Гидросистема подвода и поджима сопла литьевой машины

Текст
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ГИДРОСИСТЕМА ПОДВОДА И ПОДЖИМА СОПЛА ЛИТЬЕВОЙ МАШИНЫ(71) Заявитель Барановичский станкостроительный завод ЗАО Атлант(72) Автор Мацука Антон Николаевич(73) Патентообладатель Барановичский станкостроительный завод ЗАО Атлант(57) Гидросистема подвода и поджима сопла литьевой машины, содержащая насос с пропорциональным управлением давления и расхода, через управляющий трехпозиционный гидрораспределитель, связанный с гидроцилиндром, штоковая полость которого соединена с датчиком давления поджима сопла и двухпозиционным клапаном, на одной из позиций выполненным в виде герметичного затвора, отличающаяся тем, что двухпозиционный клапан соединен с управляющим трехпозиционным гидрораспределителем, в режиме сброса рабочего давления поджима неотведенного сопла, соединяющим штоковую полость гидроцилиндра через герметичный затвор двухпозиционного клапана с насосом пропорционального управления давления и расхода и датчиком давления гидросистемы. 56) 1. Рекламный проспект Барановичского станкостроительного завода. - Регистрационный номер 56/4. Новейшие технологии в области переработки пластмасс. - С. 10. 2. Рекламный проспект Барановичского станкостроительного завода. - Регистрационный номер 56/4. Новейшие технологии в области переработки пластмасс. - С. 9 (прототип). 21182005.09.30 Заявленная гидросистема относится к области гидроприводов исполнительных механизмов литьевых машин, в частности инжекционного литья пластмассовых изделий, например, термопластавтоматов. Известна гидросистема подвода и поджима сопла, содержащая насос с пропорциональным управлением давления и расхода, связанный посредством управляющего трехпозиционного гидрораспределителя с гидроцилиндрами, штоковые полости которых соединены с датчиком давления поджима сопла и через управляемый золотником обратный клапан с герметичным затвором с одной из выходных линий управляющего трехпозиционного гидрораспределителя 1. К недостатку названной гидросистемы относится сложность конструкции - из-за наличия управляемого обратного клапана и золотника управления им, который также выполнен с герметичным затвором, что, при одновременной работе других механизмов литьевой машины, может вызвать падение давления поджима сопла. Кроме того, в литьевых машинах небольшой мощности (с одним гидроцилиндром) невозможно обеспечить точную установку остаточного давления поджима сопла при сбросе рабочего давления(для случая неотведенного в исходное положение сопла) из-за быстрого падения давления в штоковой полости гидроцилиндра при открытии управляемого обратного клапана. Наиболее близким аналогом заявленного технического решения (его прототипом) является гидросистема термопластавтомата малой мощности - БЗСТ 125/250, содержащая насос с пропорциональным управлением давления и расхода, через управляющий трехпозиционный гидрораспределитель связанный с гидроцилиндром, штоковая полость которого соединена с датчиком давления и двухпозиционным клапаном, на одной из позиций выполненным в виде герметичного затвора 2. Недостатками указанной гидросистемы являются сложность конструкции - из-за наличия в гидролинии между управляющим трехпозиционным гидрораспределителем и гидроцилиндром управляемого гидрозамка, а также дополнительного напорного клапана,обеспечивающего возможность ручной регулировки величины остаточного давления поджима при неотведенном после сброса рабочего давления сопле, что значительно усложняет эксплуатацию литьевой машины в целом, так как для каждого отливаемого изделия величина остаточного давления поджима сопла устанавливается отдельно. Технической задачей данной полезной модели является упрощение конструкции гидросистемы подвода и поджима сопла, улучшение условий ее эксплуатации - за счет перехода на автоматическую установку величины остаточного давления поджима неотведенного сопла после сброса рабочего давления, а также ее универсализация по использованию - для литьевых машин любой мощности. Поставленная задача решается за счет того, что в гидросистеме подвода и поджима сопла литьевой машины (содержащей насос с пропорциональным управлением давления и расхода, через управляющий трехпозиционный гидрораспределитель связанный с гидроцилиндром, штоковая полость которого соединена с датчиком давления поджима сопла и двухпозиционным клапаном, на одной из позиций выполненным в виде герметичного затвора) двухпозиционный клапан соединен с выходной гидролинией управляющего трехпозиционного гидрораспределителя, в режиме сброса рабочего давления поджима при неотведенном сопле, соединяющим штоковую полость гидроцилиндра через герметичный затвор двухпозиционного клапана с насосом с пропорциональным управлением давления и расхода и датчиком давления гидросистемы. Заявленная гидросхема подвода и поджима сопла литьевой машины приведена на чертеже. Гидросхема содержит насос 1 с пропорциональным управлением давления и расхода,гидроцилиндр 2 со штоковой полостью 3 и бесштоковой 4, управляющий трехпозиционный гидрораспределитель 5 с позициями 6, 7 и 8 и электромагнитами 9 и 10. Выходные гидролинии 11 и 12 управляющего трехпозиционного гидрораспределителя 5 соединены,соответственно, со штоковой полостью 3 и бесштоковой 4 гидроцилиндра 2, а его гидролиния 13 подвода давления - с насосом 1 пропорционального управления давления и расхода и датчиком 14 давления гидросистемы. В нейтральной позиции 7 управляющего 2 21182005.09.30 трехпозиционного гидрораспределителя 5 его выходные гидролинии 11 и 12 соединены с магистралью 15 слива. Бесштоковая полость 3 гидроцилиндра 2 связана с управляющим трехпозиционным гидрораспределителем 5 двухпозиционным клапаном 16, имеющим электромагнит 19 и позиции 17 и 18, причем в позиции 18, выполненным в виде герметичного затвора 20, обеспечивающего стабильное поддержание давления в бесштоковой полости 3 гидроцилиндра 2 во время поджима сопла, контролируемое датчиком 21 давления. Гидросистема работает следующим образом. В нерабочем положении литьевой машины при отведенном сопле, электромагниты 9 и 10 управляющего трехпозиционного гидрораспределителя 5 и электромагнит 19 двухпозиционного клапана 16 отключены, и они находятся в позициях, соответственно, 7 и 18,чем обеспечивается соединение бесштоковой полости 4 гидроцилиндра 2 и выходной гидролинии 11 управляющего трехпозиционного гидрораспределителя 5 с магистралью 15 слива. При этом насос 1 пропорционального управления давления и расхода находится в холостом режиме работы, поддерживая минимально возможное давление, контролируемое датчиком 14 давления гидросистемы. При включении электромагнита 9 управляющий трехпозиционный гидрораспределитель 5 в позиции 6 соединяет насос 1 пропорционального управления давления и расхода через герметичный затвор 20 двухпозиционного клапана 16 со штоковой полостью 3 гидроцилиндра 2, обеспечивая тем самым вывод сопла литьевой машины в его рабочее положение. После установки сопла на упор давление в штоковой полости 3 продолжает расти до величины, определяемой датчиком 21 давления поджима, при достижении которой электромагнит 9 отключается и управляющий трехпозиционный гидрораспределитель 5 переходит в позицию 7, соединяя выходные гидролинии 11 и 12 со сливной гидролинией 15. Герметичный затвор 20 двухпозиционного клапана 16 при этом мгновенно закрывается, обеспечивая тем самым стабильное поддержание заданного усилия поджима сопла литьевой машины и, как следствие, надежную ее работу во время впрыска в форму материала. После завершения цикла заполнения формы материалом включаются электромагнит 9 управляющего трехпозиционною гидрораспределителя 5 и электромагнит 19 двухпозиционного клапана 16 и они переводятся, соответственно, в позиции 6 и 17, соединяя штоковую полость 3 гидроцилиндра 2 с насосом 1 пропорционального управления давления и расхода. При этом датчиком 14 давления гидросистемы оно в ней устанавливается и поддерживается на уровне, обеспечивающем необходимое остаточное усилие поджима сопла,которое задается для каждой литьевой машины в зависимости от ее мощности. Такой режим работы гидросистемы используется при условии дальнейшей работы литьевой машины без отвода сопла. При необходимости отвода сопла после заполнения формы материалом, включаются электромагнит 10 управляющего трехпозиционного гидрораспределителя 5 и электромагнит 19 двухпозиционного клапана 16, переводя их, соответственно, в позиции 8 и 17 и обеспечивая тем самым соединение бесштоковой полости 4 гидроцилиндра 2 с насосом 1 пропорционального управления давления и расхода, а штоковой его полости 3 - с гидролинией 15 слива. После прихода сопла в исходное нерабочее положение электромагниты 10 и 19 отключаются. Гидросистема готова к повторению описанного выше цикла. Таким образом, соединение двухпозиционного клапана с управляющим трехпозиционным гидрораспределителем, в режиме сброса рабочего давления поджима неотведенного сопла, связывающем штоковую полость гидроцилиндра через герметичный затвор двухпозиционного клапана с насосом с пропорциональным управлением давления и расхода и датчиком давления гидросистемы, позволяет при упрощении гидросистемы и улучшении условий эксплуатации повысить надежность работы и осуществить ее универсализацию по использованию как в литьевых машинах малой мощности, так и большой. На Барановичском станкостроительном заводе данная гидросистема спроектирована для станков разной мощности - БЗСТ 25/400 и БЗСТ 250/1200. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B29C 45/67
Метки: поджима, литьевой, гидросистема, машины, сопла, подвода
Код ссылки
<a href="https://by.patents.su/3-u2118-gidrosistema-podvoda-i-podzhima-sopla-litevojj-mashiny.html" rel="bookmark" title="База патентов Беларуси">Гидросистема подвода и поджима сопла литьевой машины</a>
Гидросистема узла впрыска и набора дозы литейной машины
Номер патента: U 1596
Опубликовано: 30.09.2004
Авторы: Мацука Антон Николаевич, Марченко Виктор Михайлович
МПК: B29C 45/82
Метки: машины, гидросистема, узла, впрыска, набора, дозы, литейной
Текст:
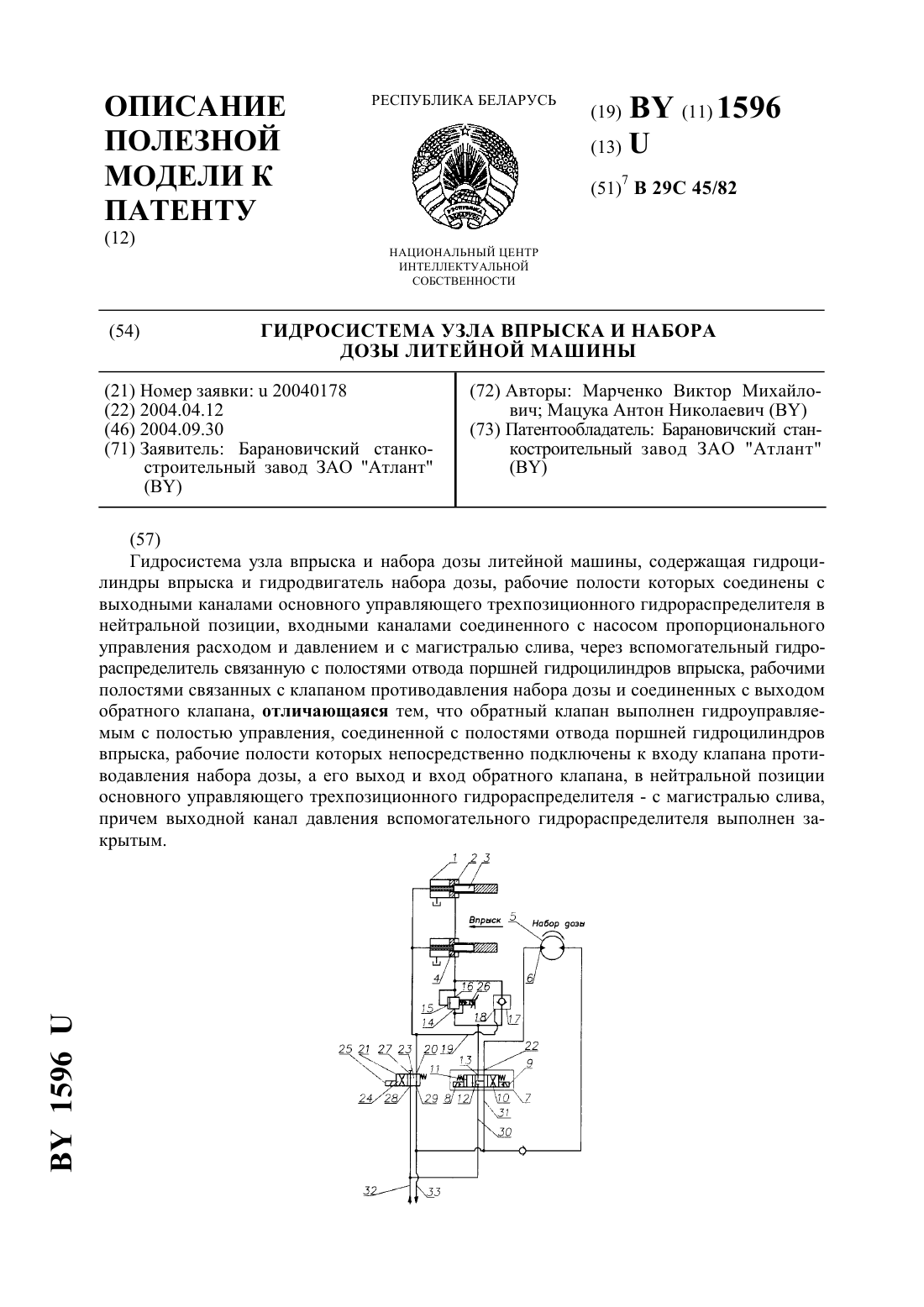
...7 с электромагнитами 8, 9, рабочими позициями 10, 11 и нейтральной позицией 12. Выходной канал 13 основного управляющего трехпозиционного гидрораспределителя 7 соединен с выходным каналом 14 клапана 15 противодавления набора дозы, входной канал 16, которого соединен с рабочими полостями 2 гидроцилиндров 1 впрыска. Дополнительно выходной канал 13 основного управляющего трехпозиционного гидрораспределителя 7 соединен с рабочими...
Гидросистема привода хода
Номер патента: U 752
Опубликовано: 30.12.2002
Авторы: Мельников Николай Николаевич, Мешков Сергей Григорьевич, Герасимович Анатолий Константинович
МПК: F15B 1/02
Метки: хода, привода, гидросистема
Текст:
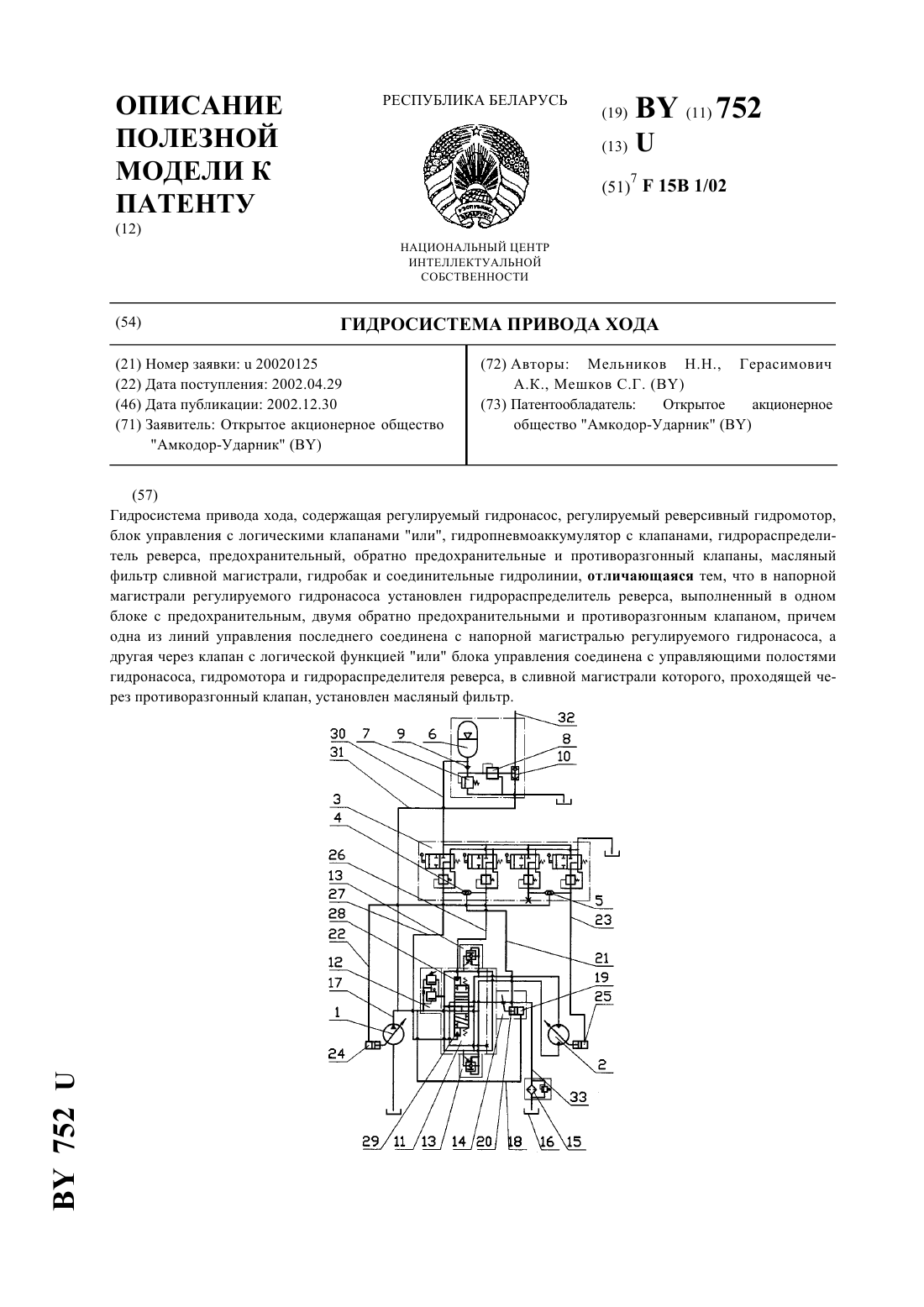
...2, блок управления 3 с клапанами 4, 5 с логической функцией или, гидропневмоаккумулятор 6 с клапанами 7, 8, 9,10, гидрораспределитель реверса 11, выполненный в одном блоке с предохранительным 12, двумя обратно предохранительными 13 и противоразгонным клапаном 14, масляный фильтр 15, гидробак 16, гидролинии. Гидронасос 1 напорной магистралью 17 сообщен через гидрораспределитель реверса 11 с гидромотором 2 и через магистраль 18 с...
Гидросистема
Номер патента: 1835
Опубликовано: 30.12.1997
Авторы: Коробов Геннадий Михайлович, Абелев Евгений Меерович, Дорощенко Владимир Иванович
МПК: F15B 11/02
Метки: гидросистема
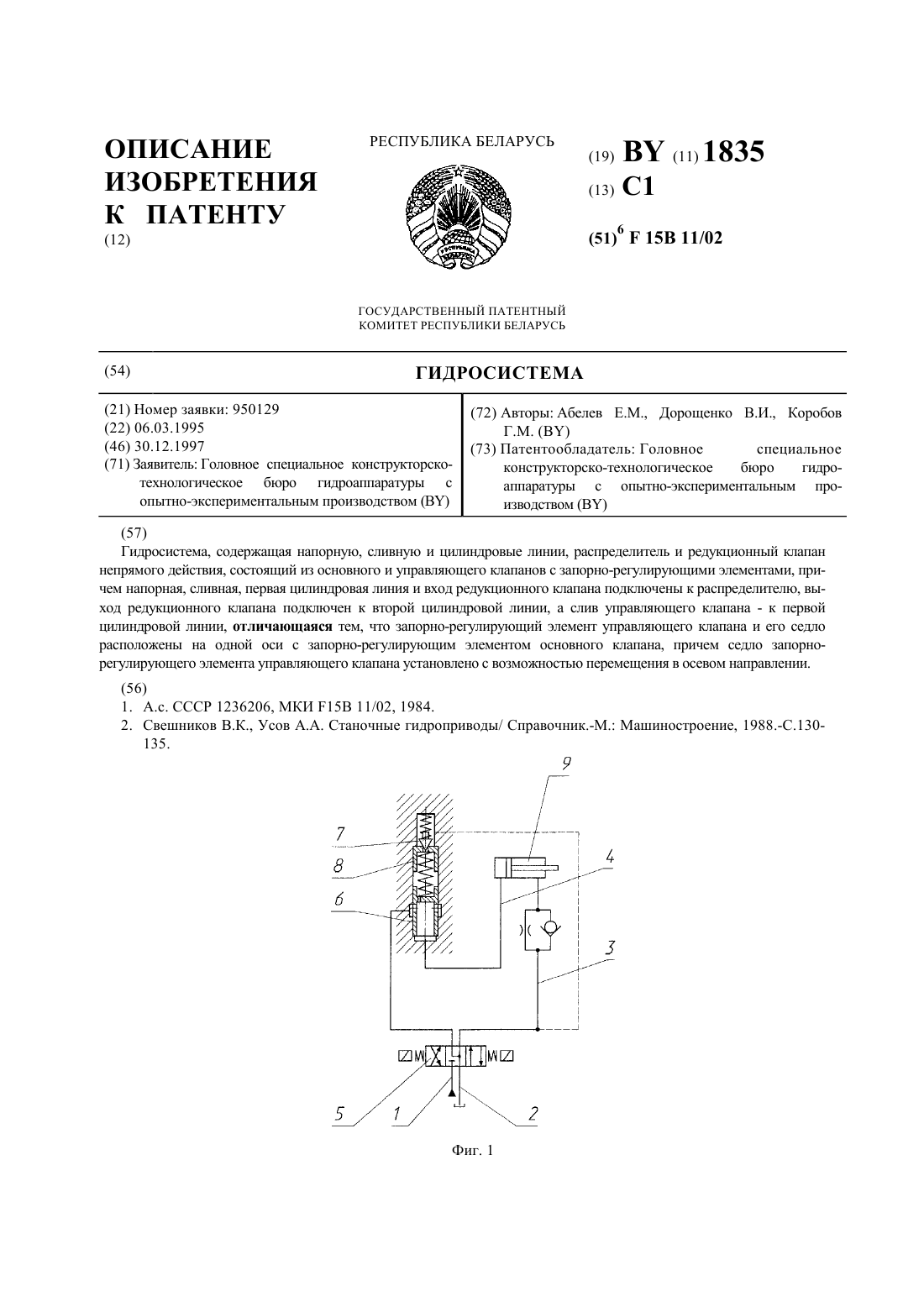
Текст:
...из основного и управляющего клапанов с запорно-регулирующими элементами, причем напорная, сливная, первая цилиндровая линия (гидролиния к потребителю) и вход редукционного клапана подключены к распределителю,выход редукционного клапана подключен к второй цилиндровой линии (гидролинии к потребителю), а слив управляющего клапана - к первой цилиндровой линии, согласно изобретению, запорно-регулирующий элемент управляющего клапана и его...
Гидрообъемная трансмиссия самоходной машины
Номер патента: U 655
Опубликовано: 30.09.2002
Авторы: Котлобай Андрей Анатольевич, Котлобай Анатолий Яковлевич
МПК: F15B 11/22, F16H 61/44
Метки: машины, трансмиссия, гидрообъемная, самоходной
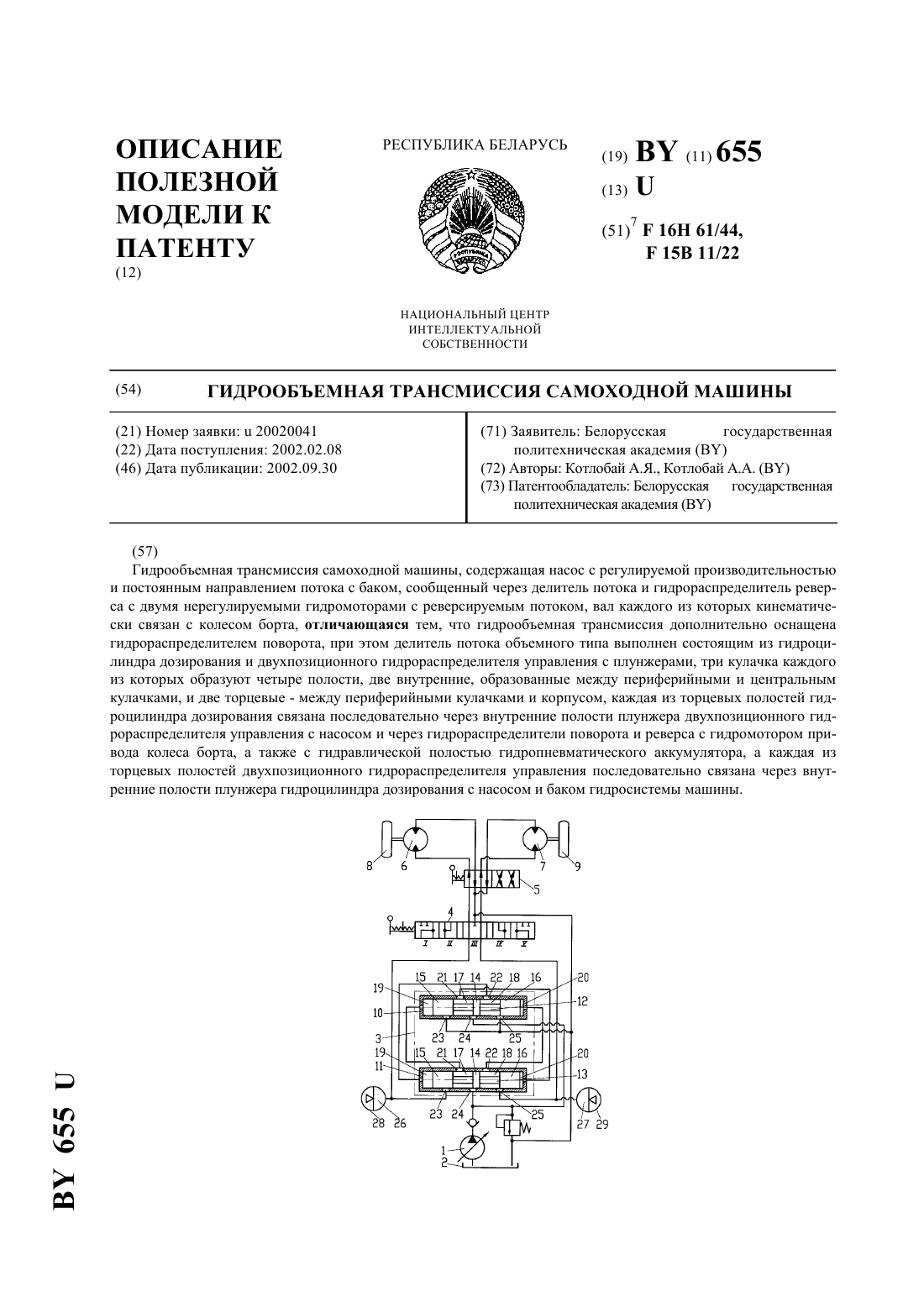
Текст:
...11. Эти гидравлические агрегаты оснащены плунжерами 12, 13, каждый из которых имеет по три кулачка центральный 14 и периферийные 15, 16. Эти кулачки образуют в корпусах четыре полости - внутренние 17, 18 и торцевые 19, 20. На образующих поверхностях корпусов гидроцилиндра дозирования 10 и двухпозиционного гидрораспределителя управления 11 образованы каналы для подвода и отвода жидкости 21, 22 с одной стороны и 23, 24, 25 с другой. 2 655...
Система управления положением корпуса гусеничной машины
Номер патента: U 615
Опубликовано: 30.09.2002
Авторы: Котлобай Анатолий Яковлевич, Котлобай Андрей Анатольевич
МПК: B60G 17/04
Метки: управления, гусеничной, машины, положением, система, корпуса
Текст:
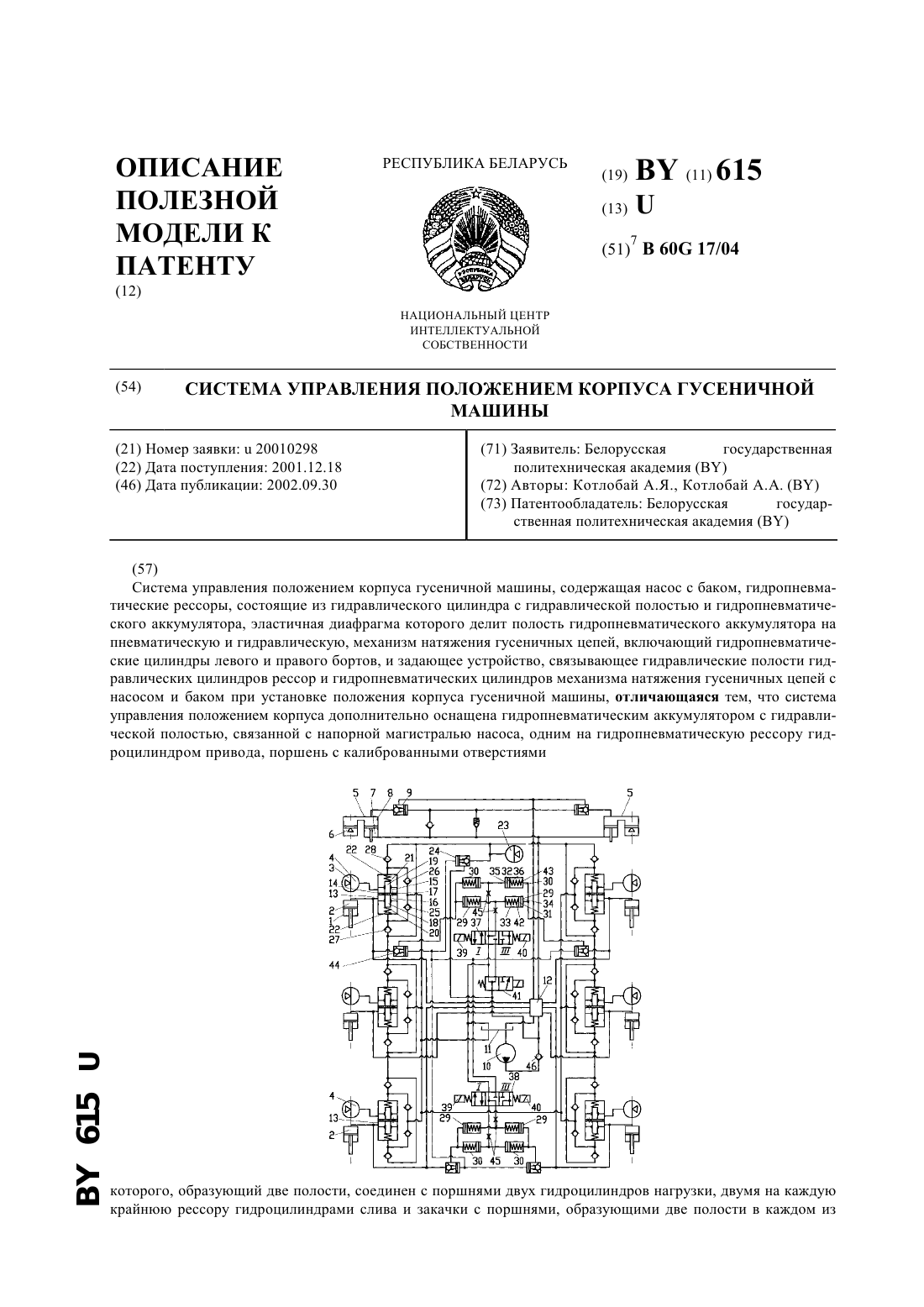
...35 гидроцилиндра закачки 30 связана с баком 11 в первой позиции трехпозиционных гидрораспределителей 37, 38. В цепи гидролиний слива из полостей 3 61533, 35 установлены нагрузочные дроссели 45. Полость 34 каждого гидроцилиндра слива 29 связана с полостью 36 гидроцилиндра закачки 30 и при второй позиции двухпозиционного гидрораспределителя 41 и включенном насосе 10 с гидравлической полостью 2 гидравлического цилиндра 1 каждой крайней...
Предыдущий патент: Экран для ванны
Следующий патент: Силосопровод кормоуборочного комбайна
Случайный патент: Способ скважинной добычи минеральных солей