Способ изготовления древесностружечных плит
Номер патента: 7176
Опубликовано: 30.06.2005
Авторы: Сацура Валентин Михайлович, ЦЫБУЛЬКО Надежда Николаевна, МАНДРИКОВА Александра Ивановна
Текст
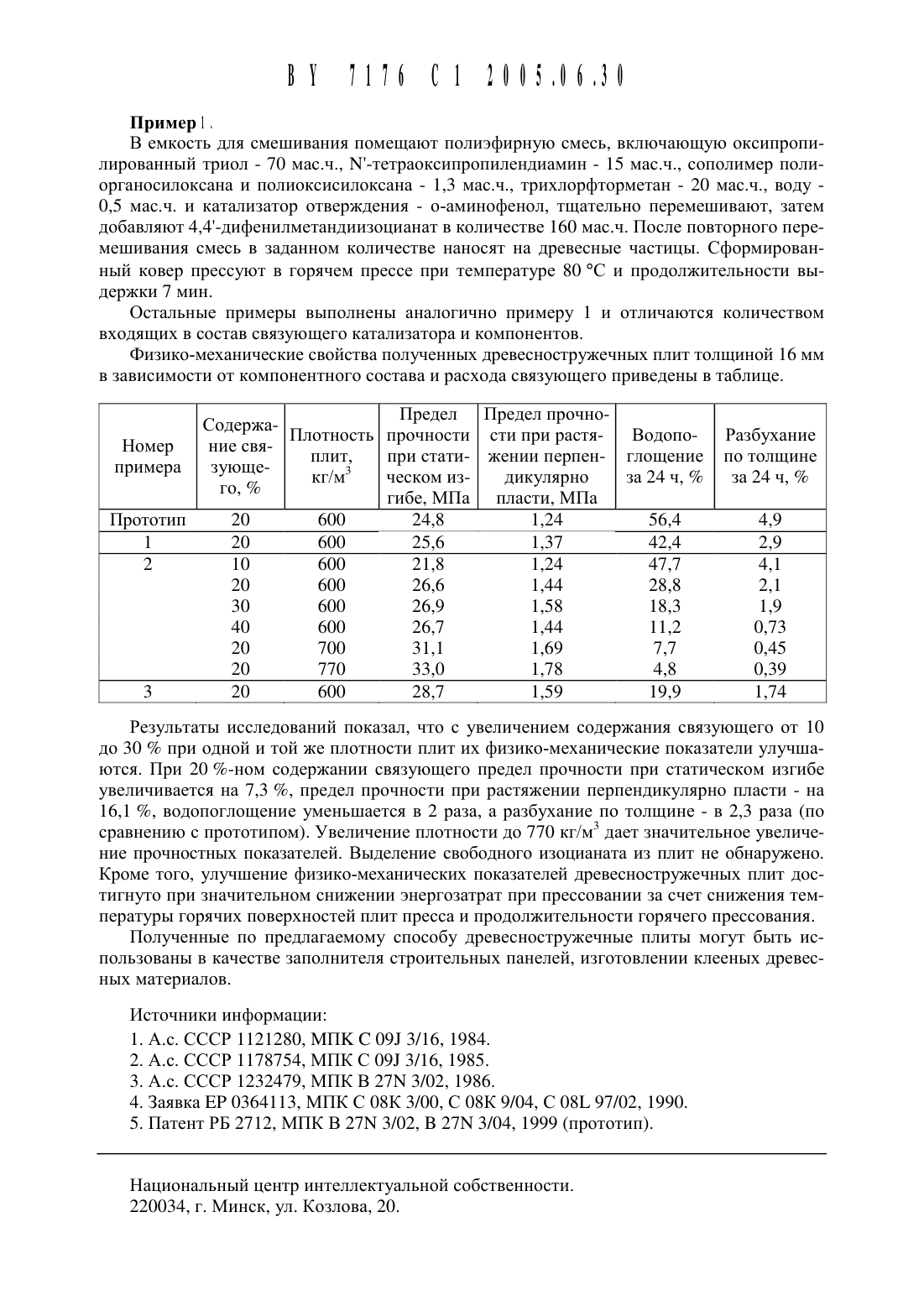
(51) В 2711 ЗИНА/М НАЦИОНАЛЬНЫЙ ЦЕНтР ИНТЕЛЛЕКТУАЛЬНОИ СОБСТВЕННОСТИ(54) СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ(71) Заявитель Учреждение образования Белорусский государственный технологический университет (ВУ)(72) Авторы СаЦура Валентин Михайлович Ць 1 булько Надежда Никола евна Мандрикова Александра Ивановна (ВУ)(73) Патентообладатель Учреждение образования Белорусский государственный технологический университетСпособ изготовления древесностружечных плит путем смешивания в массовом соотнощении 100(10-40) измельченной древесины и пенополиуретанового связующего, содержащего оксипропилированный триол, 1 Г-тетраоксипропилендиамин, сополимер полиорганосилоксана и полиоксисилоксана, трихлорфторметан, воду, 4,4-дифенилметандиизоцианат и катализатор отверждения, последующего формования ковра и горячего прессования смеси, отличающийся тем, что используют пенополиуретановое связующее, содержащее в качестве катализатора отверждения о-аминофенол, при следующем соотнощении компонентов, мас.ч.Изобретение относится к деревообрабатывающей промыщленности и может быть использовано при изготовлении клееных материалов, в частности древесностружечных плит, клееной древесины и др.Известны способы получения древесных плит путем перемещивания измельченной древесины, карбамидоформальдегидной смолы, катализатора отверждения и горячего прессования 1, 2, 3.Плиты, полученные по этим способам, имеют пониженную токсичность, однако данная проблема не рещена в полном объеме. При их изготовлении необходима высокая температура и резкое увеличение продолжительности горячего прессования в зависимости от толщины плит. Плиты отличаются сравнительно низкой водостойкостью.Известен способ получения клеевых древесных материалов путем перемещивания изоЦианатной композиции, взятой в качестве связующего, с лигноцеллюлозным наполнителем и дальнейщего горячего прессования. 4.Применяемое в данном случае изоцианатное связующее имеет усложненную И дорогостоящую технологию изготовления, а способ получения прессованных древесных материалов осуществляется при высокой температуре (до 220 С) И повышенном давлении.Наиболее близким по технической сущности и достигаемому результату к предлагаемому техническому решению является способ изготовления древесностружечных плит путем смешивания измельченной древесины с пенополиуретановым связующим, формирования ковра и дальнейшего его горячего прессования 5.Недостатком данного технического решения является ограниченность и дефицитность используемого катализатора отверждения, а также высокая энергоемкость технологиче ского процесса, связанного с необходимостью нагрева плит пресса до 100 С и продолжительностью горячего прессования не менее 8 мин.Задачей, на решение которой направлено заявляемое изобретение, является улучшение физико-механических свойств древесностружечных плит, снижение энергопотребления при их изготовлении, расширение ассортимента пенополиуретановых связующих путем подбора катализаторов отверждения.Для осуществления поставленной задачи предложен способ изготовления древесностружечных плит путем смешивания в массовом соотношении 100(10-40) измельченной древесины и пенополиуретанового связующего, содержащего оксипропилированный триол, 1 Г-тетраоксипропилендиамин, сополимер полиорганосилоксана и полиоксисилосана,трихлорфторметан, воду, 4,4-дифенилметандиизоцианат и катализатор отверждения, последующего формирования ковра и горячего прессования смеси, отличающийся тем, что используют пенополиуретановое связующее, содержащее в качестве катализатора отверждения о-аминофенол, при следующем соотношении компонентов, мас.ч.Сущностью заявляемого способа изготовления древесностружечных плит является использование в пенополиуретановом связующем в качестве смеси простых полиэфиров оксипропилированного триола в количестве 70-85 мас.ч. и Ы-тетраоксипропилендиамина в количестве 15-30 мас.ч., в качестве стабилизатора пены - сополимера полиорганосилоксана и полиоксисилоксана в количестве 1,3-2,0 мас.ч., в качестве вспенивающего агента трихлорфторметана в количестве 20-45 мас.ч. и воды в количестве 0,5-1,0, в качестве катализатора отверждения - о-аминофенола в количестве 0,1-1,5 мас.ч., а также 4,4-дифенилметандиизоцианат в количестве 160-180 мас.ч.Отличительной особенностью способа является использование в составе связующего в качестве катализатора отверждения о-аминофенола.Достоинством предлагаемого способа является использование нового катализатора отверждения в рецептуре связующего для изготовления древесностружечных плит, обеспечивающего значительное снижение температуры прессования (до 80 С) и получение нетоксичных плит с улучшенными физико-механическими свойствами, а также сохранение постоянной продолжительности прессования (7 1 2 мин) независимо от толщины плиты. Способ обеспечивает получение теплозвукоизоляционных плит строительного назначения - заполнителя перегородок, наружных стен малоэтажных деревянных домов и др.Процесс изготовления древесностружечных плит по предлагаемому способу включает следующие операции приготовление пенополиуретанового связующего путем тщательного и последовательного перемешивания его компонентного состава, нанесение связующего на древесные частицы, формирование ковра и его прессование с последующей технологической выдержкой полученных древесностружечных плит в стопах.Изобретение поясняется конкретными примерами.В емкость для смешивания помещают полиэфирную смесь, включающую оксипропилированнь 1 й триол - 70 мас.ч., М-тетраоксипропилендиамин - 15 мас.ч., сополимер полиорганосилоксана и полиоксисилоксана - 1,3 мас.ч., трихлорфторметан - 20 мас.ч., воду 0,5 мас.ч. и катализатор отверждения - о-аминофенол, тщательно перемещивают, затем добавляют 4,4-дифенилметандиизоцианат в количестве 160 мас.ч. После повторного перемещивания смесь в заданном количестве наносят на древесные частицы. Сформированный ковер прессуют в горячем прессе при температуре 80 С и продолжительности вь 1 держки 7 мин.Остальные примеры выполнены аналогично примеру 1 и отличаются количеством входящих в состав связующего катализатора и компонентов.Физико-механические свойства полученных древесностружечных плит толщиной 16 мм в зависимости от компонентного состава и расхода связующего приведены в таблице.содержа П Предел Предел прочнолотность прочности сти при растя- Водопо- Разбухание Номер ние свя плит, при стати- жении перпен- глощение по толщине Примера Зщше кг/м 3 ческом из- дикулярно за 24 ч, за 24 ч, О о гибе, МПа пласти, МПа Прототип 20 600 24, 8 1,24 56,4 4,9 1 20 600 25,6 1,37 42,4 2,9 2 10 600 21,8 1,24 47,7 4,1 20 600 26,6 1,44 28,8 2,1 30 600 26,9 1,58 18,3 1,9 40 600 26,7 1,44 11,2 0,73 20 700 31,1 1,69 7,7 0,45 20 770 33,0 1,78 4,8 0,39 3 20 600 28,7 1,59 19,9 1,74Результаты исследований показал, что с увеличением содержания связующего от 10 до 30 при одной и той же плотности плит их физико-механические показатели улучшаются. При 20 -ном содержании связующего предел прочности при статическом изгибе увеличивается на 7,3 , предел прочности при растяжении перпендикулярно пласти - на 16,1 , водопоглощение уменьщается в 2 раза, а разбухание по толщине - в 2,3 раза (по сравнению с прототипом). Увеличение плотности до 770 кг/м 3 дает значительное увеличение прочностных показателей. Выделение свободного изоЦианата из плит не обнаружено. Кроме того, улучщение физико-механических показателей древесностружечных плит достигнуто при значительном снижении энергозатрат при прессовании за счет снижения температуры горячих поверхностей плит пресса и продолжительности горячего прессования.Полученные по предлагаемому способу древесностружечные плиты могут быть использованы в качестве заполнителя строительных панелей, изготовлении клееных древесных материалов.Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
Метки: изготовления, древесностружечных, способ, плит
Код ссылки
<a href="https://by.patents.su/3-7176-sposob-izgotovleniya-drevesnostruzhechnyh-plit.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления древесностружечных плит</a>
Способ изготовления древесностружечных плит
Номер патента: 2712
Опубликовано: 30.03.1999
Авторы: Жарская Тамара Александровна, МАНДРИКОВА Александра Ивановна, Сацура Валентин Михайлович, САЦУРА Андрей Валентинович
Метки: плит, изготовления, способ, древесностружечных
Текст:
...ковра и его горячего прессования, при следующем соотношении ингредиентов, мас.ч. измельченная древесина-10-40. Сущностью заявляемого способа изготовления древесностружечных плит является введение новых отличительных признаков в новой совокупности для достижения поставленной цели, в частности использование нового многокомпонентного связующего. Отличительной особенностью способа является использование в составе связующего в качестве...
Способ изготовления древесностружечных плит
Номер патента: 2708
Опубликовано: 30.03.1999
Авторы: Жарская Тамара Александровна, ЦЫБУЛЬКО Надежда Николаевна, Марцуль Владимир Николаевич, МАНДРИКОВА Александра Ивановна, Сацура Валентин Михайлович
Метки: древесностружечных, способ, плит, изготовления
Текст:
...изготовления древесностружечных плит является введение новых отличительных признаков в новой совокупности для достижения поставленной цели, в частности использование нового многокомпонентного связующего. Отличительной особенностью способа является использование в составе связующего в качестве катализатора отверждения - 4-хлор-5-бромсалициланилида, а также смеси простых полиэфиров - оксипропилированного триола-лапрола 503 М и...
Способ изготовления древесностружечных плит
Номер патента: 2711
Опубликовано: 30.03.1999
Авторы: САЦУРА Андрей Валентинович, Жарская Тамара Александровна, Сацура Валентин Михайлович, МАНДРИКОВА Александра Ивановна
Метки: изготовления, способ, плит, древесностружечных
Текст:
...пенополиуретановое связующее 10-40. Сущностью заявляемого способа изготовления древесностружечных плит является введение новых отличительных признаков в новой совокупности для достижения поставленной цели, в частности использование нового многокомпонентного связующего. Отличительной особенностью способа является использование в составе связующего в качестве катализатора отверждения о-аминокапроновой кислоты, а также смеси простых полиэфиров -...
Способ изготовления древесностружечных плит
Номер патента: 2709
Опубликовано: 30.03.1999
Авторы: Жарская Тамара Александровна, ЦЫБУЛЬКО Надежда Николаевна, САЦУРА Андрей Валентинович, МАРЦУЛЬ Ввладимир Николаевич, Сацура Валентин Михайлович
Метки: способ, плит, изготовления, древесностружечных
Текст:
...отличительных признаков в новой совокупности для достижения поставленной цели, в частности использование нового многокомпонентного связующего. Отличительной особенностью способа является использование в составе связующего в качестве катализатора отверждения смеси трихлорэтилфосфата и дифенилкарбазида, а также смеси простых полиэфиров оксипропилированного триола-лапрола 503 М и -тетраоксипропилендиамина, стабилизатора пены КЭП-1 сополимера...
Способ изготовления древесностружечных плит
Номер патента: 2710
Опубликовано: 30.03.1999
Авторы: Марцуль Владимир Николаевич, Сацура Валентин Михайлович, САЦУРА Андрей Валентинович, ЦЫБУЛЬКО Надежда Николаевна, Жарская Тамара Александровна
Метки: древесностружечных, изготовления, способ, плит
Текст:
...плит является введение новых отличительных признаков в новой совокупности для достижения поставленной цели, в частности использование нового многокомпонентного связующего. Отличительной особенностью способа является использование в составе связующего в качестве катализатора отверждения смеси 2-нафтол-(1-азо-2)-4-хлор-фенол-6-сульфокислоты натриевой соли и талька, а также смеси простых полиэфиров - оксипропилированного...
Предыдущий патент: Шихта для изготовления износостойкого петроситалла
Следующий патент: Способ изготовления древесностружечных плит
Случайный патент: Способ оценки динамики кислородтранспортной функции крови