Загрузочно-подающее устройство
Текст
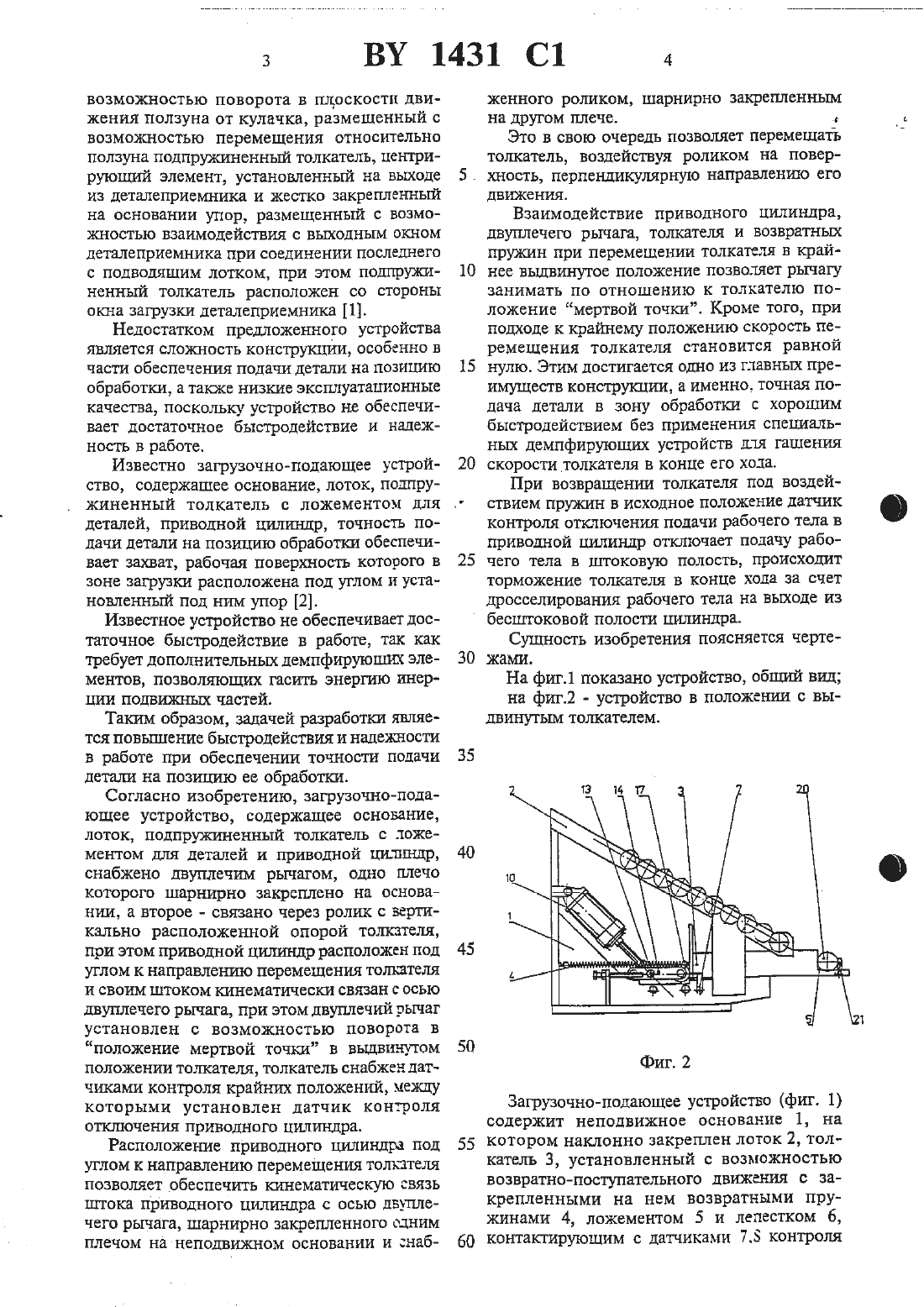
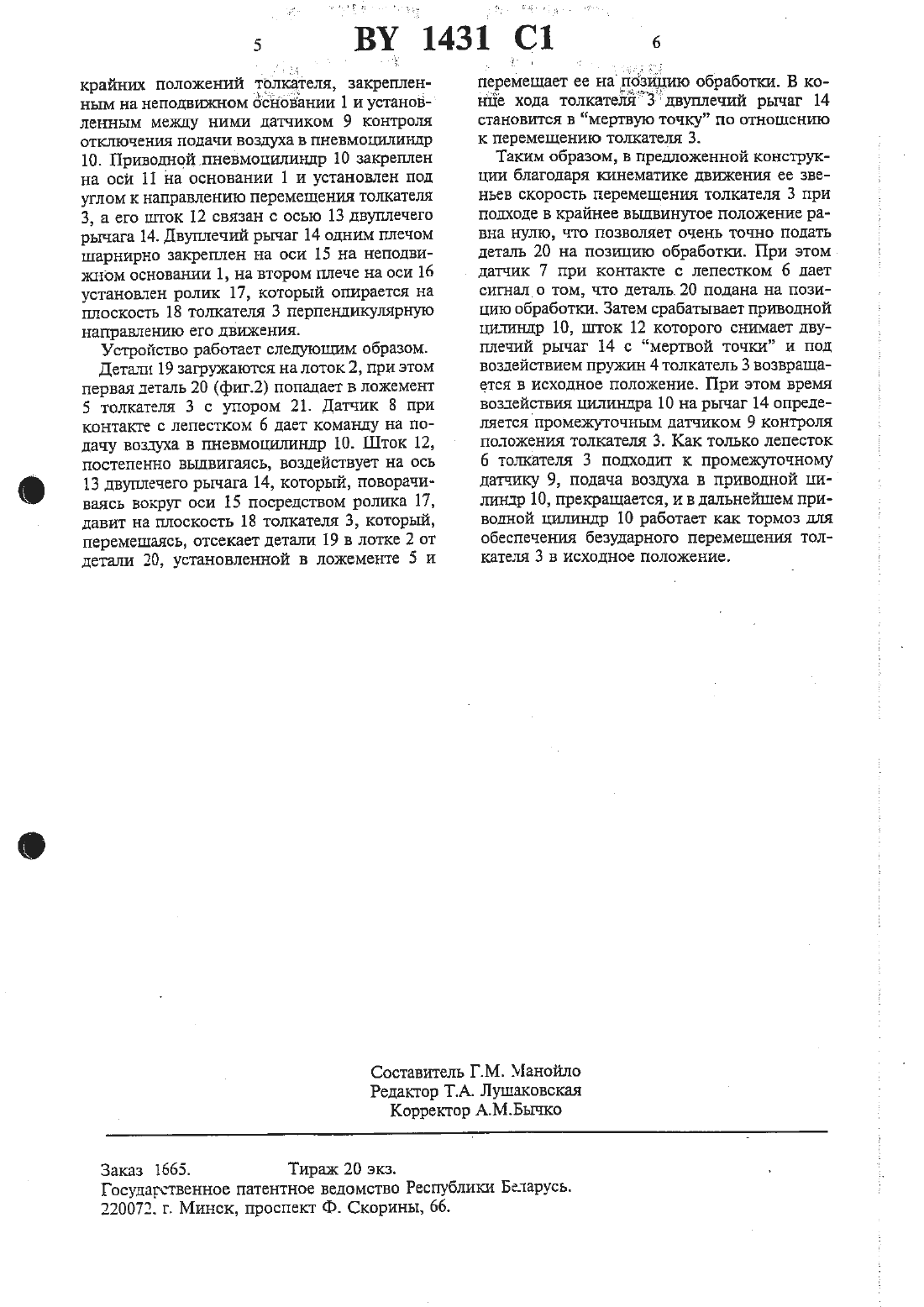
1. Загрузочно-подающее устройство, содержащее основание, лоток, поштружинеш-тьй толкатель с ложементом для деталей и приводной цилиндр, отличающееся тем, что оно снабжено двуплечим рычагом, одно плечо которого шарнирно закреплено на основах-наш, а второе - связано через ролик с вертикально расположенной опорой толкателя, при этом приводной ЦИЛИНдР расположен под углом к направлению перемещения толкателя н своим штоком шшематичесхш связан с осью двугшечего рычага.2. Устройство по п. 1, отдшчающееся тем, что двугшечий рычаг установлен с возможностью поворота в положение мертвой точки в вьщвинугом положении толкателя.3, Устройство по п.1 отличающееся тем, что толкатель снабжен датчиками контроля край4. Устройство по п.3, отличающееся тем, что между датчиками контроля крайних положений толкателя установлен датчик контроля отключения приводного Цилиндра.(71) Заявитель Минский мотоштклетный и(73) Патентообладатель Минский мотоциклетный и велосипедный завод (ВТ)Изобретение относится к области автоматизации механической обработки деталей и можег быть использовано для автоматической подачи штучных заготовок на позицию обработки.Известно загрузочно-подающее устройство, содержащее основание, подводящий лоток с отсекателем, механизм попгтучной вьщачн, выполненный в виде шарннрно закрепленного на ползуне деталеприемника с окном загруаки и выгрузки, установленного свозможностью поворота в плоскости движения ползуна от кулачка, размещенный с возможностью перемещения относительно ползуна подпружиненньпй толкатель, центрирутощий элемент, установленный на выходе из деталеприемника и жестко закрепленный на основании упор, размещенный с возможностью взаимодействия с выходным окном деталеприемника при соединении последнего с подводяшим лотком, при этом подпрухщНЕННЫЙ ТОЛКЗТЕЛЬ расположен СО СТОРОНЬГ окна загрузки детапеприемника 1.Недостатком предложенного устройства является сложность конструкции, особенно в части обеспечения подачи детали на позицию обработки, а также низкие эксплуатационные качества, поскольку устройство не обеспечивает достаточное быстродействие и надежность в работе.Известно загрузочно-подающее устройство, содержащее основание, лоток, подпружиненный толкатель с ложементом для деталей, приводной цилиндр, точность подачи детали на позицию обработки обеспечивает захват, рабочая поверхность которого в зоне загрузки расположена под углом и установленный под ним упор 2.Известное устройство не обеспечивает достаточное быстродействие в работе, так как требует дополнительных демпфирующих элементов, позволяющих гасить энергию инершш подвижных частей.Таким образом, задачей разработки является повышение быстродействия и надежности в работе при обеспечении точности подачи детали на позицию ее обработки.Согласно изобретению, загрузочно-подающее устройство, содержащее основание,лоток, подпружгип-тет-птьтй толкатель с дожементом для деталей и приводной цишпщр,снабжено двугшечим рычагом, одно плечо которого шарнирно закреплено на основании, а второе - связано через ролик с вертикально расположенной опорой толкателя,при этом приводной цилиндр расположен под углом к направленшо перемещения толкателя и своим штоком шанематически связан с осью двуплечего рычага, при этом двуплечий рычаг установлен с возможностью поворота в положение мертвой точки в выдвинутом положении толжателя, толкатель снабжен датчиками контроля крайних положений, между которыми установлен датчик контроля отютючения приводного Цилтщра Расположение приводного цилиндра под углом к направлению перемещения толкателя позволяет обеспечить кинематическую связь штока приводного цилш-ьдра с осью двуплечего рычага, шарнирно закрепленного одним плечом нанеподвижном основании и снаб 10женного роликом, шарнирно закрепленным на другом плече. дЭто в свою очередь позволяет перемеЩатЪ толкатель, воздействуя роликом на поверхьтооть, перпендикулярную направлению его ДВИЭКЕНИЯ.Взаимодействие приводного цилиндра,лззугшечего рычага, толкателя и возвратных пружин при перемещении толкателя в крайнее выдвинутое положение позволяет рычагу занимать по отношению к толкателю положение мертвой точки. Кроме того, при подходе к крайнему положению скорость перемещения толкателя становится равной нулю. Этим достигается одно из главных преимуществ конструкции, а Именно, точная подача детали в зону обработки с хорошим быстродействием без применения специальных демпфируюших устройств для гашения скорости толкателя в конце его хода.При возвращении тодшателя под воздействием пружин в исходное положение датчик контроля отюпочения подачи рабочего тела в приводной цилиндр отключает подачу рабочего тела в штоковуто полость, происходит торможение толкателя в конце Хода За СЧЕТ дросселирования рабочего тела на выходе из бесштоковой полости Цилиндра.Сущность изобретения поясняется чертежами.На фиг.1 показано устройство, общий вид на фиг.2 - устройство в положении с выдвинутьпи толкателем.Загрузочно-подающее устройство (фиг. 1) содержит неподвижное основание 1, на котором наклонно закреплен лоток 2, толкатель 3, установленный с возможностью возврате-поступательного движения с закрепленными на нем возвратными пружинами 4, ложементом 5 и лепестком б,контакгигтощим с датчиками 7.5 контролякрайних положений толкателя, закрепленным на неподвижном основании 1 и установленным между ними датчиком 9 контроля отключения подачи воздуха в пневмоцилиндр 10. ПриьодНОйпневмоцИлих-щр 10 закреплен на оси 11 на основании 1 и установлен под углом к направлению перемещения толкателя 3, а его шток 12 связан с осью 13 двутшечего рычага 14. Двуплечий рычаг 14 одним плечом шарнирно закреплен на оси 15 на неподвижном основании 1, на втором плече на оси 16 установлен ролик 17, который опирается на плоскость 18 толкателя 3 перпендикулярную направлению его движения.Устройство работает следующим образом.Детали 19 загружаются на лоток 2, при этом первая деталь 20 (фиг.2) попадает в ложемент 5 толкателя 3 с упором 21. Датчик 8 при контакте с лепестком 6 дает команду на подачу воздуха в пневмоцилинлр 10. Шток 12,постепенно выдвигаясь, воздействует на ось 13 двутшечего рычага 14, который, поворачиваясь вокруг оси 15 посредством ролика 17,давит на плоскость 18 толкателя 3, которьпч,перемещаясь, отсекает детали 19 в лотке 2 от детали 20, установленной в ложементе 5 иперемещает ее на позицию обработки. В копае хода толкателя 31 двуплечий рычаг 14 становится в мертвую точку по отношению к перемещению толкателя 3.Таким образом, в предложенной конструкции блатодаря кинематике движения ее звеньев скорость перемещения толкателя 3 при подходе в крайнее вьшвинутое положение равна нулю, что позволяет очень точно податьсигнале том, что деталь. 20 подана на позицию обработки. Затем срабатывает приводной цилтндр 10, шток 12 которого снимает двуплечий рычаг 14 с мертвой точки и под воздействием пружин 4 толкатель 3 возвращается в исходное положение. При этом время воздействия цилиндра 10 на рычаг 14 определяется промежуточным датчиком 9 контроля положения толкателя 3. Как только лепесток 6 толкателя 3 подходит к промежуточному датчику 9, подача воздуха в приводной ЦИлиндр 10, прекращается, и в дальнейшем приводной шалиндр 10 работает как тормоз для обеспечения безударного перемещения толкателя 3 в исходное положение.Государственное патентное ведомство Республики Беларусь.
МПК / Метки
МПК: B23Q 7/06
Метки: загрузочно-подающее, устройство
Код ссылки
<a href="https://by.patents.su/3-1431-zagruzochno-podayushhee-ustrojjstvo.html" rel="bookmark" title="База патентов Беларуси">Загрузочно-подающее устройство</a>
Натяжное устройство для приводного ремня
Номер патента: 961
Опубликовано: 15.12.1995
Авторы: Атласнер Альберт Григорьевич, Решес Леонид Лазаревич, Каменецкий Роман Моисеевич, Головач Анатолий Антонович
Метки: устройство, ремня, приводного, натяжное
Текст:
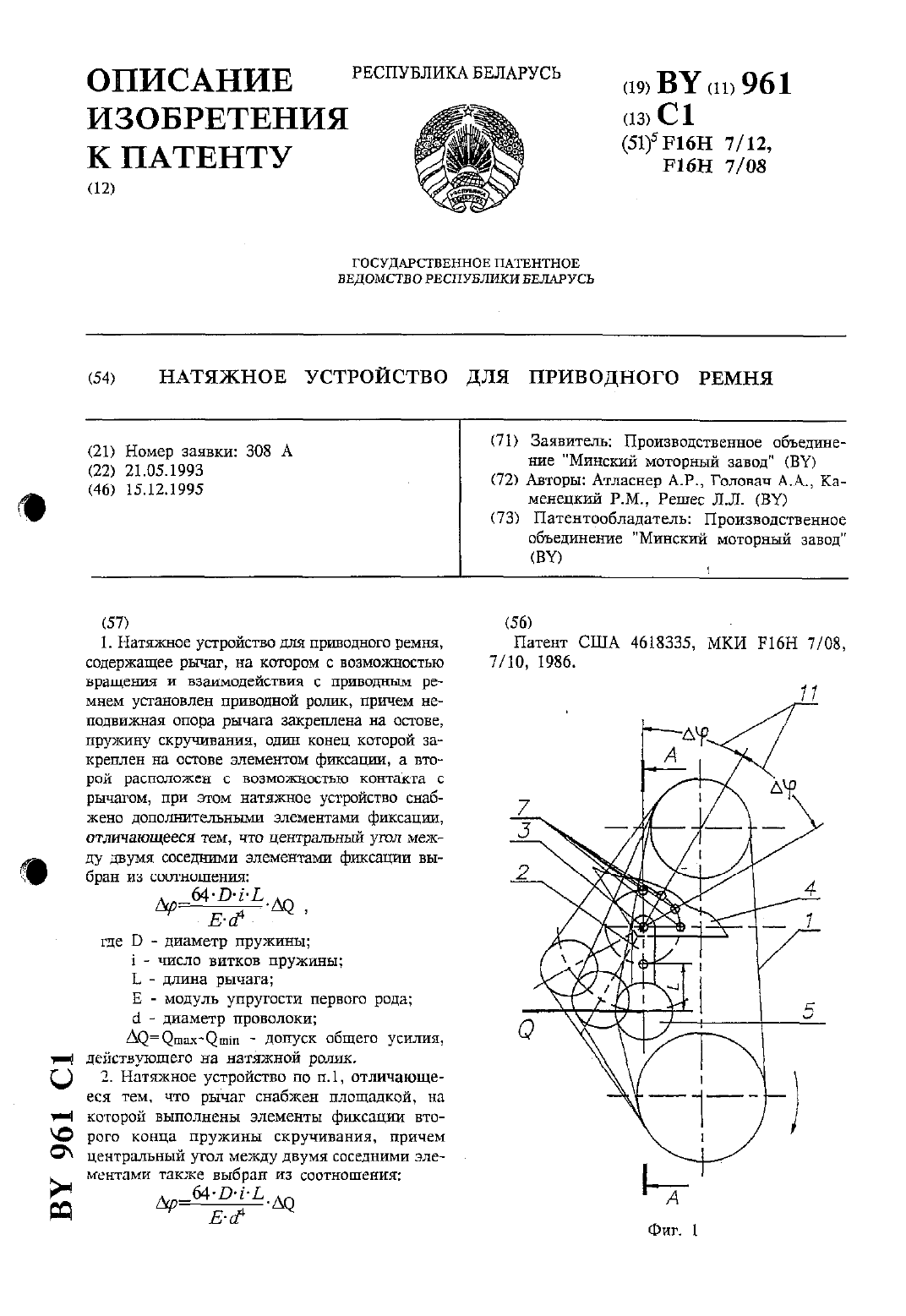
...указанного технического результата натяжное устройство содержит рычаг,на котором, с возможностью вращения и взаимодействия с приводньш реьшем, установлен приводной ролик, причем неподвижная опора рычага закреплена на остове, пружину скручивания, один конец которой закреплен на остове элементом фиксации, а второй расположен с возможностью контакта с рычагом, при этом натяжное устройство снабжено допогшительными элементами фиксации. Центральный...
Устройство для соединения двух монолитных пакетов конденсаторов в блок
Номер патента: 286
Опубликовано: 30.12.1994
Авторы: Спевацкий А. А., Афанасенко Н. Л., Рябов А. П.
МПК: H01G 13/00
Метки: двух, пакетов, блок, соединения, устройство, монолитных, конденсаторов
Текст:
...значением отклонений от номинальной емкости в однозагрузсдчное устройство с положительным в ДРУГОЕ Первый механизм 3 укладки забирает пакет А вакуумной присоской и укладывает его на опорную плоскость неподвижного упора 15 механизма совмещения.Рычаг 16 с упругой вставкой 19 в это время открыт поворотом на оси 17. Затем рычаг 1 б закрывается под действием пружины 18. удерживая пакет при дальнейшем повороте стола 5. Затем стол 5 поворачивается...
Устройство для регулирования расхода воздуха
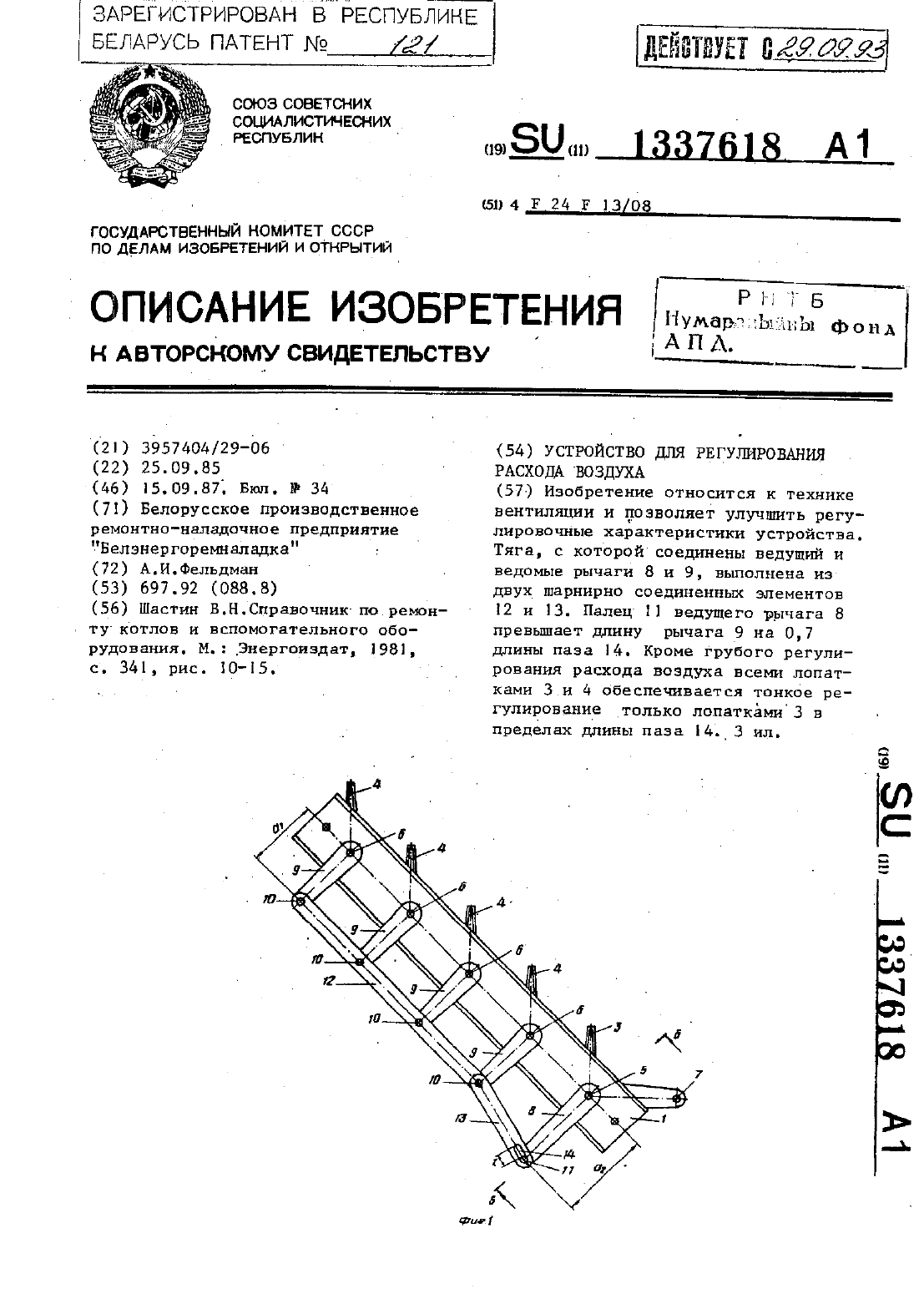
Номер патента: 121
Опубликовано: 30.09.1994
Автор: Фельдман Айзик Иосифович
МПК: F24F 13/08
Метки: устройство, расхода, воздуха, регулирования
Текст:
...при этом перемещается в пазу 14 элемента 13 тяги, в результате чего происходит открытие на определенный угол только лопаток 3. При дальнейшем повороте ведущей оси 5 происходит н дальнейшее открытие лопаток 3, при этом Палец 11,пройдя длину 1 паэа 14, упирается в тело элемента 13 тяги и толкает его,перемещая при этом элемент 12 тяги,который через пальцы 10 И рычаги 9 производит поворот ведомых осей 6 и установленных на них лопаток 4 до...
Устройство для переключения светового потока
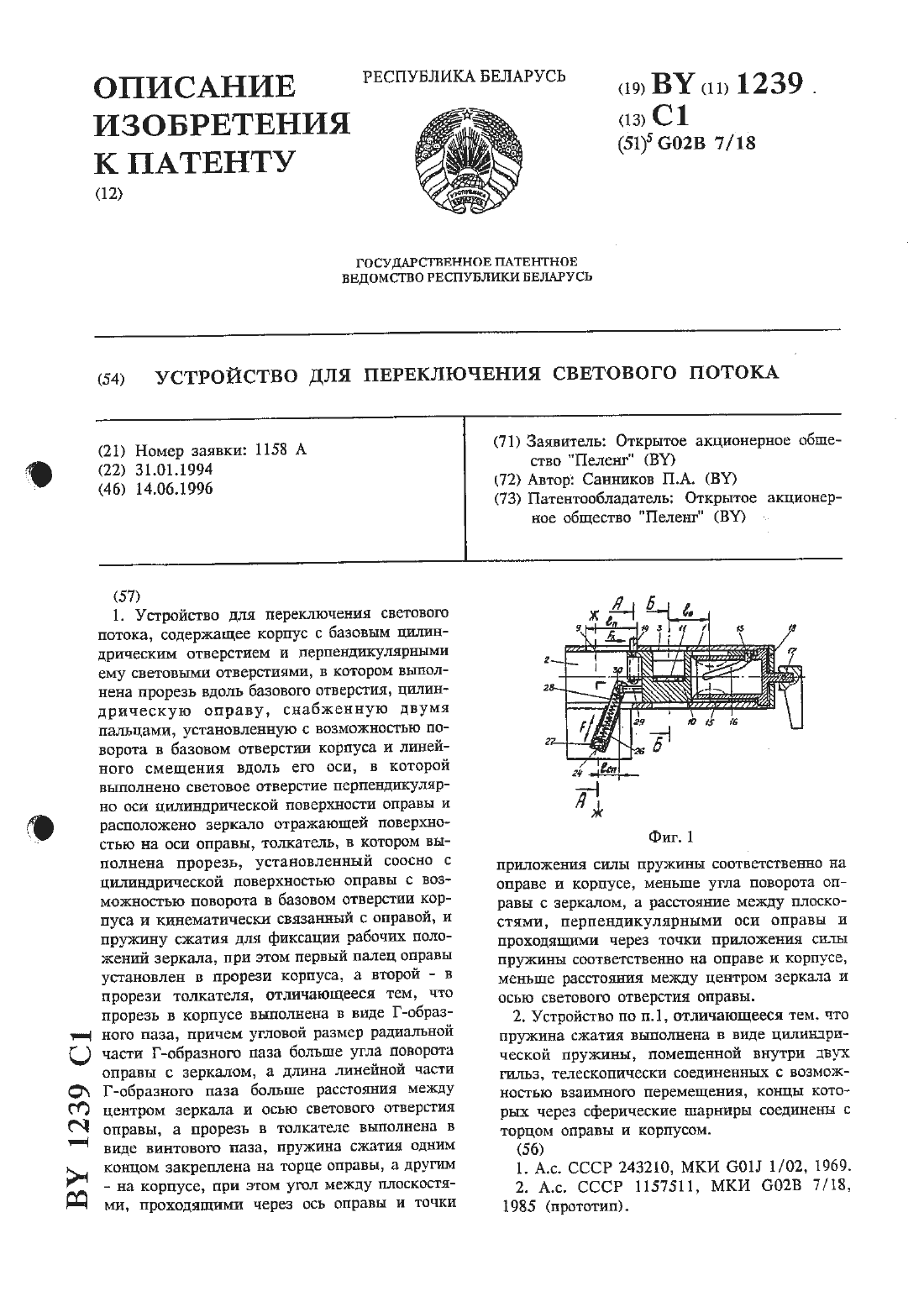
Номер патента: 1239
Опубликовано: 14.06.1996
Автор: Санников Петр Алексеевич
МПК: G02B 7/18
Метки: светового, переключения, потока, устройство
Текст:
...проходящими через ось оправы и точки приложения силы пружины соответственно на оправе и корпусе, меньше угла поворота оправы с зеркалом, а расстояние между плоскостями, перпендикулярными оси оправы и проходящими через точки приложения силы пружины соответственно на оправе и корпусе, меньше расстояния между центром зеркала и осью светового отверстия оправы.Пружина сжатия выполнена в виде цилиндрической пружины, помещенной внутри двух...
Устройство А. Д. Маслакова для формирования строительных изделий
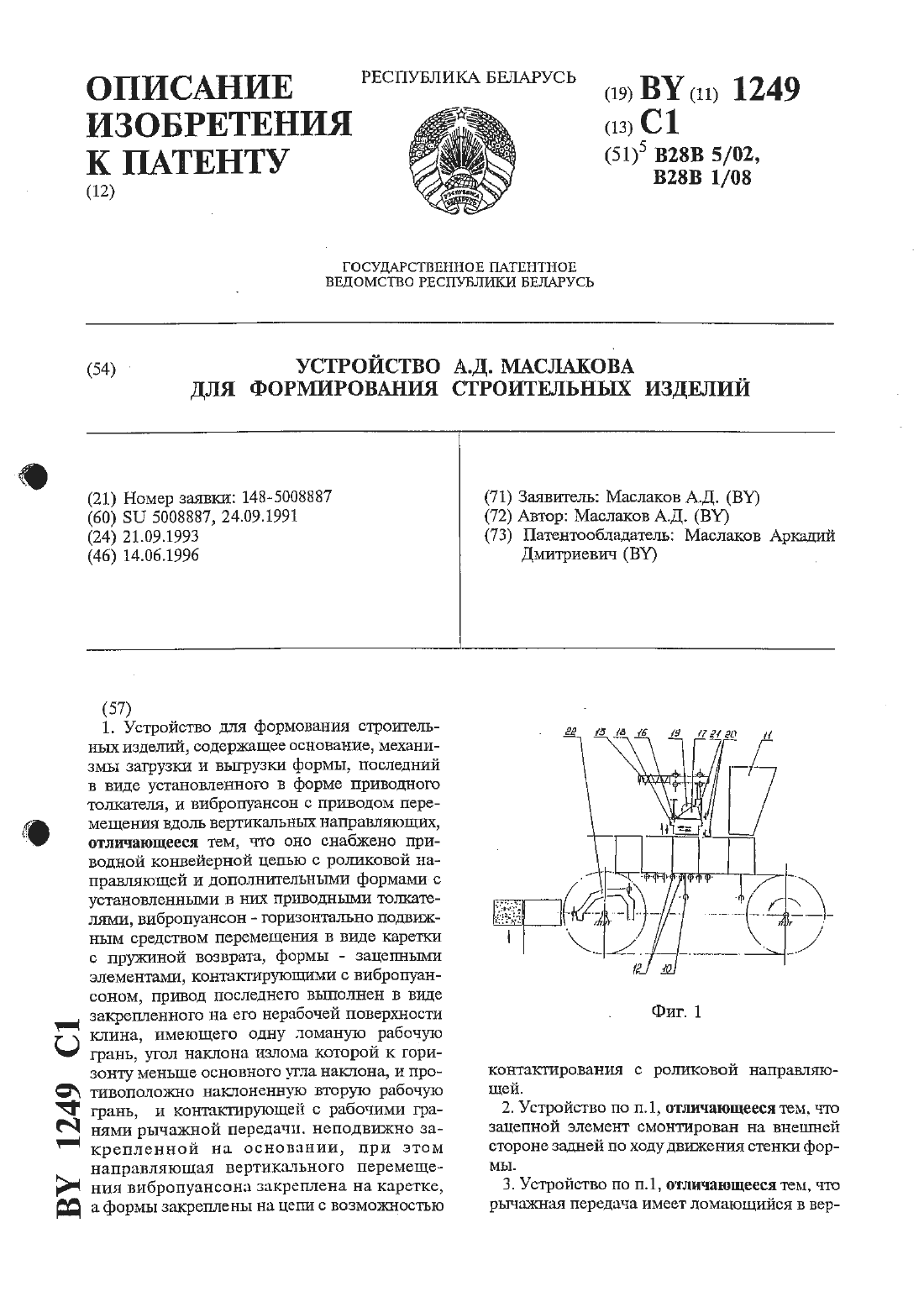
Номер патента: 1249
Опубликовано: 14.06.1996
Автор: Маслаков Аркадий Дмитриевич
Метки: маслакова, изделий, формирования, строительных, устройство
Текст:
...гранями тошна.Привод толкателей может бьпъ ВЬШолнеН В виде тотиновых когптров, неподвижно закреПЛВННЪТХ на ОСНОВЗНИИ.Механизм выгрузит описываемого устройства может быть выполнен в виде раздаточного бункера, расположенный за Ним по ходу движения участок цепи - прямолинейным, а роликовая направляющая закреплена на основании под прямолинейным участком.На фиг.1 изображено предлагаемое устройство, общий вид на фиг.2 - схема общего вида на...