Инструмент для притирки и доводки металлических поверхностей
Номер патента: 5923
Опубликовано: 30.03.2004
Авторы: Кухарев Александр Анатольевич, Чигринов Виталий Евгеньевич, Чигринова Наталья Михайловна
Текст
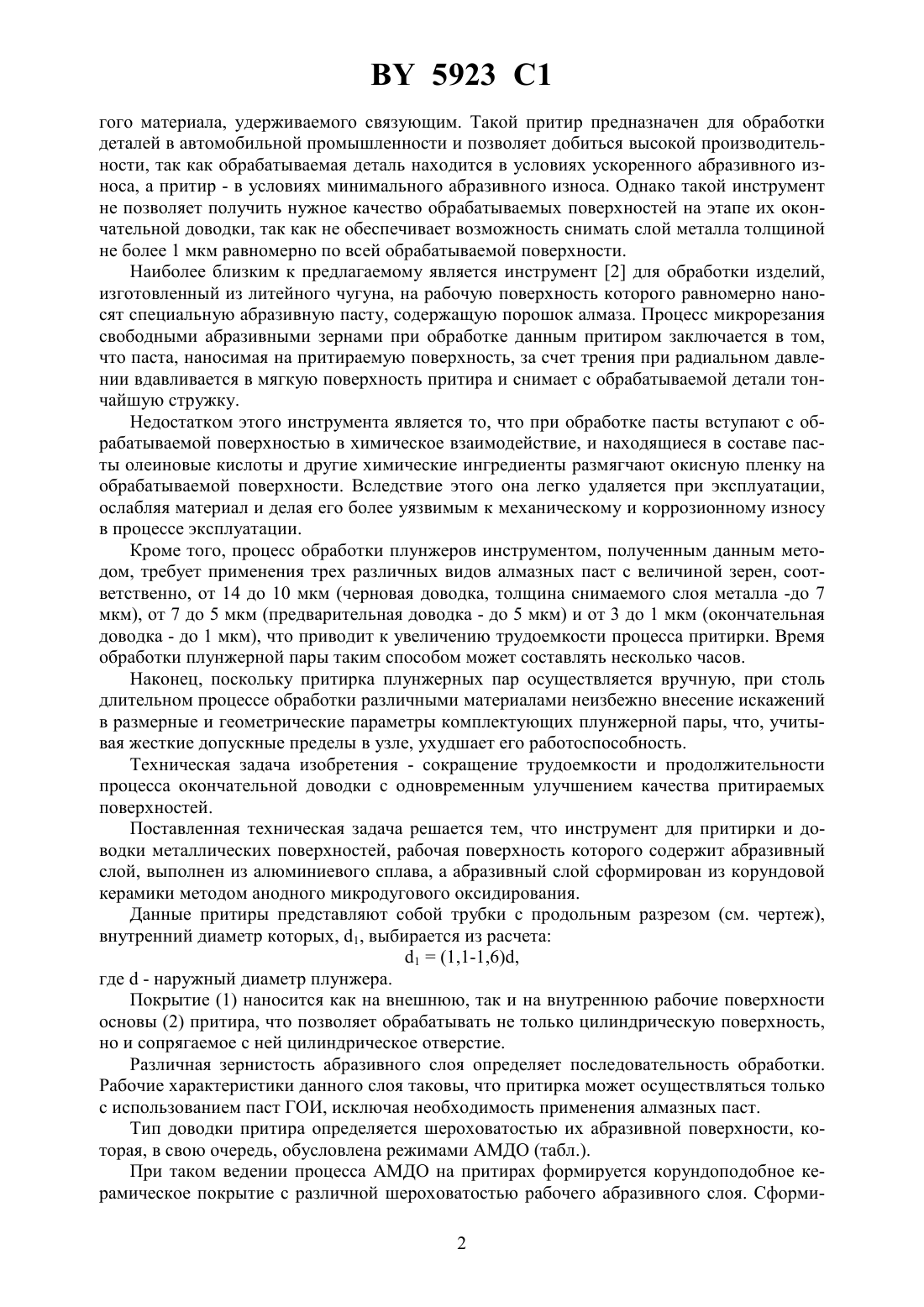
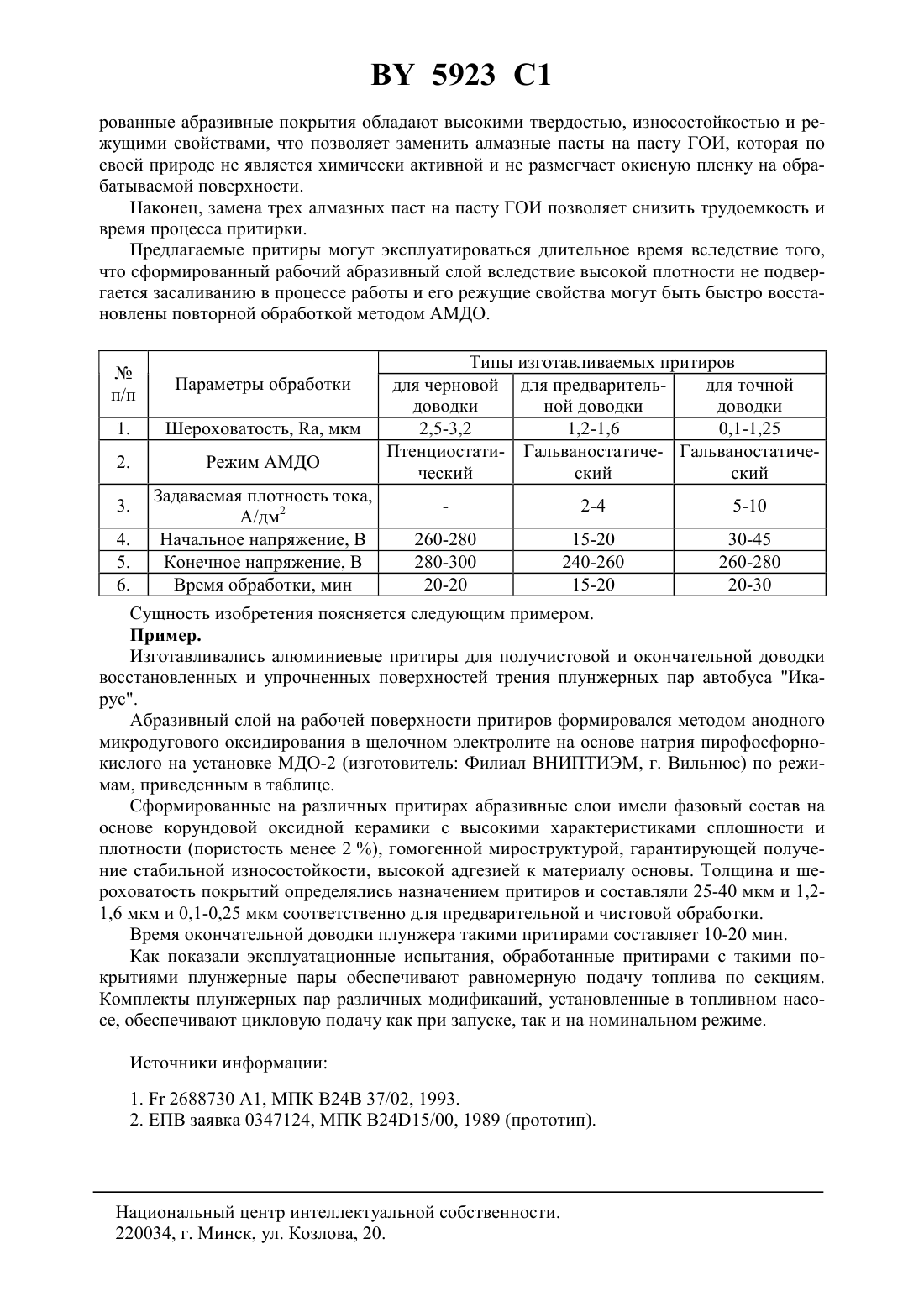
24 37/02, 25 11/02 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ИНСТРУМЕНТ ДЛЯ ПРИТИРКИ И ДОВОДКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Чигринова Наталья Михайловна Чигринов Виталий Евгеньевич Кухарев Александр Анатольевич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Инструмент для притирки и доводки металлических поверхностей, рабочая поверхность которого содержит абразивный слой, отличающийся тем, что он выполнен из алюминиевого сплава, а абразивный слой сформирован из корундовой керамики методом анодного микродугового оксидирования. Изобретение относится к металлообработке, в частности к абразивному инструменту для обработки поверхностей составных частей топливной аппаратуры для автотранспортной техники, например плунжерных пар. Известен притир 1, подложка которого представляет собой стальную основу, на которую осаждается абразив в виде зерен алмаза или алмазоподобного материала, или дру 5923 1 гого материала, удерживаемого связующим. Такой притир предназначен для обработки деталей в автомобильной промышленности и позволяет добиться высокой производительности, так как обрабатываемая деталь находится в условиях ускоренного абразивного износа, а притир - в условиях минимального абразивного износа. Однако такой инструмент не позволяет получить нужное качество обрабатываемых поверхностей на этапе их окончательной доводки, так как не обеспечивает возможность снимать слой металла толщиной не более 1 мкм равномерно по всей обрабатываемой поверхности. Наиболее близким к предлагаемому является инструмент 2 для обработки изделий,изготовленный из литейного чугуна, на рабочую поверхность которого равномерно наносят специальную абразивную пасту, содержащую порошок алмаза. Процесс микрорезания свободными абразивными зернами при обработке данным притиром заключается в том,что паста, наносимая на притираемую поверхность, за счет трения при радиальном давлении вдавливается в мягкую поверхность притира и снимает с обрабатываемой детали тончайшую стружку. Недостатком этого инструмента является то, что при обработке пасты вступают с обрабатываемой поверхностью в химическое взаимодействие, и находящиеся в составе пасты олеиновые кислоты и другие химические ингредиенты размягчают окисную пленку на обрабатываемой поверхности. Вследствие этого она легко удаляется при эксплуатации,ослабляя материал и делая его более уязвимым к механическому и коррозионному износу в процессе эксплуатации. Кроме того, процесс обработки плунжеров инструментом, полученным данным методом, требует применения трех различных видов алмазных паст с величиной зерен, соответственно, от 14 до 10 мкм (черновая доводка, толщина снимаемого слоя металла -до 7 мкм), от 7 до 5 мкм (предварительная доводка - до 5 мкм) и от 3 до 1 мкм (окончательная доводка - до 1 мкм), что приводит к увеличению трудоемкости процесса притирки. Время обработки плунжерной пары таким способом может составлять несколько часов. Наконец, поскольку притирка плунжерных пар осуществляется вручную, при столь длительном процессе обработки различными материалами неизбежно внесение искажений в размерные и геометрические параметры комплектующих плунжерной пары, что, учитывая жесткие допускные пределы в узле, ухудшает его работоспособность. Техническая задача изобретения - сокращение трудоемкости и продолжительности процесса окончательной доводки с одновременным улучшением качества притираемых поверхностей. Поставленная техническая задача решается тем, что инструмент для притирки и доводки металлических поверхностей, рабочая поверхность которого содержит абразивный слой, выполнен из алюминиевого сплава, а абразивный слой сформирован из корундовой керамики методом анодного микродугового оксидирования. Данные притиры представляют собой трубки с продольным разрезом (см. чертеж),внутренний диаметр которых, 1, выбирается из расчета 1(1,1-1,6),где- наружный диаметр плунжера. Покрытие (1) наносится как на внешнюю, так и на внутреннюю рабочие поверхности основы (2) притира, что позволяет обрабатывать не только цилиндрическую поверхность,но и сопрягаемое с ней цилиндрическое отверстие. Различная зернистость абразивного слоя определяет последовательность обработки. Рабочие характеристики данного слоя таковы, что притирка может осуществляться только с использованием паст ГОИ, исключая необходимость применения алмазных паст. Тип доводки притира определяется шероховатостью их абразивной поверхности, которая, в свою очередь, обусловлена режимами АМДО (табл.). При таком ведении процесса АМДО на притирах формируется корундоподобное керамическое покрытие с различной шероховатостью рабочего абразивного слоя. Сформи 2 5923 1 рованные абразивные покрытия обладают высокими твердостью, износостойкостью и режущими свойствами, что позволяет заменить алмазные пасты на пасту ГОИ, которая по своей природе не является химически активной и не размегчает окисную пленку на обрабатываемой поверхности. Наконец, замена трех алмазных паст на пасту ГОИ позволяет снизить трудоемкость и время процесса притирки. Предлагаемые притиры могут эксплуатироваться длительное время вследствие того,что сформированный рабочий абразивный слой вследствие высокой плотности не подвергается засаливанию в процессе работы и его режущие свойства могут быть быстро восстановлены повторной обработкой методом АМДО. Типы изготавливаемых притиров для черновой для предварительдля точной доводки ной доводки доводки 2,5-3,2 1,2-1,6 0,1-1,25 Птенциостати- Гальваностатиче- Гальваностатичеческий ский ский Сущность изобретения поясняется следующим примером. Пример. Изготавливались алюминиевые притиры для получистовой и окончательной доводки восстановленных и упрочненных поверхностей трения плунжерных пар автобуса Икарус. Абразивный слой на рабочей поверхности притиров формировался методом анодного микродугового оксидирования в щелочном электролите на основе натрия пирофосфорнокислого на установке МДО-2 (изготовитель Филиал ВНИПТИЭМ, г. Вильнюс) по режимам, приведенным в таблице. Сформированные на различных притирах абразивные слои имели фазовый состав на основе корундовой оксидной керамики с высокими характеристиками сплошности и плотности (пористость менее 2 ), гомогенной мироструктурой, гарантирующей получение стабильной износостойкости, высокой адгезией к материалу основы. Толщина и шероховатость покрытий определялись назначением притиров и составляли 25-40 мкм и 1,21,6 мкм и 0,1-0,25 мкм соответственно для предварительной и чистовой обработки. Время окончательной доводки плунжера такими притирами составляет 10-20 мин. Как показали эксплуатационные испытания, обработанные притирами с такими покрытиями плунжерные пары обеспечивают равномерную подачу топлива по секциям. Комплекты плунжерных пар различных модификаций, установленные в топливном насосе, обеспечивают цикловую подачу как при запуске, так и на номинальном режиме. Источники информации 1.2688730 А 1, МПК В 24 В 37/02, 1993. 2. ЕПВ заявка 0347124, МПК 2415/00, 1989 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B24B 37/02, B24D 15/00, C25D 11/02
Метки: металлических, поверхностей, инструмент, притирки, доводки
Код ссылки
<a href="https://by.patents.su/3-5923-instrument-dlya-pritirki-i-dovodki-metallicheskih-poverhnostejj.html" rel="bookmark" title="База патентов Беларуси">Инструмент для притирки и доводки металлических поверхностей</a>
Способ доводки сферических поверхностей
Номер патента: 3380
Опубликовано: 30.06.2000
Авторы: Климович Федор Федорович, Козерук Альбин Степанович, Филонов Игорь Павлович, Федорцев Ростислав Валерьевич
МПК: B24B 11/00, B24B 13/02
Метки: способ, поверхностей, доводки, сферических
Текст:
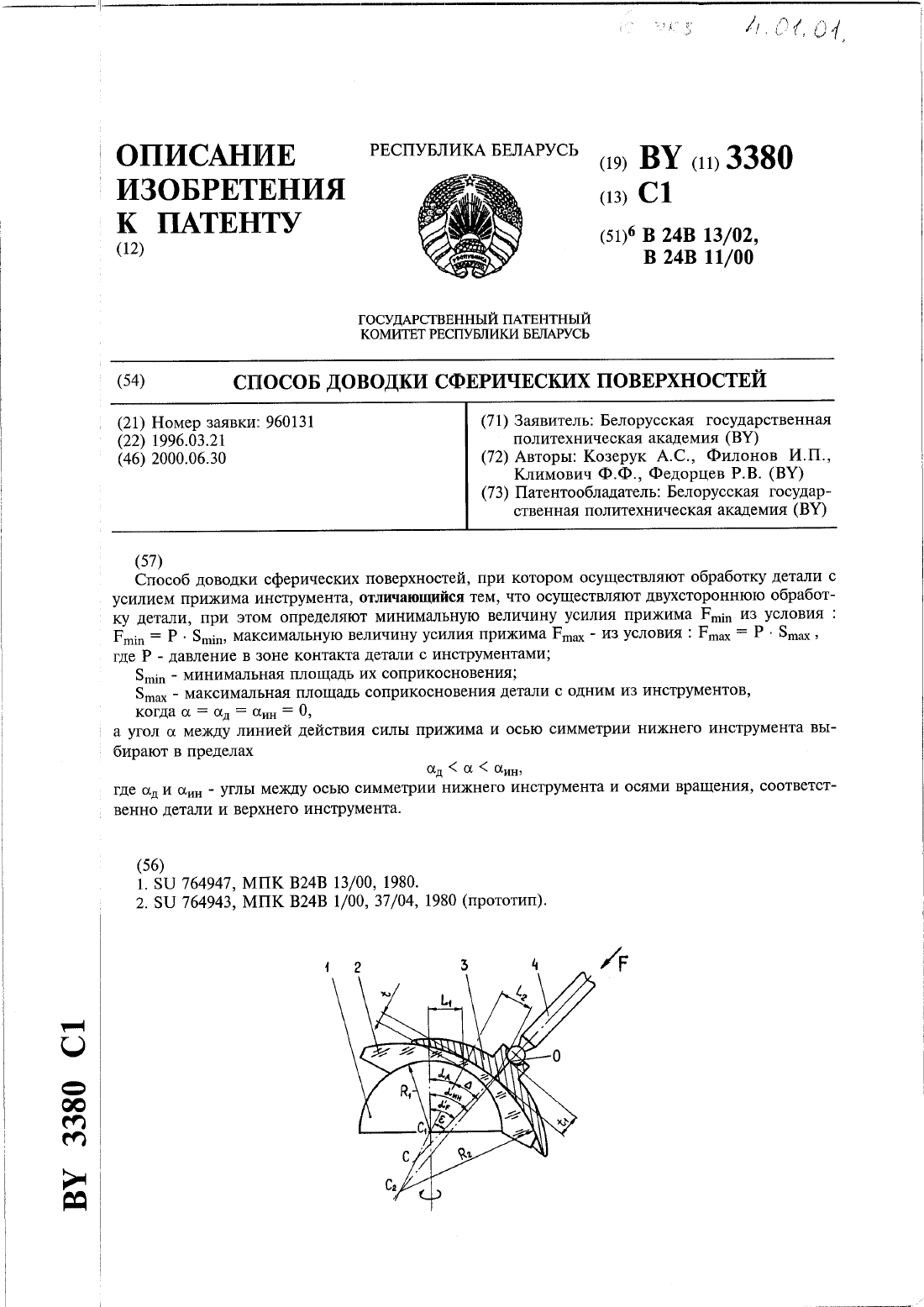
...возможностью вращения вокруг своих Центральных осей, которое сообщается им от нижнего инструмента за счет сил трения между соприкасающимися поверхностями, так и возвратно-вращательного перемещения от отдельных исполнительных механизмов станка (не показаны). Перемещение детали происходит по рабочей поверхности инструмента 1, с которой она соприкасается одной из своих поверхностей, а инструмента 3 - по второй поверхности детали. При этом...
Инструмент для пневмовибродинамической обработки плоских поверхностей
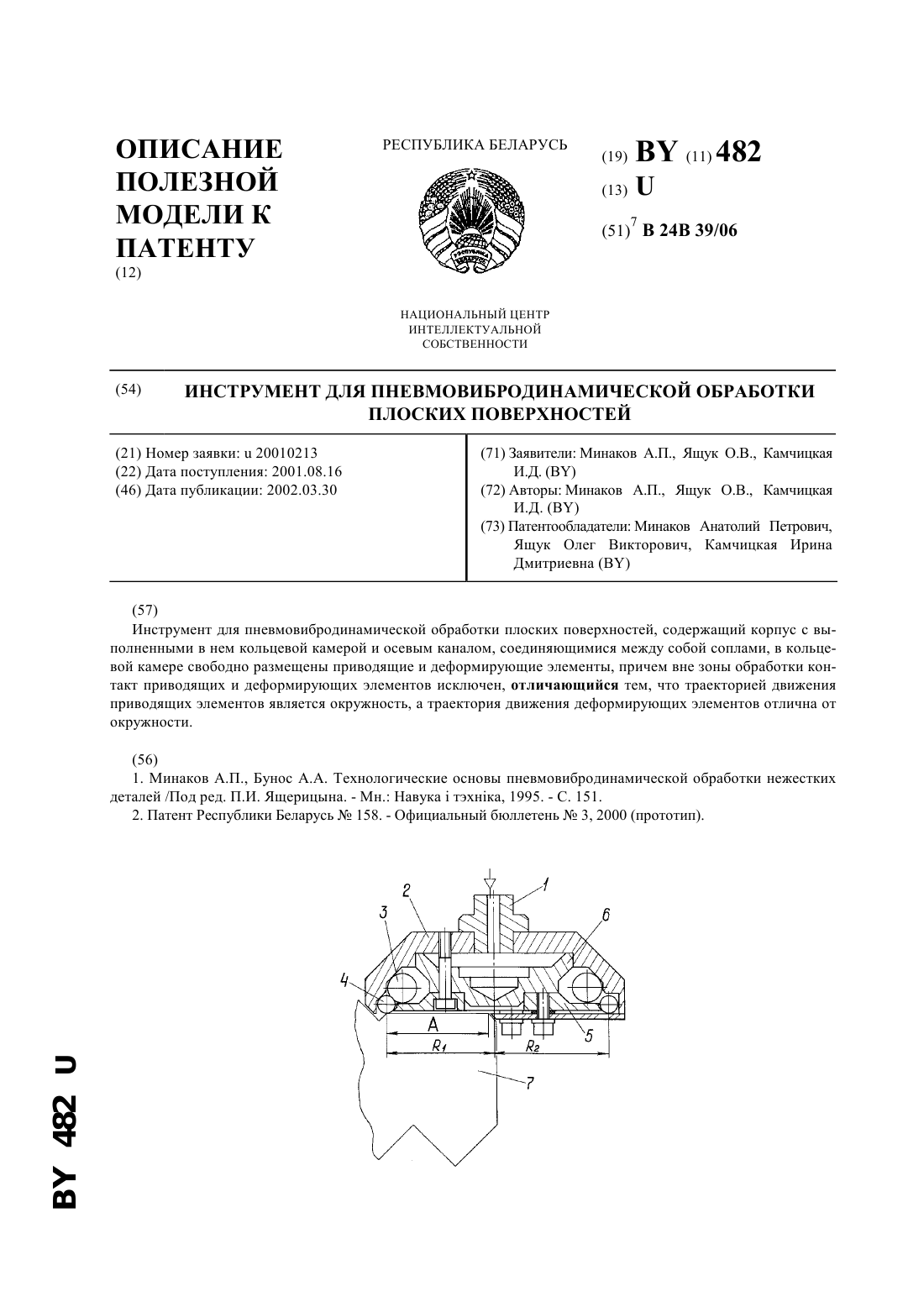
Номер патента: U 482
Опубликовано: 30.03.2002
Авторы: Минаков Анатолий Петрович, Ящук Олег Викторович, Камчицкая Ирина Дмитриевна
МПК: B24B 39/06
Метки: обработки, инструмент, поверхностей, пневмовибродинамической, плоских
Текст:
...приводящих элементов перестала быть окружностью. Задачей настоящей полезной модели является повышение качества обработки за счет повышения степени деформационного упрочнения поверхности обрабатываемой заготовки и повышение производительности обработки за счет повышения скорости приводящих элементов. Поставленная задача решается тем, что в инструменте для пневмовибродинамической обработки плоских поверхностей, содержащем корпус с выполненными...
Инструмент для пневмовибродинамической обработки внутренних цилиндрических поверхностей
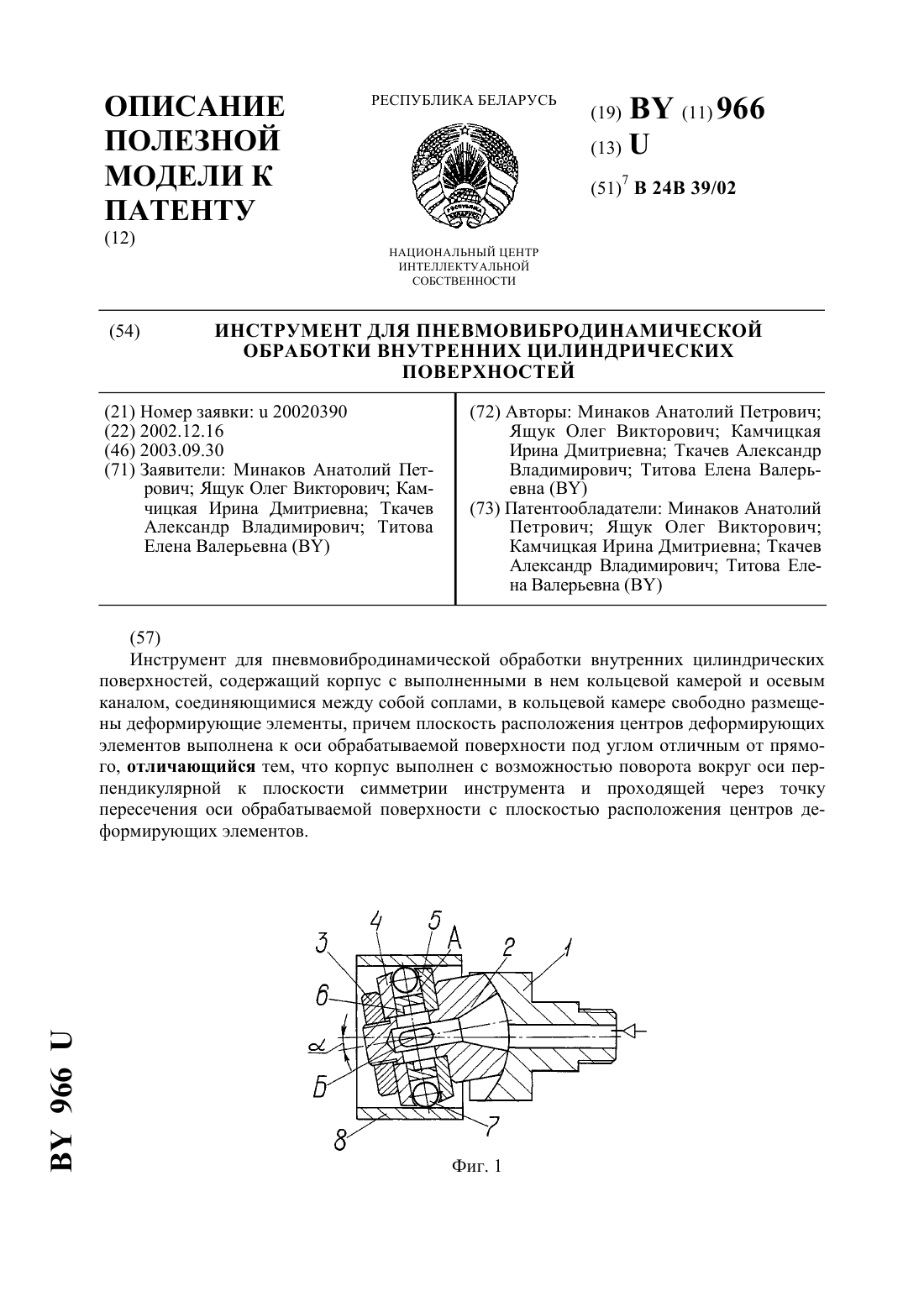
Номер патента: U 966
Опубликовано: 30.09.2003
Авторы: Минаков Анатолий Петрович, Ящук Олег Викторович, Ткачев Александр Владимирович, Титова Елена Валерьевна, Камчицкая Ирина Дмитриевна
МПК: B24B 39/02
Метки: пневмовибродинамической, цилиндрических, внутренних, обработки, инструмент, поверхностей
Текст:
...деформирующие элементы, причем плоскость расположения центров деформирующих элементов выполнена к оси обрабатываемой поверхности под углом отличным от прямого 2. Рассматриваемый инструмент позволяет наносить на обрабатываемую поверхность микрорельеф в виде сетки ромбовидной формы, но не позволяет регулировать угол наклона плоскости расположения центров деформирующих элементов, что ограничивает его технологические возможности. Задачей...
Инструмент для пневмовибродинамической обработки плоских поверхностей
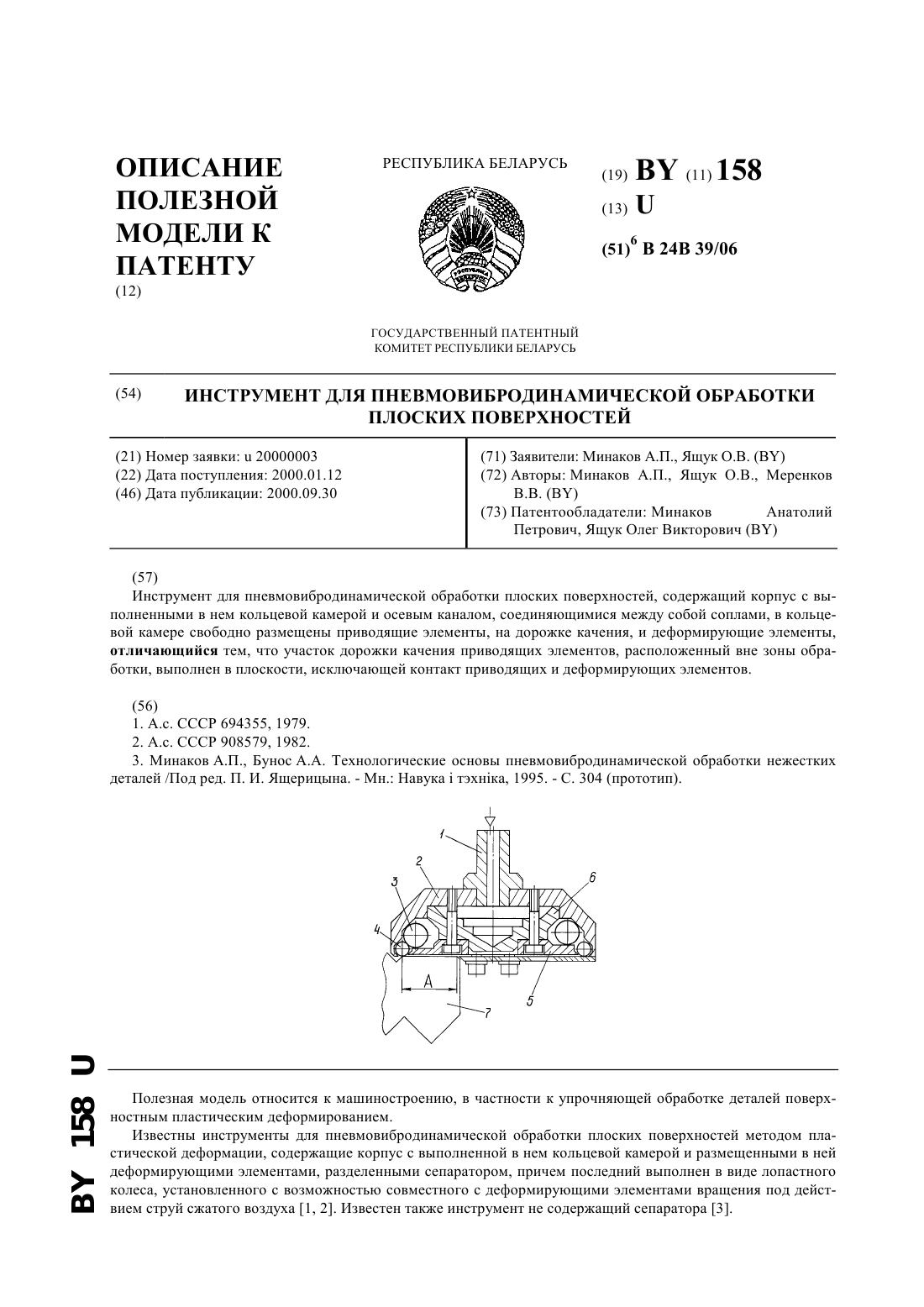
Номер патента: U 158
Опубликовано: 30.09.2000
Авторы: Меренков Владимир Владимирович, Минаков Анатолий Петрович, Ящук Олег Викторович
МПК: B24B 39/06
Метки: пневмовибродинамической, плоских, обработки, инструмент, поверхностей
Текст:
...элементы расходуют на соударения с деформирующими элементами вне зоны обработки, что увеличивает, к тому же, их износ. В связи с этим, относительно низкая скорость приводящих элементов не позволяет им развить значительную центробежную силу и, соответственно, увеличить силу и частоту их ударов по деформирующим элементам. Задачей настоящей полезной модели является повышение качества обработки за счет повышения степени деформационного...
Раствор для полирования металлических поверхностей
Номер патента: 1132
Опубликовано: 14.06.1996
Авторы: Житкевич Лилия Сергеевна, Кособуцкий Александр Антонович, Овчинникова Нина Викторовна
МПК: C25F 3/16
Метки: поверхностей, полирования, металлических, раствор
Текст:
...рекомендуется вести при температуре электродшта 75-95 С, в интервале напряжений 220-240 В, время обработки зависит в ОСНОВНОМ ОТ СОСТОЯНИЯ ИСХОДНОЙ ПОВВрХНОСТИ и достигает 6-10 минут.Примеры конкретного выполнения представлены в таблице 1.В результате исследований установлена зависимость влияния концентрации компонентов на съем металла, а соответственно на показатель шероховатости Ка и на отражающую поверхность р. Полученные...
Предыдущий патент: Адгезионная композиция
Следующий патент: Способ получения композиционного порошкового материала на основе карбидов хрома и титана
Случайный патент: Датчик педали электронной