Устройство для ударной штамповки тонколистовых материалов
Номер патента: U 7150
Опубликовано: 30.04.2011
Авторы: Здор Геннадий Николаевич, Батурицкий Михаил Антонович, Журавский Александр Юльянович, Петраковский Владимир Степанович

Текст
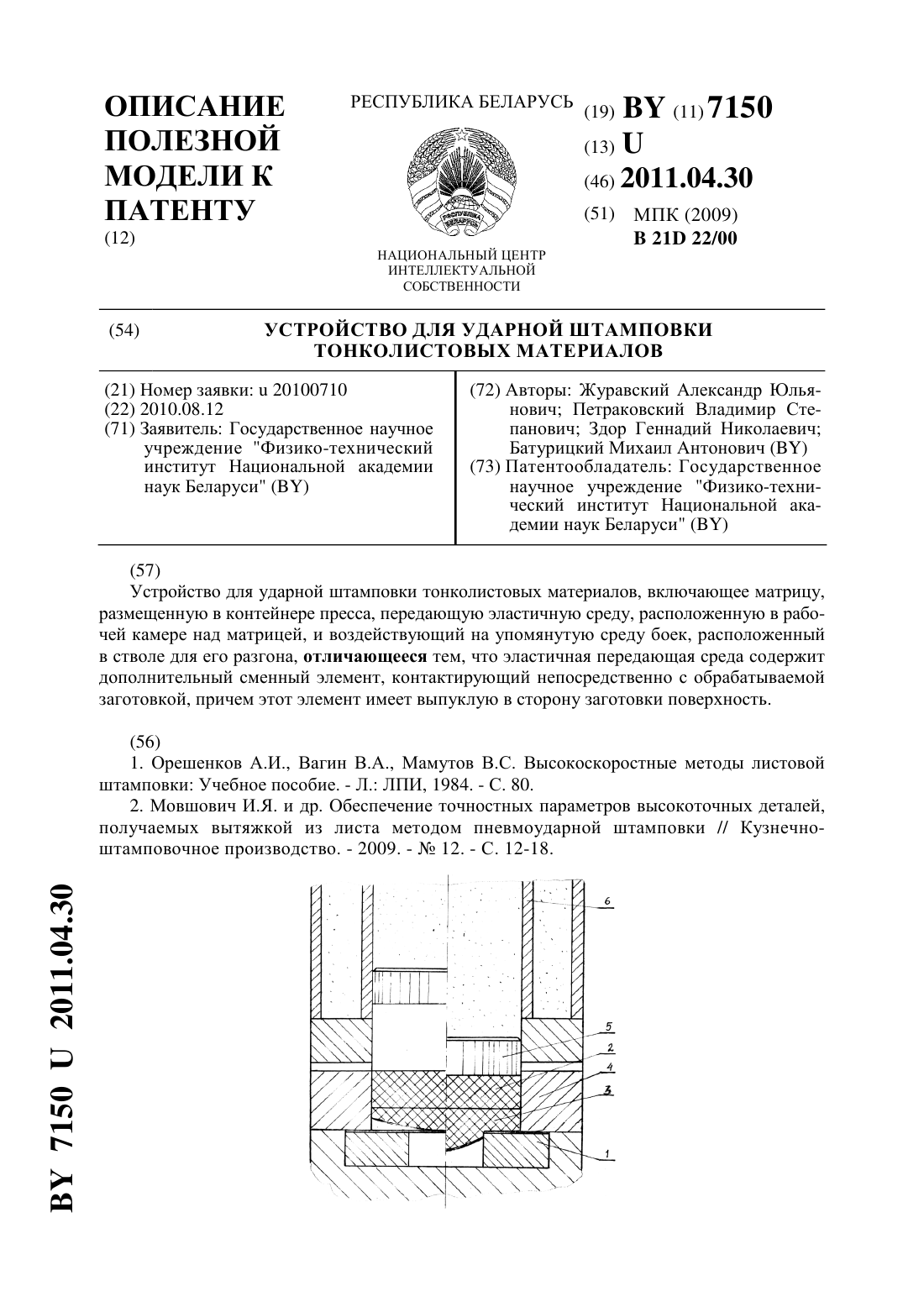
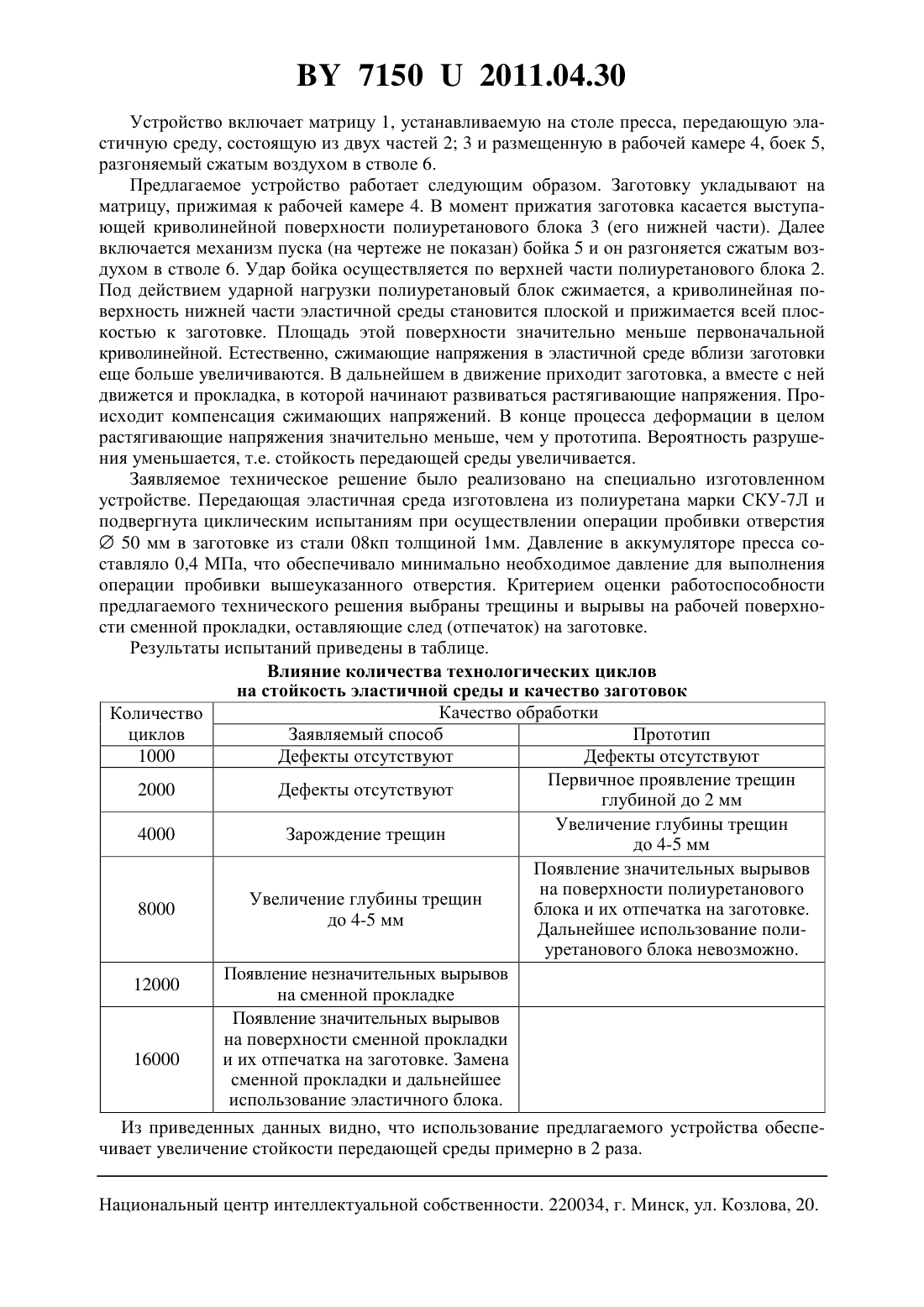
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ УДАРНОЙ ШТАМПОВКИ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Журавский Александр Юльянович Петраковский Владимир Степанович Здор Геннадий Николаевич Батурицкий Михаил Антонович(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Устройство для ударной штамповки тонколистовых материалов, включающее матрицу,размещенную в контейнере пресса, передающую эластичную среду, расположенную в рабочей камере над матрицей, и воздействующий на упомянутую среду боек, расположенный в стволе для его разгона, отличающееся тем, что эластичная передающая среда содержит дополнительный сменный элемент, контактирующий непосредственно с обрабатываемой заготовкой, причем этот элемент имеет выпуклую в сторону заготовки поверхность.(56) 1. Орешенков А.И., Вагин В.А., Мамутов В.С. Высокоскоростные методы листовой штамповки Учебное пособие. - Л. ЛПИ, 1984. - С. 80. 2. Мовшович И.Я. и др. Обеспечение точностных параметров высокоточных деталей,получаемых вытяжкой из листа методом пневмоударной штамповки // Кузнечноштамповочное производство. - 2009. -12. - С. 12-18. 71502011.04.30 Полезная модель относится к области металлообработки (импульсной обработки металлов давлением), в частности к технологической оснастке для беспуансонной ударной штамповки тонколистовых материалов и может найти широкое применение в листоштамповочном производстве машиностроительных предприятий. Широко известны многочисленные устройства для беспуансонной ударной штамповки тонколистовых материалов, когда роль пуансона выполняет эластичная среда. При этом источником энергии может быть импульсной магнитное поле, электрический разряд в жидкости, быстролетящий боек, разгоняемый сжатым воздухом и др. Как правило, такие устройства содержат матрицу, рабочую камеру (контейнер) для размещения в ней эластичной передающей среды и механизм передачи энергии от источника к передающей среде. В случае использования импульсного магнитного поля передача его энергии к заготовке осуществляется через металлический переходник (спутник) 1. Под действием импульсного магнитного поля спутник приобретает большое ускорение и взаимодействует с эластичной средой, осуществляя давление на заготовку. Заготовка приходит в движение и вместе с эластичной средой прогибаются в полость матрицы. Основным недостатком такой схемы деформирования является развитие больших растягивающих напряжений в эластичной среде, которые являются причиной достаточно быстрого ее разрушения. Наиболее близким техническим решением к заявляемому, его прототипом, является устройство для ударной штамповки, включающее матрицу, закрепляемую на столе пресса,рабочую камеру с эластичной передающей средой и боек, расположенный в стволе пресса 2. При этом эластичная среда имеет цилиндрическую форму с плоскими основаниями и выполнена из полиуретана. Работа устройства осуществляется следующим образом. По команде оператора боек разгоняется в стволе пресса сжатым воздухом и осуществляет удар по замкнутому объему эластичной среды с передачей импульса давления на заготовку. С нижней стороны полиуретановый блок прилегает к заготовке, а с верхней взаимодействует с бойком. Во время взаимодействия заготовка начинает выпучиваться в полость матрицы вместе с полиуретаном. При дальнейшем движении в передающей среде возникают большие растягивающие напряжения, которые в результате длительного циклического воздействия вызывают разрушение полиуретана. Особенно этот недостаток достаточно быстро проявляется при выполнении разделительных операций и глубокой вытяжки. Таким образом, главным недостатком прототипа является низкая стойкость эластичной среды. Задачей предлагаемой полезной модели является существенное увеличение стойкости эластичной среды при выполнении операций листовой штамповки. Поставленная задача решается тем, что в устройстве для ударной штамповки тонколистовых материалов, включающее матрицу, размещенную в контейнере пресса, передающую эластичную среду, расположенную в рабочей камере и воздействующий на упомянутую среду боек, расположенный в стволе для его разгона, эластичная среда содержит дополнительный сменный элемент, контактирующий непосредственно с обрабатываемой заготовкой, причем этот элемент имеет выпуклую в сторону заготовки поверхность. Сущность заявляемого технического решения заключается в том, что полиуретановый блок выполнен составным и основную нагрузку в процессе работы устройства воспринимает на себя нижняя часть блока, контактирующая с заготовкой. Замена этой части полиуретанового блока является менее дорогостоящей по сравнению с заменой всего полиуретанового блока. Кроме того, конструктивно нижняя часть полиуретанового блока выполнена криволинейной со стороны заготовки. В момент прижатия заготовки к полиуретановому блоку эта криволинейная поверхность сжимается и трансформируется в плоскость с возникновением в ней сжимающих напряжений. В дальнейшем в процессе деформации при затекании эластичной среды в полость матрицы сжимающие напряжения переходят в растягивающие, но они значительно меньшие, чем у прототипа. В итоге это приводит к увеличению стойкости эластичной среды. На фиг. 1 представлена схема предлагаемого устройства. 2 71502011.04.30 Устройство включает матрицу 1, устанавливаемую на столе пресса, передающую эластичную среду, состоящую из двух частей 2 3 и размещенную в рабочей камере 4, боек 5,разгоняемый сжатым воздухом в стволе 6. Предлагаемое устройство работает следующим образом. Заготовку укладывают на матрицу, прижимая к рабочей камере 4. В момент прижатия заготовка касается выступающей криволинейной поверхности полиуретанового блока 3 (его нижней части). Далее включается механизм пуска (на чертеже не показан) бойка 5 и он разгоняется сжатым воздухом в стволе 6. Удар бойка осуществляется по верхней части полиуретанового блока 2. Под действием ударной нагрузки полиуретановый блок сжимается, а криволинейная поверхность нижней части эластичной среды становится плоской и прижимается всей плоскостью к заготовке. Площадь этой поверхности значительно меньше первоначальной криволинейной. Естественно, сжимающие напряжения в эластичной среде вблизи заготовки еще больше увеличиваются. В дальнейшем в движение приходит заготовка, а вместе с ней движется и прокладка, в которой начинают развиваться растягивающие напряжения. Происходит компенсация сжимающих напряжений. В конце процесса деформации в целом растягивающие напряжения значительно меньше, чем у прототипа. Вероятность разрушения уменьшается, т.е. стойкость передающей среды увеличивается. Заявляемое техническое решение было реализовано на специально изготовленном устройстве. Передающая эластичная среда изготовлена из полиуретана марки СКУ-7 Л и подвергнута циклическим испытаниям при осуществлении операции пробивки отверстия 50 мм в заготовке из стали 08 кп толщиной 1 мм. Давление в аккумуляторе пресса составляло 0,4 МПа, что обеспечивало минимально необходимое давление для выполнения операции пробивки вышеуказанного отверстия. Критерием оценки работоспособности предлагаемого технического решения выбраны трещины и вырывы на рабочей поверхности сменной прокладки, оставляющие след (отпечаток) на заготовке. Результаты испытаний приведены в таблице. Влияние количества технологических циклов на стойкость эластичной среды и качество заготовок Качество обработки Количество циклов Заявляемый способ Прототип 1000 Дефекты отсутствуют Дефекты отсутствуют Первичное проявление трещин 2000 Дефекты отсутствуют глубиной до 2 мм Увеличение глубины трещин 4000 Зарождение трещин до 4-5 мм Появление значительных вырывов на поверхности полиуретанового Увеличение глубины трещин 8000 блока и их отпечатка на заготовке. до 4-5 мм Дальнейшее использование полиуретанового блока невозможно. Появление незначительных вырывов 12000 на сменной прокладке Появление значительных вырывов на поверхности сменной прокладки и их отпечатка на заготовке. Замена 16000 сменной прокладки и дальнейшее использование эластичного блока. Из приведенных данных видно, что использование предлагаемого устройства обеспечивает увеличение стойкости передающей среды примерно в 2 раза. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B21D 22/00
Метки: штамповки, ударной, тонколистовых, устройство, материалов
Код ссылки
<a href="https://by.patents.su/3-u7150-ustrojjstvo-dlya-udarnojj-shtampovki-tonkolistovyh-materialov.html" rel="bookmark" title="База патентов Беларуси">Устройство для ударной штамповки тонколистовых материалов</a>
Автоматическая линия для горячей штамповки поковок
Номер патента: U 611
Опубликовано: 30.09.2002
Авторы: Богданович Александр Андреевич, Никитин Анатолий Павлович, Гагасов Александр Матвеевич, Хохолко Николай Борисович
МПК: B21D 43/00
Метки: линия, штамповки, поковок, горячей, автоматическая
Текст:
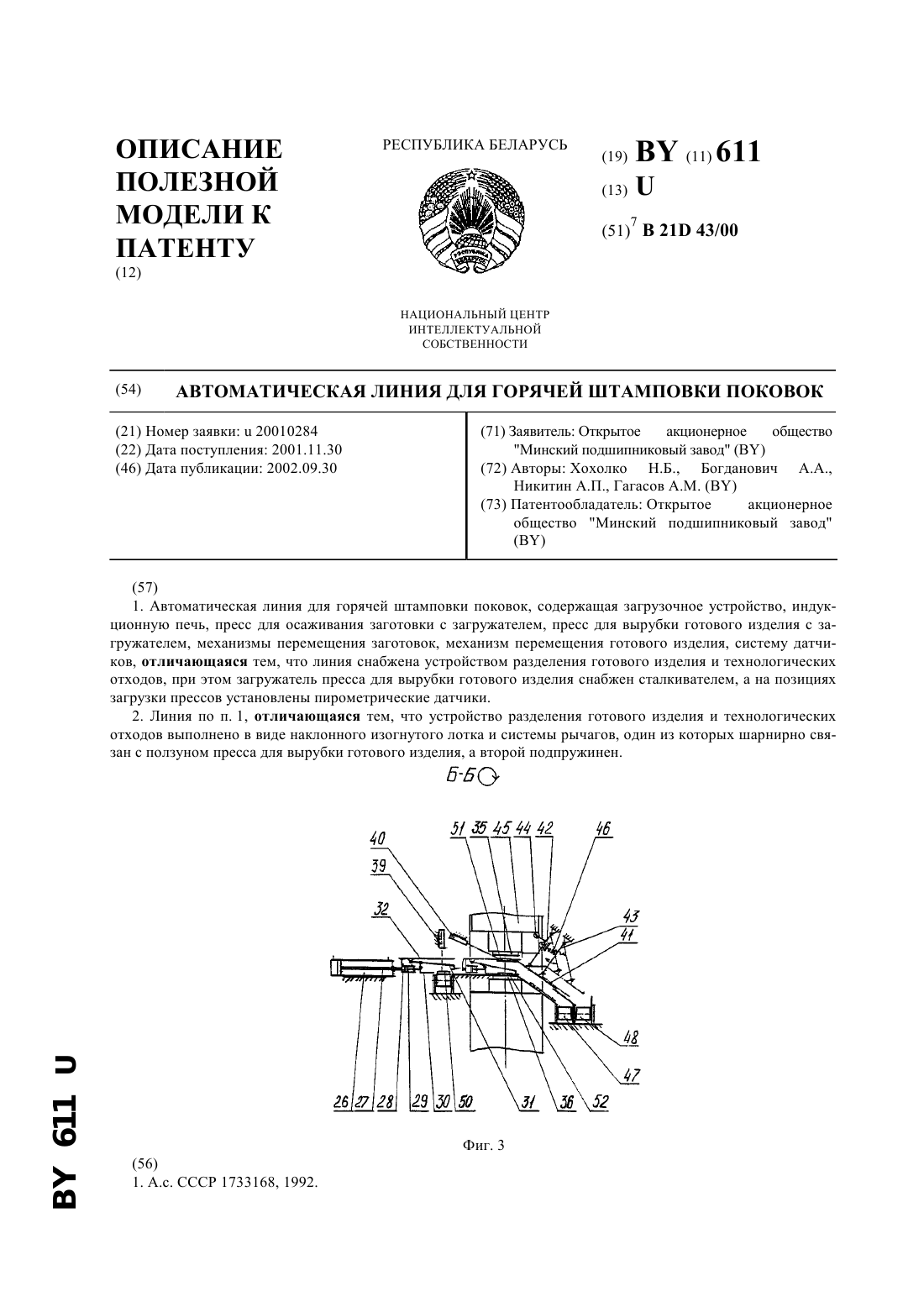
...и поворотный упор 25. Загружатель 13 состоит из пневмоцилиндра 26 и установленного на его штоке 27 пневмоцилиндра 28. Пневмоцилиндр 28 содержит шток 29 с жестко закрепленным на нем толкателем 30, поворотный упор 31 и сталкиватель 32. Штамп 11 состоит из пуансона 33 и матрицы 34. Вырубной штамп 17 состоит из пуансона 35 и матрицы 36. В загрузочной зоне пресса 10 установлены пирометрические датчики 37 и 38. Аналогично в загрузочной зоне пресса...
Штамп для горячей объемной штамповки
Номер патента: U 6237
Опубликовано: 30.06.2010
Авторы: Дудецкая Лариса Романовна, Орлов Юрий Григорьевич, Афанасьев Сергей Николаевич
МПК: B21J 13/02
Метки: горячей, штамп, штамповки, объемной
Текст:
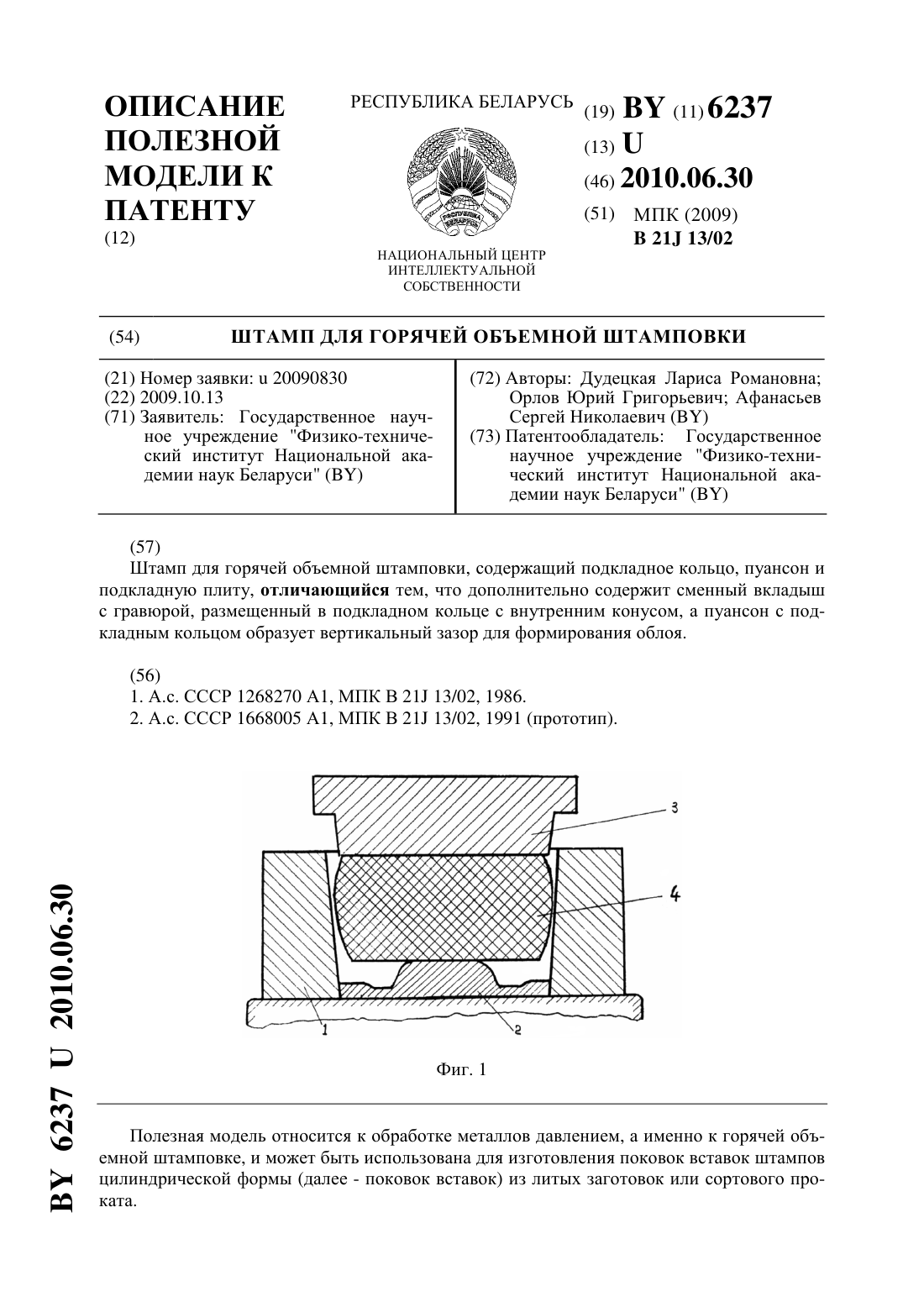
...поясняется чертежами фиг. 1 - 3. На фиг. 1 схематически изображен общий вид заявляемого штампа без подкладной плиты с установленной для деформирования заготовкой на фиг. 2 представлен общий вид штампа после окончания процесса деформирования заготовки 2 62372010.06.30 на фиг. 3 представлен общий вид штампа, установленного на подкладную плиту перед удалением поковки. Штамп включает в себя подкладное кольцо 1, имеющее внутренний конус, сменный...
Штамп Козлова для штамповки зубных коронок
Номер патента: 3863
Опубликовано: 30.03.2001
Автор: Козлов Владимир Александрович
МПК: A61C 5/10
Метки: штамповки, коронок, штамп, зубных, козлова
Текст:
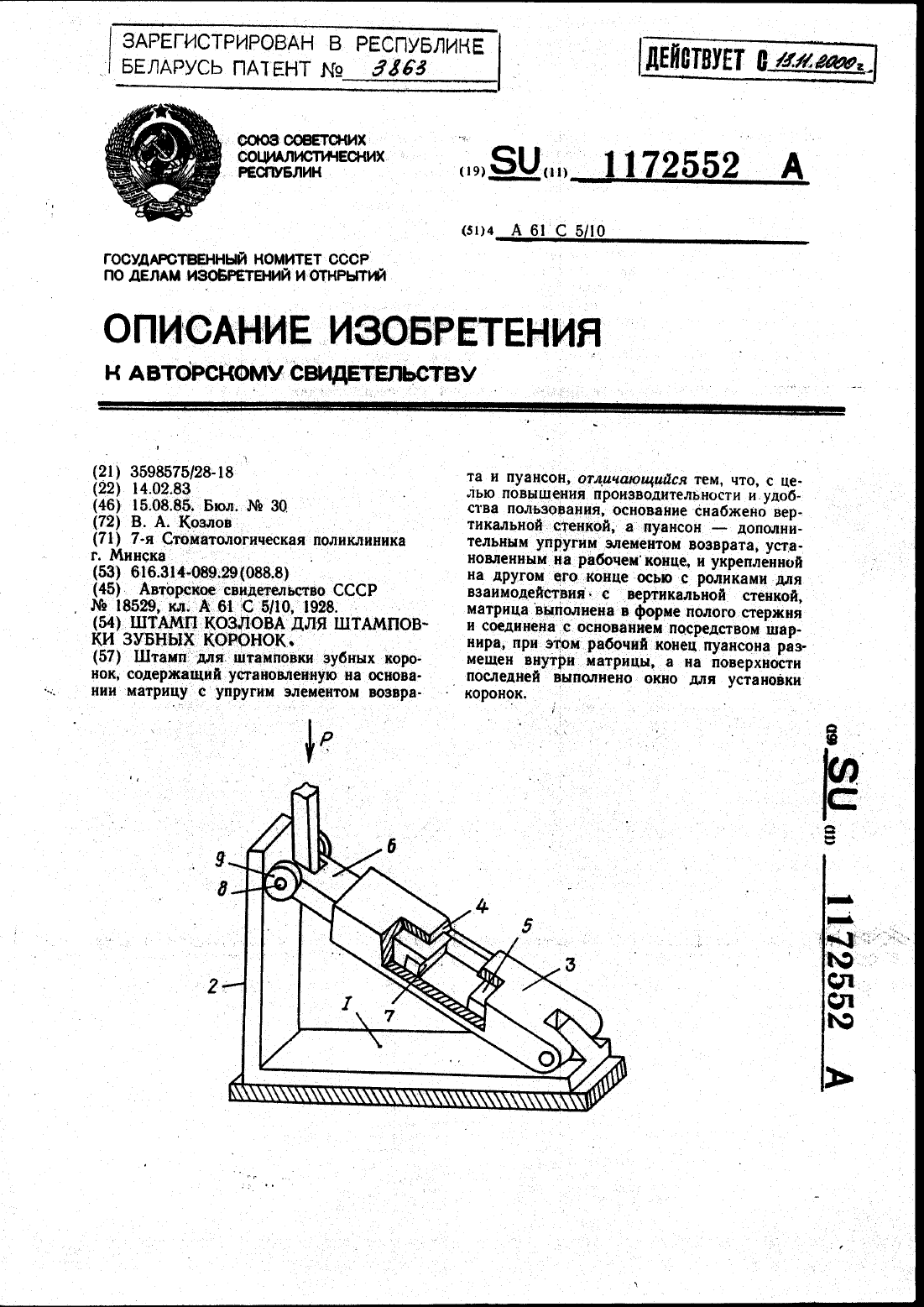
...оыполнено окно для установкиИзобретение относится к медицине, в частности к ортопедичеокойк стоматологии . Целью изобретения я яется повышение производительности и удо ство пользования.На чертеже изображено предлагаемое устройство, общий. вид.Штамп для штамповки зубных коронок содержит основание с вертикальной стен- чс основанием 1. на поверхности которой выполнено рабочее окно 4, а упругийж элемент5 возврата расположен внутри...
Установка валковой штамповки с контролем усилия сжатия
Номер патента: 13514
Опубликовано: 30.08.2010
Авторы: Яскевич Михаил Яковлевич, Радченко Сергей Юрьевич, Геращенко Василий Васильевич, Малинин Владислав Георгиевич, Голенков Вячеслав Александрович
МПК: B21J 5/06
Метки: валковой, контролем, сжатия, штамповки, усилия, установка
Текст:
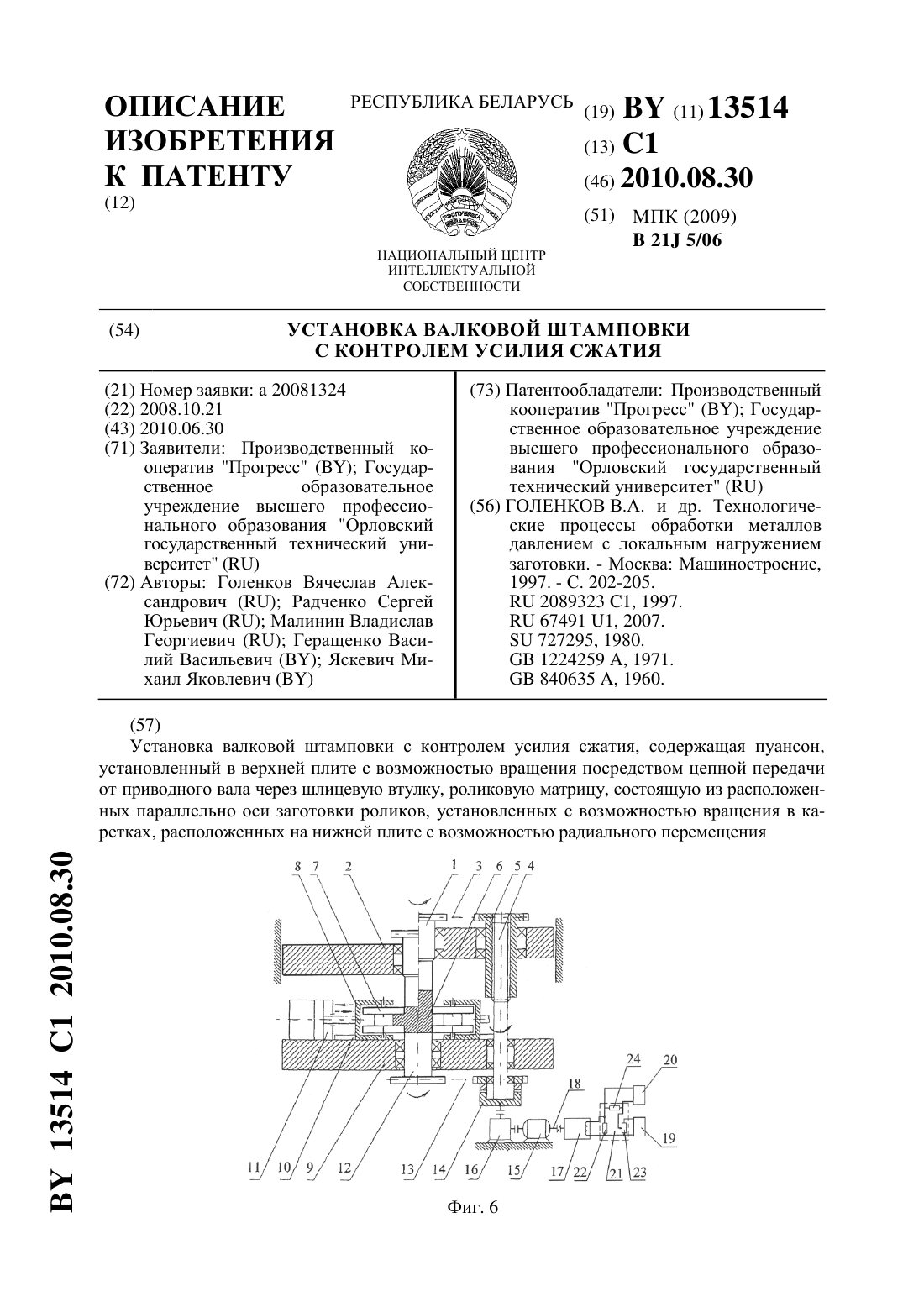
...третьего резистора, являющегося выходом вычитающего элемента, соединены параллельно с самопишущим прибором. Наличие датчика частоты вращения, выполненного в виде тахогенератора, вал которого соединен с приводным валом, постоянно вращаемым электродвигателем, позволяет непрерывно во времени протекания технологического процесса штамповки детали измерять частоту вращения электродвигателя, которая имеет максимальное значение при отсутствии...
Способ возбуждения ударной волны в среде, окружающей скважину
Номер патента: 5896
Опубликовано: 30.03.2004
Авторы: ПОПОВ Владимир Александрович, ЗУДИН Игорь Константинович
МПК: E21B 43/25
Метки: среде, ударной, способ, возбуждения, скважину, окружающей, волны
Текст:
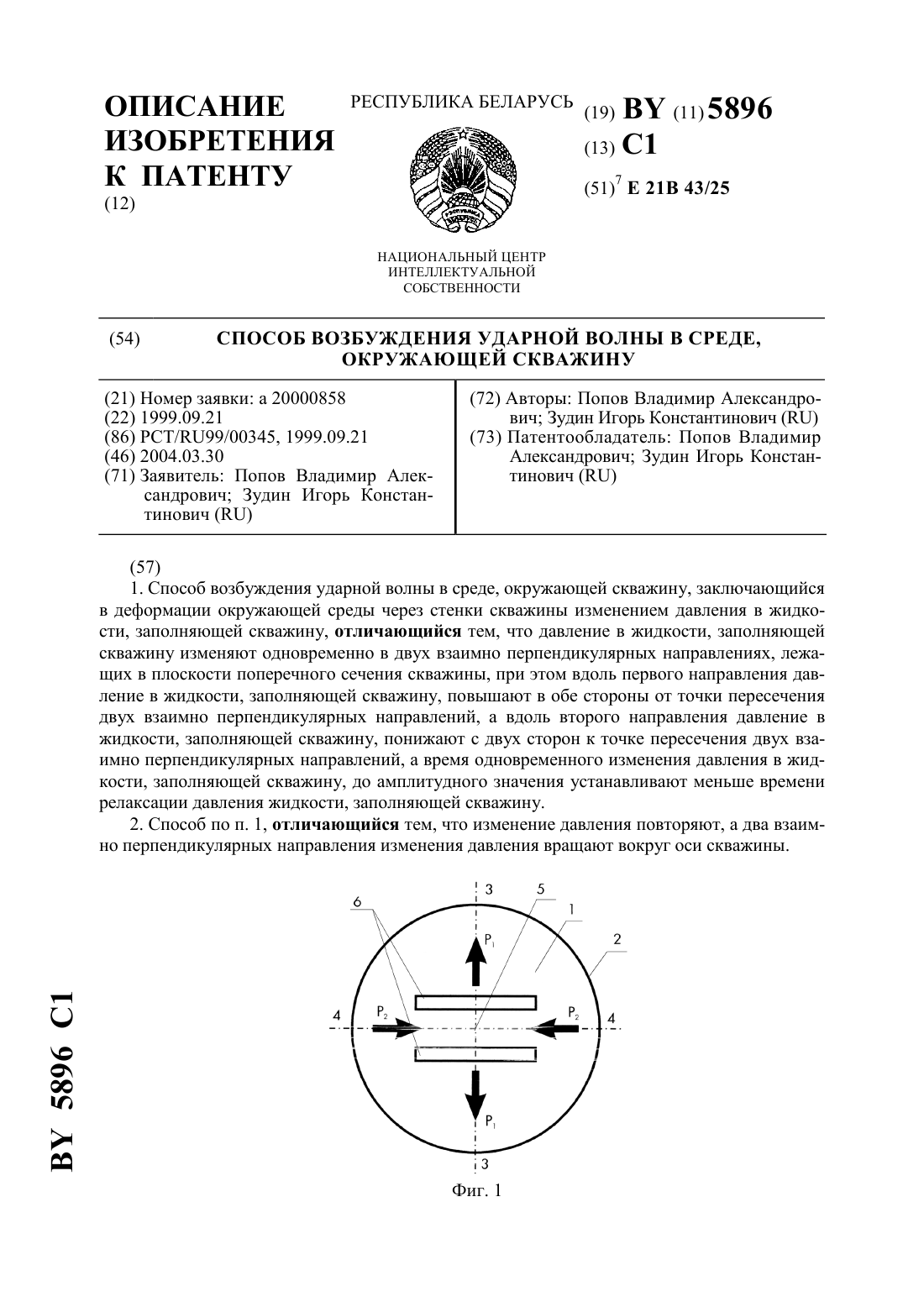
...оси скважины. В основу изобретения положена задача повышения коэффициента передачи энергии ударной волны через стенки скважины в среду, окружающую скважину, которая решается изменением давления в жидкости, заполняющей скважину, одновременно в двух взаимно перпендикулярных направлениях, лежащих в плоскости поперечного сечения скважины,при этом вдоль первого направления давление в жидкости повышают в обе стороны от точки пересечения двух...
Предыдущий патент: Складной комплект мебели для отдыха
Следующий патент: Алмазный шлифовальный круг
Случайный патент: Устройство для очистки твердых поверхностей от разливов металлической ртути