Состав обмазки для устранения поверхностных микродефектов стальных изделий
Номер патента: 8873
Опубликовано: 28.02.2007
Авторы: Федулов Владимир Николаевич, Ливенцев Владимир Евгеньевич
Текст
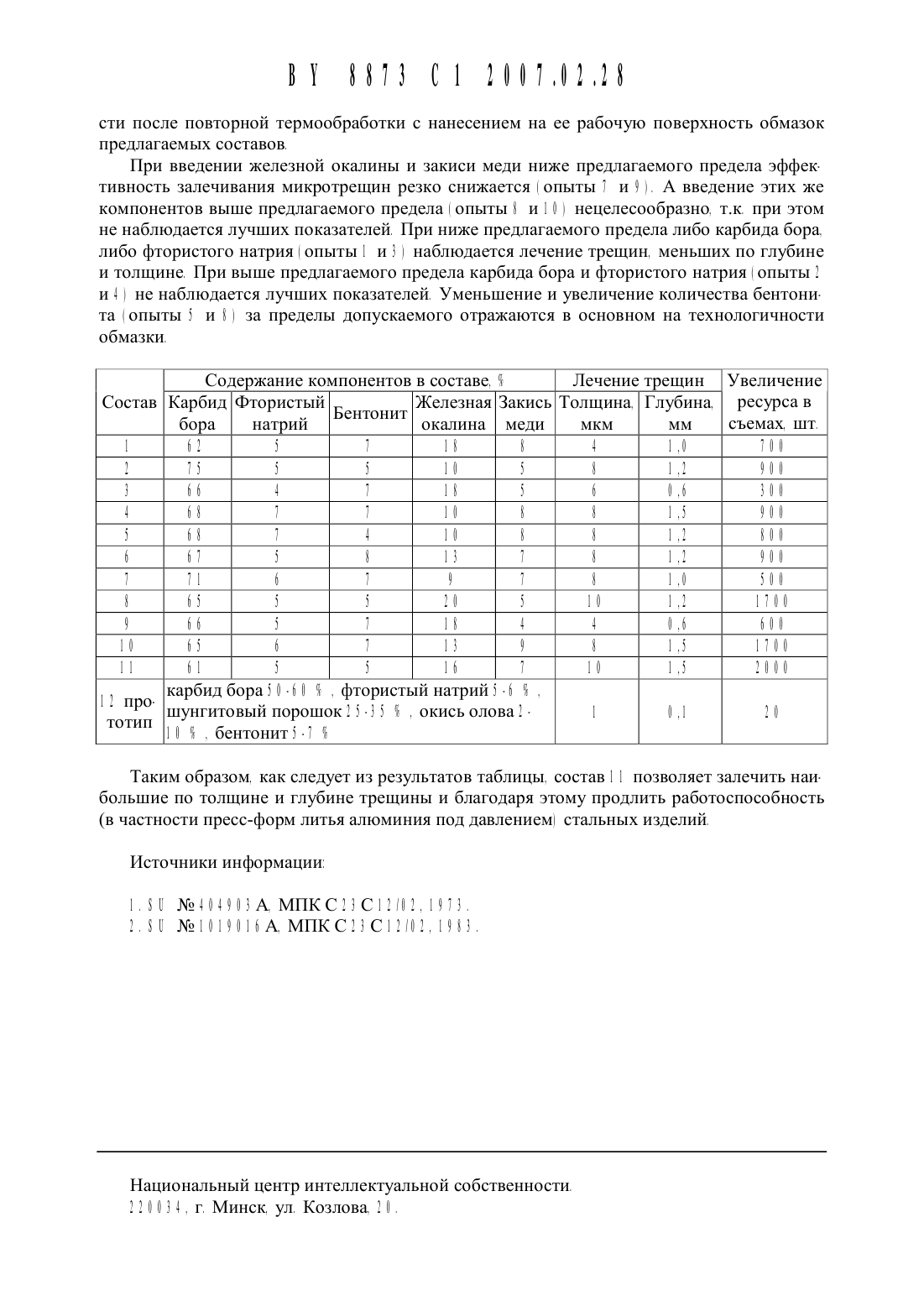
НАЦИОНАЛЬНЫЙ ЦЕНСГР ИНТЕЛЛЕКТУАЛЬНОИ СОБСТВЕННОСТИ15 1 1 СОСТАВ ОБМАЗКИ ДЛЯ УСТРАНЕНИЯ ПОВЕРХНОСТНЫХ1111 Патентообладатель Белорусский наЦиональнь 1 й технический университет 113 11 1111 1 Заявитель Белорусский национальнь 1 й технический университет 113 1 111 2 1 Авторы Ливенцев Владимир Евгеньевич Федулов Владимир Ни 5 6 5 1 5 1Состав обмазки для устранения поверхностных микродефектов стальных изделий. включающий карбид бора. фтористый натрий. бентонит и железную окалину. отличающийся тем. что дополнительно содержит закись меди при следующем соотнощении компонентов. мас 6 5 -1 11 6 1Изобретение относится к области химико-термической обработки стальных изделий и может быть применено на машиностроительных предприятиях для увеличения эксплуатаЦионного срока технологической оснасткиИзвестен состав обмазки для борирования стальных изделий 111. содержащих следующие компоненты. мас. фтористый натрий 1 11 -6 11 карбид бора 1 11 -6 11 .Однако этот состав не рассчитан на применение в условиях длительных вь 1 сокотемпературных выдержек и. следовательно. не может использоваться как для устранения поверхностных микродефектов. так и для дифференционного упрочнения крупногабаритных изделий. требующих продолжительного прогрева при высоких температурах.Известен состав обмазки для борирования стальных изделий 12 1 - прототип. содержащий. мас. карбид бора 5 11 -1 11 . фтористый натрий 5 - 1 11 . железную окалину 1 11 -1 11 . бентонит 5 -2 11 . который обеспечивает увеличение сЦепляемости борирующей обмазки с упрочняемой поверхностьюОднако и этот состав не обеспечивает устранение поверхностных микродефектов на рабочей поверхности.Задача. которую решает данное изобретение. состоит в устранении поверхностных микродефектов стальных изделий.Указанная задача решается тем. что состав обмазки для устранения поверхностных микродефектов стальных изделий. включающий карбид бора. фтористый натрий. бентонит и железную окалину. дополнительно содержит закись меди при следующем соотношении компонентов. мас.Карбид бора является поставщиком активных атомов бораФтористый натрий несет функции активатора.Бентонит - глина. состоящая в основном из минералов группы монтмориллонита(А 1 О 4 Нд ОХпН О) и битделлита А дО ХЭ 5 10 дхпНд О). и служит в качестве наполнителя для хорошей сцепляемости обмазки с обрабатываемой поверхностью.Закись меди - функциональное назначение ее заключается в том. что в процессе нагрева обмазки происходит восстановление меди. тем самым. интенсифицируя процесс насыщения и в порах трещин. приводит к образованию жидкометаллической фазы. что приводит к изменению напряжений деформированного состояния металла.Железная окалина позволяет в разветвленной свободной поверхности в трещине металла. главным образом по границам зерен. образовывать композиты. когезионно связанные с подложкой и идентичны по теплостойкости с основным металлом. что способствует получению в металле однородной структурыПроводили диффузионное насыщение образцов размерами 6 0 ХЕ 0 Х 0 мм стали 4 Х 5 МФС с поверхностными микротрещинами на одной стороне глубиной от 0 .1 до 2 мм и шириной от 1 до 1 0 мкм Порошковые компоненты взвешивались и смешивались В качестве связующего использовалась вода. Приготовленная обмазка наносилась на образцы толщиной 4-6 мм. Далее образцы помещались в электропечь. нагретую до 1 0 2 0 С Продолжительность диффузионного насыщения составляет 4 часа.Примеры конкретного выполнения заявленного состава и прототипа приведены в таблице.Способ залечивания трещин основан на идее ускорения диффузии атомов бора в местах микронесплошностей. т.е. в месте локального повышения плотности дислокаций и других дефектов кристаллической решетки после определенной стадии эксплуатации изделий Так как именно образование несплошностей является непосредственной причиной разрушения изделия. поэтому необходимо сразу технологическую оснастку снимать с эксплуатации пока микротрещины не достигли критического размера Процесс образования плотного диффузионного слоя в данном случае происходит следующим образом Сначала зародыши боридов и железа образуются в дефектных местах при поверхностном слое насыщаемого материала Первоначальное зарождение зародышей происходит как параллельно. так и перпендикулярно поверхности трещин В момент соприкосновения соседних кристаллов образовавшихся фаз рост кристаллов параллельно поверхности в трещине заканчивается Дальнейшее развитие этих кристаллов идет только в глубь матриць 1 как в подложке. так и в местах залеченных трещин благодаря диффузии атомов бора При этом атомы бора могут диффундировать к фронту реакций только через боридыНа разрезе опытных образцов измеряли толщину и глубину трещин до восстановления из обмазок и после. Увеличение ресурса работы пресс-форм для литья алюминиевых сплавов. снятых из-за появления на рабочей поверхности микротрещин. изучали по их стойко 777 7777 С 1 27777277сти после повторной термообработки с нанесением на ее рабочую поверхность обмазок предлагаемых составов.При введении железной окалины И закиси меди ниже предлагаемого предела эффективность залечивания микротрешин резко снижается 7 опыты 7 и 9 7. А введение этих же компонентов выше предлагаемого предела 7 опыты 7 и 7 7 7 нецелесообразно. т.к при этом не наблюдается лучших показателей При ниже предлагаемого предела либо карбида бора. либо фтористого натрия 7 опыты 7 и 7 7 наблюдается лечение трешин. меньших по глубине и толшине. При выше предлагаемого предела карбида бора и фтористого натрия 7 опыты 2 и 7 7 не наблюдается лучших показателей Уменьшение и увеличение количества бентонита 7 опыты 7 и 7 7 за пределы допускаемого отражаются в основном на технологичности обмазкиСодержание компонентов в составе.Лечение трещин Увеличение Состав Карбид Фтористь 1 й Бентонит Железная Закись Толшина. Глубина. ресурса в бора натрий окалина меди мкм мм съемах. шт 7 2 7 7 7 7 7 .7 7 7 7 2 7 7 7 7 7 7 7 .2 9 7 7 7 7 7 7 7 7 7 .7 7 7 7 7 7 7 7 7 7 7 7 9 7 7 7 7 7 7 7 7 7 .2 7 7 7 7 7 7 7 7 7 7 .2 9 7 7 7 7 7 7 7 9 7 7 .7 7 7 7 7 7 7 7 2 7 7 7 7 2 7 7 7 7 9 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 9 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 2 7 7 7 1 2 Про карбид бора 7 7-77. фтористый натрий 7 -7. ТОТИП шунгитовыи порошок 2 7 -7 7. окись олова 2 - 7 .7 2 7 77.бентонит 7-7Таким образом. как следует из результатов таблицы. состав 7 7 позволяет залечить наибольшие по толшине и глубине трешины и благодаря этому продлить работоспособность(в частности пресс-форм литья алюминия под давлением) стальных изделийНациональный Центр интеллектуальной собственности. 2 2 7 7 7 7 . г Минск. ул Козлова. 2 7 .
МПК / Метки
МПК: C23C 12/02
Метки: состав, устранения, стальных, изделий, обмазки, поверхностных, микродефектов
Код ссылки
<a href="https://by.patents.su/3-8873-sostav-obmazki-dlya-ustraneniya-poverhnostnyh-mikrodefektov-stalnyh-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Состав обмазки для устранения поверхностных микродефектов стальных изделий</a>
Состав обмазки для карбонитрирования
Номер патента: 3566
Опубликовано: 30.09.2000
Авторы: Глинкин Александр Петрович, Ливенцев Владимир Евгеньевич, Ливенцева Любовь Ивановна, Рищева Елена Иннокентьевна
МПК: C23C 12/02
Метки: состав, карбонитрирования, обмазки
Текст:
...и окисляться. Хлористый натрий способствует активации процесса. Желтая кровяная соль является поставщиком атомов углерода и прежде всего азота. Следует отметить, что все компоненты обмазки недорогие и недифицитны. Пример. Проводили диффузионное насыщение образцов из стали 4 Х 5 МФС размерами 401010 мм и внутренних поверхностей труб размерами 5050 мм, внутренним диаметром 40 мм. Порошковые компоненты взвешивались и смешивались. В качестве...
Состав обмазки для цементации
Номер патента: 3567
Опубликовано: 30.09.2000
Авторы: Глинкин Александр Петрович, Рищева Елена Иннокентьевна, Ливенцев Владимир Евгеньевич
МПК: C23C 12/02
Метки: обмазки, состав, цементации
Текст:
...защитной функции при высоких температурах. Желтая кровяная соль интенсифицирует процесс насыщения и является дополнительным поставщиком атомов углерода. Пример. Проводили диффузионное насыщение образцов стали 4 Х 5 МФС размерами 404010 мм и внутренних поверхностей труб размерами 5050 мм и внутренним диаметром 40 мм. Порошковые компоненты взвешивались и смешивались. В качестве связующего использовалась вода. Приготовленная обмазка...
Состав для диффузионного цинкования стальных изделий
Номер патента: 5968
Опубликовано: 30.03.2004
Авторы: Качалов Вадим Адольфович, Астрейко Людмила Александровна
МПК: C23C 10/28
Метки: изделий, цинкования, стальных, диффузионного, состав
Текст:
...изделий и ухудшает декоративные свойства стальных изделий. Другим недостатком данного способа является термодинамически обусловленная преимущественная коррозия покрытий по границам зерен, что приводит к местному разрушению покрытия. Техническая задача, решаемая изобретением, состоит в повышении коррозионной стойкости покрытий путем легирования границ зерен и улучшение декоративных свойств за счет придания цветности и уменьшения...
Состав обмазки для лазерного модифицирования самофлюсующихся никелевых сплавов
Номер патента: 7718
Опубликовано: 28.02.2006
Авторы: Зайцев Сергей Владимирович, Рак Евгения Анатольевна, Кардаполова Маргарита Анатольевна, Лишко Жанна Геннадьевна, Девойно Олег Георгиевич, Дьяченко Ольга Владимировна
МПК: C22C 19/03, B23K 35/00, C23C 12/00...
Метки: лазерного, модифицирования, никелевых, самофлюсующихся, состав, сплавов, обмазки
Текст:
...повышая пластичность и износостойкость сплава. Соотношение компонентов выбрано таким, чтобы максимально удовлетворить указанным целям. Увеличение количества бора выше заявленного ведут к образованию большого количества фазы 3, не приводящей к эффективному увеличению износостойкости изделий. Увеличение количества бора сверх заявленного приведет к сдвигу системы 3 от оптимального соотношения в сторону 3 и увеличению количества хрупких...
Смесь для комплексного диффузионного насыщения стальных деталей
Номер патента: 2197
Опубликовано: 30.06.1998
Автор: Ситкевич Михаил Васильевич
МПК: C23C 12/02
Метки: стальных, насыщения, комплексного, смесь, деталей, диффузионного
Текст:
...кварцевый песок, а в качестве нитридного соединения продукт карбонитрации порошка железа при следующем соотношении компонентов, мас. карбид бора 10 - 50 фтористый натрий 1 - 5 продукт карбонитрации порошка железа 3 - 10 кварцевый песок 25 - 82 древесные опилки 4 - 10. Данная смесь позволяет проводить процессы ХТО при длительных выдержках в камерных печах. При этом скорость образования диффузионных слоев увеличивается за счет комплексного...
Предыдущий патент: Композиция для покрытия
Следующий патент: Способ погружения винтозабивной сваи
Случайный патент: Забойный конвейер