Кристаллизатор для непрерывного и непрерывно-циклического литья сплавов
Номер патента: U 5426
Опубликовано: 30.08.2009
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
Текст
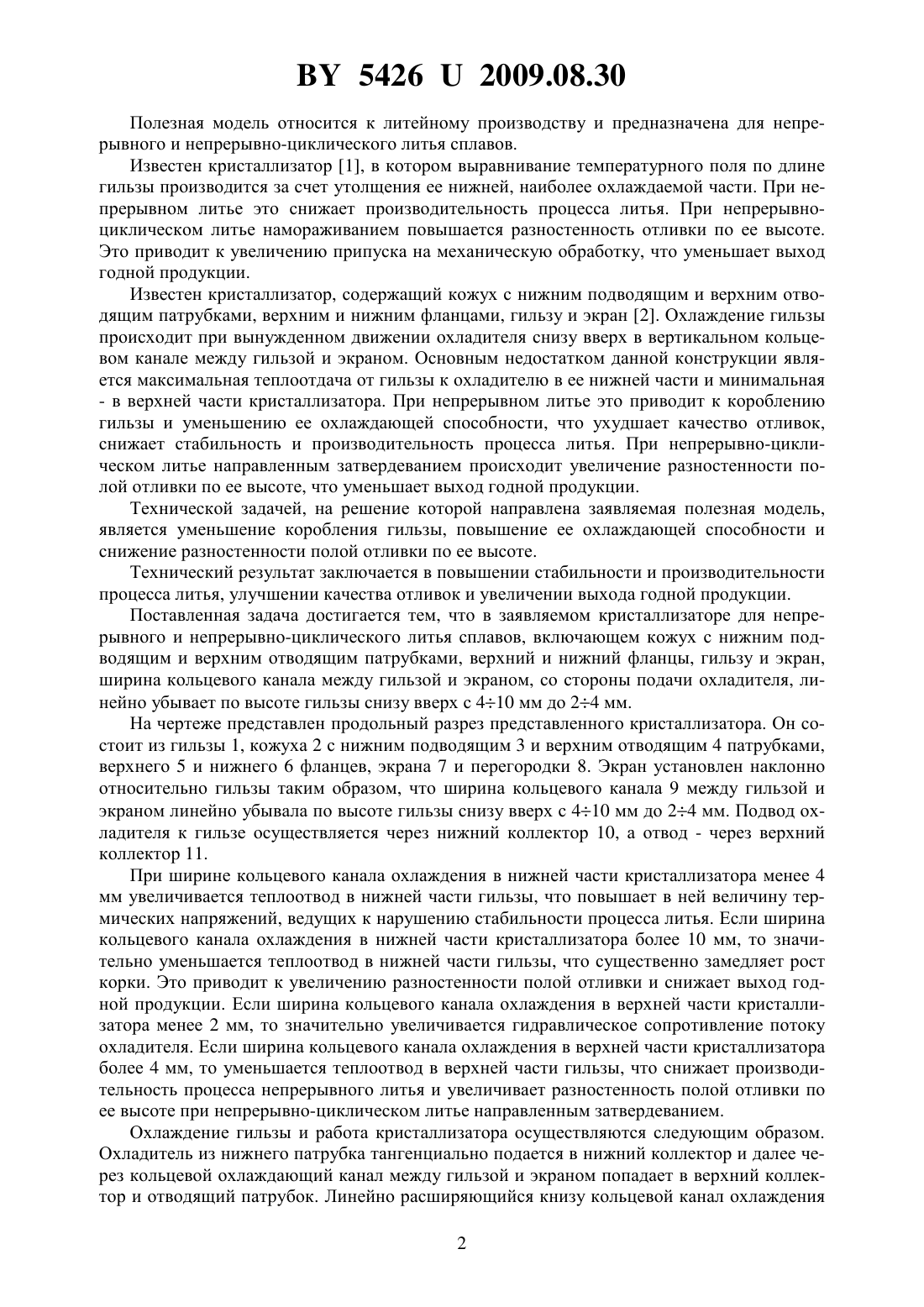
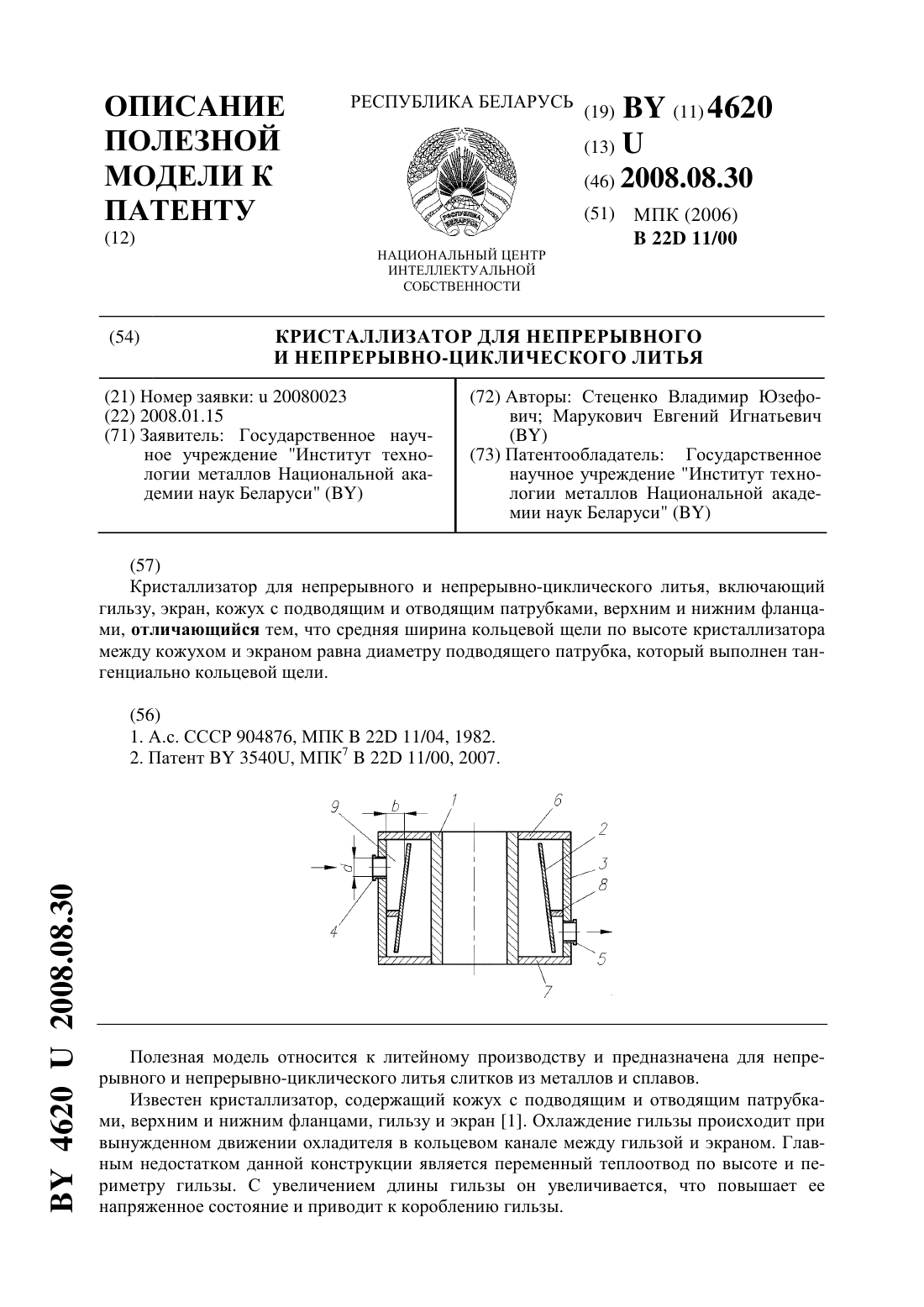
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО И НЕПРЕРЫВНОЦИКЛИЧЕСКОГО ЛИТЬЯ СПЛАВОВ(71) Заявитель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(72) Авторы Стеценко Владимир Юзефович Марукович Евгений Игнатьевич(73) Патентообладатель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(57) Кристаллизатор для непрерывного и непрерывно-циклического литья сплавов, включающий кожух с нижним подводящим и верхним отводящим патрубками, верхний и нижний фланцы, гильзу и экран, отличающийся тем, что ширина кольцевого канала между гильзой и экраном, со стороны подачи охладителя, линейно убывает по высоте гильзы снизу вверх с 410 мм до 24 мм. 54262009.08.30 Полезная модель относится к литейному производству и предназначена для непрерывного и непрерывно-циклического литья сплавов. Известен кристаллизатор 1, в котором выравнивание температурного поля по длине гильзы производится за счет утолщения ее нижней, наиболее охлаждаемой части. При непрерывном литье это снижает производительность процесса литья. При непрерывноциклическом литье намораживанием повышается разностенность отливки по ее высоте. Это приводит к увеличению припуска на механическую обработку, что уменьшает выход годной продукции. Известен кристаллизатор, содержащий кожух с нижним подводящим и верхним отводящим патрубками, верхним и нижним фланцами, гильзу и экран 2. Охлаждение гильзы происходит при вынужденном движении охладителя снизу вверх в вертикальном кольцевом канале между гильзой и экраном. Основным недостатком данной конструкции является максимальная теплоотдача от гильзы к охладителю в ее нижней части и минимальная- в верхней части кристаллизатора. При непрерывном литье это приводит к короблению гильзы и уменьшению ее охлаждающей способности, что ухудшает качество отливок,снижает стабильность и производительность процесса литья. При непрерывно-циклическом литье направленным затвердеванием происходит увеличение разностенности полой отливки по ее высоте, что уменьшает выход годной продукции. Технической задачей, на решение которой направлена заявляемая полезная модель,является уменьшение коробления гильзы, повышение ее охлаждающей способности и снижение разностенности полой отливки по ее высоте. Технический результат заключается в повышении стабильности и производительности процесса литья, улучшении качества отливок и увеличении выхода годной продукции. Поставленная задача достигается тем, что в заявляемом кристаллизаторе для непрерывного и непрерывно-циклического литья сплавов, включающем кожух с нижним подводящим и верхним отводящим патрубками, верхний и нижний фланцы, гильзу и экран,ширина кольцевого канала между гильзой и экраном, со стороны подачи охладителя, линейно убывает по высоте гильзы снизу вверх с 410 мм до 24 мм. На чертеже представлен продольный разрез представленного кристаллизатора. Он состоит из гильзы 1, кожуха 2 с нижним подводящим 3 и верхним отводящим 4 патрубками,верхнего 5 и нижнего 6 фланцев, экрана 7 и перегородки 8. Экран установлен наклонно относительно гильзы таким образом, что ширина кольцевого канала 9 между гильзой и экраном линейно убывала по высоте гильзы снизу вверх с 410 мм до 24 мм. Подвод охладителя к гильзе осуществляется через нижний коллектор 10, а отвод - через верхний коллектор 11. При ширине кольцевого канала охлаждения в нижней части кристаллизатора менее 4 мм увеличивается теплоотвод в нижней части гильзы, что повышает в ней величину термических напряжений, ведущих к нарушению стабильности процесса литья. Если ширина кольцевого канала охлаждения в нижней части кристаллизатора более 10 мм, то значительно уменьшается теплоотвод в нижней части гильзы, что существенно замедляет рост корки. Это приводит к увеличению разностенности полой отливки и снижает выход годной продукции. Если ширина кольцевого канала охлаждения в верхней части кристаллизатора менее 2 мм, то значительно увеличивается гидравлическое сопротивление потоку охладителя. Если ширина кольцевого канала охлаждения в верхней части кристаллизатора более 4 мм, то уменьшается теплоотвод в верхней части гильзы, что снижает производительность процесса непрерывного литья и увеличивает разностенность полой отливки по ее высоте при непрерывно-циклическом литье направленным затвердеванием. Охлаждение гильзы и работа кристаллизатора осуществляются следующим образом. Охладитель из нижнего патрубка тангенциально подается в нижний коллектор и далее через кольцевой охлаждающий канал между гильзой и экраном попадает в верхний коллектор и отводящий патрубок. Линейно расширяющийся книзу кольцевой канал охлаждения 2 54262009.08.30 выравнивает температуру гильзы по ее высоте, что уменьшает в ней величину термических напряжений, повышает стабильность, качество и производительность непрерывного литья. Более высокий теплоотвод в верхней части гильзы выравнивает толщину стенки полой отливки при непрерывно-циклическом литье, что повышает выход годной продукции. Пример 1. Изготовлен кристаллизатор, состоящий из стальной гильзы с внутренним диаметром 120 мм, толщиной стенки 12 мм и высотой 300 мм, кожуха с нижним подводящим и верхним отводящим патрубками, верхнего и нижнего фланцев, экрана. Ширина кольцевого канала между экраном и гильзой в верхней ее части составляла 3 мм, а в нижней - 6 мм. По сравнению с непрерывно-циклическим литьем в кристаллизатор с постоянной шириной кольцевого охлаждающего канала 4 мм, при прочих равных условиях, линейно расширяющийся книзу кольцевой канал позволил уменьшить разностенность отливки из силумина АК 12 в среднем на 24 . Пример 2. Изготовлен кристаллизатор, состоящий из стальной гильзы с внутренним диаметром 60 мм, толщиной стенки 10 мм и длиной 250 мм, кожуха с нижним подводящим и верхним отводящим патрубками, верхнего и нижнего фланцев, экрана. Ширина кольцевого канала между экраном и гильзой в верхней ее части составляла 2,5 мм, а в нижней 5 мм. По сравнению с непрерывным литьем в кристаллизатор с постоянной шириной кольцевого охлаждающего канала 4 мм, при прочих равных условиях, линейно расширяющийся книзу кольцевой канал позволил увеличить производительность процесса литья силуминаАК 12 в среднем на 6 . Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22D 11/00
Метки: непрерывного, литья, сплавов, непрерывно-циклического, кристаллизатор
Код ссылки
<a href="https://by.patents.su/3-u5426-kristallizator-dlya-nepreryvnogo-i-nepreryvno-ciklicheskogo-litya-splavov.html" rel="bookmark" title="База патентов Беларуси">Кристаллизатор для непрерывного и непрерывно-циклического литья сплавов</a>
Кристаллизатор для непрерывного и непрерывно-циклического литья слитков
Номер патента: U 3540
Опубликовано: 30.04.2007
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: B22D 11/00
Метки: непрерывно-циклического, литья, кристаллизатор, непрерывного, слитков
Текст:
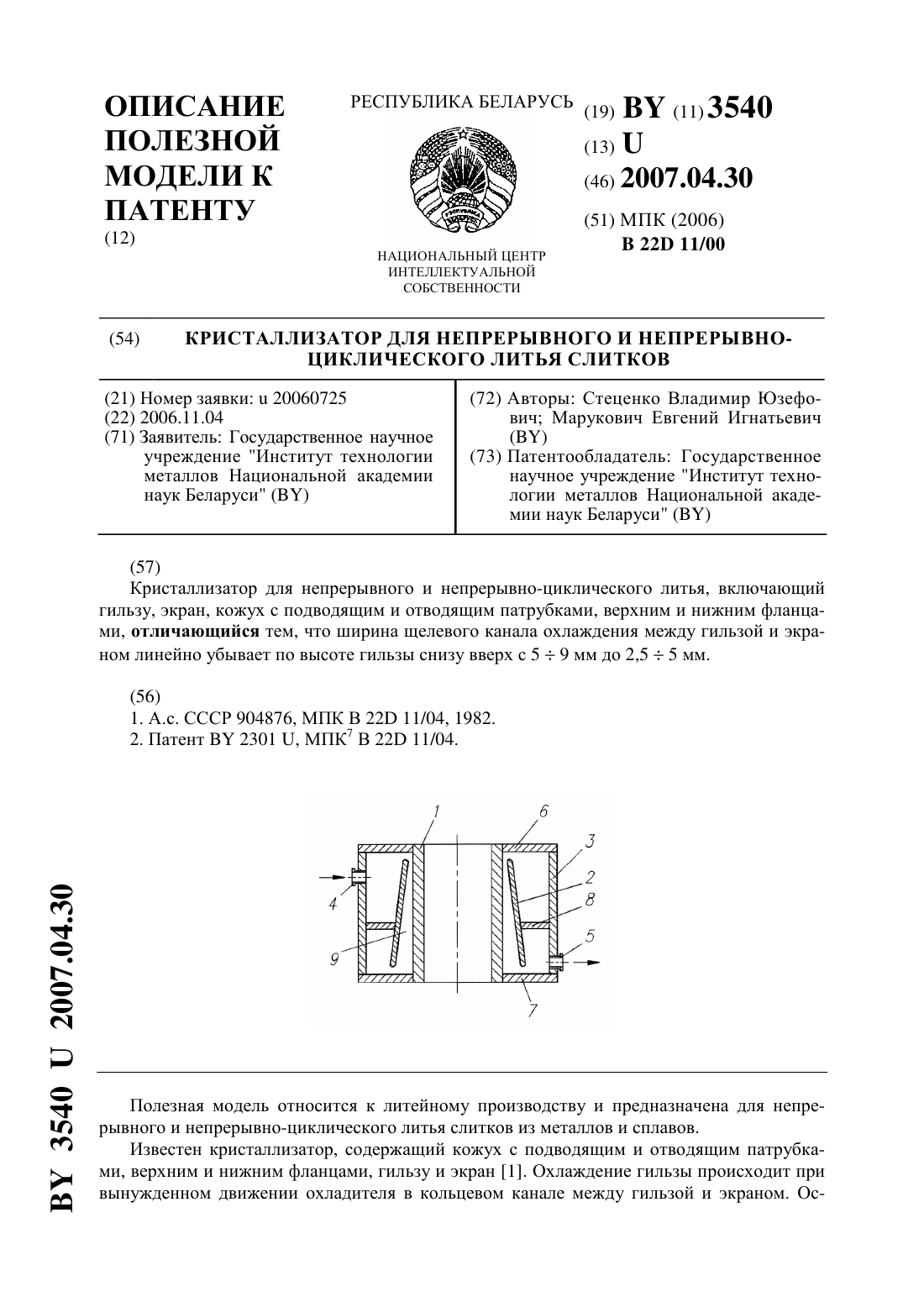
...величины термических напряжений и разностенности по высоте гильзы и отливки. Технический результат заключается в повышении стабильности процесса литья и увеличении выхода годной продукции. Поставленная задача достигается тем, что в заявляемом кристаллизаторе для непрерывного и непрерывно-циклического литья, включающем гильзу, экран, кожух с подводящим и отводящим патрубками, верхним и нижним фланцами, ширина щелевого канала между гильзой...
Кристаллизатор для непрерывного и непрерывно-циклического литья
Номер патента: U 4620
Опубликовано: 30.08.2008
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 11/00
Метки: непрерывного, литья, непрерывно-циклического, кристаллизатор
Текст:
...задачей, на решение которой направлена заявляемая полезная модель,является повышение интенсивности охлаждения гильзы кристаллизатора. Технический результат заключается в увеличении производительности процесса литья. Поставленная задача достигается тем, что в заявляемом кристаллизаторе для непрерывного и непрерывно-циклического литья, включающем гильзу, экран, кожух с подводящим и отводящим патрубками, верхним и нижним фланцами,...
Кристаллизатор для непрерывно-циклического литья направленным затвердеванием

Номер патента: U 2301
Опубликовано: 30.12.2005
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: B22D 11/04
Метки: затвердеванием, кристаллизатор, литья, направленным, непрерывно-циклического
Текст:
...литья направленным затвердеванием, включающем кожух с подводящим и отводящим патрубками, верхним и нижним фланцами, экран и гильзу, экран соединен с нижним фланцем и удален от верхнего фланца на расстояние 320 мм, а ширинакольцевого канала между гильзой и экраном определяется из уравнения,где Н - ширина кольцевого канала в верхней части кристаллизатора- высота экрана- высота экрана, на которой определяется ширина кольцевого канала,...
Кристаллизатор для непрерывно-циклического литья намораживания
Номер патента: U 3539
Опубликовано: 30.04.2007
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 11/04
Метки: намораживания, кристаллизатор, непрерывно-циклического, литья
Текст:
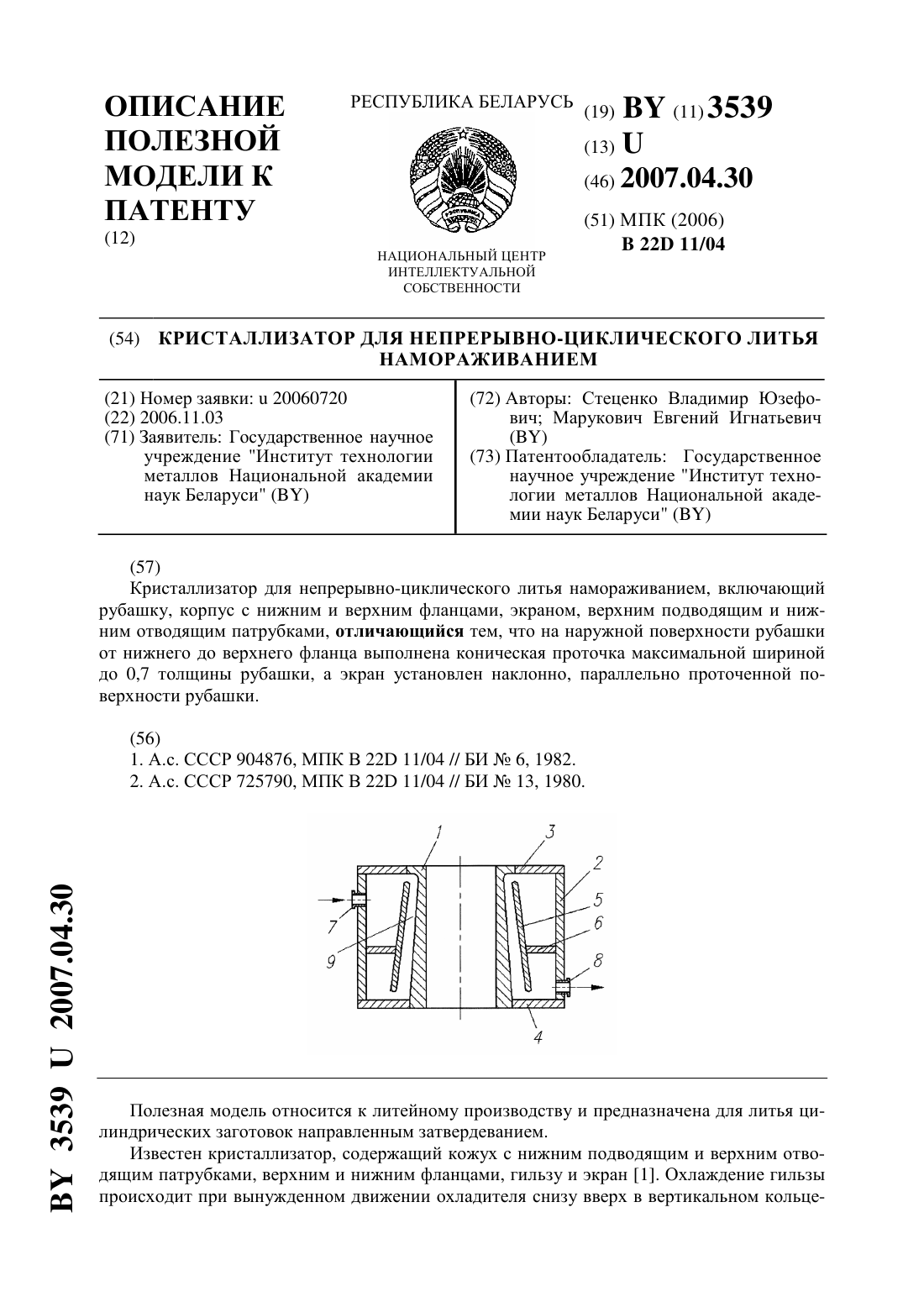
...результат заключается в повышении выхода годного литья. Поставленная задача достигается тем, что в заявляемом кристаллизаторе для непрерывно-циклического литья намораживанием, включающем рубашку, корпус с нижним и верхним фланцами, экраном, верхним подводящим и нижним отводящим патрубками, на наружной поверхности рубашки от нижнего до верхнего фланца выполнена коническая проточка максимальной шириной до 0,7 толщины рубашки, а экран установлен...
Кристаллизатор для непрерывно-циклического литья заготовок из чугуна
Номер патента: U 2343
Опубликовано: 30.12.2005
Авторы: Марукович Евгений Игнатьевич, Груша Владимир Петрович, Бевза Владимир Федорович, Попковский Виктор Александрович
МПК: B22D 11/04
Метки: литья, заготовок, чугуна, непрерывно-циклического, кристаллизатор
Текст:
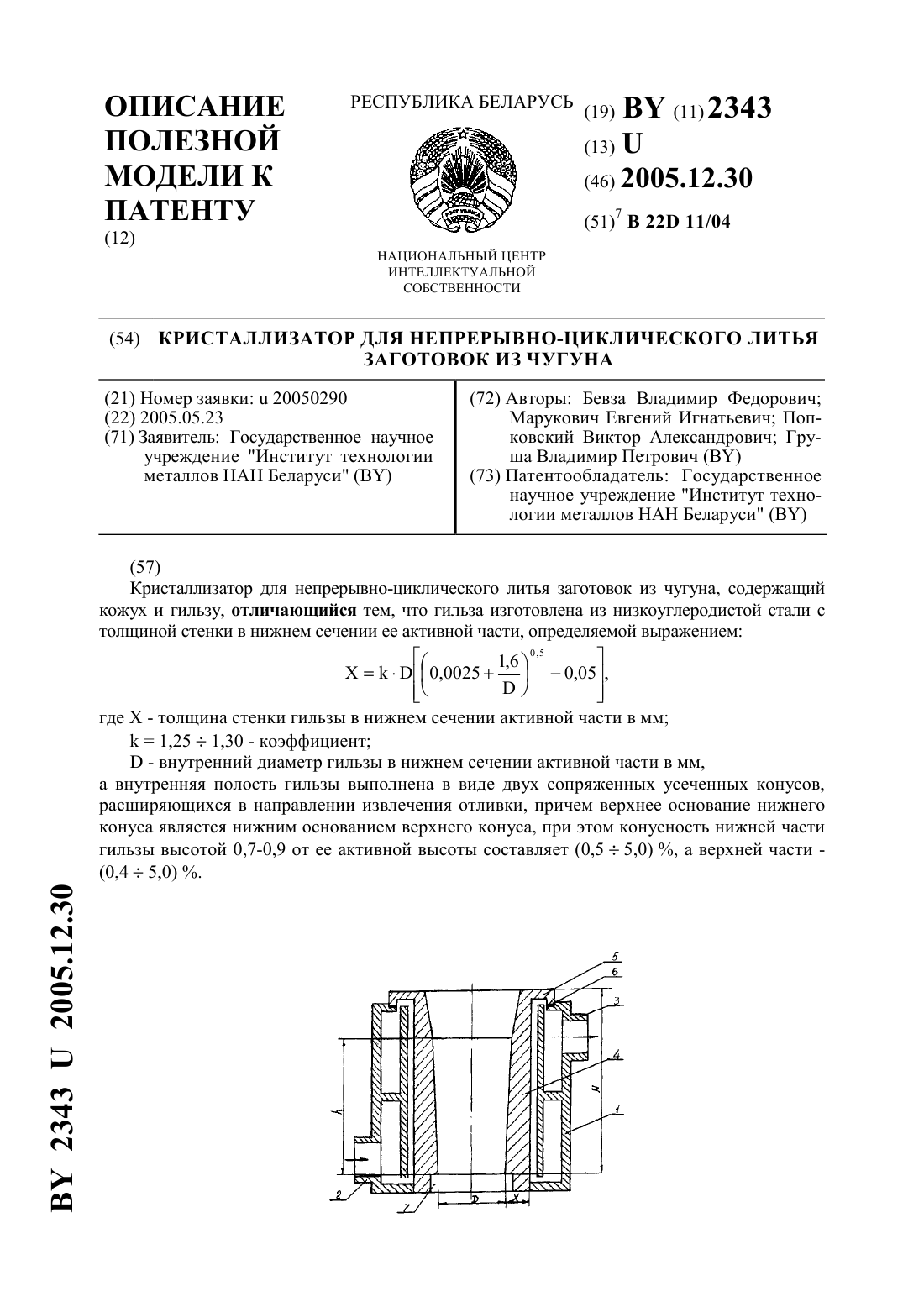
...кристаллизатора в 2,02,5 раза и исключении обрывов затравочной части отливок по вине кристаллизатора. Поставленная задача достигается тем, что кристаллизатор содержит корпус и центрированную соосно с ним гильзу, причем гильза изготовлена из низкоуглеродистой стали с толщиной стенки в нижнем сечении ее активной части, определяемой выражением 0,5 где- толщина стенки гильзы в нижнем сечении ее активной части в мм 1,251,30 -...
Предыдущий патент: Кристаллизатор для непрерывного литья сплавов
Следующий патент: Подвеска сиденья транспортного средства
Случайный патент: Средство для мягчения, жирования или гидрофобизации кож и мехов