Способ изготовления древесностружечных плит
Номер патента: 6161
Опубликовано: 30.06.2004
Авторы: Чувашов Виктор Владимирович, Хоровьева Людмила Ивановна, Снопков Василий Борисович, Шаринец Петр Никифорович, Пикулин Игорь Анатольевич, Вериго Станислава Викторовна, Коротченко Геннадий Васильевич
Текст
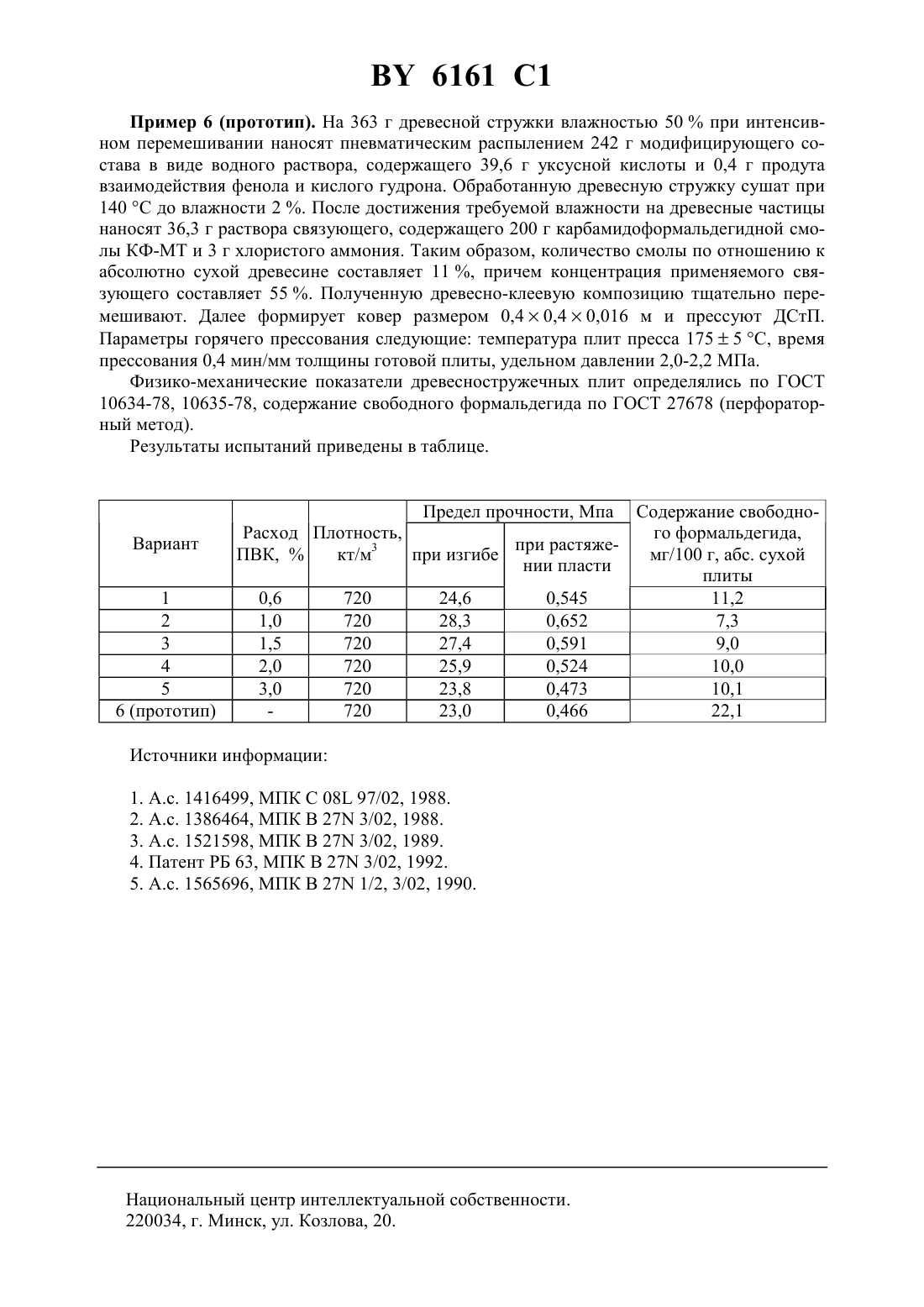
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ(71) Заявитель Открытое акционерное общество Речицадрев(72) Авторы Снопков Василий Борисович Пикулин Игорь Анатольевич Коротченко Геннадий Васильевич Шаринец Петр Никифорович Хоровьева Людмила Ивановна Вериго Станислава Викторовна Чувашов Виктор Владимирович(73) Патентообладатель Открытое акционерное общество Речицадрев(57) Способ изготовления древесностружечных плит, включающий изготовление древесной стружки, обработку стружки модифицирующим составом и ее сушку, смешивание стружки со связующим на основе карбамидоформальдегидной смолы, формирование ковра и горячее прессование, отличающийся тем, что в качестве модифицирующего состава используют раствор полиметаллического водного концентрата из расчета по сухому веществу 0,6-3,0 мас.от количества стружки.(56)1565696 1, 1990.485884, 1975.1049510 , 1983.93009526 , 1996.2452378 1, 1976.87/02929 1. Изобретение относится к деревообрабатывающей промышленности, а именно к способам получения древесностружечных плит. Известен состав для изготовления древесностружечных плит, который, с целью повышения физико-механических показателей плит и уменьшения выделения свободного формальдегида, в качестве отвердителя содержит контакт Петрова и стеарокс (смесь полиэтиленгликолевых эфиров стеариновой кислоты) 1/1. Недостатком описываемого состава является его многокомпонентность, высокая стоимость и дефицитность контакта Петрова. Известны способы изготовления древесностружечных плит, в которых с целью повышения физико-механических показателей плит предусмотрена двухстадийная обработка древесной стружки компонентами связующего. По одному из указанных способов 2 стружку обрабатывают сначала лигносульфонатами, а после 20-25 минутной выдержки термореактивной смолой. Другой способ 3 рекомендуют на первой стадии обрабатывать 6161 1 стружку лигносульфонатами, а на второй - карбамидоформальдегидной смолой совместно с отвердителем и альбумином. Недостатком обоих способов является необходимость установки дополнительного оборудования смесителя и бункера для выдержки обработанной на первой стадии стружки. Известен способ изготовления малотоксичных древесностружечных плит 4, который задачу снижения содержания свободного формальдегида в плитах решает путем введения в связующее карбамида и модифицирующей обработки стружки перед сушкой составом,содержащим карбамид и лигносульфонаты. Недостатком этого способа является необходимость длительной выдержки связующего после ввода карбамида (3-5 суток), а также невысокие показатели пределов прочности плит на изгиб и на растяжение перпендикулярно пласти плиты. Наиболее близким к заявляемому является способ получения древесно-клеевой композиции 5, который с целью повышения физико-механических показателей плит предусматривает обработку стружки перед сушкой составом на основе уксусной кислоты,дополнительно включающим продукт взаимодействия фенола с кислым гудроном. Недостатком этого способа являются использование при его реализации дорогостоящих веществ(уксусной кислоты, фенола), недостаточно высокие физико-механические показатели получаемых плит и сравнительно высокое содержание в них свободного формальдегида. Цель изобретения - повышение физико-механических показателей древесностружечных плит и снижение содержания свободного формальдегида в плитах. Поставленная цель достигается путем обработки древесной стружки перед сушкой водным раствором полиметаллического водного концентрата (ПВК). Изготовленные таким способом древесностружечные плиты имеют повышенную прочность при изгибе и при растяжении перпендикулярно пласти плиты и пониженное содержание свободного формальдегида. Полиметаллический водный концентрат представляет собой водносолевой рассол, который является побочным продуктом, извлекаемым из нефтяных месторождений на территории Гомельской области. Находясь на поверхности древесины, полиметаллический водный концентрат изменяет краевой угол смачивания смолой, в результате чего происходит лучшее растекание смолы по поверхности древесной стружки и, как следствие этого, увеличивается прочность клеевого шва. Это и оказывает положительное влияние на физико-механические показатели ДСтП. Полиметаллический водный концентрат углубляет процесс поликонденсации смолы,что в конечном итоге приводит к снижению содержания свободного формальдегида в готовых плитах. Пример 1. Измельченную стружку влажностью 65 в количестве 421 г обрабатывают 12,9 г 20 -ного раствора полиметаллического водного концентрата. Таким образом расход модифицирующего раствора - 0,6 по сухим веществам. Нанесение раствора на стружку осуществляют пневматическим распылением. Древесную стружку сушат при температуре 100-130 до влажности 2 . После сушки стружку обрабатывают связующим на основе карбамидоформальдегидной смолы, содержащим 68,5 г карбамидоформальдегидной смолы концентрацией 65 и 2,2 г раствора хлористого аммония концентрацией 20 . Полученную древесно-клеевую композицию тщательно перемешивают. Далее формирует ковер размером 0,210,17 м и прессуют ДСтП. Режим горячего прессования следующий температура плит пресса 1755 , время прессования 0,4 мин/мм толщины готовой плиты, удельном давлении 2,0 МПа. Толщина получаемых плит - 16 мм. Примеры 2-5. Условия изготовления плит такие же, как и в примере 1, за исключением количества модифицирующего раствора, наносимого на древесную стружку перед сушкой, которое составляет 1,0 1,5 2,0 3,0 по сухим веществам. 2 6161 1 Пример 6 (прототип). На 363 г древесной стружки влажностью 50 при интенсивном перемешивании наносят пневматическим распылением 242 г модифицирующего состава в виде водного раствора, содержащего 39,6 г уксусной кислоты и 0,4 г продута взаимодействия фенола и кислого гудрона. Обработанную древесную стружку сушат при 140 до влажности 2 . После достижения требуемой влажности на древесные частицы наносят 36,3 г раствора связующего, содержащего 200 г карбамидоформальдегидной смолы КФ-МТ и 3 г хлористого аммония. Таким образом, количество смолы по отношению к абсолютно сухой древесине составляет 11 , причем концентрация применяемого связующего составляет 55 . Полученную древесно-клеевую композицию тщательно перемешивают. Далее формирует ковер размером 0,40,40,016 м и прессуют ДСтП. Параметры горячего прессования следующие температура плит пресса 1755 , время прессования 0,4 мин/мм толщины готовой плиты, удельном давлении 2,0-2,2 МПа. Физико-механические показатели древесностружечных плит определялись по ГОСТ 10634-78, 10635-78, содержание свободного формальдегида по ГОСТ 27678 (перфораторный метод). Результаты испытаний приведены в таблице. Предел прочности, Мпа Содержание свободного формальдегида,Расход Плотность,при растяже 3 ПВК,кт/м мг/100 г, абс. сухой при изгибе нии пласти плиты 0,6 720 24,6 0,545 11,2 1,0 720 28,3 0,652 7,3 1,5 720 27,4 0,591 9,0 2,0 720 25,9 0,524 10,0 3,0 720 23,8 0,473 10,1 720 23,0 0,466 22,1 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B27N 3/02
Метки: древесностружечных, изготовления, способ, плит
Код ссылки
<a href="https://by.patents.su/3-6161-sposob-izgotovleniya-drevesnostruzhechnyh-plit.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления древесностружечных плит</a>
Способ изготовления малотоксичных древесностружечных плит
Номер патента: 63
Опубликовано: 30.09.1994
Авторы: Богуш В. Д., Хоровьева Л. И., Соловьева Т. В., Максименко В. В., Хмызов И. А., Гловацкий Г. Г., Янушко Е. В., Верига С. В., Снопков В. Б.
МПК: B27N 3/02
Метки: малотоксичных, способ, изготовления, древесностружечных, плит
Текст:
...полученного смешиванием 16.5 г водного раствора хлористогоаммония концентрацией 20 33 г парафи новой эмульсии. 329 г карбамидоформальдегидной смолы концентрацией 65 и 21.4древесно-клеевую композицию тщательно перемешивают. Далее формируют ковер ипрессуют ДСП по режимшуказанному в примере 1Физике-механические показатели дре весностружечных плит определялись по ГОСТ 10634-78. 10635-78. содержание сво бодно формальдегида пооГОСТ-276 Т...
Способ изготовления малотоксичных древесностружечных плит
Номер патента: 5512
Опубликовано: 30.09.2003
Авторы: Кирикович Константин Васильевич, Соловьева Тамара Владимировна, Тишин Юрий Дмитриевич, Юхновец Анатолий Иванович, Хмызов Игорь Анатольевич, Нурсеитов Адам Нуржигитович, Ходынюк Алла Петровна, Снопков Василий Борисович, Грошев Иван Михайлович
МПК: B27N 3/02
Метки: изготовления, древесностружечных, способ, плит, малотоксичных
Текст:
...составом - водным раствором, содержащим 10 карбамида и 1 сульфата аммония, в количестве 193 г. (1,2 сухих веществ модифицирующего состава к массе а.с. древесины). Затем стружку сушат. После сушки стружку обрабатывают связующим, содержащим 352 г. карбамидоформальдегидных олигомеров марки КФ-НП концентрацией 55(расход 12 а.с. олигомеров к массе а.с. древесины), отвердителем (15 -ным раствором сульфата аммония) в количестве 12,9 г.,...
Способ изготовления древесностружечных плит
Номер патента: 2712
Опубликовано: 30.03.1999
Авторы: МАНДРИКОВА Александра Ивановна, Жарская Тамара Александровна, Сацура Валентин Михайлович, САЦУРА Андрей Валентинович
Метки: древесностружечных, способ, плит, изготовления
Текст:
...ковра и его горячего прессования, при следующем соотношении ингредиентов, мас.ч. измельченная древесина-10-40. Сущностью заявляемого способа изготовления древесностружечных плит является введение новых отличительных признаков в новой совокупности для достижения поставленной цели, в частности использование нового многокомпонентного связующего. Отличительной особенностью способа является использование в составе связующего в качестве...
Способ изготовления древесностружечных плит
Номер патента: 2708
Опубликовано: 30.03.1999
Авторы: Марцуль Владимир Николаевич, Жарская Тамара Александровна, ЦЫБУЛЬКО Надежда Николаевна, МАНДРИКОВА Александра Ивановна, Сацура Валентин Михайлович
Метки: изготовления, древесностружечных, плит, способ
Текст:
...изготовления древесностружечных плит является введение новых отличительных признаков в новой совокупности для достижения поставленной цели, в частности использование нового многокомпонентного связующего. Отличительной особенностью способа является использование в составе связующего в качестве катализатора отверждения - 4-хлор-5-бромсалициланилида, а также смеси простых полиэфиров - оксипропилированного триола-лапрола 503 М и...
Способ изготовления древесностружечных плит
Номер патента: 2711
Опубликовано: 30.03.1999
Авторы: Сацура Валентин Михайлович, МАНДРИКОВА Александра Ивановна, Жарская Тамара Александровна, САЦУРА Андрей Валентинович
Метки: способ, плит, древесностружечных, изготовления
Текст:
...пенополиуретановое связующее 10-40. Сущностью заявляемого способа изготовления древесностружечных плит является введение новых отличительных признаков в новой совокупности для достижения поставленной цели, в частности использование нового многокомпонентного связующего. Отличительной особенностью способа является использование в составе связующего в качестве катализатора отверждения о-аминокапроновой кислоты, а также смеси простых полиэфиров -...
Предыдущий патент: Антисептический состав для защиты древесины от биоразрушения и способ его получения
Случайный патент: Нож для кормоуборочных машин