Устройство для массового производства магнитов сложной формы малых размеров
Номер патента: U 598
Опубликовано: 30.09.2002
Авторы: Исаев Станислав Викторович, Юргель Николай Иванович, Петюлько Тадеуш Станиславович, Кудрис Виктор Владимирович
Текст
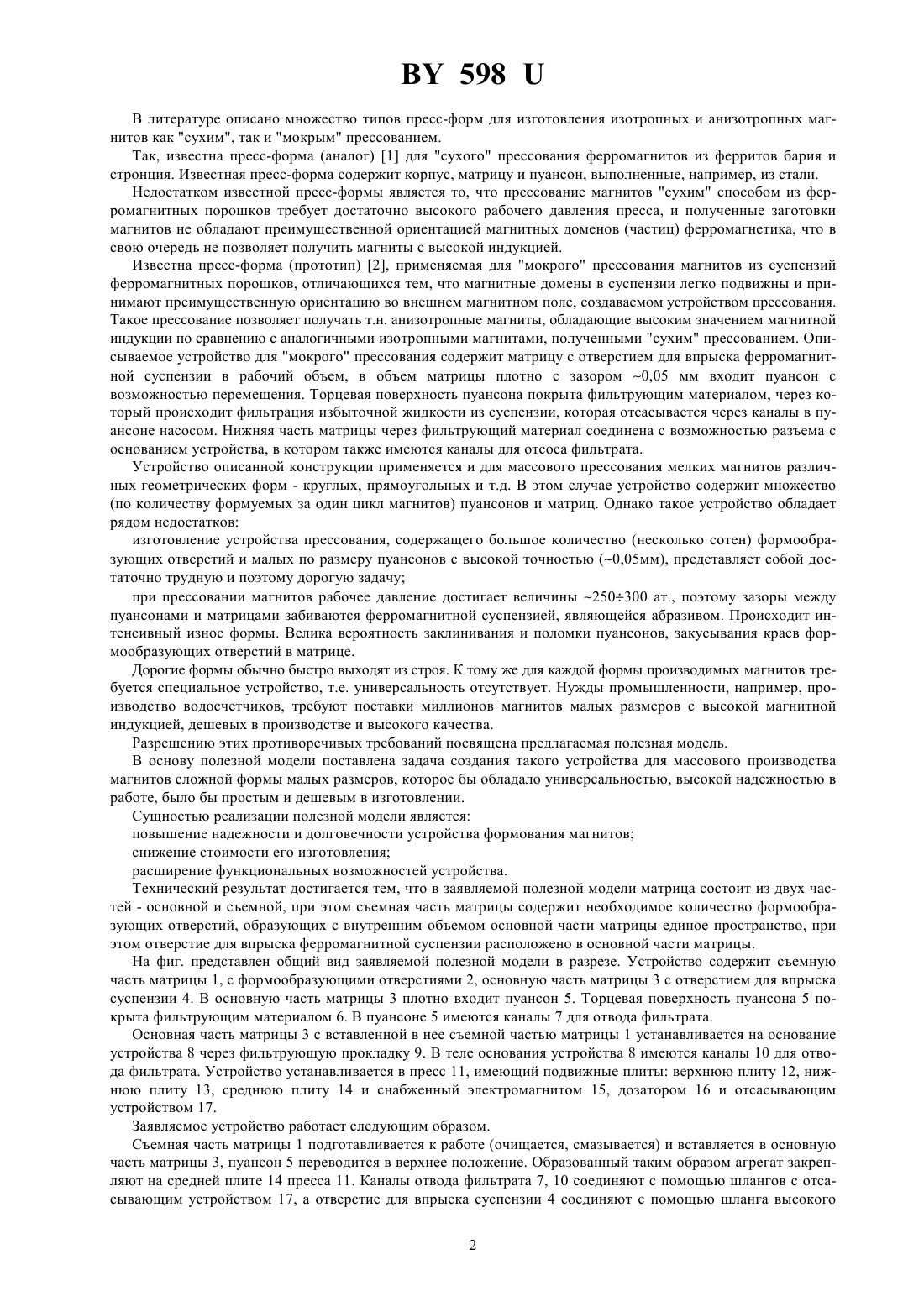
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ МАССОВОГО ПРОИЗВОДСТВА МАГНИТОВ СЛОЖНОЙ ФОРМЫ МАЛЫХ РАЗМЕРОВ(57) Устройство для массового производства магнитов сложной формы малых размеров, содержащее матрицу с отверстием для впрыска ферромагнитной суспензии, в которую с одной стороны плотно, с возможностью перемещения входит пуансон, торцевая поверхность которого покрыта фильтрующим материалом и соединена каналами с системой отсоса фильтрата, другая же сторона матрицы через фильтрующую прокладку соединена с возможностью разъема с основанием устройства, содержащим каналы для отсоса фильтрата, отличающееся тем, что матрица устройства состоит из двух частей - основной и съемной, при этом съемная часть матрицы содержит необходимое количество формообразующих отверстий, образующих с внутренним объемом основной части матрицы единое пространство, при этом отверстие для впрыска ферромагнитной суспензии расположено в основной части матрицы.(56) 1. Клячко Л.И. и др. Оборудование и оснастка для формования порошковых материалов. - М. Металлургия, 1986. - 337 с. // РЖ Металлургия, 1987,1. 2. Пресс-автоматы для изготовления ферритовых магнитов методом мокрого и сухого прессования //.19867 с. ПК 4791-87 (ФРГ) // Новые промышленные каталоги. - Сер. 2. Металлургия. - Вып. 4, 1987 (прототип). Заявляемая полезная модель относится к устройствам формования веществ в пластическом состоянии, в частности к мокрому формованию анизотропных магнитов в постоянном магнитном поле. 598 В литературе описано множество типов пресс-форм для изготовления изотропных и анизотропных магнитов как сухим, так и мокрым прессованием. Так, известна пресс-форма (аналог) 1 для сухого прессования ферромагнитов из ферритов бария и стронция. Известная пресс-форма содержит корпус, матрицу и пуансон, выполненные, например, из стали. Недостатком известной пресс-формы является то, что прессование магнитов сухим способом из ферромагнитных порошков требует достаточно высокого рабочего давления пресса, и полученные заготовки магнитов не обладают преимущественной ориентацией магнитных доменов (частиц) ферромагнетика, что в свою очередь не позволяет получить магниты с высокой индукцией. Известна пресс-форма (прототип) 2, применяемая для мокрого прессования магнитов из суспензий ферромагнитных порошков, отличающихся тем, что магнитные домены в суспензии легко подвижны и принимают преимущественную ориентацию во внешнем магнитном поле, создаваемом устройством прессования. Такое прессование позволяет получать т.н. анизотропные магниты, обладающие высоким значением магнитной индукции по сравнению с аналогичными изотропными магнитами, полученными сухим прессованием. Описываемое устройство для мокрого прессования содержит матрицу с отверстием для впрыска ферромагнитной суспензии в рабочий объем, в объем матрицы плотно с зазором 0,05 мм входит пуансон с возможностью перемещения. Торцевая поверхность пуансона покрыта фильтрующим материалом, через который происходит фильтрация избыточной жидкости из суспензии, которая отсасывается через каналы в пуансоне насосом. Нижняя часть матрицы через фильтрующий материал соединена с возможностью разъема с основанием устройства, в котором также имеются каналы для отсоса фильтрата. Устройство описанной конструкции применяется и для массового прессования мелких магнитов различных геометрических форм - круглых, прямоугольных и т.д. В этом случае устройство содержит множество(по количеству формуемых за один цикл магнитов) пуансонов и матриц. Однако такое устройство обладает рядом недостатков изготовление устройства прессования, содержащего большое количество (несколько сотен) формообразующих отверстий и малых по размеру пуансонов с высокой точностью (0,05 мм), представляет собой достаточно трудную и поэтому дорогую задачу при прессовании магнитов рабочее давление достигает величины 250300 ат., поэтому зазоры между пуансонами и матрицами забиваются ферромагнитной суспензией, являющейся абразивом. Происходит интенсивный износ формы. Велика вероятность заклинивания и поломки пуансонов, закусывания краев формообразующих отверстий в матрице. Дорогие формы обычно быстро выходят из строя. К тому же для каждой формы производимых магнитов требуется специальное устройство, т.е. универсальность отсутствует. Нужды промышленности, например, производство водосчетчиков, требуют поставки миллионов магнитов малых размеров с высокой магнитной индукцией, дешевых в производстве и высокого качества. Разрешению этих противоречивых требований посвящена предлагаемая полезная модель. В основу полезной модели поставлена задача создания такого устройства для массового производства магнитов сложной формы малых размеров, которое бы обладало универсальностью, высокой надежностью в работе, было бы простым и дешевым в изготовлении. Сущностью реализации полезной модели является повышение надежности и долговечности устройства формования магнитов снижение стоимости его изготовления расширение функциональных возможностей устройства. Технический результат достигается тем, что в заявляемой полезной модели матрица состоит из двух частей - основной и съемной, при этом съемная часть матрицы содержит необходимое количество формообразующих отверстий, образующих с внутренним объемом основной части матрицы единое пространство, при этом отверстие для впрыска ферромагнитной суспензии расположено в основной части матрицы. На фиг. представлен общий вид заявляемой полезной модели в разрезе. Устройство содержит съемную часть матрицы 1, с формообразующими отверстиями 2, основную часть матрицы 3 с отверстием для впрыска суспензии 4. В основную часть матрицы 3 плотно входит пуансон 5. Торцевая поверхность пуансона 5 покрыта фильтрующим материалом 6. В пуансоне 5 имеются каналы 7 для отвода фильтрата. Основная часть матрицы 3 с вставленной в нее съемной частью матрицы 1 устанавливается на основание устройства 8 через фильтрующую прокладку 9. В теле основания устройства 8 имеются каналы 10 для отвода фильтрата. Устройство устанавливается в пресс 11, имеющий подвижные плиты верхнюю плиту 12, нижнюю плиту 13, среднюю плиту 14 и снабженный электромагнитом 15, дозатором 16 и отсасывающим устройством 17. Заявляемое устройство работает следующим образом. Съемная часть матрицы 1 подготавливается к работе (очищается, смазывается) и вставляется в основную часть матрицы 3, пуансон 5 переводится в верхнее положение. Образованный таким образом агрегат закрепляют на средней плите 14 пресса 11. Каналы отвода фильтрата 7, 10 соединяют с помощью шлангов с отсасывающим устройством 17, а отверстие для впрыска суспензии 4 соединяют с помощью шланга высокого 2 598 давления с дозатором 16. Нижнюю плиту 13 пресса 11 с установленным на ней основанием устройства 8, покрытым фильтрующей прокладкой 9, подымают до установления плотного контакта основания устройства 8 с основной частью матрицы 3. Пуансон 5 устройства прикрепляется к подвижной верхней плите 12 пресса 11. В таком состоянии через отверстие для впрыска суспензии 4 во внутренний объем основной части матрицы 3 производится впрыск необходимого объема ферромагнитной суспензии. После этого включается ход подвижной верхней плиты 12 пресса 11, а следовательно и пуансона 5 устройства, одновременно включаются отсасывающее устройство 17 фильтрата и электромагнит 15 пресса 11. При этом происходит заполнение формообразующих отверстий 2 съемной части матрицы 1 ферромагнитной суспензией. При дальнейшем движении пуансона 5 давление внутри съемной части матрицы 1 увеличивается до заданного, одновременно происходит осушение содержимого съемной части матрицы 1 за счет отфильтровывания и отсоса фильтрата через каналы 7, 10 как сверху, так и снизу верхней съемной матрицы 1. Прессование происходит в ориентирующем магнитные домены ферромагнитной суспензии магнитном поле, создаваемом электромагнитом 15 пресса 11. После окончания прессования выключаются магнитное поле, отсос, отводится вниз подвижная нижняя плита 13 пресса 11. Движением подвижной верхней плиты 12 пресса 11 и пуансона 5 вниз происходит выталкивание съемной части матрицы 1 из основной части матрицы 3. Съемная часть матрицы 1 поступает на дальнейшую обработку, а на ее место устанавливается другой экземпляр съемной части матрицы 1 и процесс повторяется. Из снятой съемной части матрицы 1 спрессованные заготовки магнитов выпрессовываются с помощью простейшего приспособления и поступают на дальнейшую традиционную обработку - сушку, спекание, намагничивание и, в случае необходимости, на мехобработку (шлифовка и т.д.). К преимуществам описываемой полезной модели по сравнению с прототипом можно отнести следующее меньшую стоимость изготовления, т.к. не требуется изготавливать с высокой точностью сотни пуансонов малого размера, сопрягаемых с отверстиями матрицы. В предлагаемой полезной модели имеется только один пуансон большого диаметра, заменяющий множество пуансонов в прототипе большую надежность и износостойкость, т.к. исключается проникновение под воздействием высокого давления прессуемой ферромагнитной суспензии в зазоры между пуансонами и стенками матрицы, что свойственно прототипу. Вследствие этого значительно уменьшается износ стенок матрицы, исключается закусывание пуансоном краев формообразующих отверстий матрицы улучшается качество получаемых прессованных изделий, т.к. происходит отсос фильтрата с двух сторон прессуемого изделия. При прессовании с помощью устройства прототипа со стороны множества малых пуансонов разместить фильтрующие прокладки весьма проблематично, поэтому прессованные детали получаются неоднородной влажности по длине детали, что отражается на качестве магнитов универсальность, заключающаяся в том, что съемные части матрицы могут изготавливаться с формообразующими отверстиями самых разнообразных форм, при этом вся остальная часть устройства остается неизменной, а именно она несет на себе основную часть стоимости изделия. Это позволяет легко и дешево расширять номенклатуру изготавливаемых изделий. Заявляемая полезная модель может быть выполнена следующим образом Пресс 11 с подвижными плитами 12, 13, 14 электромагнитом 15, устройствами отсоса 17 и впрыска 16 серийно выпускаемый пресс модели 06 ФФГ, изготавливаемый Искитинским ПО Обь (Новосибирская обл.). Основная 3 и сменная части матрицы 1 выполняются из немагнитных материалов (нержавеющая сталь, бронза) классической мехобработкой - токарной, фрезерной, пуансон 5 и основание устройства 8 изготавливаются из магнитоприводящих материалов (сталь) методом мехобработки, в качестве фильтрующих материалов 6, 9 могут быть использованы , например, сетка проволочная тканая фильтровальная С 685 ст 0318 Н 9 Т. Возможны и другие исполнения устройства. Таким образом, при реализации предлагаемой полезной модели достигается как улучшение технических характеристик самого устройства, так и экономическая эффективность, связанная со стоимостью его изготовления, эксплуатационными затратами. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B22F 3/00
Метки: сложной, малых, устройство, магнитов, массового, формы, размеров, производства
Код ссылки
<a href="https://by.patents.su/3-u598-ustrojjstvo-dlya-massovogo-proizvodstva-magnitov-slozhnojj-formy-malyh-razmerov.html" rel="bookmark" title="База патентов Беларуси">Устройство для массового производства магнитов сложной формы малых размеров</a>
Устройство для электролитно-плазменной обработки изделий сложной формы
Номер патента: 2482
Опубликовано: 30.12.1998
Авторы: Есепкин Владимир Александрович, Кособуцкий Александр Антонович, Савицкий Александр Александрович
Метки: обработки, устройство, формы, изделий, сложной, электролитно-плазменной
Текст:
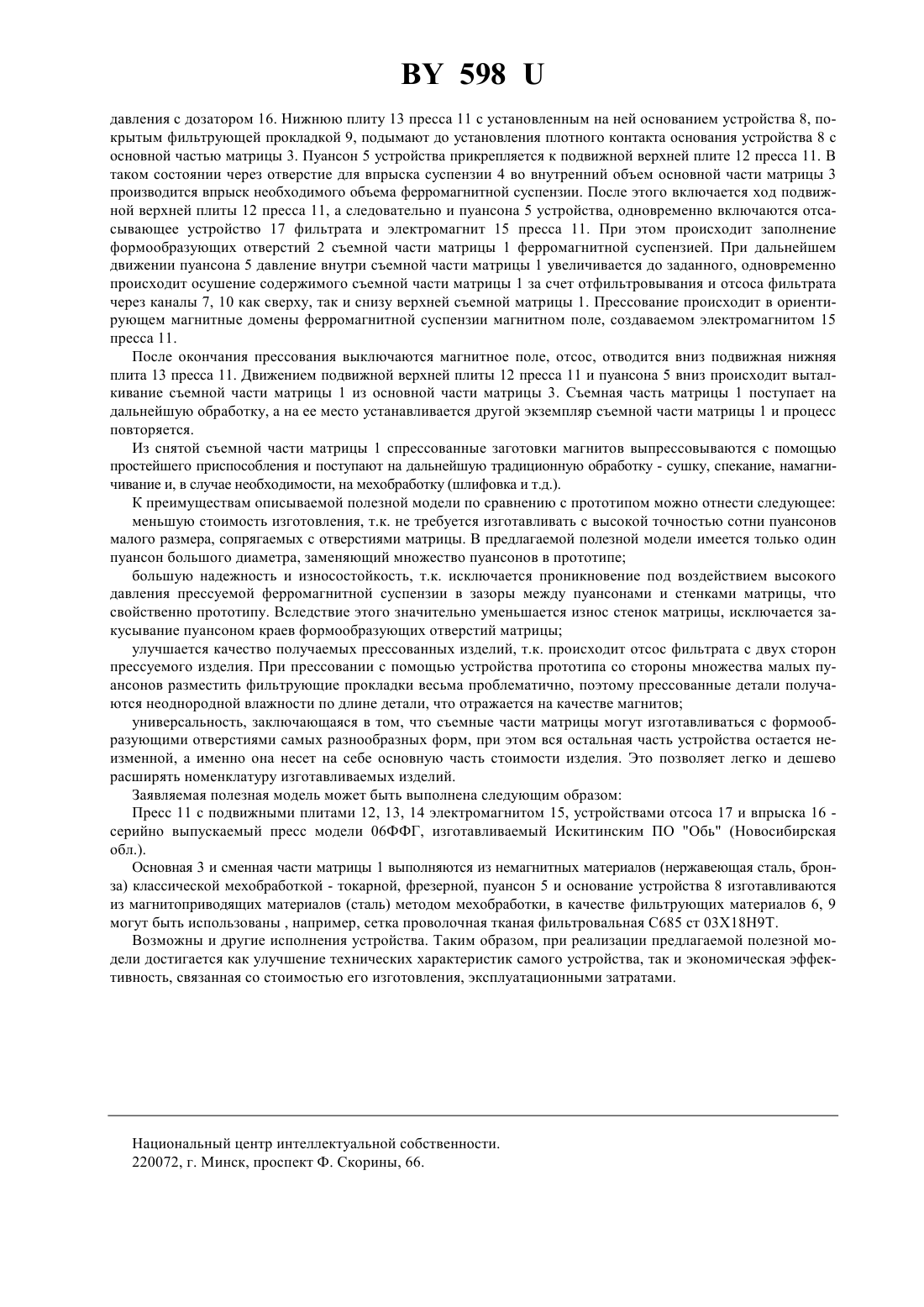
...17 в режиме промывки адсорбента, т.е. имеет место случай регенерации электролита путем удаления ионов одного типа. В случае отравления электролита анионами и катионами различных металлов необходимо прокачивать электролит последовательно через анионообменную и катионообменную колонки с последующей их промывкой соответствующими промывочными жидкостями. Ионообменные колонки 16, 17 посредством трубопроводов 18,19,20,21 и насоса 22 поочередно...
Способ конденсаторной сварки металлических деталей малых размеров
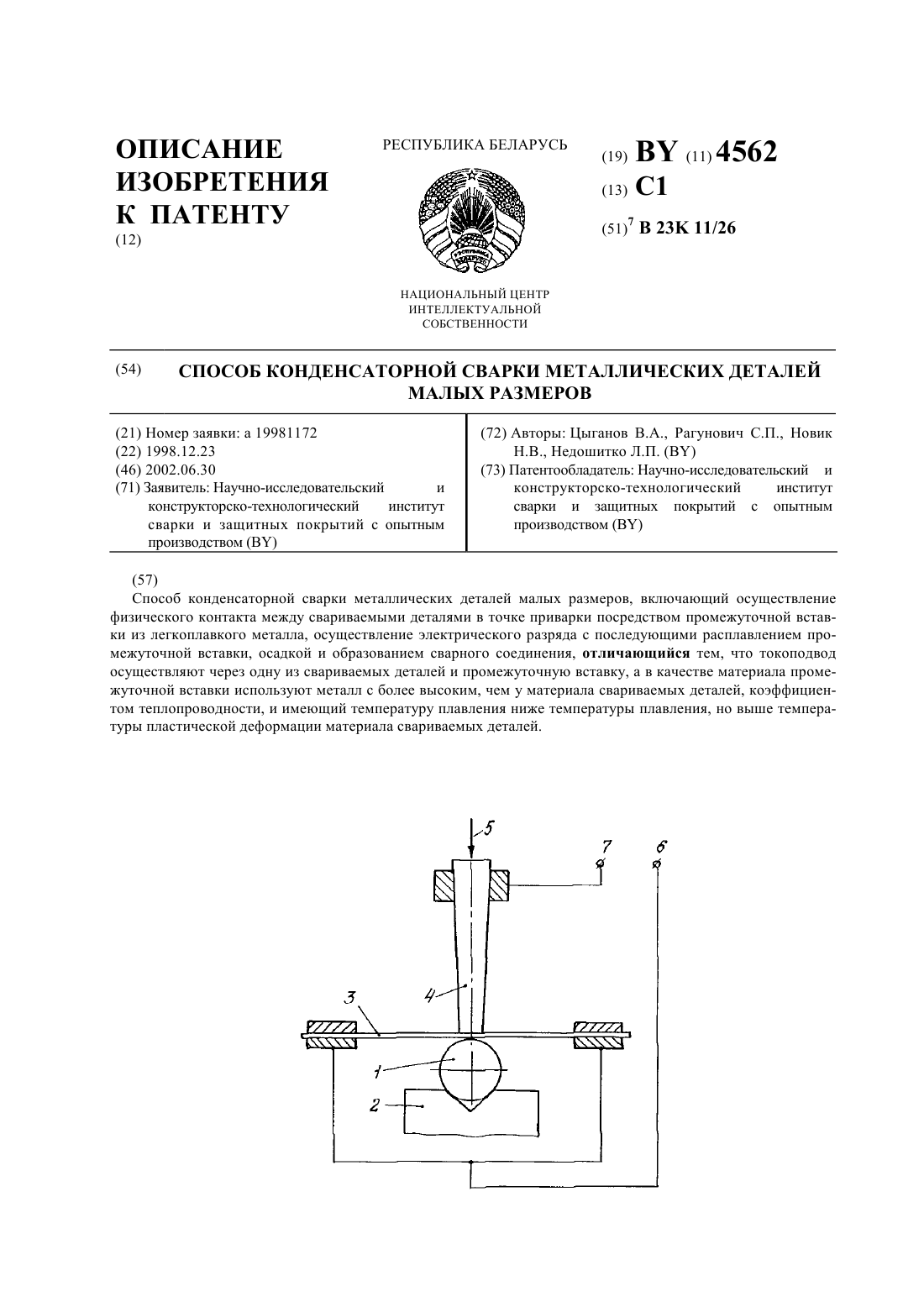
Номер патента: 4562
Опубликовано: 30.06.2002
Авторы: Новик Наталия Вячеславовна, Недошитко Лариса Павловна, Цыганов Валерий Анатольевич, Рагунович Сергей Петрович
МПК: B23K 11/26
Метки: деталей, сварки, металлических, размеров, малых, способ, конденсаторной
Текст:
...деталей и промежуточной вставкой, последняя расплавляется и полностью вытесняется из зоны соединения, так как имеет сечение токоподвода меньше, чем сечение свариваемой детали, а температура плавления промежуточной вставки меньше температуры плавления, но выше температуры пластической деформации материала свариваемых деталей, а также тем,что материал промежуточной вставки выбирается с коэффициентом теплопроводности более высоким, чем...
Пресс-форма для прессования длинномерных изделий сложной формы из порошков
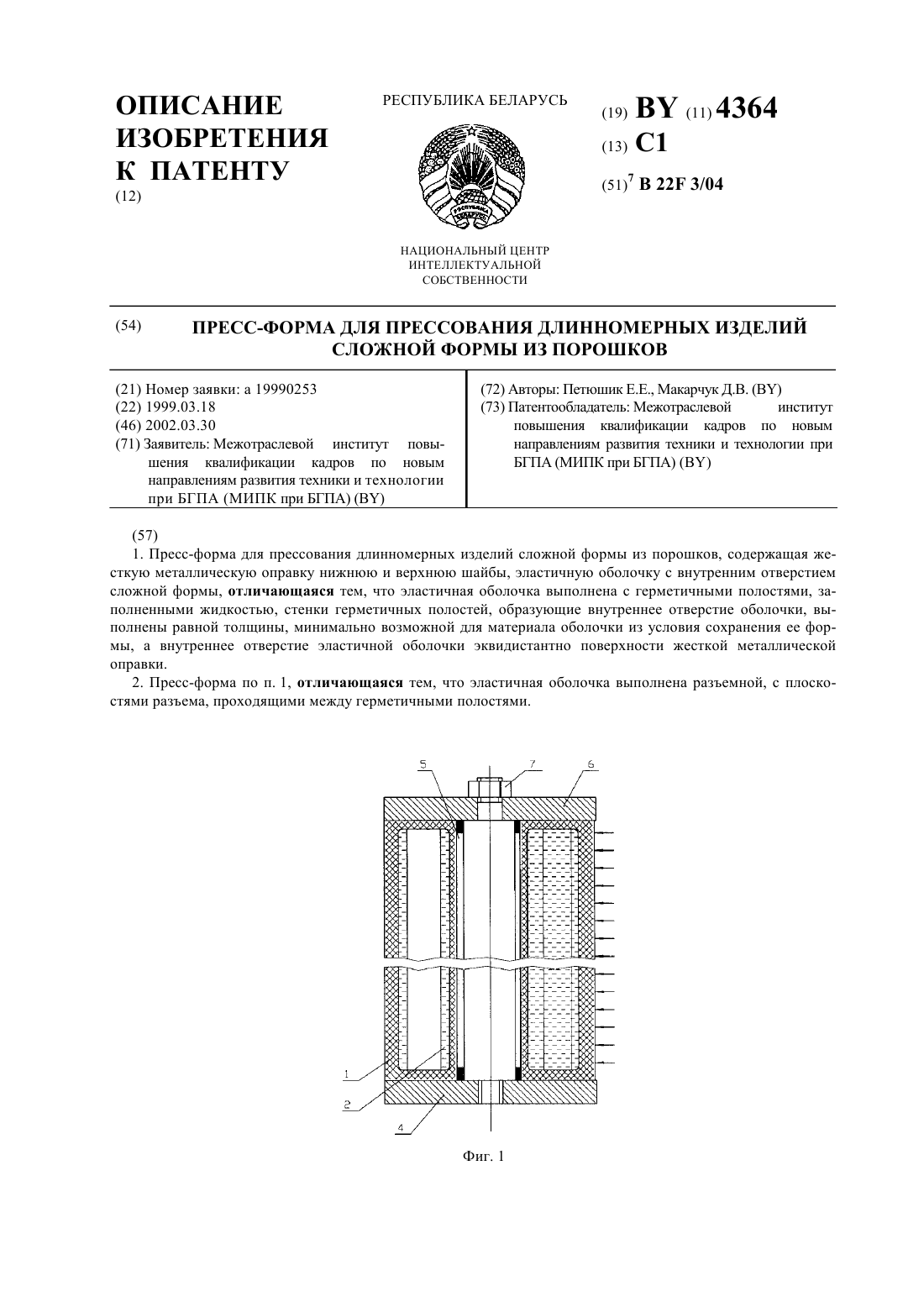
Номер патента: 4364
Опубликовано: 30.03.2002
Авторы: Петюшик Евгений Евгеньевич, Макарчук Дмитрий Владимирович
МПК: B22F 3/04
Метки: прессования, пресс-форма, изделий, формы, порошков, сложной, длинномерных
Текст:
...между эластичной оболочкой 1 и жесткой металлической оправкой 3 предусмотрен зазор 5 для засыпки порошка, верхней шайбы 6 и гайки 7. Стенки герметичной полости, соприкасающиеся с прессуемым изделием, имеют равную толщину, минимально воз 2 4364 1 можную для используемого эластичного материала из условия сохранения ее формы. Форма поверхности внутреннего отверстия эластичной оболочки 1 определяется формой и размерами наружной поверхности...
Способ изготовления пористых изделий сложной формы
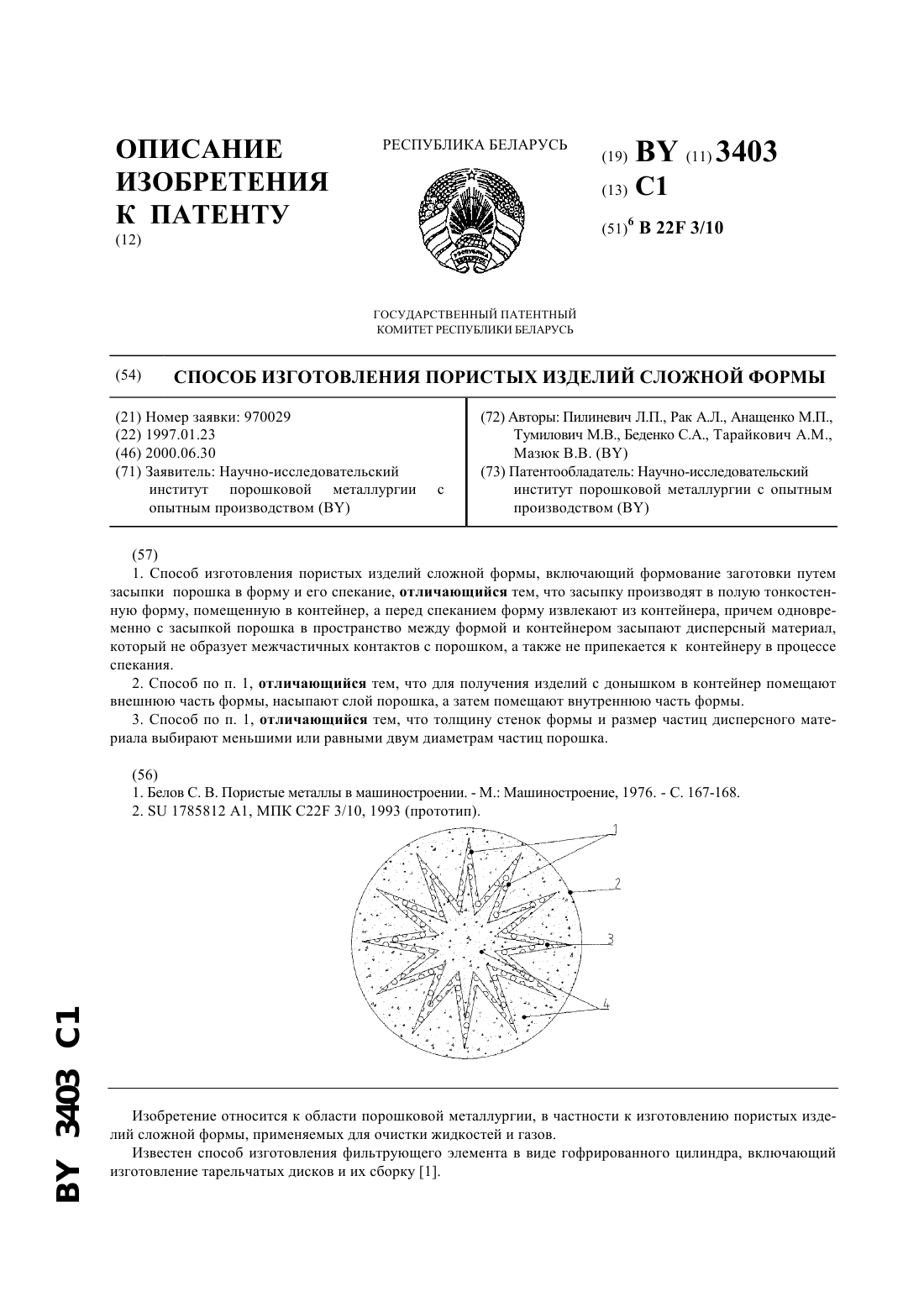
Номер патента: 3403
Опубликовано: 30.06.2000
Авторы: Тумилович Мирослав Викторович, Анащенко Михаил Петрович, Беденко Сергей Александрович, Пилиневич Леонид Петрович, Тарайкович Александр Михайлович, Рак Анатолий Леонидович, Мазюк Виктор Васильевич
МПК: B22F 3/10
Метки: формы, способ, сложной, изготовления, пористых, изделий
Текст:
...засыпки порошка в форму и его спекание, засыпку производят в полую тонкостенную форму, помещенную в контейнер, а перед спеканием форму из контейнера извлекают, причем одновременно с засыпкой порошка в пространство между формой и контейнером засыпают дисперсный материал, размер частиц которого меньше или равен 2-м диаметрам частиц порошка, который не образует межчастичных контактов с порошком, а также не припекается к контейнеру в процессе...
Фиксатор крепления постоянных магнитов
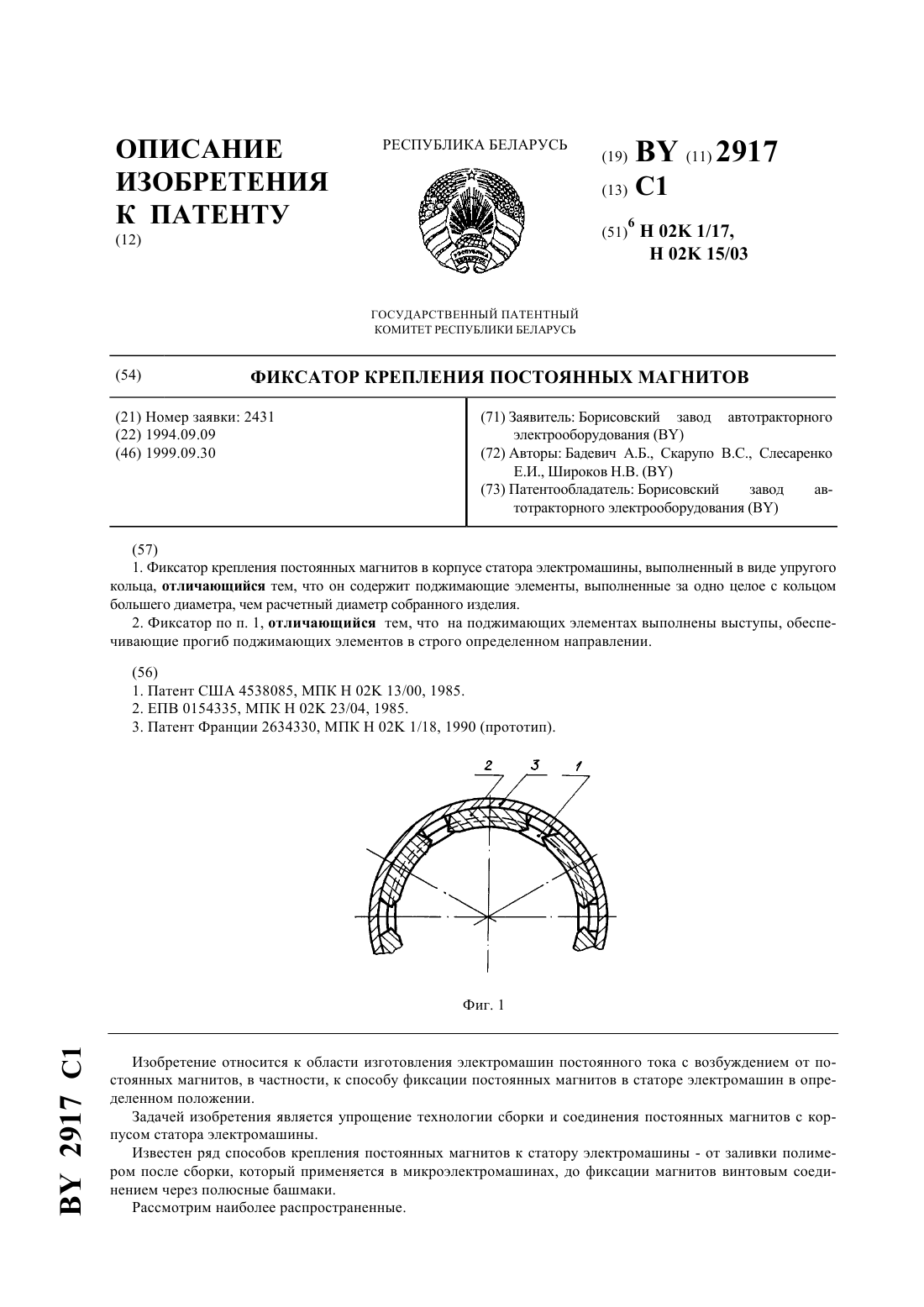
Номер патента: 2917
Опубликовано: 30.09.1999
Авторы: БАДЕВИЧ Анатолий Брониславович, ШИРОКОВ Николай Валентинович, СКАРУПО Валентин Станиславович, СЛЕСАРЕНКО Евгений Иванович
МПК: H02K 1/17, H02K 15/03
Метки: постоянных, фиксатор, крепления, магнитов
Текст:
...технологическими трудностями и затратами материалов. 2. В качестве прототипа взят патент Франции 3 (приоритет Германии фирмы БОШ), где в качестве элемента крепления постоянных магнитов взято коаксиально намотанное кольцо из упругого материала, причем его внешняя зона выполнена в виде конического кольца. На внешнем диаметре выполнены прорези, оканчивающиеся на крае кольца. Недостатком данного варианта элемента фиксации постоянных...
Предыдущий патент: Сальник устьевой скважинный
Следующий патент: Установка для лазерного термораскалывания хрупких неметаллических материалов
Случайный патент: Состав ингибитора коррозии для пропитки железобетонных конструкций