Способ изготовления погонажного изделия из пресс-композиций на основе древесины
Номер патента: 13523
Опубликовано: 30.08.2010
Авторы: Терешко Юрий Демьянович, Колдаев Олег Юрьевич, Колдаева Светлана Николаевна, Екименко Алексей Николаевич
Текст
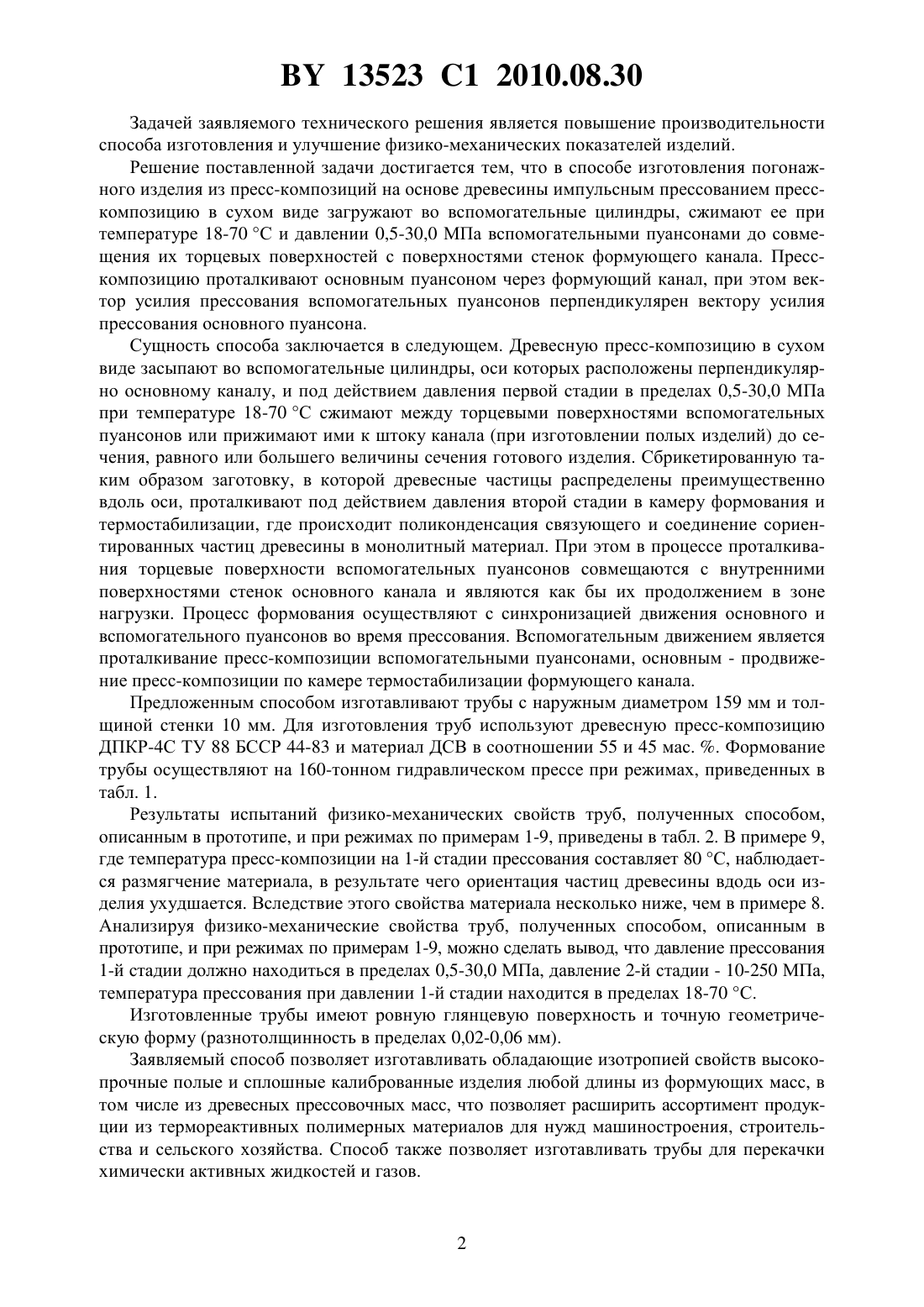
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ПОГОНАЖНОГО ИЗДЕЛИЯ ИЗ ПРЕСС-КОМПОЗИЦИЙ НА ОСНОВЕ ДРЕВЕСИНЫ(71) Заявитель Учреждение образования Белорусский государственный университет транспорта(72) Авторы Терешко Юрий Демьянович Екименко Алексей Николаевич Колдаева Светлана Николаевна Колдаев Олег Юрьевич(73) Патентообладатель Учреждение образования Белорусский государственный университет транспорта(56) ЗАЯЦ И.М. Разработка технологии погонажных изделий с переменными по толщине свойствами из древесно-полимерных композитов Автореферат диссертации. - Мн., 1997. - С. 4-7. ПРУШАК В.Я. и др. Технология древесно-полимерных композитов для деталей машин. Информтрибо, 1992. С. 3-7, 96-107, 131-140. ГАРАСЕВИЧ Г.И. и др. Формованные изделия из древесно-клеевой композиции. - М. Лесная промышленность,1982. - С. 45-52, 67-80.974 1, 1995.2005613 1, 1994.2051789 1, 1996.832 1, 1995.695843, 1979.1068448 , 1984.1798367 1, 1993.(57) Способ изготовления погонажного изделия из пресс-композиции на основе древесины импульсным прессованием, отличающийся тем, что пресс-композицию в сухом виде загружают во вспомогательные цилиндры, сжимают ее при температуре 18-70 С и давлении 0,5-30,0 МПа вспомогательными пуансонами до совмещения их торцевых поверхностей с поверхностями стенок формующего канала и проталкивают основным пуансоном через формующий канал, при этом вектор усилия прессования вспомогательных пуансонов перпендикулярен вектору усилия прессования основного пуансона. Изобретение относится к производству изделий из различных пресс-материалов на основе древесины, а именно к производству погонажных изделий, и может быть использовано в строительстве, сельском хозяйстве и химической промышленности. Известен способ изготовления плит из древесностружечных термореактивных пресскомпозиций, включающий загрузку пресс-композиции в обогреваемый формующий канал, состоящий из четырех зон, и перемещение ее под давлением 1. Недостатками этого способа является то, что изготовленные данным способом погонажные изделия имеют низкую прочность на растяжение и статический изгиб, а процесс производства имеет низкую производительность. 13523 1 2010.08.30 Задачей заявляемого технического решения является повышение производительности способа изготовления и улучшение физико-механических показателей изделий. Решение поставленной задачи достигается тем, что в способе изготовления погонажного изделия из пресс-композиций на основе древесины импульсным прессованием пресскомпозицию в сухом виде загружают во вспомогательные цилиндры, сжимают ее при температуре 18-70 С и давлении 0,5-30,0 МПа вспомогательными пуансонами до совмещения их торцевых поверхностей с поверхностями стенок формующего канала. Пресскомпозицию проталкивают основным пуансоном через формующий канал, при этом вектор усилия прессования вспомогательных пуансонов перпендикулярен вектору усилия прессования основного пуансона. Сущность способа заключается в следующем. Древесную пресс-композицию в сухом виде засыпают во вспомогательные цилиндры, оси которых расположены перпендикулярно основному каналу, и под действием давления первой стадии в пределах 0,5-30,0 МПа при температуре 18-70 С сжимают между торцевыми поверхностями вспомогательных пуансонов или прижимают ими к штоку канала (при изготовлении полых изделий) до сечения, равного или большего величины сечения готового изделия. Сбрикетированную таким образом заготовку, в которой древесные частицы распределены преимущественно вдоль оси, проталкивают под действием давления второй стадии в камеру формования и термостабилизации, где происходит поликонденсация связующего и соединение сориентированных частиц древесины в монолитный материал. При этом в процессе проталкивания торцевые поверхности вспомогательных пуансонов совмещаются с внутренними поверхностями стенок основного канала и являются как бы их продолжением в зоне нагрузки. Процесс формования осуществляют с синхронизацией движения основного и вспомогательного пуансонов во время прессования. Вспомогательным движением является проталкивание пресс-композиции вспомогательными пуансонами, основным - продвижение пресс-композиции по камере термостабилизации формующего канала. Предложенным способом изготавливают трубы с наружным диаметром 159 мм и толщиной стенки 10 мм. Для изготовления труб используют древесную пресс-композицию ДПКР-4 С ТУ 88 БССР 44-83 и материал ДСВ в соотношении 55 и 45 мас. . Формование трубы осуществляют на 160-тонном гидравлическом прессе при режимах, приведенных в табл. 1. Результаты испытаний физико-механических свойств труб, полученных способом,описанным в прототипе, и при режимах по примерам 1-9, приведены в табл. 2. В примере 9,где температура пресс-композиции на 1-й стадии прессования составляет 80 С, наблюдается размягчение материала, в результате чего ориентация частиц древесины вдодь оси изделия ухудшается. Вследствие этого свойства материала несколько ниже, чем в примере 8. Анализируя физико-механические свойства труб, полученных способом, описанным в прототипе, и при режимах по примерам 1-9, можно сделать вывод, что давление прессования 1-й стадии должно находиться в пределах 0,5-30,0 МПа, давление 2-й стадии - 10-250 МПа,температура прессования при давлении 1-й стадии находится в пределах 18-70 С. Изготовленные трубы имеют ровную глянцевую поверхность и точную геометрическую форму (разнотолщинность в пределах 0,02-0,06 мм). Заявляемый способ позволяет изготавливать обладающие изотропией свойств высокопрочные полые и сплошные калиброванные изделия любой длины из формующих масс, в том числе из древесных прессовочных масс, что позволяет расширить ассортимент продукции из термореактивных полимерных материалов для нужд машиностроения, строительства и сельского хозяйства. Способ также позволяет изготавливать трубы для перекачки химически активных жидкостей и газов. 13523 1 2010.08.30 Таблица 1 НаименоПример,вание технолоПрогических 1 2 3 4 5 6 7 8 9 тотип параметров Величина давления,МПа 1-я стадия 0,2 0,4 0,5 1 2 5 10 30 30 2-я стадия 250 2 5 10 50 100 150 200 250 300 Температура формирования при давлении 1-й стадии, С 15 15 18 30 40 50 60 70 80 Температура термостабилизации при давлении 2-й стадии, С 15510 15510 15510 15510 15510 15510 15510 15510 15510 15510 Таблица 2 Наименование показателей Предел прочности при растяжении в продольном направлении,МПа Предел прочности при статическом изгибе в продольном направлении,МПа Источники информации 1. Прушак В.Я., Колдаева С.Н., Михайлов М.И Технология древесно-полимерных композитов для деталей машин. - Мн. Информтрибо, 1992. - С. 134 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B27N 5/00
Метки: основе, пресс-композиций, способ, древесины, изделия, изготовления, погонажного
Код ссылки
<a href="https://by.patents.su/3-13523-sposob-izgotovleniya-pogonazhnogo-izdeliya-iz-press-kompozicijj-na-osnove-drevesiny.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления погонажного изделия из пресс-композиций на основе древесины</a>
Способ изготовления изделий из древесных пресс-масс
Номер патента: 1735
Опубликовано: 30.09.1997
Авторы: Прушак Виктор Яковлевич, Заяц Ирина Михайловна, Щерба Владимир Яковлевич, Протасеня Александр Владимирович
МПК: B29C 43/18, B27N 3/08
Метки: древесных, изготовления, способ, изделий, пресс-масс
Текст:
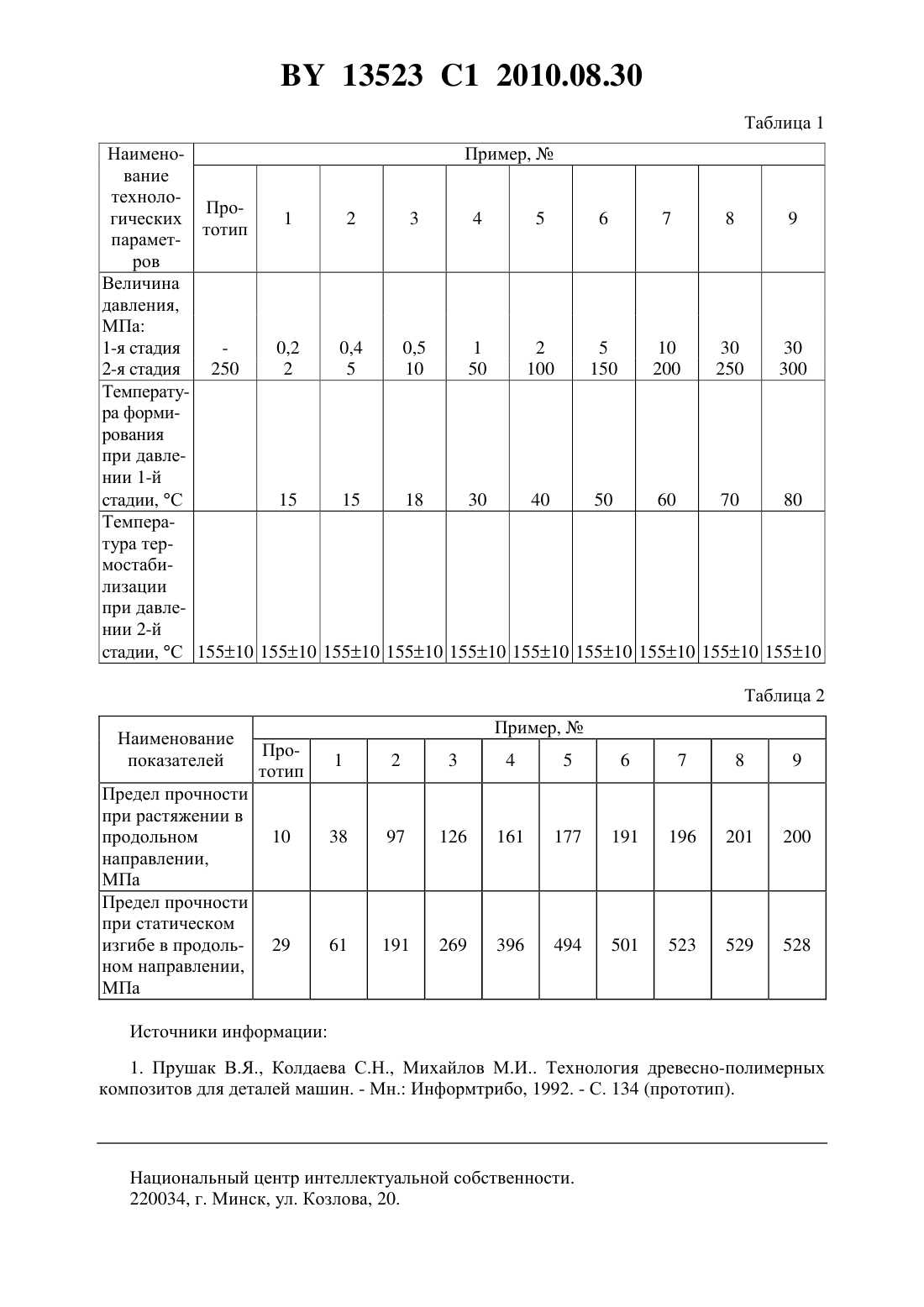
...у которых одна или несколько поверхностей имеют повышенную шероховатость и высокую твердость (7-9 по минералогической шкале). Поставленная задача достигается тем, что при получении изделий из древесных пресс-масс, включающих синтетическое связующее, путем прямого прессования пресс-массы, загруженной в пресс-форму, перед загрузкой пресс-массы в пресс-форму в ее матрицу помещают абразивным зерном к стенке шлифовальную шкурку, которую...
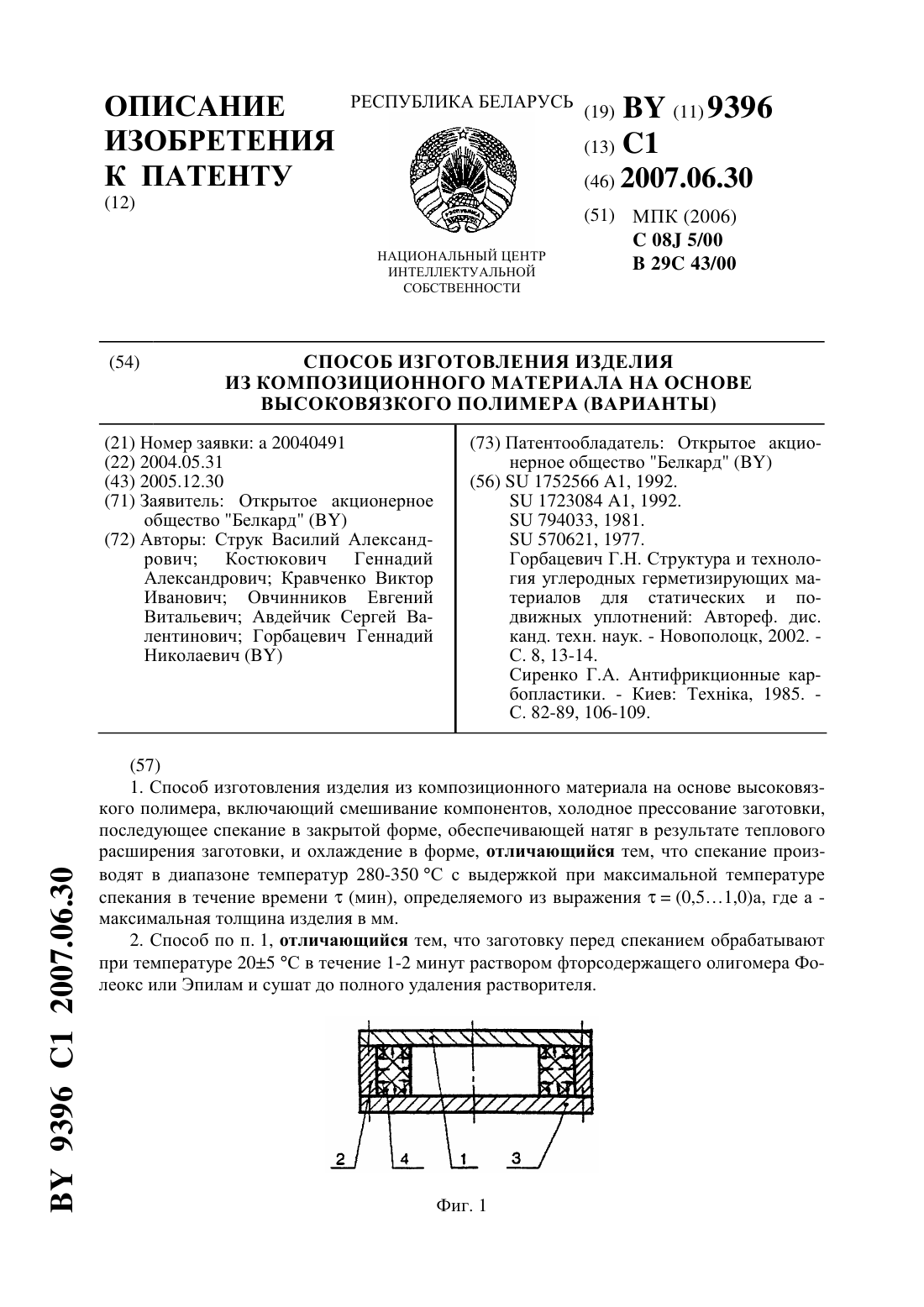
Способ изготовления изделия из композиционного материала на основе высоковязкого полимера (варианты)
Номер патента: 9396
Опубликовано: 30.06.2007
Авторы: Струк Василий Александрович, Горбацевич Геннадий Николаевич, Авдейчик Сергей Валентинович, Овчинников Евгений Витальевич, Кравченко Виктор Иванович, Костюкович Геннадий Александрович
МПК: B29C 43/00, C08J 5/00
Метки: основе, варианты, материала, способ, полимера, композиционного, изготовления, изделия, высоковязкого
Текст:
...полимера, включающего смешивание компонентов, холодное прессование заготовки, последующее спекание в закрытой форме, обеспечивающей натяг в результате теплового расширения заготовки, и охлаждение в форме, заготовку спекают в закрытой форме с натягом по двухступенчатому циклу с последующим отжигом, причем первую стадию цикла осуществляют при температуре 2805 С в течение времени(мин),3 9396 1 2007.06.30 определяемого из...
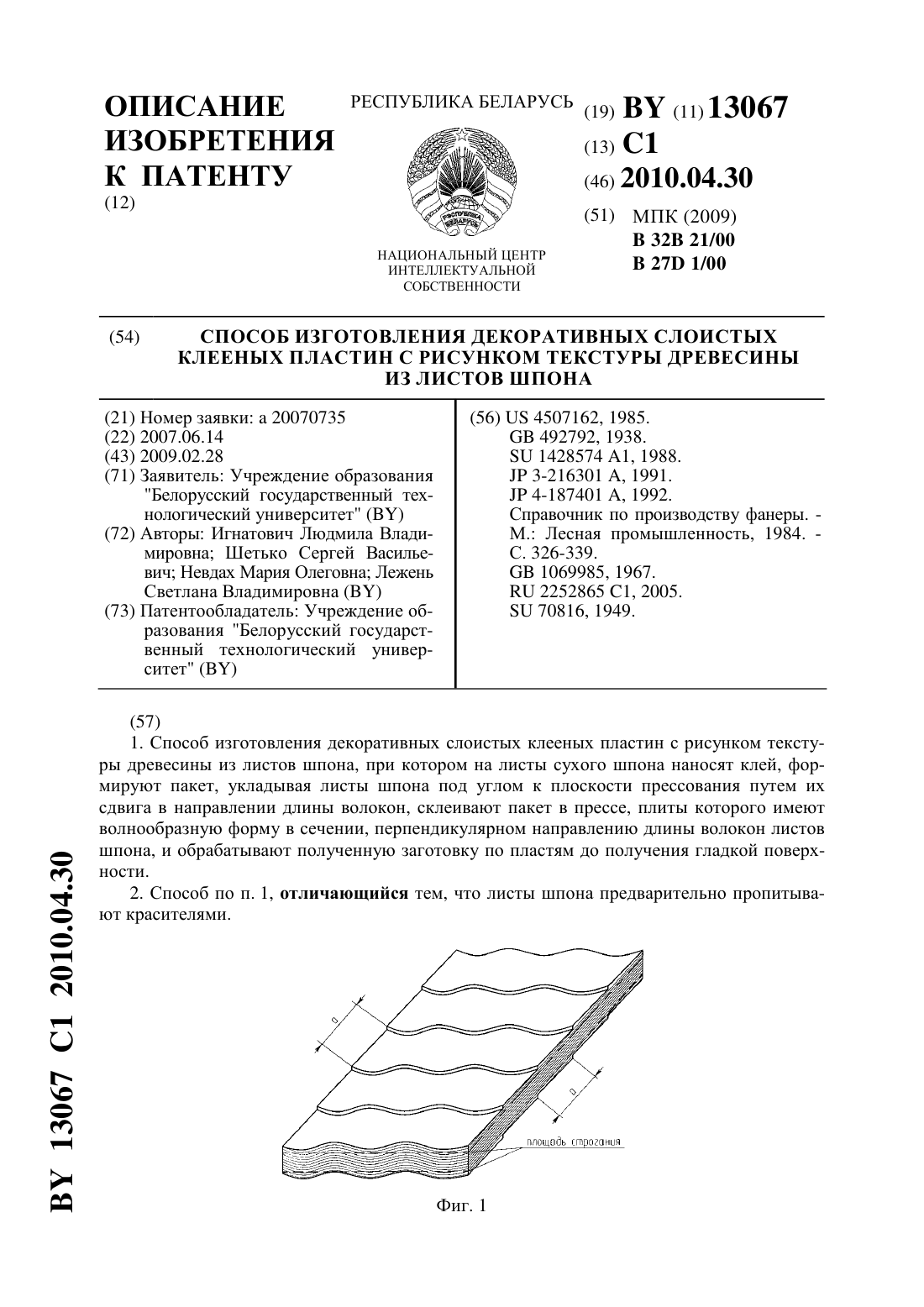
Способ изготовления декоративных слоистых клееных пластин с рисунком текстуры древесины из листов шпона
Номер патента: 13067
Опубликовано: 30.04.2010
Авторы: Невдах Мария Олеговна, Игнатович Людмила Владимировна, Лежень Светлана Владимировна, Шетько Сергей Васильевич
МПК: B32B 21/00, B27D 1/00
Метки: клееных, рисунком, изготовления, способ, слоистых, шпона, древесины, декоративных, пластин, текстуры, листов
Текст:
...панелей и тому подобное. Задачей предлагаемого изобретения является использование шпона (кускового шпона,шпона из малоценных пород древесины) для получения декоративных пластин с заданным рисунком текстуры древесины в технологическом процессе облицовывания, улучшение эстетических свойств паркетных изделий, облицовочных панелей. Поставленная задача достигается тем, что способ изготовления декоративных слоистых клееных пластин с...
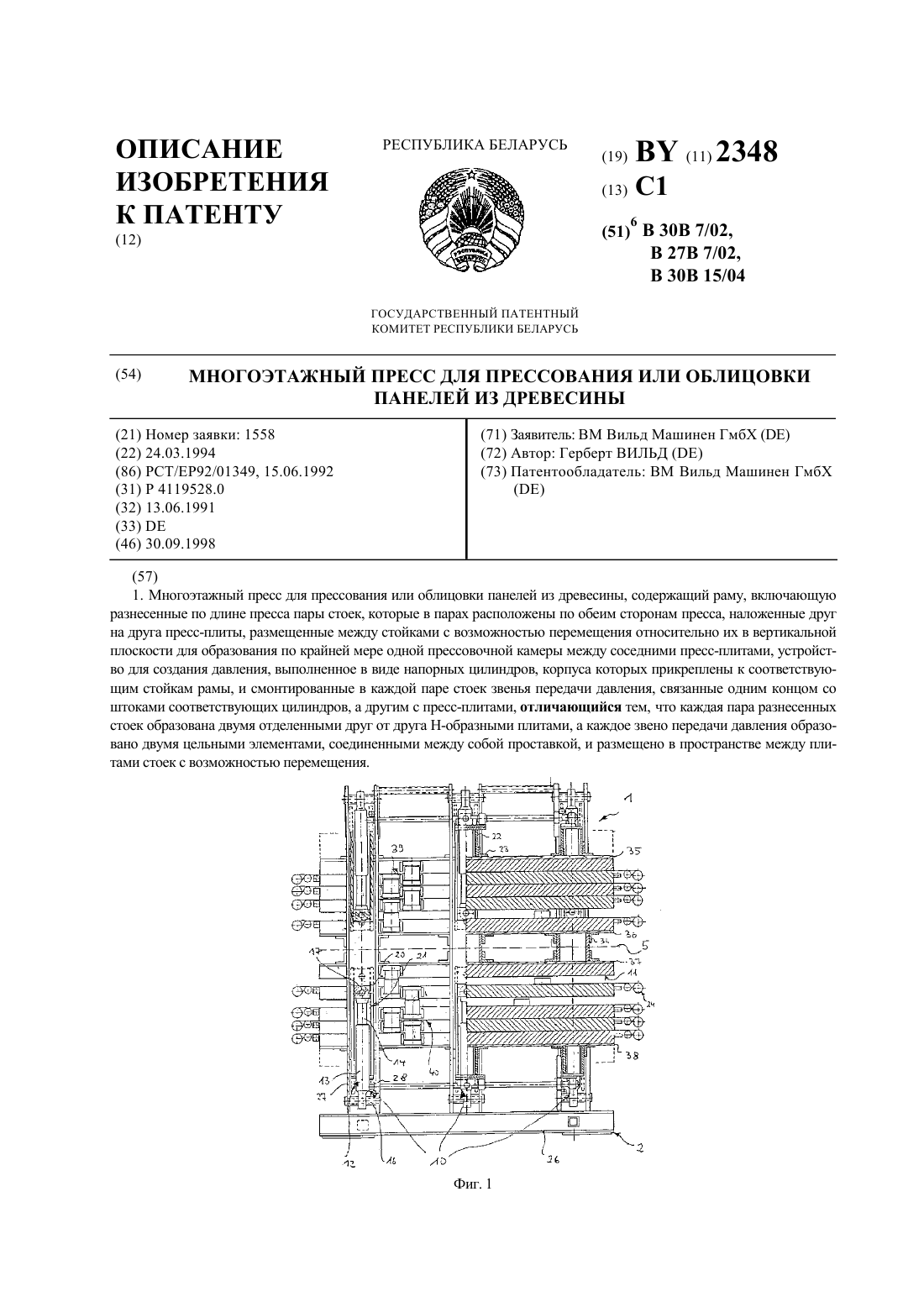
Многоэтажный пресс для прессования или облицовки панелей из древесины
Номер патента: 2348
Опубликовано: 30.09.1998
Автор: Герберт ВИЛЬД
МПК: B27B 7/02, B30B 7/02, B30B 15/04...
Метки: облицовки, древесины, или, панелей, пресс, многоэтажный, прессования
Текст:
...блоки пресс-плит. При этом каждое звено передачи давления состоит из двух элементов, один из которых связан с верхней пресс-плитой верхнего блока, а другой - с нижней пресс-плитой нижнего блока. Таким образом достигается подвижность и всех других пресс-плит и возможность открывать или закрывать все имеющиеся прессовочные камеры. Еще в одном усовершенствованном варианте исполнения многоэтажного пресса согласно изобретению пресс-плиты попарно...
Способ склеивания материалов на основе древесины
Номер патента: 10987
Опубликовано: 30.08.2008
Авторы: НАСЛИ-БАКИР, Беньяхиа, ПИРХОНЕН, Сальме, ЛИНД, Ингвар
МПК: C09J 5/06, C09J 161/00
Метки: древесины, способ, основе, склеивания, материалов
Текст:
...соконденсации различных фенольных соединений и альдегидов называют фенольными смолами. Фенольным соединением может быть сам фенол, многоатомные фенолы и алифатически или ароматически замещенные фенолы. Примерами фенольных соединений являются алкилфенолы, такие как резорцин, алкилрезорцин, крезолы, этилфенол и ксиленол, а также фенольные соединения природного происхождения, такие как танины, карденол и кардол. Примеры подходящих...
Предыдущий патент: Очистная машина для подземной разработки
Следующий патент: Пуля для гладкоствольного оружия с промежуточным средством и патрон
Случайный патент: Транспортное средство для сбора и трелевки древесины