и замены режущих кромок частиц ферроабразивного порошка по мере их износа за счет колебания порции ферроабразивного порошка во время вращения детали 1. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B24B 31/00
Метки: обработки, магнитно-абразивной, устройство, отверстия
Код ссылки
<a href="https://by.patents.su/3-u8205-ustrojjstvo-dlya-magnitno-abrazivnojj-obrabotki-otverstiya.html" rel="bookmark" title="База патентов Беларуси">Устройство для магнитно-абразивной обработки отверстия</a>
Устройство для ультразвуковой магнитно-абразивной обработки отверстия

Номер патента: U 7903
Опубликовано: 28.02.2012
Авторы: Ермаков Николай Иванович, Сергеев Леонид Ефимович, Ефимов Андрей Михайлович, Агейчик Валерий Александрович, Линник Александр Владимирович, Акулович Леонид Михайлович
МПК: B21C 43/04, B21B 45/04, B24B 31/00...
Метки: устройство, ультразвуковой, обработки, магнитно-абразивной, отверстия
Текст:
...плоскость симметрии внутреннего полюсного наконечника совпадает с общей вертикальной плоскостью симметрии наружных полюсных наконечников, причем внутренний полюсный наконечник установлен с возможностью совпадения оси вращения обрабатываемой детали с осью, проходящей через точку пересечения большой и малой осей эллипса его нижней горизонтальной поверхности и перпендикулярной к ней, где над минимальными зазорами между обрабатываемой...
Комбинированный инструмент для магнитно-абразивной обработки отверстия
Номер патента: 14899
Опубликовано: 30.10.2011
Авторы: Акулович Леонид Михайлович, Ермаков Николай Иванович, Агейчик Валерий Александрович, Сергеев Леонид Ефимович
МПК: B24B 39/02
Метки: магнитно-абразивной, инструмент, комбинированный, отверстия, обработки
Текст:
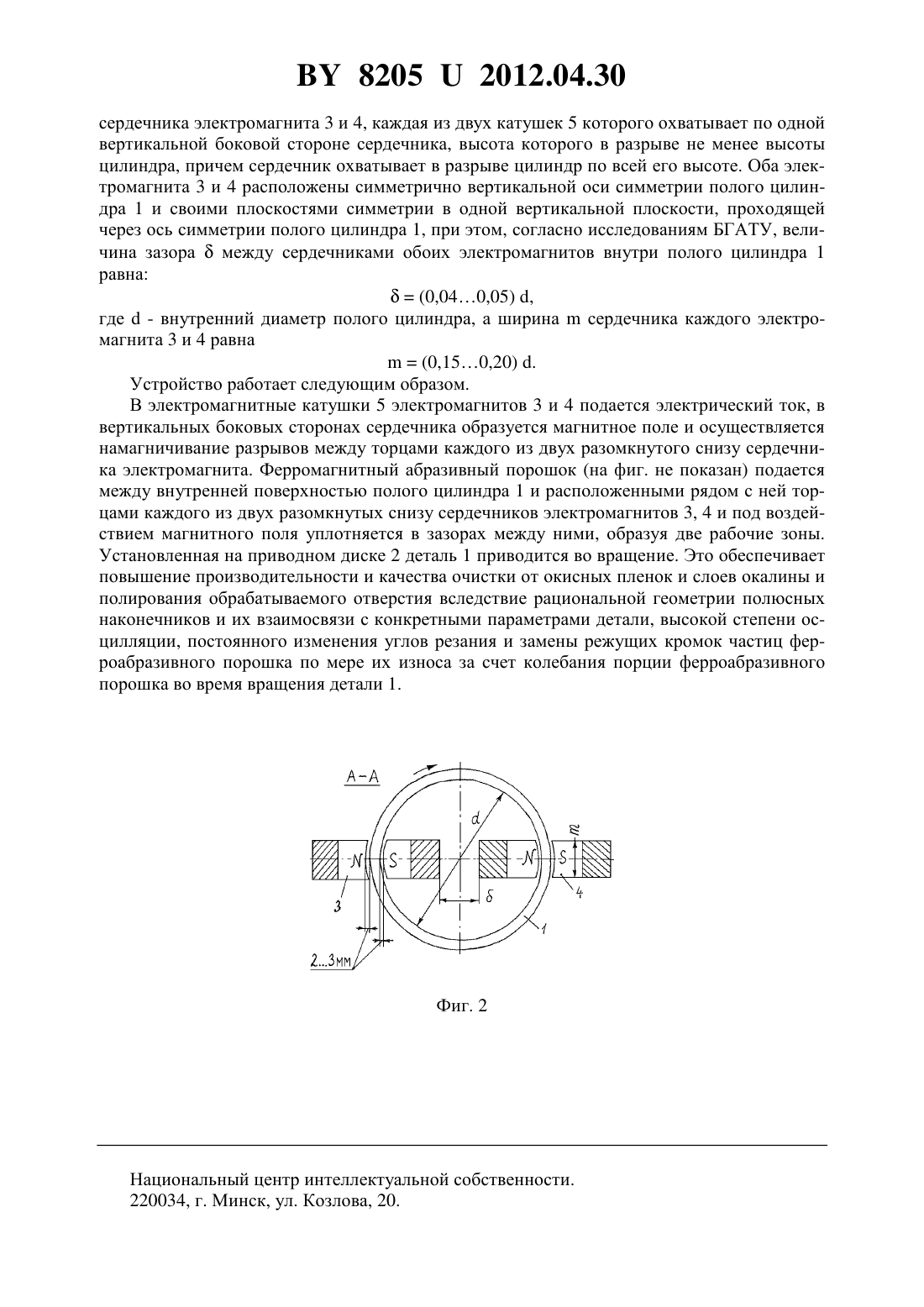
...размещена шпонка, закрепленная в корпусе, из условия осуществления вращательных движений штока относительно продольной оси корпуса,причем шток в верхней части имеет резьбу с установленной на ней над корпусом гайкой,при этом рабочие элементы выполнены в виде витков винтовой пружины меньшего наружного диаметра, продольной и поперечной жесткости, имеют противоположное направление навивки витков, чем рабочие деформирующие элементы, где...
Комбинированный инструмент для магнитно-абразивной обработки конических отверстия
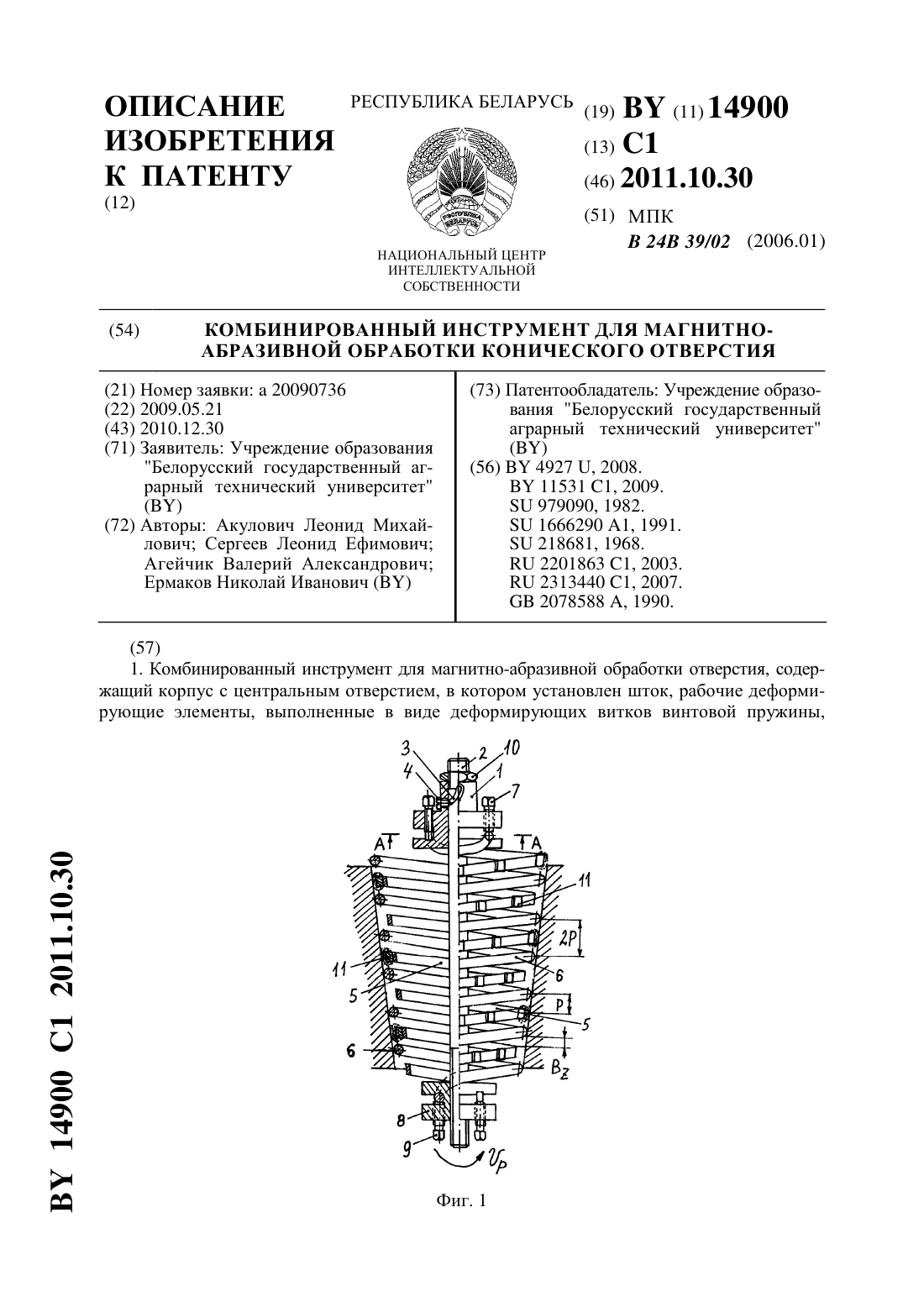
Номер патента: 14900
Опубликовано: 30.10.2011
Авторы: Акулович Леонид Михайлович, Сергеев Леонид Ефимович, Агейчик Валерий Александрович, Ермаков Николай Иванович
МПК: B24B 39/02
Метки: магнитно-абразивной, обработки, инструмент, конических, отверстия, комбинированный
Текст:
...продольной оси корпуса, причем шток в верхней части имеет резьбу с установленной на ней над корпусом гайкой, где винтовые пружины выполнены коническими, при этом фланец присоединен к штоку с помощью резьбы с возможностью изменения его положения относительно корпуса, а на внешней поверхности деформирующих витков закреплены абразивные элементы, например, в виде алмазного порошка. На фиг. 1 показан общий вид инструмента в обрабатываемом...
Устройство для магнитно-абразивной обработки цилиндрических колёс с винтовыми зубьями

Номер патента: U 6361
Опубликовано: 30.06.2010
Авторы: Ермаков Николай Иванович, Акулович Леонид Михайлович, Агейчик Валерий Александрович, Сергеев Леонид Ефимович
МПК: B24B 31/00
Метки: цилиндрических, обработки, винтовыми, зубьями, колёс, магнитно-абразивной, устройство
Текст:
...относительно его поверхностью и механизм создания колебаний электромагнитной системы с приводом, где полюсные наконечники выполнены образующими своими обращенными друг к другу внутренними поверхностями, охватывающими обод цилиндрического колеса с винтовыми зубьями диаметром , в сечении, перпендикулярном оси колеса, эллипс с горизонтальной осью, равной 6 мм,и вертикальной осью, равной 2 мм, причем полюсные наконечники имеют между собой...
Устройство для ультразвуковой магнитно-абразивной обработки прутка
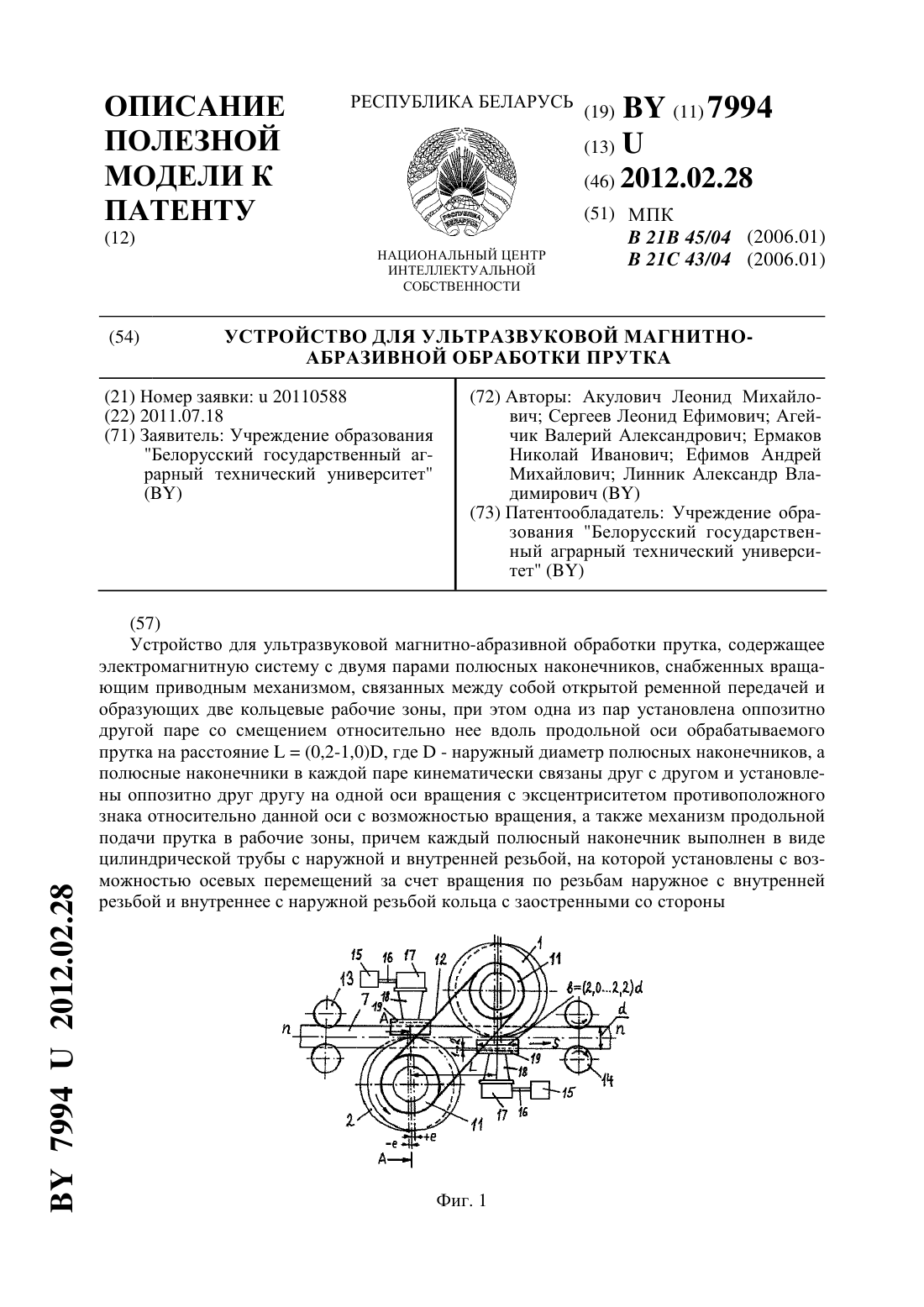
Номер патента: U 7994
Опубликовано: 28.02.2012
Авторы: Линник Александр Владимирович, Акулович Леонид Михайлович, Агейчик Валерий Александрович, Сергеев Леонид Ефимович, Ефимов Андрей Михайлович, Ермаков Николай Иванович
МПК: B21C 43/04, B21B 45/04
Метки: обработки, прутка, магнитно-абразивной, ультразвуковой, устройство
Текст:
...через ось вращения ближайшего оппозитно оси прутка волноводу расположенного шкива открытой ременной передачи, при этом внутренний радиус волновода с центром на оси прутка равен/2, а расположенные параллельно оси прутка боковые стороны каждого волновода равны в(2,02,2), где- диаметр прутка. Техническим результатом при использовании полезной модели является повышение производительности и качества очистки и полирования прутков от окисных...
Предыдущий патент: Стабилизатор расхода воды
Следующий патент: Установка для изучения дифракции Френеля на круглом отверстии
Случайный патент: Способ получения хинолонов