Способ центрирования линз
Номер патента: 2411
Опубликовано: 30.09.1998
Текст
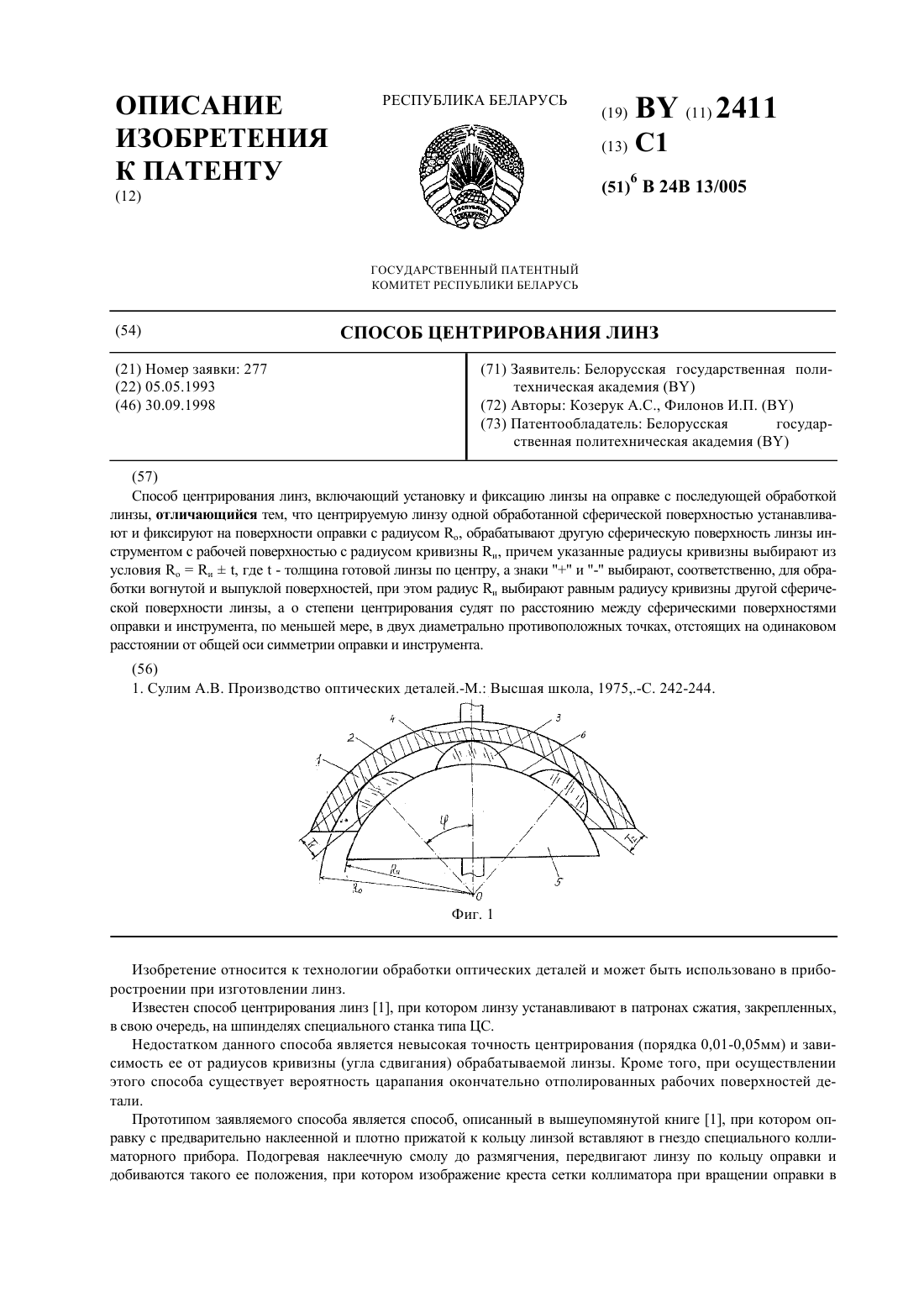
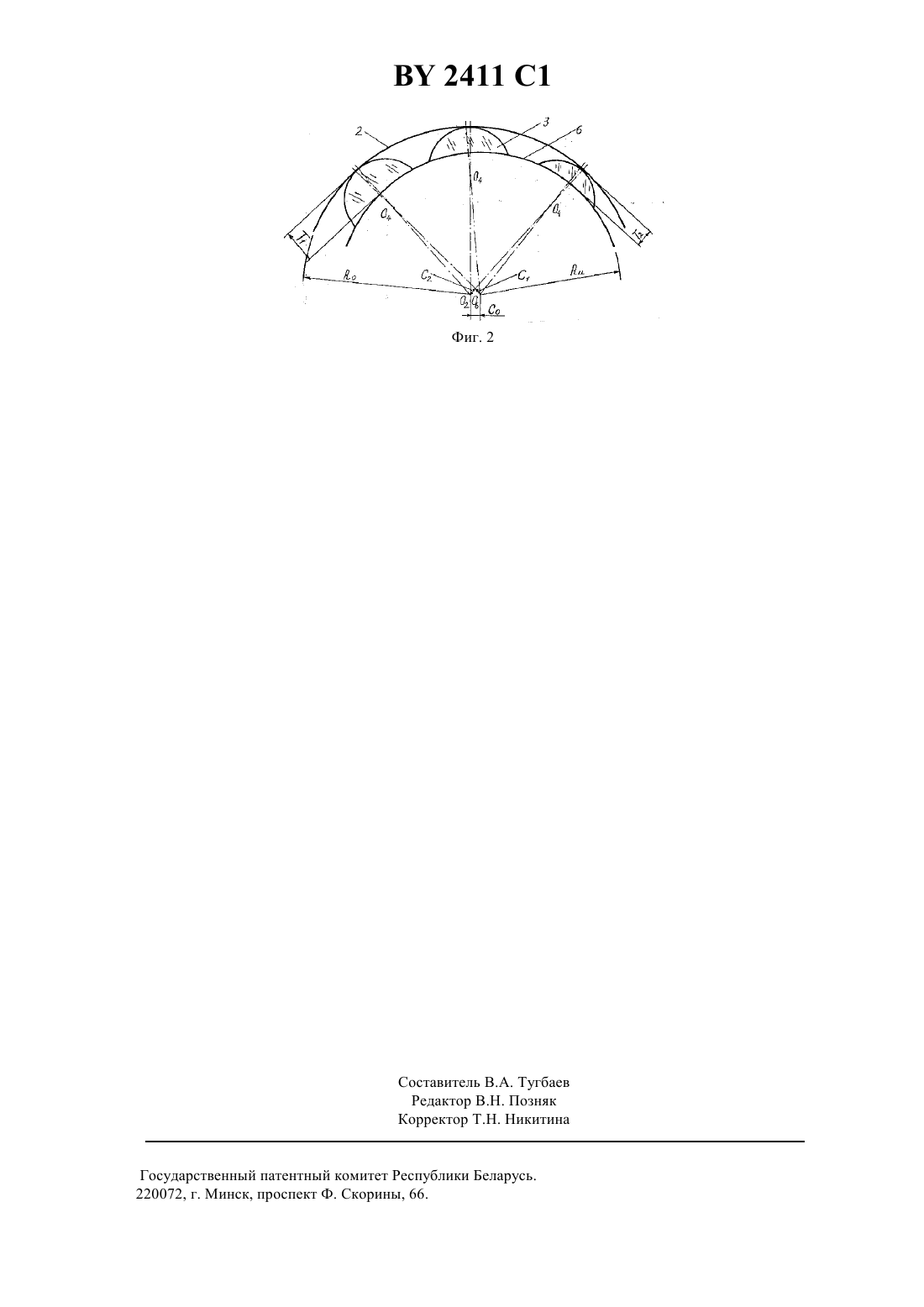
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ(71) Заявитель Белорусская государственная политехническая академия(73) Патентообладатель Белорусская государственная политехническая академия(57) Способ центрирования линз, включающий установку и фиксацию линзы на оправке с последующей обработкой линзы, отличающийся тем, что центрируемую линзу одной обработанной сферической поверхностью устанавливают и фиксируют на поверхности оправки с радиусом о, обрабатывают другую сферическую поверхность линзы инструментом с рабочей поверхностью с радиусом кривизны и, причем указанные радиусы кривизны выбирают из условияи, где- толщина готовой линзы по центру, а знакии - выбирают, соответственно, для обработки вогнутой и выпуклой поверхностей, при этом радиус и выбирают равным радиусу кривизны другой сферической поверхности линзы, а о степени центрирования судят по расстоянию между сферическими поверхностями оправки и инструмента, по меньшей мере, в двух диаметрально противоположных точках, отстоящих на одинаковом расстоянии от общей оси симметрии оправки и инструмента. Изобретение относится к технологии обработки оптических деталей и может быть использовано в приборостроении при изготовлении линз. Известен способ центрирования линз 1, при котором линзу устанавливают в патронах сжатия, закрепленных,в свою очередь, на шпинделях специального станка типа ЦС. Недостатком данного способа является невысокая точность центрирования (порядка 0,01-0,05 мм) и зависимость ее от радиусов кривизны (угла сдвигания) обрабатываемой линзы. Кроме того, при осуществлении этого способа существует вероятность царапания окончательно отполированных рабочих поверхностей детали. Прототипом заявляемого способа является способ, описанный в вышеупомянутой книге 1, при котором оправку с предварительно наклеенной и плотно прижатой к кольцу линзой вставляют в гнездо специального коллиматорного прибора. Подогревая наклеечную смолу до размягчения, передвигают линзу по кольцу оправки и добиваются такого ее положения, при котором изображение креста сетки коллиматора при вращении оправки в 2411 1 гнезде прибора будет неподвижым. После остывания наклеечной смолы, линзы и оправки последнюю устанавливают в гнездо шпинделя центрировочного станка и округляют (центрируют) линзу образивным кругом. Недостатком этого способа является невысокая точность центрирования (0,01-0,02 мм), возможность царапания рабочих поверхностей центрируемой детали, необходимость иметь достаточно большое количество оправок для каждой группы диаметров линз и высокая трудоемкость изготовления этих оправок, а также длительность процесса центрирования из необходимости нагрева и последующего остывания линзы с оправкой. Цель изобретения - повышение качества обработки. Поставленная цель достигается тем, что центрируемую линзу одной обработанной сферической поверхностью устанавливают и фиксируют на поверхности оправки с радиусом 0, обрабатывают другую сферическую поверхность линзы инструментом с рабочей поверхностью с радиусом кривизны И, причем указанные радиусы кривизны выбирают из условия 0 И, где- толщина готовой линзы по центру, а знакии - выбирают,соответственно, для обработки вогнутой и выпуклой поверхностей, при этом радиус и выбирают равным радиусу кривизны другой сферической поверхности линзы, а о степени центрирования судят по расстоянию между сферическими поверхностями оправки и инструмента, по меньшей мере, в двух диаметрально противоположных точках,отстоящих на одинаковом расстоянии от общей оси симметрии оправки и инструмента. Существенное отличие предлагаемого способа состоит в том, что при его осуществлении происходит совмещение операций центрирования и обработки (шлифования и полирования) второй поверхности линзы,что позволяет исключить из технологического цикла сложные центрировочные станки-полуавтомвты и необходимые к ним дорогостоящие шлифовальные алмазные круги. Кроме того, по предлагаемому способу реализуется групповое центрирование линз, в то время как по существующему - одиночное. На фиг.1 изображена схема устройства, реализующего способ на фиг.2 - схема, поясняющая способ. Схема для реализации способа содержит оправку 1 с базовой поверхностью 2, на которую устанавливают линзу 3 поверхностью 4. Обработку ведут инструментом 5 с рабочей поверхностью 6. Подлежащие центрированию линзы 3 устанавливают на точно обработанную базовую поверхность 2 оправки 1 окончательно обработанной поверхностью 4 с центром кривизны О 4 и жестко фиксируют. При этом радиус кривизны 0 поверхности 2 оправки 1 выбирают равным 0 И(1),где И - радиус кривизны поверхности 6 инструмента 5- толщина готовой линзы по центру. Знакии - в формуле (1) принимают для обработки соответственно вогнутых и выпуклых поверхностей. При обработке второй поверхности контролируют максимальную разнотолщинность линз, расположенных в диаметрально противоположных точках краевой зоны оправки 1 на одинаковом расстоянии от ее оси симметрии. Из фиг.2 видно, что если имеется разнотолщинность линз 1 - 2 , где 1 и 2 - соответственно максимальная и минимальная толщны линз в краевой зоне на оправке, то центры кривизны О 2 и О 6 поверхностей 2 и 6 не совпадают. В результате появляется децентричность С линз, величину которой можно определить по формуле 1 2(2),2 где- угол между осями симметрии рассматриваемой линзы и инструмента 5. Из формулы (2) и фиг.1 видно, что максимальную децентричность будет иметь линза, находящаяся в центре оправки (С 1 и С 2 - децентричности линз, расположенных в краевой зоне на оправке по обе стороны от центральной детали. Для иллюстрации предложенного способа проведено центрирование линз диаметром 4,2 и толщиной 2 мм с радиусом кривизны 3,698 (выпуклая поверхность) и 8,064 мм (вогнутая поверхность). Линзы закрепляли на оправку в виде чашки с 08,064 мм окончательно изготовленной поверхностью и полученный блок подвергали шлифованию и полированию на станке ЗШП-100 по способу свободного притирания с вращением нижнего звена(инструмента) вокруг своей оси симметрии и возвратно-качательным перемещением верхнего звена (блока). Шлифование выполнялось в три перехода водными суспензиями микропорошков М 20, М 14 и М 10, а полирование водной суспензией полирита. В процессе обработки (центрирования) контролировали разность 1 - 2, которую на финишной операции выдерживали с точностью не хуже 0,001 мм. В результате получили линзы с максимальной децентричностью 0,0005 мм, что в 20-40 раз превышает точность, обеспечиваемую известными методами центрирования. Предложенный способ центрирования может оказаться особенно полезным при изготовлении микролинз диаметром порядка 1 мм, когда технологически сложно изготовить цилиндрическую оправку диаметром менее 1 мм, необходимую для центрирования детали по существующим методам. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 3
МПК / Метки
МПК: B24B 13/005
Метки: центрирования, способ, линз
Код ссылки
<a href="https://by.patents.su/3-2411-sposob-centrirovaniya-linz.html" rel="bookmark" title="База патентов Беларуси">Способ центрирования линз</a>
Способ беззазорного центрирования линз в оправах
Номер патента: 12
Опубликовано: 30.05.1994
Автор: Ходосевич Владимир Михайлович
МПК: G02B 7/00
Метки: оправах, беззазорного, способ, линз, центрирования
Текст:
...1 О 0 х 6, неокрашенную толщнапленки 0,1 мм, а допуск наб ее толщину 0,О 1 т.Для этого выдерживают заэорыпот т. садки линз в оправы равными Удвоентной толщине пленки, Пленку наклеивают на диаметры ЛИНЗ тремя полосками шириной 3 Мн Вытйпленки выбирают из условия тгд 2 о . где Ь степень деформации интетической пленки от температурных сжатий оправ линз при ни Работе На Нжнеыпределе температурного интервала. При помешают синтетийескую пленку...
Способ центрирования линз
Номер патента: 1807
Опубликовано: 30.12.1997
Авторы: Счастная Людмила Ивановна, Комлик Игорь Алексеевич, Мощеников Владимир Юрьевич, Власенко Игорь Николаевич
МПК: G01M 11/00
Метки: центрирования, линз, способ
Текст:
...3 совмещают с осью вращенияшпинделя 2. а дляцентра кривизны 02 второй поверхности линзы 1 определяют радиальные координаты - Х 2. 3/2 (фиг.4). Затем с учетом исходного пространственного полежания центра качания Ц поворотной части 4 патрона 3 и центров кривизны 01 и 02 поверхностей линзы 1. из условия выставле ния оптической оси линзы. проходящей че-рез центры кривизны 01 и 02 параллельно оси. рассчитывают координаты промежуточной точки П Хп и...
Способ контроля оптической силы очковых линз и устройство для его реализации

Номер патента: 2207
Опубликовано: 30.06.1998
Авторы: Чиграй Виктор Владимирович, Яничкин Валентин Викторович, Туев Александр Федорович, Спорник Николай Максимович
МПК: G01N 21/01
Метки: реализации, устройство, очковых, контроля, способ, оптической, силы, линз
Текст:
...и второй фотоприемники - является не только нуль-органом, но с него также снимается информация об отклонении контролируемой линзы от номинала. Применение амплитудного модулятора, двух фотоприемников и их взаимное расположение позволяют контролировать астигматические линзы. Вытянутое изображение входной диафрагмы в плоскости модулятора поворотом линзы устанавливают перпендикулярно направлению сканирования и снимают одно значение задней...
Способ обработки цилиндрических поверхностей сквозных отверстий
Номер патента: 454
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Давыдов И. И., Минец В. В., Амозов С. В.
МПК: B24D 13/02, B24B 37/02
Метки: сквозных, способ, поверхностей, отверстий, обработки, цилиндрических
Текст:
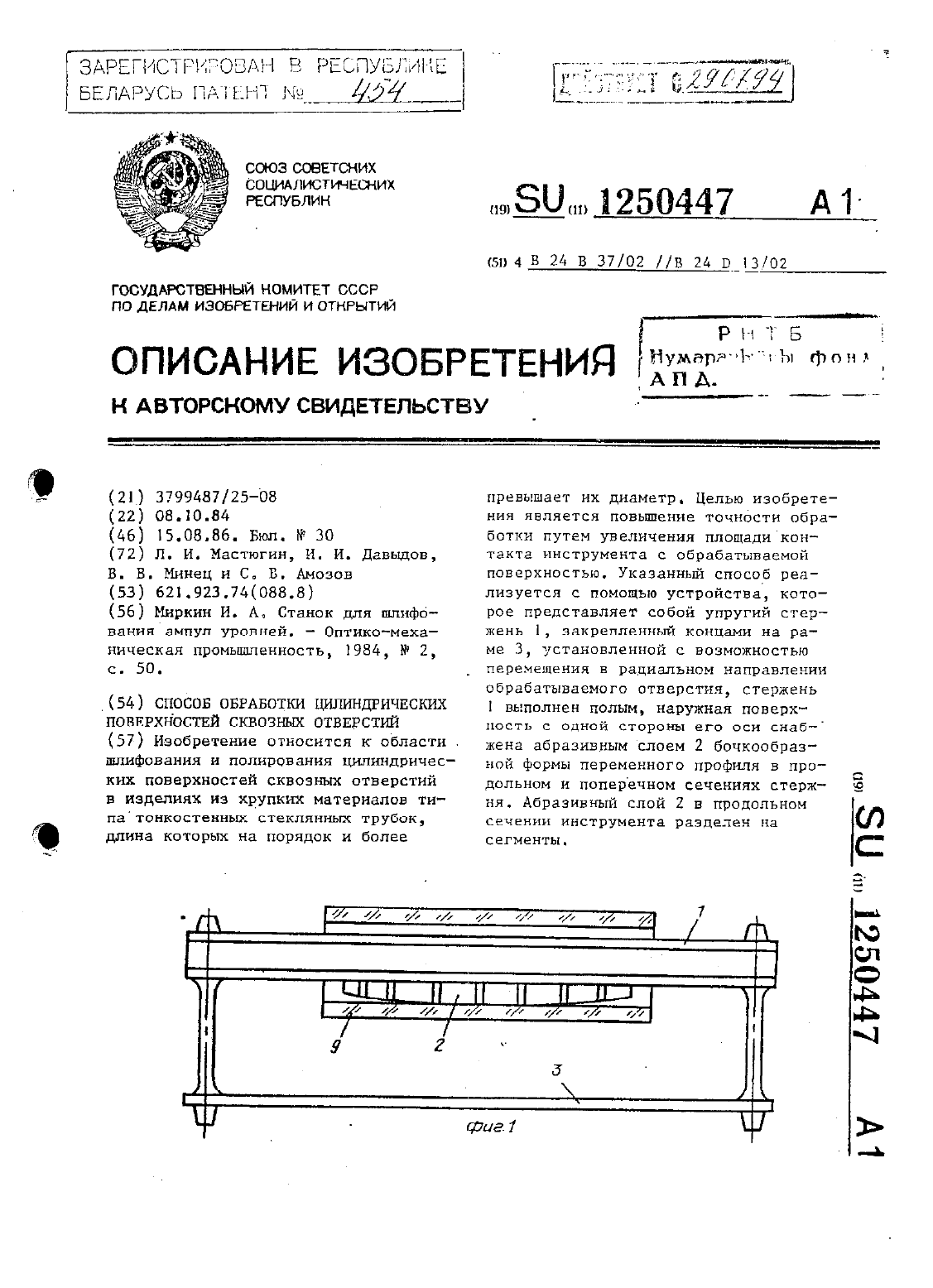
...отверстия. Абразивный слой 2 в продольном сечении разделен на сегменты 7 путем нарезания канавок 8.Обработку цилиндрических поверхностей сквозных отверстии осуществляют следующим образом.Вначале к работа готовят сам инструмент. Для этого абразивному слою 2 придают бочкообразную форму переменного профиля в продольном и поперечном сечениях согласно указанны выше выражений с таким условием, чтобы максимальная толщина абразивного слоя...
Способ обработки длинномерной цилиндрической детали
Номер патента: 457
Опубликовано: 30.03.1995
Авторы: Рута С. А., Мастюгин Л. И., Минец В. В.
МПК: B24B 37/02
Метки: детали, цилиндрической, обработки, способ, длинномерной
Текст:
...инструмента к обрабатываемой поверхности вРезУлътате чего при обработке деталей, диаметр которых В процессе обработки умепъ- . шается инструмент находится В КОН такте со значительной поверхностью обрабатываемой детали. В таком инструменте п работе участвует большее количество абразивных аерен.что повышает ело производительность. ПРИ наличии л дбрапипосодсржчпем слоеканавки Шириной не менее 0,1 диаметра Обрабатываемой детали,...
Предыдущий патент: Способ контроля примесей металлов в жидких средах
Следующий патент: Лебедка
Случайный патент: Агрегат дисковый для лущения стерни и уничтожения сорной растительности