Способ контроля кривизны поверхности
Номер патента: 4200
Опубликовано: 30.12.2001
Авторы: Федорцев Ростислав Валерьевич, Федорцев Валерий Александрович, Филонова Марина Игоревна, Козерук Альбин Степанович
Текст
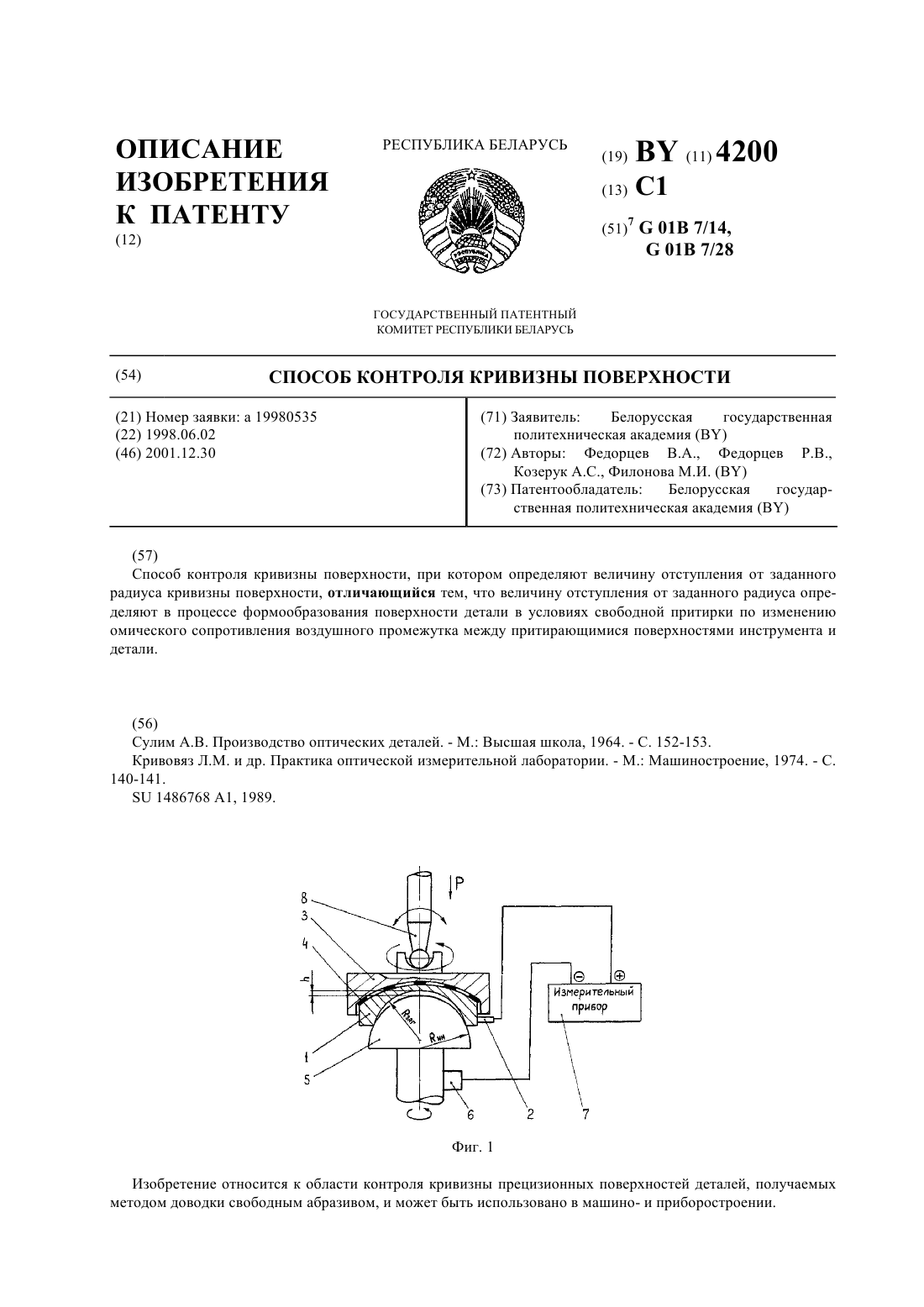
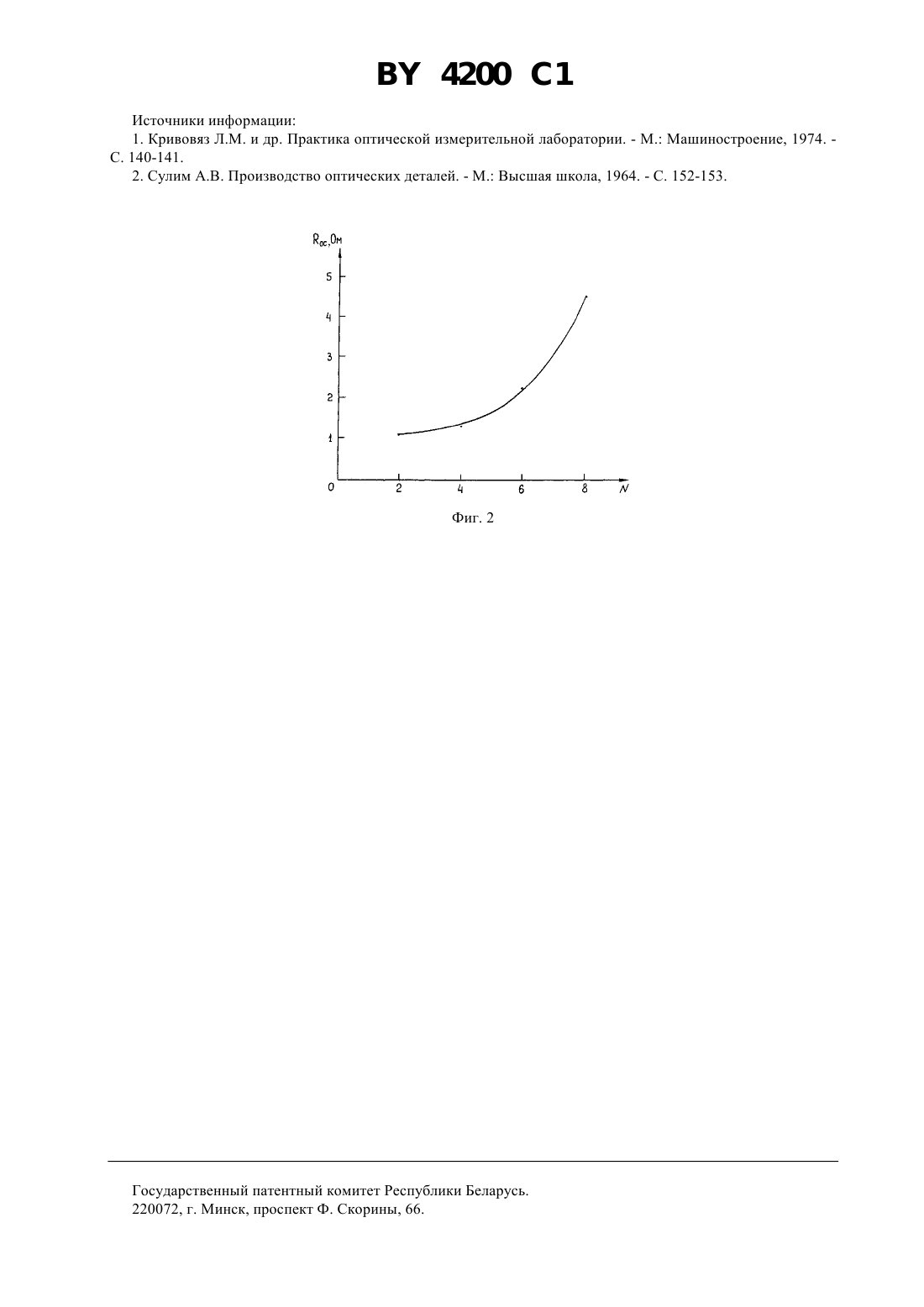
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ КОНТРОЛЯ КРИВИЗНЫ ПОВЕРХНОСТИ(71) Заявитель Белорусская государственная политехническая академия(73) Патентообладатель Белорусская государственная политехническая академия(57) Способ контроля кривизны поверхности, при котором определяют величину отступления от заданного радиуса кривизны поверхности, отличающийся тем, что величину отступления от заданного радиуса определяют в процессе формообразования поверхности детали в условиях свободной притирки по изменению омического сопротивления воздушного промежутка между притирающимися поверхностями инструмента и детали.(56) Сулим А.В. Производство оптических деталей. - М. Высшая школа, 1964. - С. 152-153. Кривовяз Л.М. и др. Практика оптической измерительной лаборатории. - М. Машиностроение, 1974. - С. 140-141.1486768 1, 1989. Фиг. 1 Изобретение относится к области контроля кривизны прецизионных поверхностей деталей, получаемых методом доводки свободным абразивом, и может быть использовано в машино- и приборостроении. 4200 1 Известен способ контроля линз, основанный на измерении стрелки прогиба сферической поверхности для известного диаметра ее кольцевой зоны 1. К недостаткам данного способа относятся возможность повреждения исследуемой поверхности, возникновение погрешностей измерений в результате механических и тепловых деформаций исследуемой поверхности и деталей сферометра, а также затруднения при определении ошибок, связанных с отклонением формы детали от сферической. Прототипом заявляемого способа является способ контроля кривизны поверхности, при котором определяют величину отступления от заданного радиуса кривизны поверхности 2. Недостаток известного технического решения - необходимость многократного прерывания процесса полирования деталей для определения величины отступления кривизны их поверхности от заданного радиуса,высокая вероятность механического повреждения изделия пробным (эталонным) стеклом при наложении его на заготовку, необходимость изготовления трех стекол с эталонными поверхностями (рабочего, контрольного и основного) для каждого контролируемого радиуса и сложность применения метода в случае измерения величины отступления от заданной кривизны шлифованных поверхностей. Решаемая задача - проведение активного контроля величины отступления криволинейной поверхности от заданного радиуса. Данная задача решается тем, что в способе контроля кривизны поверхностей величину отступления от заданного радиуса определяют в процессе формообразования поверхности детали в условиях свободной притирки по изменению омического сопротивления воздушного промежутка между притирающимися поверхностями инструмента и детали. Предлагаемый способ может быть положен в основу при создании средств контроля для автоматических линий по двусторонней обработке деталей со сферическими и другими прецизионными поверхностями. Сущность изобретения поясняется чертежами, где на фиг. 1 показана схема реализации способа на фиг. 2- результаты экспериментальной апробации способа. Исследования проводились на серийном шлифовально-полировальном станке мод. 3 ШП-350 М с использованием измерительного прибора В 7-34 А. В экспериментальной схеме (фиг. 1) металлическая деталь 1, имеющая положительный потенциал от клеммы 2, закреплена в наклеечнике 3 посредством смоляной прослойки 4 и установлена на нижний инструмент 5, к которому подключена отрицательная клемма 6, которая связана с измерительным прибором 7. Контакт между деталью и нижним инструментом 5 обеспечивается рабочим усилием (Р), передаваемым через поводок 8. Принцип измерения заключался в следующем. Использовалась деталь 1, исходное отклонение радиуса кривизны сферической поверхности которой составляло восемь интерференционных колец Ньютона общей ямы. Деталь 1 установили на сферический инструмент 5 с кривизной обратного знака и произвели измерение омического сопротивлениявоздушного промежутка между соприкасающимися поверхностями, которое составляло 4,5 Ом. В процессе обработки регулировочные параметры станка были подобраны таким образом, что обеспечивался усиленный съем припуска по периферии детали 1. В результате уменьшались количество интерференционных колец, а следовательно, и толщина воздушного промежутка между поверхностями инструмента 5 и детали 1, что приводило к изменениям . Закономерности этих измерений представлены в виде кривой на фиг. 2. Из рисунка видно,что с течением времени формообразования количество интерференционных колец, указывающее на степень отклонения радиуса кривизны обрабатываемой поверхности от эталонной, с исходных восьми уменьшилось до двух, свидетельствуя об изменении воздушного промежутка между эталонной и контролируемой поверхностями по оси симметрии последней с 2 мкм до 0,5 мкм. И поскольку при этом произошло уменьшениес 4,5 до 1,1 Ом, то отсюда следует, что предлагаемый метод контроля кривизны поверхностей является чувствительным к величине отступления радиуса от заданного значения. Поэтому на практике функциональная зависимостьможет быть использована в качестве номограммы для активного контроля кривизны поверхностей в процессе их формообразования в условиях свободной притирки. 4200 1 Источники информации 1. Кривовяз Л.М. и др. Практика оптической измерительной лаборатории. - М. Машиностроение, 1974. С. 140-141. 2. Сулим А.В. Производство оптических деталей. - М. Высшая школа, 1964. - С. 152-153. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
Метки: поверхности, кривизны, способ, контроля
Код ссылки
<a href="https://by.patents.su/3-4200-sposob-kontrolya-krivizny-poverhnosti.html" rel="bookmark" title="База патентов Беларуси">Способ контроля кривизны поверхности</a>
Способ контроля микрогеометрии поверхности и устройство для его осуществления
Номер патента: 3936
Опубликовано: 30.06.2001
Автор: Горохов Вадим Андреевич
МПК: G01B 5/28
Метки: контроля, осуществления, поверхности, микрогеометрии, устройство, способ
Текст:
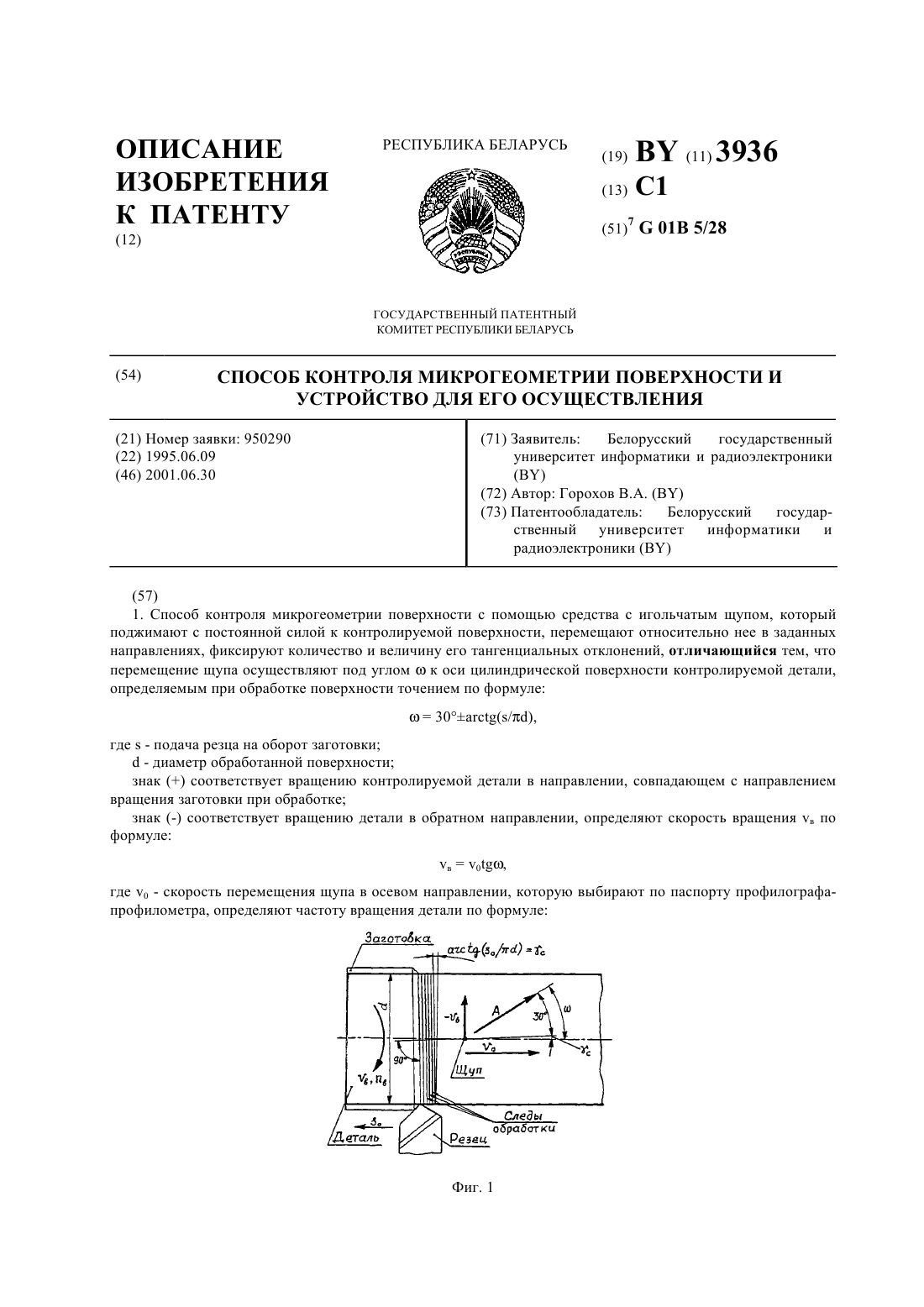
...где- базовая длина,которую выбирают по паспорту базового профилографа-профилометра, определяют значение превышения п ПН над высотой неровностей по десяти точкамиз выражения п 2(-2) - , где 2 - исходная длина горизонтального плеча Г-образного рычага, 2 - угол отклонения щупа при встрече с ПН, а среднее значение превышенияср вычисляют по формулесрп/в. При этом используют устройство для контроля микрогеометрии поверхности, содержащее корпус,...
Способ контроля шероховатости поверхности (варианты) и устройство для его осуществления
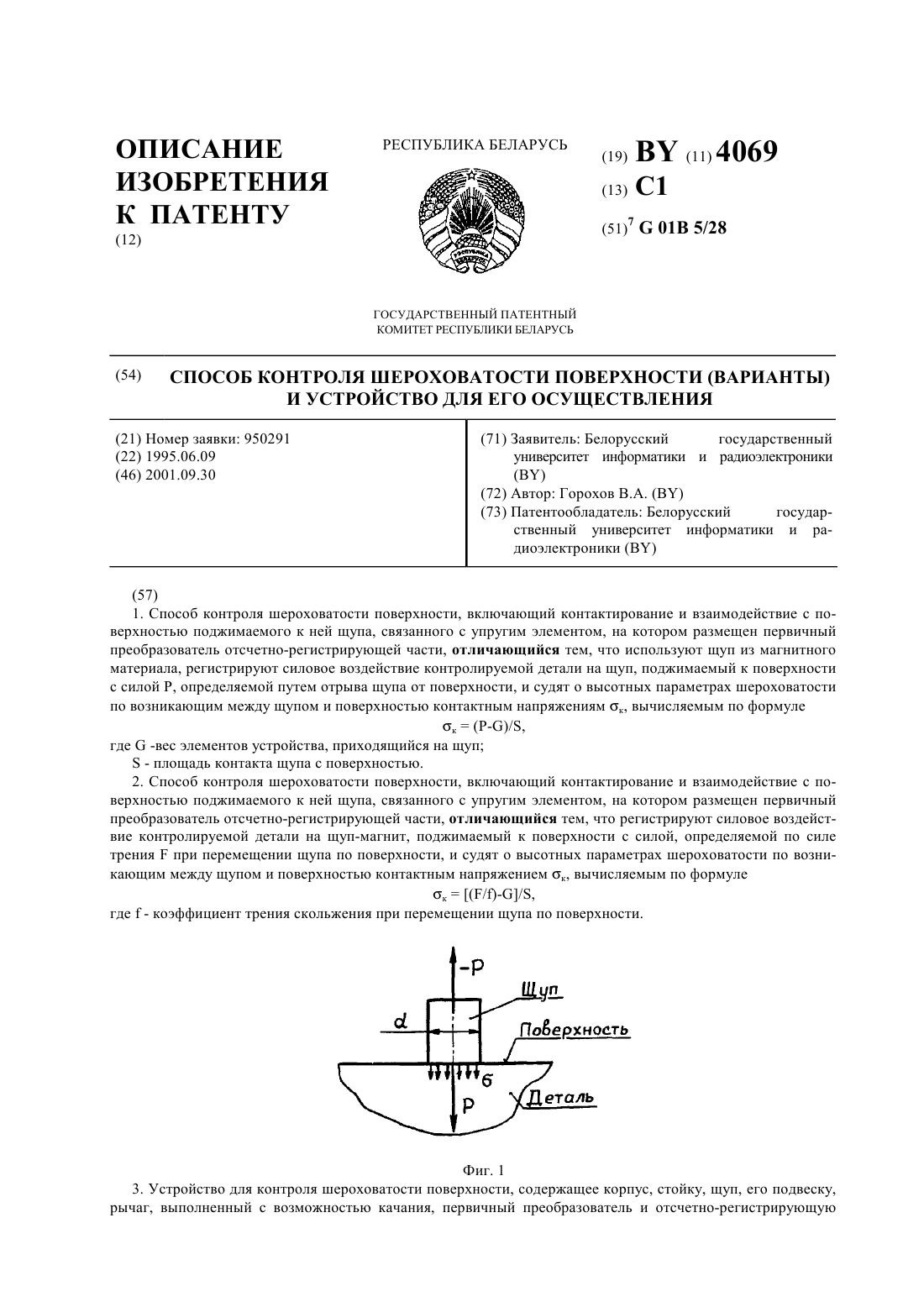
Номер патента: 4069
Опубликовано: 30.09.2001
Автор: Горохов Вадим Андреевич
МПК: G01B 5/28
Метки: контроля, шероховатости, способ, осуществления, варианты, поверхности, устройство
Текст:
...щупа-магнита и детали из ферромагнитного материала при изменении шероховатости поверхности, поскольку с возрастанием высоты неровностей между контактирующими поверхностями щупа и детали увеличивается прослойка воздуха, имеющего в десятки и сотни раз меньшие магнитные индукцию и проницаемость, что предопределяет уменьшение силы и напряжений поджима магнита к поверхности. Сущность устройства заключается в том, что щуп выполнен не в...
Опалубка для изготовления сооружений с поверхностью различной кривизны
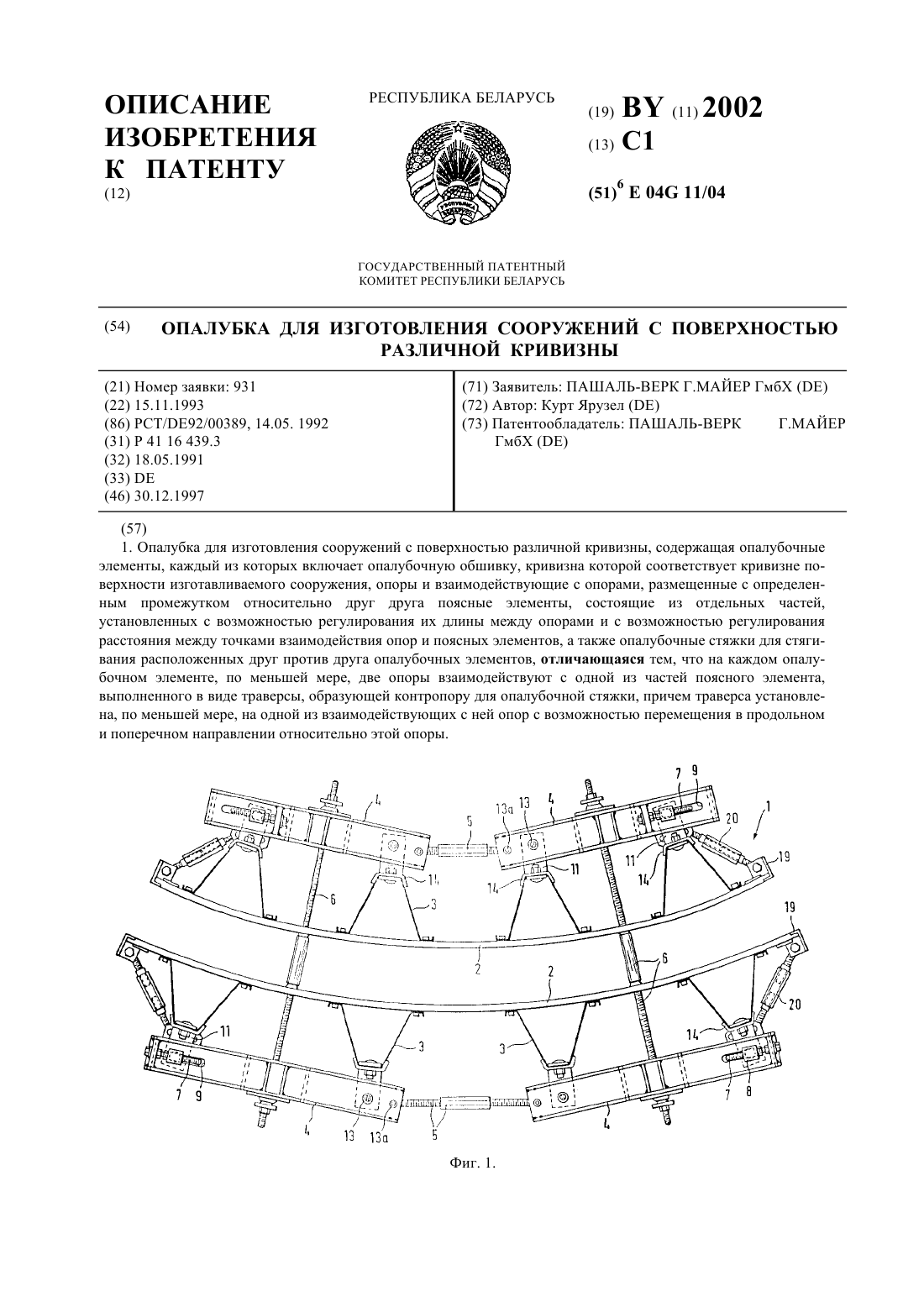
Номер патента: 2002
Опубликовано: 30.12.1997
Автор: Курт ЯРУЗЕЛ
МПК: E04G 11/04
Метки: опалубка, изготовления, сооружений, различной, кривизны, поверхностью
Текст:
...изобретения и заключаются, в частности, в расположении ходового винта на траверсе, а также самой траверсы. В частности, можно обходиться по возможности небольшими ходовыми винтами, так как эти ходовые винты при расположении на концах траверсы при изменении кривизны в сторону уменьшения радиуса искривления соответственно подвергаются воздействию тягового усилия, т.е. должны быть рассчитаны в основном на восприятие таких тяговых усилий,...
Способ очистки внутренней поверхности труб
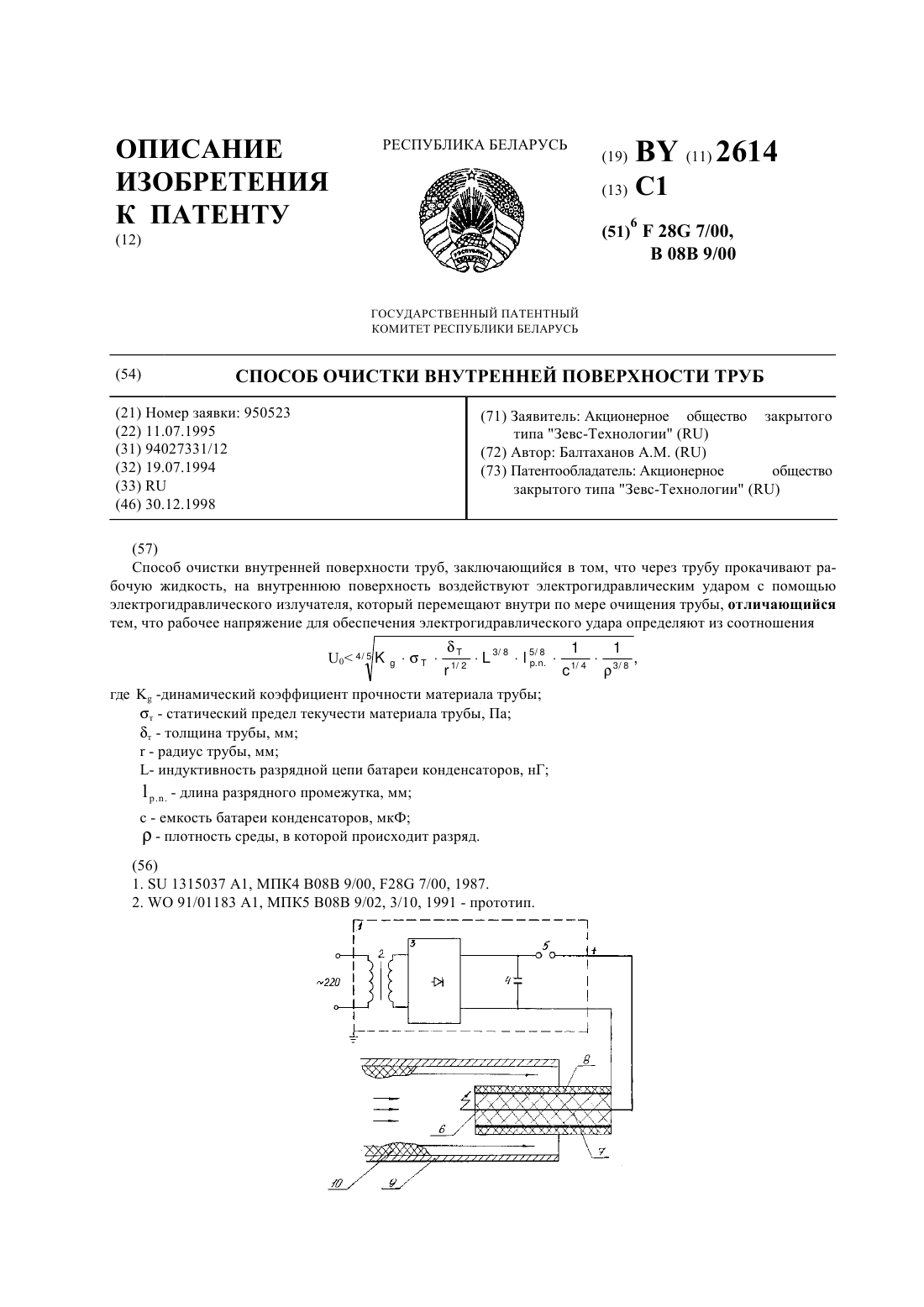
Номер патента: 2614
Опубликовано: 30.12.1998
Автор: Балтаханов Абдихамитхан Мойдинович
Метки: труб, внутренней, способ, очистки, поверхности
Текст:
...внутри трубы электрогидравлический излучатель, напряжение для обеспечения электрогидравлического удара определяют как где- динамический коэффициент прочности материала трубы т - статический предел ткучести материала трубыт - толщина трубы- радиус трубы- индуктивность разрядной цепи батареи конденсаторов - длина разрядного промежутка- емкость батареи конденсаторов- плотность среды, в которой происходит разряд. В предлагаемом способе...
Способ шлифования поверхности стекла
Номер патента: 455
Опубликовано: 30.03.1995
Авторы: Катюк А. В., Мастюгин Л. И., Якимахо А. П.
МПК: B24B 1/00
Метки: стекла, шлифования, способ, поверхности
Текст:
...на подхннер- ной связке. В зону обработки подают горячую смазочноохлаждающую жидкость СОЖ. Подача СОЖ осуществляется таким образом, чтобы она равномерно оиывала обрабатываемую поверхность детали. После разогрева горячей смазочноохлаждающей жидкостью ЗБРЗЭИБНОГО слоя инструмента н детаЛИ до температуры стеклообразного состояния связки приводят в действие кинематическую часть станка н осущет ствляют процесс шлифования.Предлагаемы...
Предыдущий патент: Смеситель для жидкости и газа
Следующий патент: Каркас многоэтажного здания
Случайный патент: Фургон