Комбинированный инструмент для магнитно-абразивной обработки конических отверстия
Номер патента: 14900
Опубликовано: 30.10.2011
Авторы: Акулович Леонид Михайлович, Сергеев Леонид Ефимович, Агейчик Валерий Александрович, Ермаков Николай Иванович
Текст
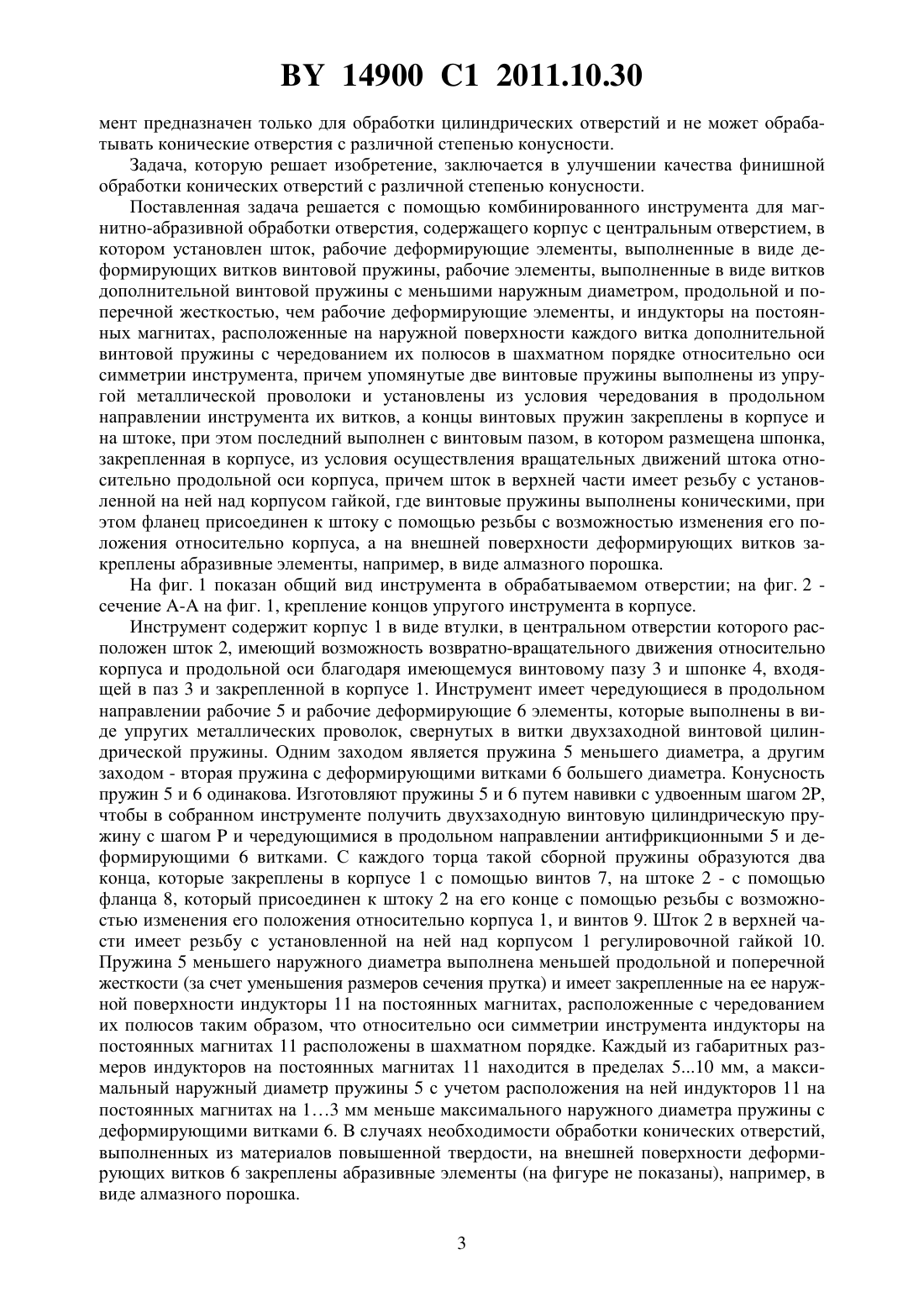
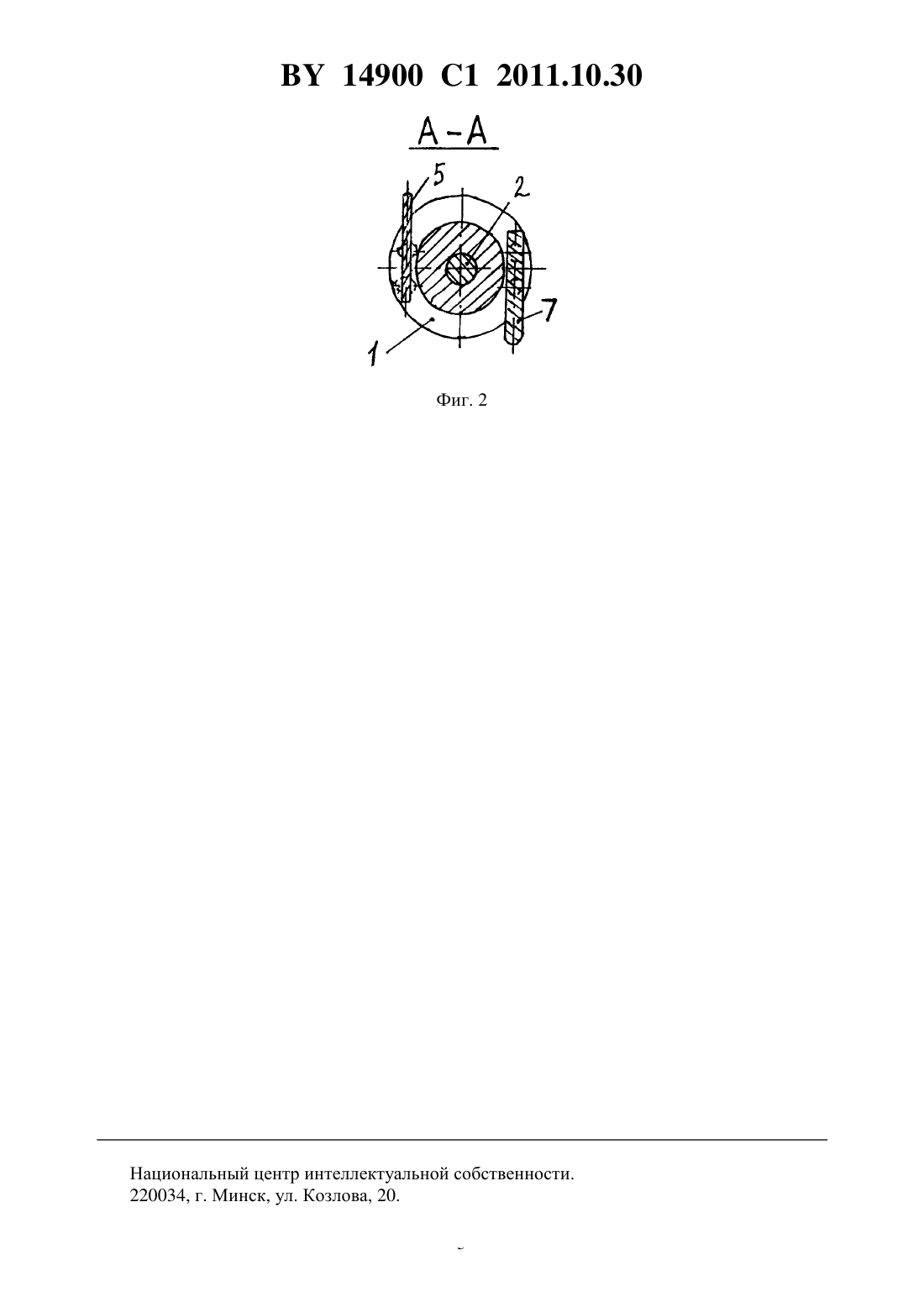
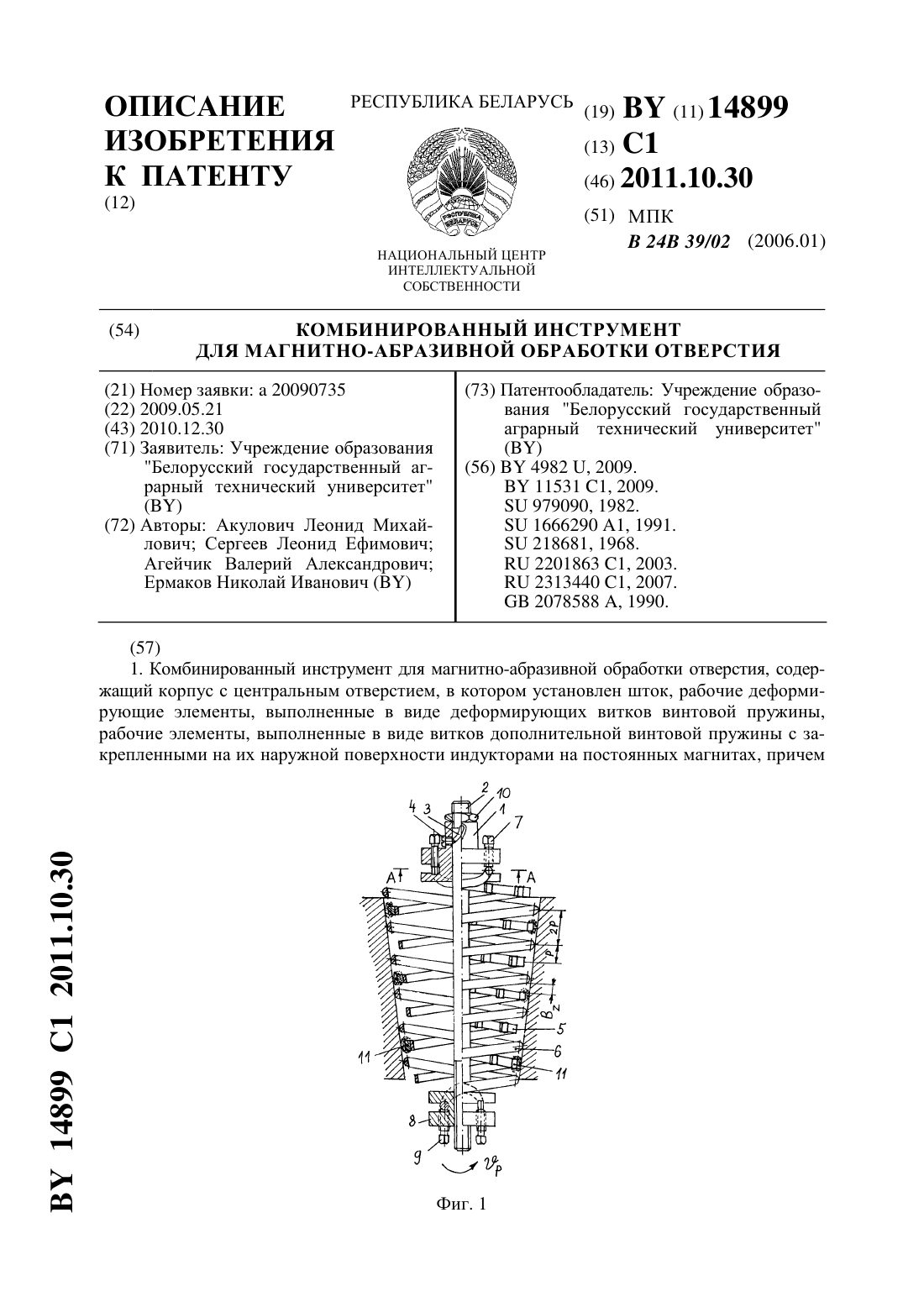
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ МАГНИТНОАБРАЗИВНОЙ ОБРАБОТКИ КОНИЧЕСКОГО ОТВЕРСТИЯ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Акулович Леонид Михайлович Сергеев Леонид Ефимович Агейчик Валерий Александрович Ермаков Николай Иванович(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) 1. Комбинированный инструмент для магнитно-абразивной обработки отверстия, содержащий корпус с центральным отверстием, в котором установлен шток, рабочие деформирующие элементы, выполненные в виде деформирующих витков винтовой пружины, Фиг. 1 14900 1 2011.10.30 рабочие элементы, выполненные в виде витков дополнительной винтовой пружины с меньшими наружным диаметром, продольной и поперечной жесткостью, чем рабочие деформирующие элементы, и индукторы на постоянных магнитах, расположенные на наружной поверхности каждого витка дополнительной винтовой пружины с чередованием их полюсов в шахматном порядке относительно оси симметрии инструмента, причем упомянутые две винтовые пружины выполнены из упругой металлической проволоки и установлены из условия чередования в продольном направлении инструмента их витков, а концы винтовых пружин закреплены в корпусе и на штоке, при этом последний выполнен с винтовым пазом, в котором размещена шпонка, закрепленная в корпусе, из условия осуществления вращательных движений штока относительно продольной оси корпуса,причем шток в верхней части имеет резьбу с установленной на ней над корпусом гайкой,отличающийся тем, что винтовые пружины выполнены коническими, при этом фланец присоединен к штоку с помощью резьбы с возможностью изменения его положения относительно корпуса. 2. Инструмент по п. 1, отличающийся тем, что на внешней поверхности деформирующих витков закреплены абразивные элементы, например, в виде алмазного порошка. Изобретение относится к технологии машиностроения, конкретно к механической обработке конических отверстий в металлических деталях машин. Известна высокая эффективность магнитно-абразивного способа обработки изделий 1, особенно при финишной обработке деталей. При этом повышается сопротивляемость обработанных поверхностей износу, коррозии и механическому разрушению. Применение такого способа при обработке внутренних отверстий деталей затруднено отсутствием инструмента, который обеспечивал бы высокую степень осцилляции и замены режущих элементов в виде зерен ферроабразивного порошка, свободное проникновение смазочно-охлаждающей жидкости (СОЖ) в зону обработки, а также имел бы элементы,образующие магнитное поле соответствующей топографии. Известен комбинированный инструмент для магнитно-абразивной обработки отверстий, содержащий корпус с центральным отверстием, в котором установлен шток, рабочие деформирующие элементы, выполненные в виде деформирующих витков винтовой цилиндрической пружины, рабочие антифрикционные элементы, выполненные в виде витков с антифрикционным покрытием винтовой цилиндрической пружины, причем упомянутые две винтовые цилиндрические пружины выполнены из упругой металлической проволоки и установлены из условия чередования в продольном направлении инструмента деформирующих витков и витков с антифрикционным покрытием, концы винтовых цилиндрических пружин закреплены в корпусе и на штоке, при этом последний выполнен с винтовым пазом, в котором размещена шпонка, закрепленная в корпусе, из условия осуществления вращательных движений штока относительно продольной оси корпуса для обеспечения ввода в обрабатываемое отверстие комбинированного инструмента и его радиальной подачи, где шток в верхней части имеет резьбу с установленной на ней над корпусом регулировочной гайкой, а рабочие антифрикционные элементы выполнены в виде витков винтовой цилиндрической пружины меньших наружного диаметра, продольной и поперечной жесткости, чем рабочие деформирующие элементы, выполненные в виде деформирующих витков винтовой цилиндрической пружины, и имеют закрепленные на ее наружной поверхности меньшего диаметра индукторы на постоянных магнитах, а индукторы на постоянных магнитах расположены на одинаковом расстоянии на наружной поверхности каждого витка с чередованием их полюсов, а индукторы на постоянных магнитах расположены в шахматном порядке относительно оси симметрии инструмента 2. Такой комбинированный упругий инструмент обеспечивает качественную обработку отверстий при заданной производительности технологического процесса. Однако инстру 2 14900 1 2011.10.30 мент предназначен только для обработки цилиндрических отверстий и не может обрабатывать конические отверстия с различной степенью конусности. Задача, которую решает изобретение, заключается в улучшении качества финишной обработки конических отверстий с различной степенью конусности. Поставленная задача решается с помощью комбинированного инструмента для магнитно-абразивной обработки отверстия, содержащего корпус с центральным отверстием, в котором установлен шток, рабочие деформирующие элементы, выполненные в виде деформирующих витков винтовой пружины, рабочие элементы, выполненные в виде витков дополнительной винтовой пружины с меньшими наружным диаметром, продольной и поперечной жесткостью, чем рабочие деформирующие элементы, и индукторы на постоянных магнитах, расположенные на наружной поверхности каждого витка дополнительной винтовой пружины с чередованием их полюсов в шахматном порядке относительно оси симметрии инструмента, причем упомянутые две винтовые пружины выполнены из упругой металлической проволоки и установлены из условия чередования в продольном направлении инструмента их витков, а концы винтовых пружин закреплены в корпусе и на штоке, при этом последний выполнен с винтовым пазом, в котором размещена шпонка,закрепленная в корпусе, из условия осуществления вращательных движений штока относительно продольной оси корпуса, причем шток в верхней части имеет резьбу с установленной на ней над корпусом гайкой, где винтовые пружины выполнены коническими, при этом фланец присоединен к штоку с помощью резьбы с возможностью изменения его положения относительно корпуса, а на внешней поверхности деформирующих витков закреплены абразивные элементы, например, в виде алмазного порошка. На фиг. 1 показан общий вид инструмента в обрабатываемом отверстии на фиг. 2 сечение - на фиг. 1, крепление концов упругого инструмента в корпусе. Инструмент содержит корпус 1 в виде втулки, в центральном отверстии которого расположен шток 2, имеющий возможность возвратно-вращательного движения относительно корпуса и продольной оси благодаря имеющемуся винтовому пазу 3 и шпонке 4, входящей в паз 3 и закрепленной в корпусе 1. Инструмент имеет чередующиеся в продольном направлении рабочие 5 и рабочие деформирующие 6 элементы, которые выполнены в виде упругих металлических проволок, свернутых в витки двухзаходной винтовой цилиндрической пружины. Одним заходом является пружина 5 меньшего диаметра, а другим заходом - вторая пружина с деформирующими витками 6 большего диаметра. Конусность пружин 5 и 6 одинакова. Изготовляют пружины 5 и 6 путем навивки с удвоенным шагом 2,чтобы в собранном инструменте получить двухзаходную винтовую цилиндрическую пружину с шагоми чередующимися в продольном направлении антифрикционными 5 и деформирующими 6 витками. С каждого торца такой сборной пружины образуются два конца, которые закреплены в корпусе 1 с помощью винтов 7, на штоке 2 - с помощью фланца 8, который присоединен к штоку 2 на его конце с помощью резьбы с возможностью изменения его положения относительно корпуса 1, и винтов 9. Шток 2 в верхней части имеет резьбу с установленной на ней над корпусом 1 регулировочной гайкой 10. Пружина 5 меньшего наружного диаметра выполнена меньшей продольной и поперечной жесткости (за счет уменьшения размеров сечения прутка) и имеет закрепленные на ее наружной поверхности индукторы 11 на постоянных магнитах, расположенные с чередованием их полюсов таким образом, что относительно оси симметрии инструмента индукторы на постоянных магнитах 11 расположены в шахматном порядке. Каждый из габаритных размеров индукторов на постоянных магнитах 11 находится в пределах 510 мм, а максимальный наружный диаметр пружины 5 с учетом расположения на ней индукторов 11 на постоянных магнитах на 13 мм меньше максимального наружного диаметра пружины с деформирующими витками 6. В случаях необходимости обработки конических отверстий,выполненных из материалов повышенной твердости, на внешней поверхности деформирующих витков 6 закреплены абразивные элементы (на фигуре не показаны), например, в виде алмазного порошка. 3 14900 1 2011.10.30 Инструмент работает следующим образом. Перед обработкой конического отверстия винты 9 вывинчиваются, освобождая соприкасающиеся с ними концы пружин 5 и 6, путем растяжения (сжатия) конических пружин 5 и 6 за счет вращения фланца 8 устанавливается конусность инструмента, как у обрабатываемого конического отверстия, после чего винтами 9 концы пружин 5 и 6 снова прижимаются к фланцу 9. При обработке отверстий предлагаемому инструменту сообщают вращательное движение , относительно продольной оси, совпадающее по направлению с направлением нарезки имеющегося на штоке винтового паза 3. При прижатии за счет осевой подачи инструмента к обрабатываемому коническому отверстию шток 2, вращаясь относительно корпуса за счет винтового паза 3 и шпонки 4, сближает концы пружин 5 и 6, скручивая их и дополнительно прижимая витки 6 к обрабатываемой поверхности. При обработке отверстий в них в зону обработки подаются режущие элементы в виде зерен ферроабразивного порошка и смазочно-охлаждающая жидкость (СОЖ). Рабочая поверхность инструмента, полученная таким образом, является винтовой конической поверхностью с аксиально-смещенным в продольном направлении рабочим слоем, способствующей снижению температуры обработки благодаря впадинемежду витками и свободному проникновению режущих элементов в виде зерен ферроабразивного порошка и смазочно-охлаждающей жидкости (СОЖ) в зону обработки. Аксиально-смещенный рабочий слой винтовой конической пружины позволяет интенсифицировать процесс обработки. Равномерное действие упругих сил металлической проволоки, свернутой в витки винтовой конической поверхности, повышает точность и производительность обработки, а также снижает теплонапряженность процесса за счет прерывистой в продольном направлении зоны обработки. Режущие элементы в виде зерен ферроабразивного порошка захватываются магнитным полем индукторов 11 на постоянных магнитах и осуществляют финишную обработку внутренней поверхности отверстия. При этом повышается сопротивляемость обработанных поверхностей износу, коррозии и механическому разрушению, а расположение индукторов 11 на постоянных магнитах на наружной поверхности каждого витка с чередованием их полюсов таким образом, что относительно оси симметрии инструмента индукторы на постоянных магнитах 11 расположены в шахматном порядке, образует магнитное поле инструмента оптимальной топографии, что способствует максимальной эффективности процесса обработки внутренней поверхности отверстия. Выполнение пружины 5 с меньшей жесткостью витков, чем у деформирующих витков, позволяет обеспечить высокую степень осцилляции витков с индукторами 11 на постоянных магнитах при выполнении технологического процесса, что дополнительно повышает качество обработки отверстий. По мере износа обрабатывающих поверхностей инструмента путем дополнительного вращения регулировочной гайки 10 осуществляется за счет сжатия пружин 5 и 6 и увеличения таким образом их диаметров плавное восстановление первоначальных геометрических параметров инструмента. В случаях необходимости обработки конических отверстий, выполненных из материалов повышенной твердости, применяются деформирующие витки 6 с закрепленными на их внешней поверхности абразивными элементами, например, в виде алмазного порошка,которые позволяют интенсифицировать технологический процесс. Источники информации 1. Хомич Н.С. Магнитно-абразивная обработка изделий. - Минск, БНТУ, 2006. - С. 19-21. 2. Патент РБ на полезную модель 4927 , МПК В 24 В 39/00, 2008. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B24B 39/02
Метки: магнитно-абразивной, инструмент, комбинированный, обработки, конических, отверстия
Код ссылки
<a href="https://by.patents.su/5-14900-kombinirovannyjj-instrument-dlya-magnitno-abrazivnojj-obrabotki-konicheskih-otverstiya.html" rel="bookmark" title="База патентов Беларуси">Комбинированный инструмент для магнитно-абразивной обработки конических отверстия</a>
Комбинированный инструмент для магнитно-абразивной обработки отверстия
Номер патента: 14899
Опубликовано: 30.10.2011
Авторы: Акулович Леонид Михайлович, Агейчик Валерий Александрович, Сергеев Леонид Ефимович, Ермаков Николай Иванович
МПК: B24B 39/02
Метки: инструмент, комбинированный, отверстия, магнитно-абразивной, обработки
Текст:
...размещена шпонка, закрепленная в корпусе, из условия осуществления вращательных движений штока относительно продольной оси корпуса,причем шток в верхней части имеет резьбу с установленной на ней над корпусом гайкой,при этом рабочие элементы выполнены в виде витков винтовой пружины меньшего наружного диаметра, продольной и поперечной жесткости, имеют противоположное направление навивки витков, чем рабочие деформирующие элементы, где...
Комбинированный инструмент для магнитно-абразивной обработки конических отверстий

Номер патента: U 5754
Опубликовано: 30.12.2009
Авторы: Ермаков Николай Иванович, Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Агейчик Валерий Александрович
МПК: B24B 39/00
Метки: инструмент, конических, обработки, комбинированный, магнитно-абразивной, отверстий
Текст:
...установлены из условия чередования в продольном направлении инструмента их витков, а концы винтовых пружин закреплены в корпусе и на штоке, при этом последний выполнен с винтовым пазом, в котором размещена шпонка, закрепленная в корпусе, из условия осуществлений вращательных движений штока относительно продольной оси корпуса, причем шток в верхней части имеет резьбу с установленной на ней над корпусом гайкой, где винтовые пружины выполнены...
Комбинированный инструмент для магнитно-абразивной обработки

Номер патента: U 5757
Опубликовано: 30.12.2009
Авторы: Акулович Леонид Михайлович, Агейчик Валерий Александрович, Ермаков Николай Иванович, Сергеев Леонид Ефимович
МПК: B24B 39/00
Метки: магнитно-абразивной, обработки, инструмент, комбинированный
Текст:
...продольной оси корпуса, причем шток в верхней части имеет резьбу с установленной на ней над корпусом гайкой, при этом рабочие элементы, выполнены в виде витков винтовой цилиндрической пружины меньшего наружного диаметра, продольной и поперечной жесткости, имеют противоположное направление навивки витков, чем рабочие деформирующие элементы, где винтовые пружины выполнены коническими, при этом фланец присоединен к штоку с помощью резьбы...
Комбинированный инструмент для магнитно-абразивной обработки
Номер патента: 13672
Опубликовано: 30.10.2010
Авторы: Агейчик Валерий Александрович, Акулович Леонид Михайлович, Сергеев Леонид Ефимович
МПК: B24B 39/00
Метки: комбинированный, магнитно-абразивной, инструмент, обработки
Текст:
...направление навивки, чем деформирующие витки, а также имеют закрепленные на наружной поверхности индукторы на постоянных магнитах, причем максимальный наружный диаметр винтовой цилиндрической пружины, витки которой представляют собой рабочие антифрикционные элементы, с учетом расположения на ней индукторов на постоянных магнитах меньше внутреннего диаметра винтовой цилиндрической пружины, витки которой представляют собой рабочие...
Комбинированный инструмент для магнитно-абразивной обработки
Номер патента: 13786
Опубликовано: 30.12.2010
Авторы: Акулович Леонид Михайлович, Сергеев Леонид Ефимович, Агейчик Валерий Александрович
МПК: B24B 39/00
Метки: магнитно-абразивной, инструмент, комбинированный, обработки
Текст:
...меньшей продольной и поперечной жесткости, чем продольная и поперечная жесткость деформирующих витков, и имеют закрепленные на одинаковом расстоянии наружной поверхности каждого витка индукторы на постоянных магнитах с чередованием их полюсов,при этом индукторы на постоянных магнитах расположены в шахматном порядке относительно оси симметрии инструмента. На фиг. 1 показана схема обработки отверстия предлагаемым инструментом и частичный...
Предыдущий патент: Комбинированный инструмент для магнитно-абразивной обработки отверстия
Следующий патент: Состав для обработки семян зерновых культур от возбудителей грибных болезней
Случайный патент: Тренировочный мяч