Устройство А. Д. Маслакова для формирования строительных изделий
Текст
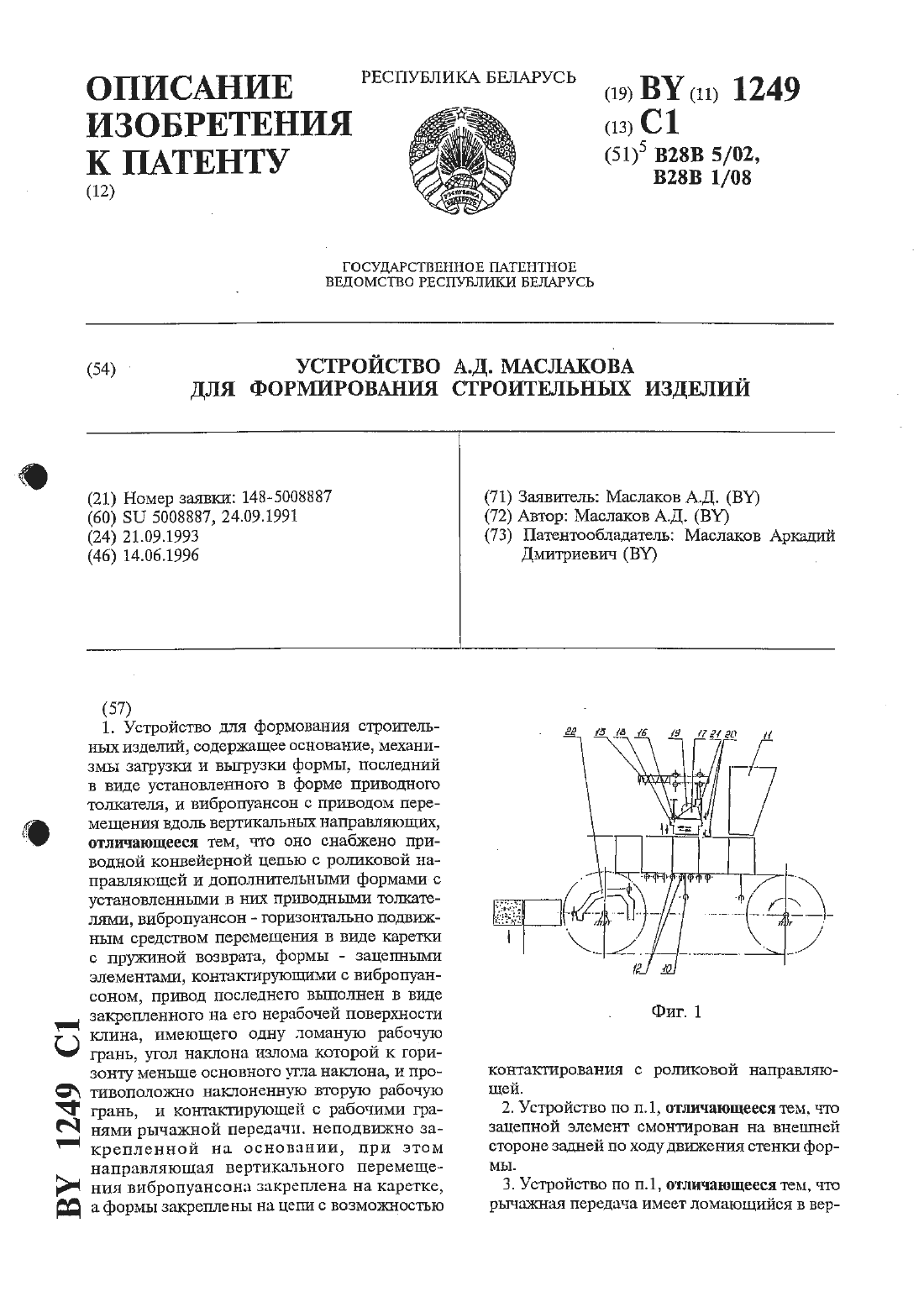
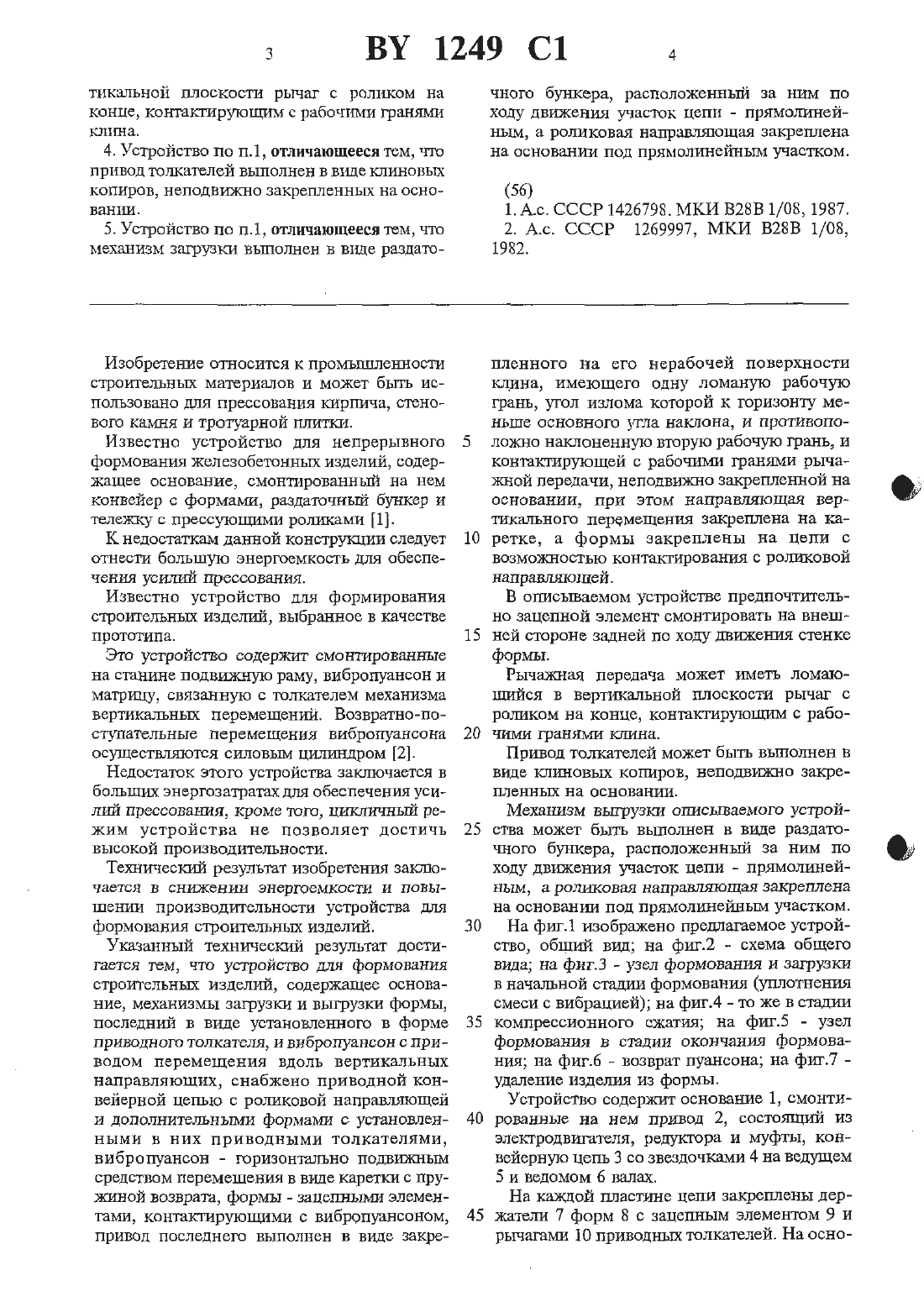
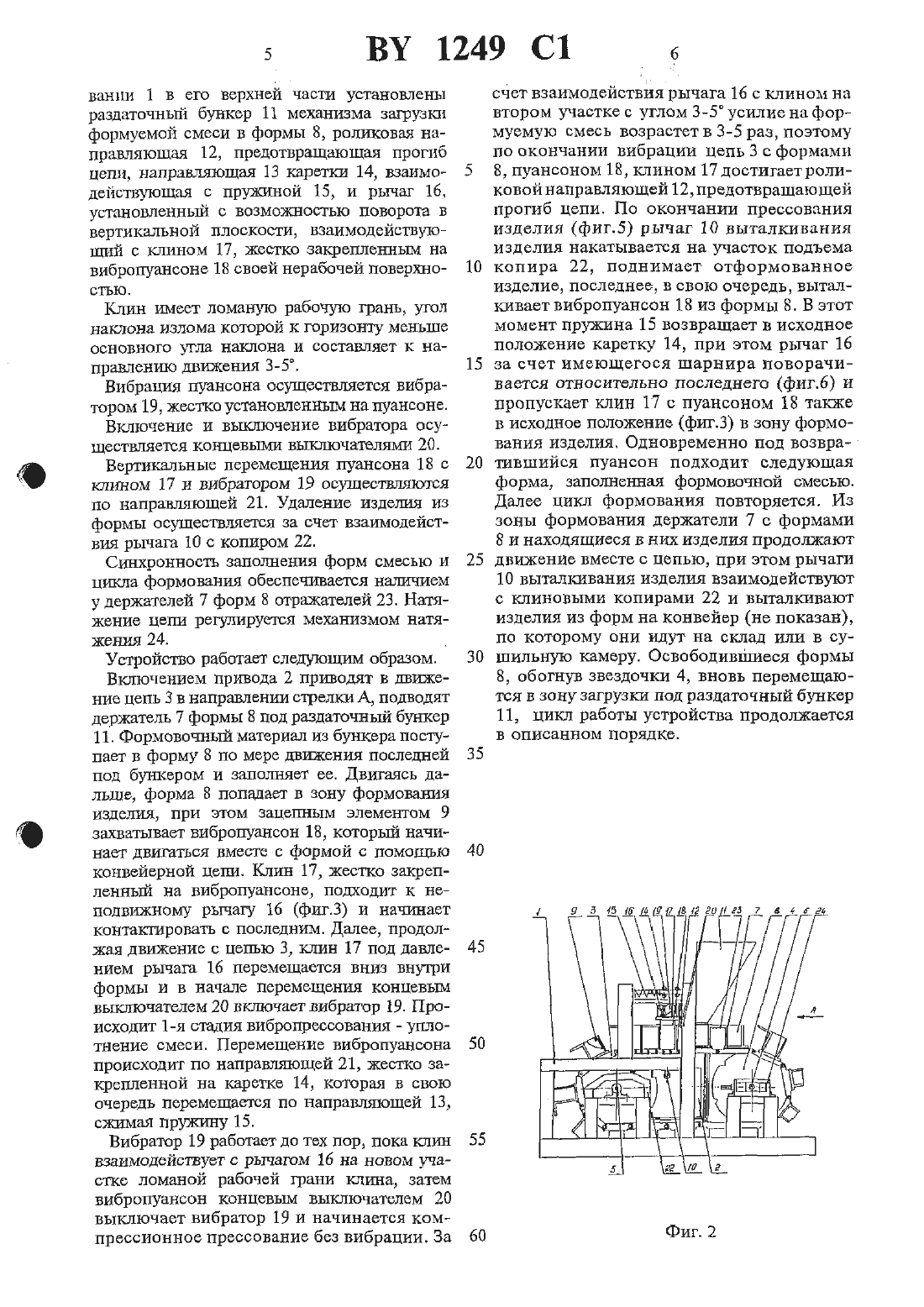
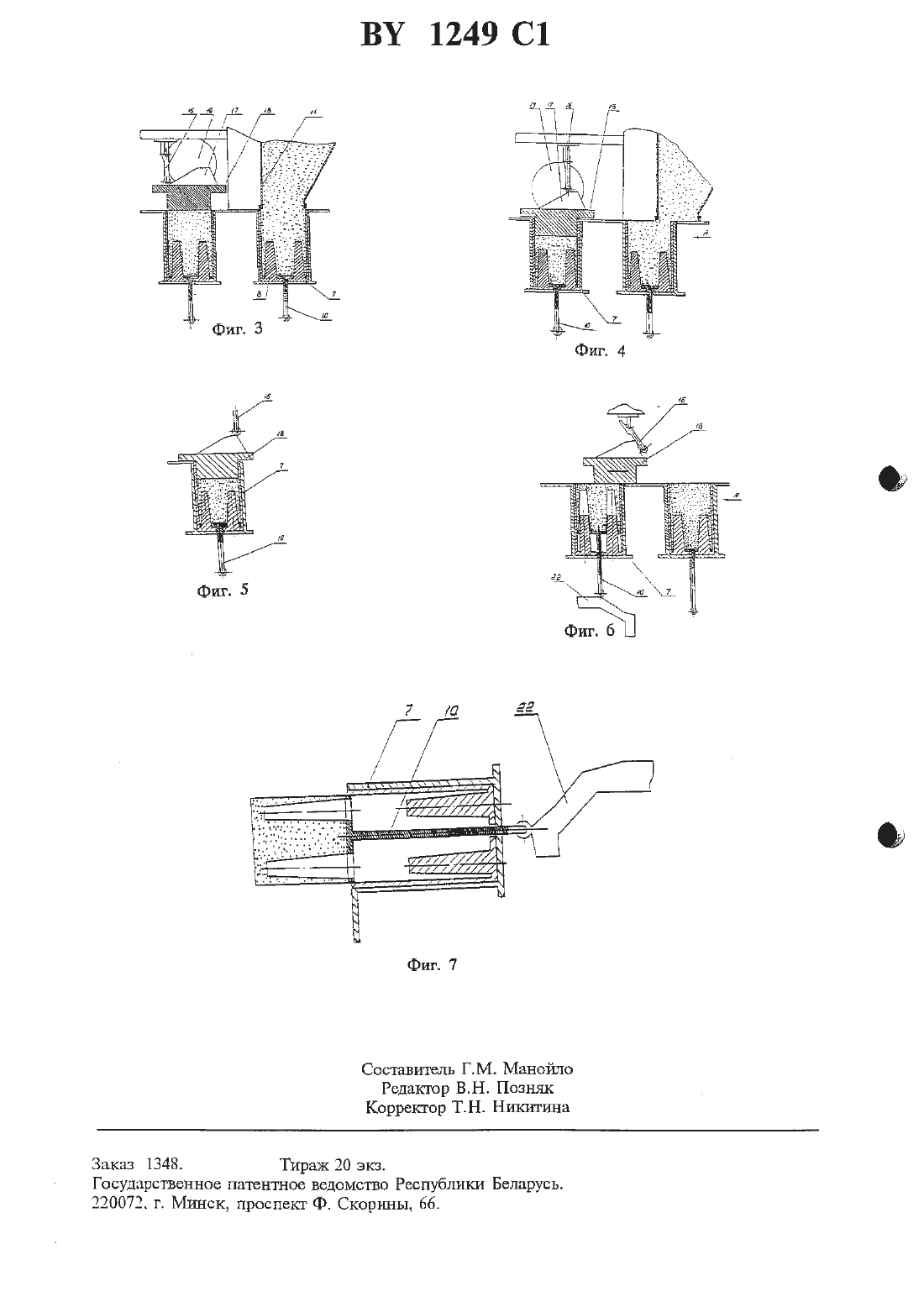
ГОСУДАРСТВЕННОЕ ПАТЕНТНОЕ ВЕДОМСТВО РЕСПУБЛИКИ БЕЛАРУСЬУСТРОЙСТВО Ад. МАСЛАКОВА ц для ФОРМИРОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИИ(73) Патентообладатель Маслаков Аркадий Дмитриевич (ВТ)1. Устройство ДЛЯ формования строительных изделий, содержащее основание, механизмы загрузки и вьпрузки формы, последний в виде установленного в форме приводного толкателя, и вибропуансон с приводом перемещения вдолъ вертикальных направляющих,отличающееся тем, что оно снабжено приводной конвейерной цепью с роликовой направляющей и дополнительными формами с установленными в них приводными толкателями, вибропуансон - горизонтально подвижНЫМ средством перемеЩбЕИЯ В ВИДВ КЗРСТШ с пружиной возврата, формы - зацешшми элементами, контакгируюпшми с вибропуансоном, привод Чоследнего выполнен в виде закрепленного на его нераоочеи поверхности клина, имеющего одну ломаную рабочую грань, утол наклона излома которой к горизонту Меньше основного угла наклона, и противоположно наклоненнуто вторую рабочую трань, и контактирующей с рабочими гранями рычажной передачи. неподвижно закрепленной на основании, при этом направляющая вертикального перемещения вибропуансона закреплена на каретке,а формы закреплены на Цепи с возможностью2. Устройство по п.1, отличающееся тем. что зацепной элемент смонтирован на внешней стороне задней по ходу Движения стенки формы.3. Устройство по п.1, отличающееся тем, что рычажная передача имеет ломающийся в вер 3 ВУ 1249 С 1 4ттткальной плоскости рычаг с роликом на конце, контактирующим с рабочими гранями клина.4. Устройство по п.1, отличающееся тем, что привод толкателей выполнен в виде клиновых копиров, неподвижно закрепленных на основании.5. Устройство по 11.1, отличающееся тем, что ьтеханизм загрузки вьшолнен в виде раздато Изобретение относится к Промышленности строительных материалов и может быть использовано для прессования кирпича, стенового камня и тротуарной плитш.Известно устройство для непрерывного сзормования железобетонных изделий, содержащее основание, смонтированный на нем конвейер с формами, раздаточный бункер и тележку с прессутопшми роликами 1.К недостаткам данной конструтотии следует отнести большую энергоемкость для обеспечения усилий прессования.Известно устройство для формирования строительных изделий, выбранное в качестве прототипа.Это устройство содержит смонтированные на станине подвижную раму, вибропуансон и матрицу, связанную с толкателем механизма вертикальных перемещении. Возвратно-поступательньте перемещения вибропуансона осуществляются силовым цилиндром 2.Недостаток этою устройства заключается в больших энергозатратах для обеспечения усилий прессования, кроме того, цикличньгй режим устройства не позволяет достичь высокой производительности.Технический результат изобретения заключается в снижении энергоемкости и повышении производительности устройства для формования строительных изделий.Указанный технический результат достигается тем, что устройство для формования строительных изделий, содержащее основание, механизмы загрузки и выгрузки формы,последний в виде установленного в форме приводного толкателя, и вибропуансон с приводом перемещения вдоль вертикальных направляющих, снабжено приводной конвейерной Цепыо с роликовой направляющей и дополнительными формами с установленными в них приводными толкателями,вибропуансон - горизонтально подвижным средством перемещения в виде карепш с пружиной возврата, формы - зацепныьш элементами, конгактирующими с вибропуансоном,привод последнего выполнен в виде закре 10чного бункера, расположенньпй за ним по ходу движения участок цепи - прямолинейным, а роликовая направляющая закреплена на основании под прямолинейным участком.пленного на его нерабочей поверхности клина, имеющего одну ломаную рабочую грань, угол излома которой к горизонту меньше основного угла наклона, и противоположно наклоненную вторую рабочую грань, и контактирующей с рабочими гранями рьгчаясной передачи, неподвижно закрепленной на основании, при этом направляющая вертикального перемещения закреплена на каретке, а формы закреплены на цепи с возможностью контактирования с рогшковой направляющей.В ошасываемом устройстве предпочтительно зацепной элемент смонтировать на внешней стороне задней по ходу движет-пая стенке формы.Рычаэкная передача может иметь ломающийся в вертикальной плоскости рычаг с роликом на конце, контакгируюпшм с рабочими гранями тошна.Привод толкателей может бьпъ ВЬШолнеН В виде тотиновых когптров, неподвижно закреПЛВННЪТХ на ОСНОВЗНИИ.Механизм выгрузит описываемого устройства может быть выполнен в виде раздаточного бункера, расположенный за Ним по ходу движения участок цепи - прямолинейным, а роликовая направляющая закреплена на основании под прямолинейным участком.На фиг.1 изображено предлагаемое устройство, общий вид на фиг.2 - схема общего вида на фиг.3 - узел формования и загрузки в начальной стадии формования (уплотнения смеси с вибрацией) на фиг.4 - то же в стадии компрессионного сжатия на фиг.5 - узел формования в стадии окончания формования на фшпб - возврат пуансона на фин удаление изделия из формы.Устройство содержит основание 1, смонтированные на нем привод 2, состоящий из электродвигателя, редуктора и муфты, конвейерную цепь 3 со звездочками 4 на ведущем 5 и ведомом 6 валах.На каждой пластине цепи закреплены держатели 7 форм 8 с зацепньгм элементом 9 и рычагами 10 приводных толкателей. На осно 5 ВУ 1249 С 1 5ванпи 1 в его верхней части установлены раздаточный бункер 11 механизма загрузки формуемой смеси в формы 8, роликовая направляющая 12, предотвращающая прогиб цепи, направляющая 13 каретки 14, взаимодетдс-гвующая с пруда/Шей 15, И рычаг 16. установленный с возможностью поворота в вертикальной плоскости, взаимодействующий с клином 17, жестко закрепленньш на вибропуансоне 18 своей нерабочей поверхностыо.Клин имеет ломаную рабочую грань, угол наклона излома которой к горизонту меньше основного угла наклона и составляет к направленшо движения 3-5.Вибрация пуансона осуществляется вибратором 19, жестко установленным на пуансоне.Включение и вьпспочение вибратора осуществляется концевыми выключателями 20.Вертикальные перемещения пуансона 18 с гслином 17 и вибратором 19 осуществляются по направляющей 21. Удаление изделия из формы осуществляется за счет взаимодействия рычага 10 с копиром 22.Синхронностъ заполнения форм смесью И цикла формования обеспечивается назшчием у держателей 7 форм 8 отражателей 23. Натяжение цепи регулируется механизмом натяжения 24. .Устройство работает следующшт образом.включением привода 2 приводят в движение цепь З в направлении стрелки А, подводят держатель 7 формы 8 под раздаточный бункер 11. формовочный материал из бункера поступает в форму 8 по мере движения последней под бункером и заполняет ее. Двигаясь дальше, форма 8 попадает в зону формования изделия, при этом зацепным элементом 9 захватывает вибропуансон 18, который начинает двигаться вместе с формой с помощью конвейерной Цепи. Клин 17, жестко закрепленный на вибропуансоне, подходит к неподвижному рычагу 16 (фигЗ) и начинает контактировать с последним. Далее, продолжая движение с цепью 3, клин 17 под давлением рьтчага 16 перемещается вниз внутри формы и в начале перемещения концевым вьпопочателем 20 включает вибратор 19. Происходит 1-я стадия вибропрессования - уттлотнение смеси. Перемещение вибропуансона происходит по направляющей 21, жестко закрепленной на каретке 14, которая в свою очередь перемещается по направляющей 13,слкимая пружину 15.Вибратор 19 работает до тех пор, пока клин взаимодействует с рычагом 16 на новом участке ломаной рабочей грани клшта, затем вибропуансон концевым выключателем 20 выключает вибратор 19 И начинается компрессионное прессование без вибрации. Засчет взаимодействия рычага 16 с клином на втором участке с углом З-5 усилие на формуемую смесь возрастет в 3-5 раз, поэтому по окончании вибрации цепь 3 с формами 8, пуансоном 18, клином 17 достигаетроликовой направляющей 12, предотвращающей прогиб Цепи. По окончании прессования изделия (фиг.5) рьтчаг 10 выталкивания изделия накатывается на участок подъема копира 22, поднимает отформованное изделие, последнее, в свою очередь, выталкивает вибропуансон 18 из формы 8. В этот момент пруэкина 15 возвращает в Исходное положение каретку 14, при этом рычаг 16 за счет имеющегося шарнира поворачивается относительно последнего (фицб) И пропускает клин 17 с пуансоном 18 также в исходное положение (фиг.3) в зону формо ВЗНИЯ ИЗДСЛИЯ. ОДНОВРЕМЕННО ПОД возвратившийся пуансон подходит следующая форма, заполненная формовочной смесью. Далее цикл формования повторяется. Из зоны формования держатели 7 с формами 8 и находящиеся в них изделия продолжают движение вместе с цепью, при этом рычаги 10 выталкивания изделия взаимодействуют с Клиновыми копирами 22 и выталкивают изделия из форм на конвейер (не показан),по которому они идут на склад или в сушильную камеру. Освободивншеся формы 8, обогнув звездочки 4, вновь перемещаются в зону загрузки под раздаточный бункер 11, цикл работы устройства продолжается в описанном порядке.Заказ 1348. Тираж 20 экз. Государственное патентное ведомство Республики Беларусь. 220072. г. Мштск, проспект Ф. Скорины, 66.
МПК / Метки
Метки: формирования, строительных, устройство, изделий, маслакова
Код ссылки
<a href="https://by.patents.su/4-1249-ustrojjstvo-a-d-maslakova-dlya-formirovaniya-stroitelnyh-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Устройство А. Д. Маслакова для формирования строительных изделий</a>
Сырьевая смесь для изготовления теплоизоляционных изделий А. Д. Маслакова
Номер патента: 41
Опубликовано: 30.05.1994
Автор: Маслаков Аркадий Дмитриевич
МПК: C04B 18/26, C04B 26/26
Метки: сырьевая, смесь, изготовления, теплоизоляционных, изделий, маслакова
Текст:
...на .Ьчение 3-5 мин до получения однородной суспензии, при этом за счет га ШЕННН ИЗВЕСТИ БЫДЕЛЛЕЗТСЯ ТЕЛО, НЗсуспензию. Затем в полученную суспензию при постоянном перемешивани(7 О 9 О об./мин) в течение 10-25 ми лорционио за 4-6 рез вводят обезвоженный битум, нагретый до 110170 С,и оставшуюся от необходимого на замес количества водУ. В полученнуюбитумную энульсионную мастику вводятотдозированное количество жидкого Э натриевого стекла Уд....
Устройство для формирования труб из термопластичного материала
Номер патента: 418
Опубликовано: 30.03.1995
Авторы: Горбачев Ю. И., Сидоренко Ф. Д., Гайдук В. Ф., Шустов В. П., Сиканевич А. В.
МПК: B29C 67/20, B29C 41/08
Метки: устройство, материала, труб, формирования, термопластичного
Текст:
...вошли в контактнейшем автоматическим съем трубы производится следующим образом. При прибпиженииоправки 1 в крайнее нижнее положение шток 20 упирается в толкатель 12, который посредством гайюи 11 по допол мещается вверх с большей скоростью. чем скорость поступательного перемещения оправки 1. Это позволяет исключить разнотолщинностъ трубы и оплаврение участков. которые формуются в момент съема трубы с оправки 1. что повышает качество труб. Для...
Устройство для охлаждения изделий
Номер патента: 299
Опубликовано: 30.12.1994
Авторы: Огневский В. А., Шкляров И. Н., Степин А. Л., Островский Г. А., Дереченик Л. И., Рыскинд А. М., Двоскин Л. И.
МПК: C21D 1/62
Метки: устройство, изделий, охлаждения
Текст:
...охлаждення.перед очеред ной подачей жидкости на.закалку.центрального отверстия диафрагмы Иширины паза Ц 0,4 - 0,6 1 И 1,О,1-0,2 1 обеспечивает.пред 0 хРгНЕ Нние детали от первоначальных брызг воаникающнк при формировании ПТка, и равномерное распределение саМОГО ПОТОКЗ ВДОЛЬ ПОВЕРХНОСТЦ ДЕТЗповерхности изделия сложной формчивается необходиостью образовы 157821 ЗМнннмальнй диаметр СО,д 1) обусловлен необходимостью подачи достаточнаго...
Устройство для загрузки изделий, преимущественно радиодеталей
Номер патента: 284
Опубликовано: 30.12.1994
Авторы: Ремов Л. М., Лауткин Д. А.
МПК: H05K 13/02
Метки: радиодеталей, изделий, устройство, загрузки, преимущественно
Текст:
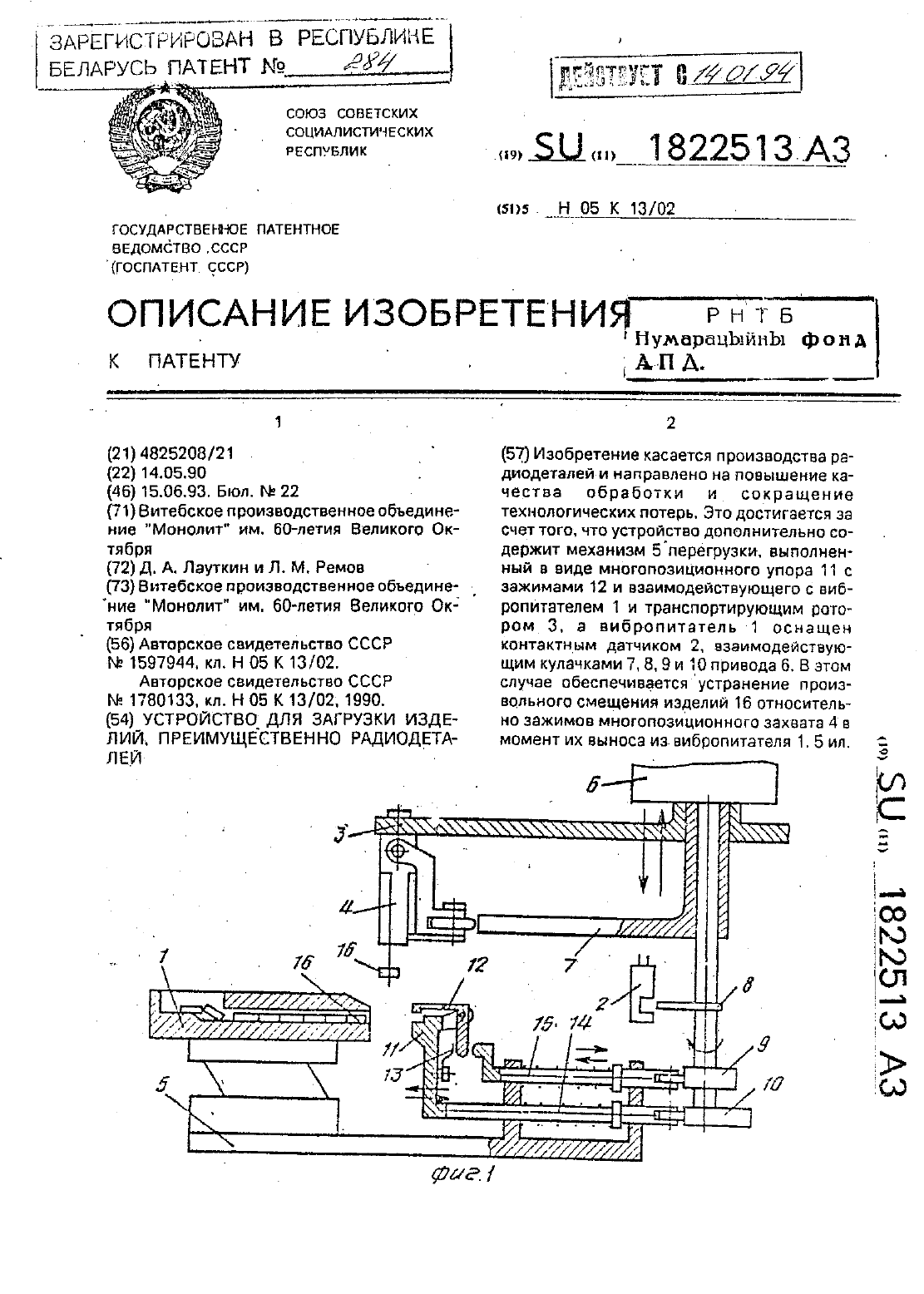
...на нем зажимами 12 в крайнее левое положение (см. фиг. 2 ) имольном рЭССТОЯНИИ ОТ МНОГОРУЧЬЭВОГО вибропитателя 1. Кулачок 9 через шток 15 нажимает на вертикальные плечи зажимов 12 и обеспечивает отходов их заэкимных губок от пиногопозиционного упора П. Кулачок 8 взаимодействует с контактным датчиком 2 и включает электропитание многоручьевого вибропитателп 1. Под действи ем вибрации первый ряд изделий 16частично выходит с каналов...
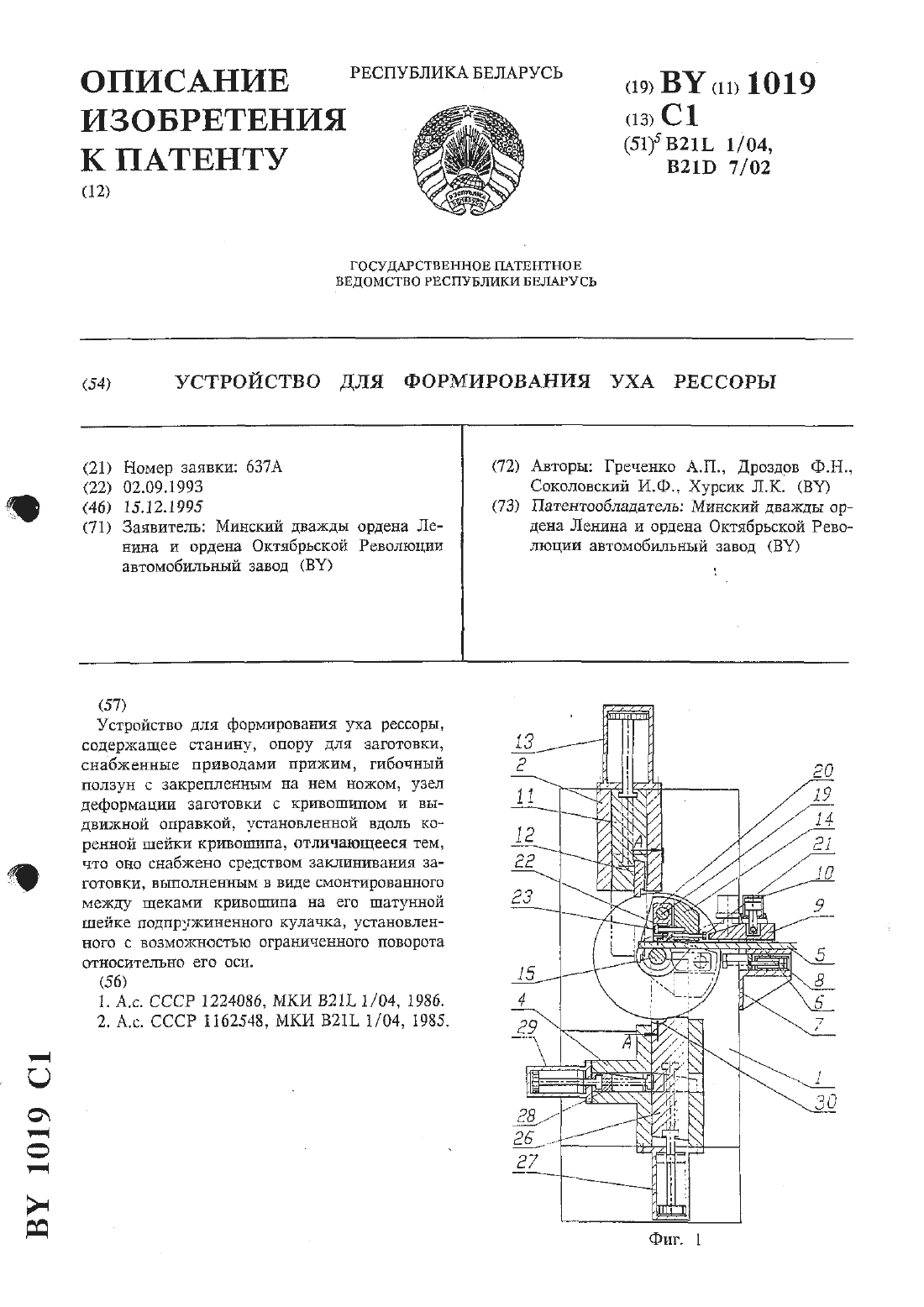
Устройство для формирования уха рессоры
Номер патента: 1019
Опубликовано: 15.12.1995
Авторы: Дроздов Феликс Николаевич, Хурсик Леонид Кириллович, Греченко Александр Павлович, Соколовский Игорь Феликсович
Метки: формирования, рессоры, уха, устройство
Текст:
...для формирования уха рессоры содержит станиту 1 с направляющими 2, 3, 4. На боковой стенке станины 1 смонтирована опора для заготовки 5 в виде каретки б. расположенной в направляющих кронштейна 7 и приводимой от силового цилиндра 8. Опора снабжена прижимом 9, размещенным на каретке б, приводимым от силового Цилиндра 10. В направляющих 2 расположен гибочный ползун 11 с закрепленным на нем ножом 12,Перемещаемый силовым цилиндром 13. В...
Предыдущий патент: Трансдермальная терапевтическая система для нанесения лекарственного средства и способ ее получения
Следующий патент: Устройство для обработки шариков
Случайный патент: Оптическая система