Кристаллизатор для непрерывного литья слитков металлов и сплавов
Номер патента: 12100
Опубликовано: 30.06.2009
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич

Текст
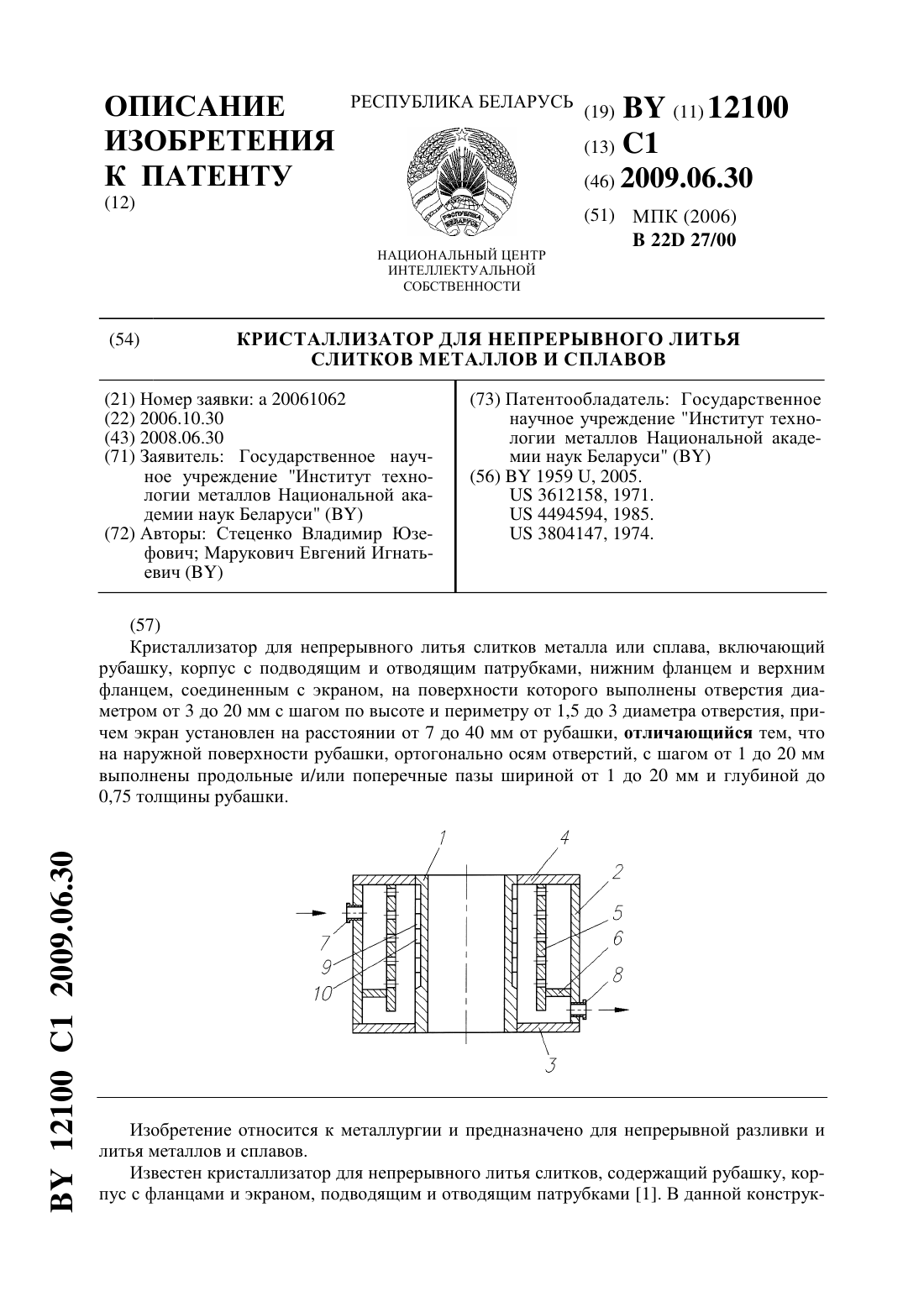
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ МЕТАЛЛОВ И СПЛАВОВ(71) Заявитель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(72) Авторы Стеценко Владимир Юзефович Марукович Евгений Игнатьевич(73) Патентообладатель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(57) Кристаллизатор для непрерывного литья слитков металла или сплава, включающий рубашку, корпус с подводящим и отводящим патрубками, нижним фланцем и верхним фланцем, соединенным с экраном, на поверхности которого выполнены отверстия диаметром от 3 до 20 мм с шагом по высоте и периметру от 1,5 до 3 диаметра отверстия, причем экран установлен на расстоянии от 7 до 40 мм от рубашки, отличающийся тем, что на наружной поверхности рубашки, ортогонально осям отверстий, с шагом от 1 до 20 мм выполнены продольные и/или поперечные пазы шириной от 1 до 20 мм и глубиной до 0,75 толщины рубашки. Изобретение относится к металлургии и предназначено для непрерывной разливки и литья металлов и сплавов. Известен кристаллизатор для непрерывного литья слитков, содержащий рубашку, корпус с фланцами и экраном, подводящим и отводящим патрубками 1. В данной конструк 12100 1 2009.06.30 ции подвод охладителя осуществляется через верхний коллектор и кольцевую щель между экраном и верхним фланцем. Охлаждение рубашки происходит при вынужденном движении охладителя в кольцевом канале между рубашкой и экраном параллельно слитку. Основным недостатком такой конструкции являются недостаточные интенсивность и равномерность охлаждения рубашки кристаллизатора, что приводит к уменьшению производительности и стабильности процесса литья. Известен кристаллизатор для непрерывного литья слитков, включающий рубашку,корпус с подводящим и отводящим патрубками, нижним и верхним фланцем, соединенным с экраном, на поверхности которого выполнены отверстия диаметрами 3-20 мм с шагом по высоте и образующей (периметру) 1,5-3 диаметра отверстия, а экран установлен на расстоянии 7-40 мм от рубашки 2. Охлаждение кристаллизатора происходит концентрированными затопленными струями охладителя из отверстий в экране перпендикулярно охлаждаемой поверхности. Главным недостатком такой конструкции является недостаточная интенсивность охлаждения рубашки кристаллизатора. Технической задачей, на решение которой направлено заявляемое изобретение, является повышение охлаждающей способности кристаллизатора. Технический результат заключается в повышении производительности непрерывного литья слитков. Поставленная задача достигается тем, что в заявленном кристаллизаторе для непрерывного литья слитков металла или сплава, включающем рубашку, корпус с подводящим и отводящим патрубками, нижним фланцем и верхним фланцем, соединенным с экраном,на поверхности которого выполнены отверстия диаметром от 3 до 20 мм с шагом по высоте и периметру от 1,5 до 3 диаметра отверстия, причем экран установлен на расстоянии от 7 до 40 мм от рубашки, на наружной поверхности рубашки, ортогонально осям отверстий,с шагом от 1 до 20 мм выполнены продольные и/или поперечные пазы шириной от 1 до 20 мм и глубиной до 0,75 толщины рубашки. Площадь охлаждаемой поверхности дополнительно увеличивается путем выполнения на ней ортогонально осям отверстий, с шагом от 1 до 20 мм продольных и/или поперечных пазов шириной от 1 до 20 мм и глубиной до 0,75 толщины рубашки. На чертеже представлен продольный разрез предлагаемого кристаллизатора. Он состоит из рубашки 1, корпуса 2, с нижним фланцем 3 и верхним фланцем 4, соединенным с экраном 5, перегородки 6, подводящего 7 и отводящего 8 патрубков. На наружной поверхности рубашки ортогонально осям отверстий с шагом от 1 до 20 мм выполнены продольные пазы 9 шириной от 1 до 20 мм и глубиной до 0,75 толщины рубашки. Площадь охлаждаемой поверхности может дополнительно увеличиваться путем выполнения на ней, ортогонально осям отверстий, поперечных пазов 10 шириной 120 мм и глубиной до 0,75 толщины рубашки с шагом 1-20 мм. Выполнить пазы шириной менее 1 мм технически очень сложно. При ширине паза более 20 мм уменьшается охлаждающая способность кристаллизатора из-за превышения этого размера над диаметром ядра потока из отверстия с максимальным диаметром 20 мм и образования в краевых зонах пазов локальных вихревых циркуляционных и застойных зон потока охладителя. Глубина паза более 0,75 толщины рубашки уменьшает прочность рубашки кристаллизатора, увеличивает в нем величину термических напряжений, что в совокупности приводит к короблению рубашки. Ее охлаждение и работа кристаллизатора осуществляются следующим образом. Охладитель из подводящего патрубка тангенциально поступает в верхний коллектор между корпусом, верхним фланцем, перегородкой и экраном и далее продавливается в виде затопленных струй через отверстия в экране. Увеличенная с помощью пазов охлаждаемая поверхность рубашки позволяет произвести с нее больший съем тепла. Ортогональность осей пазов и отверстий позволяет избежать локальных застойных и вихревых циркуляционных зон охладителя. Все это увеличивает охлаждающую способность кристаллизатора и повышает производительность непрерывного литья слитков. 12100 1 2009.06.30 Пример. Изготовлен кристаллизатор, состоящий из стальных рубашки с внутренним диаметром 60 мм, толщиной стенки 10 мм и высотой 200 мм, корпуса с подводящим и отводящим патрубками, нижним фланцем и верхним фланцем, соединенным с экраном,перегородки. В экране были выполнены отверстия диаметром 4 мм с шагом по высоте и периметру 10 мм. Экран был установлен на расстоянии 12 мм от непрофилированной поверхности рубашки. На ее поверхности ортогонально осям отверстий с шагом 10 мм были выполнены продольные пазы шириной 4 мм. На наружной поверхности рубашки ортогонально осям отверстий с шагом 10 мм также были выполнены поперечные пазы шириной 4 мм и глубиной 4 мм. По сравнению с литьем в кристаллизатор с гладкой охлаждаемой поверхностью, при прочих равных условиях, профилирование рубашки пазами позволило увеличить производительность процесса литья силумина АК 12 в среднем в 1,6 раза. Источники информации 1. А.с. СССР 725790, МПК В 22 11/12, 1980. 2. Патент 1959 , МПК 7 В 22 11/00. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22D 27/00
Метки: непрерывного, слитков, кристаллизатор, литья, металлов, сплавов
Код ссылки
<a href="https://by.patents.su/3-12100-kristallizator-dlya-nepreryvnogo-litya-slitkov-metallov-i-splavov.html" rel="bookmark" title="База патентов Беларуси">Кристаллизатор для непрерывного литья слитков металлов и сплавов</a>
Кристаллизатор для непрерывного литья слитков металлов и сплавов
Номер патента: U 3668
Опубликовано: 30.06.2007
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 11/00
Метки: непрерывного, кристаллизатор, литья, сплавов, металлов, слитков
Текст:
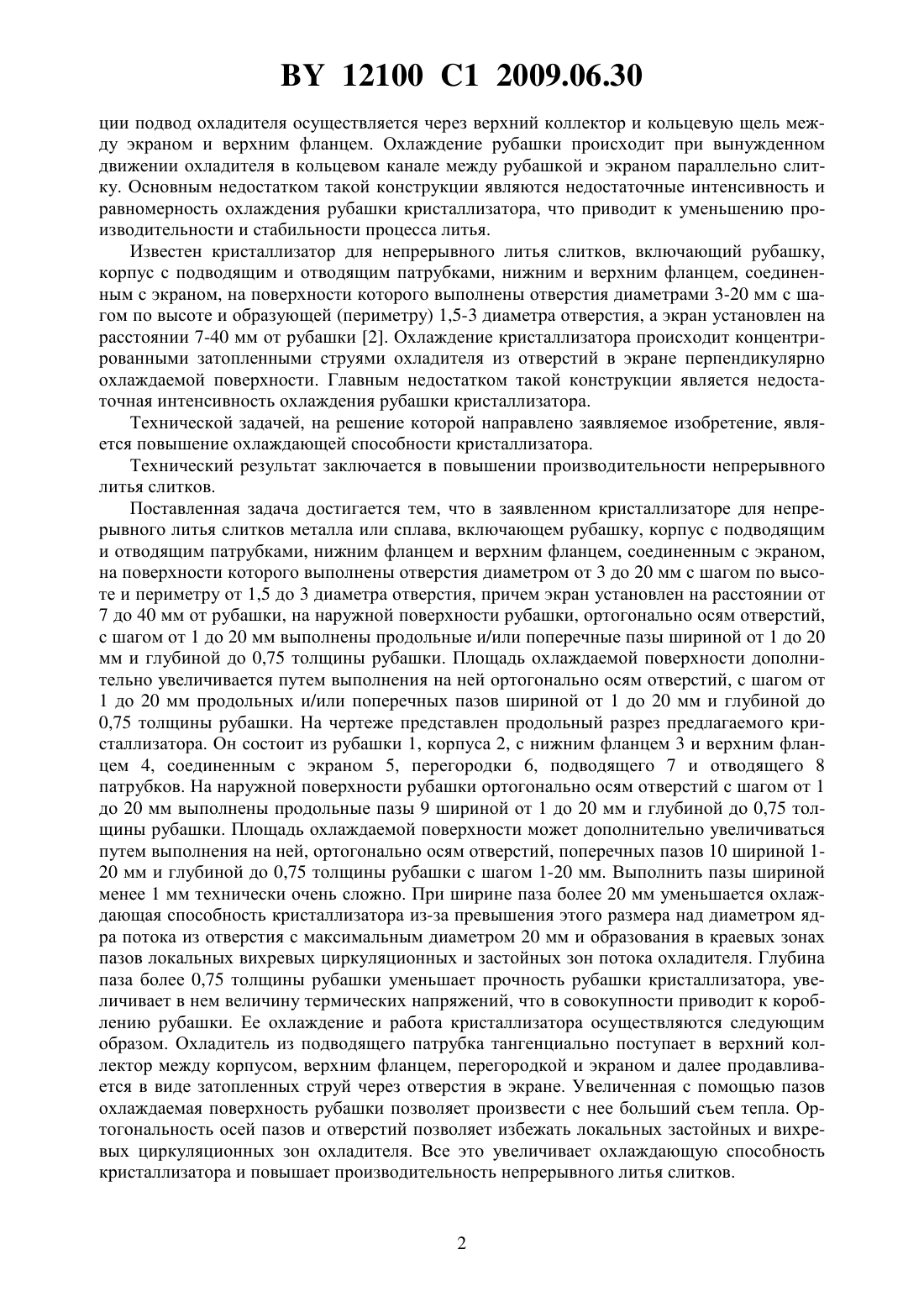
...экран установлен на расстоянии 740 мм от рубашки, на наружной поверхности рубашки ортогонально осям отверстий выполнены продольные и/или поперечные прямоугольные или трапецеидальные пазы шириной 1-20 мм и глубиной до 0,75 толщины рубашки с шагом 1-20 мм. Площадь охлаждаемой поверхности дополнительно увеличивается путем выполнения на ней ортогонально осям отверстий, поперечных, прямоугольных или трапецеидальных пазов шириной 1-20 мм и глубиной...
Кристаллизатор для непрерывного литья металлов и сплавов
Номер патента: U 3671
Опубликовано: 30.06.2007
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 11/00
Метки: непрерывного, сплавов, металлов, кристаллизатор, литья
Текст:
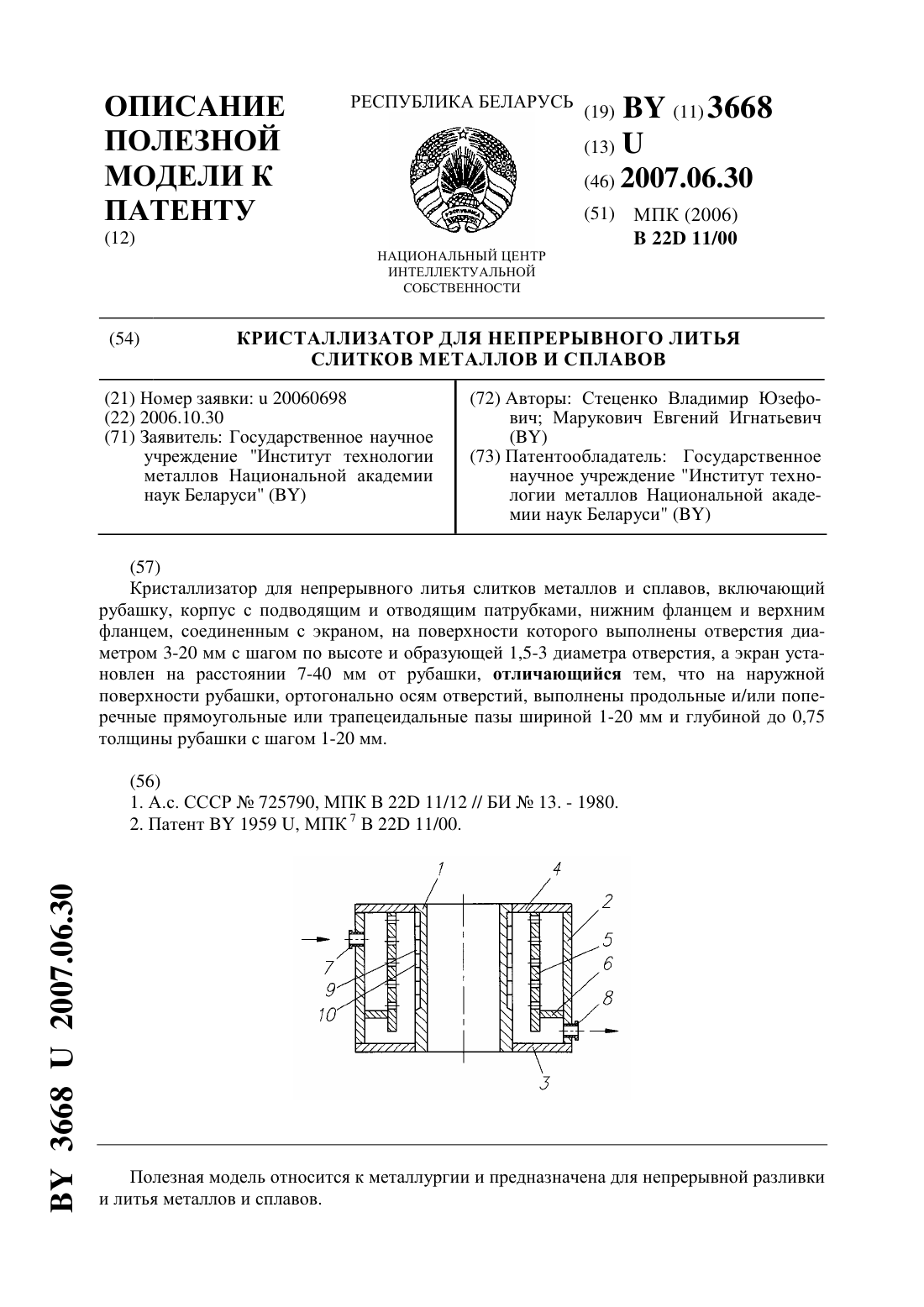
...Технический результат заключается в повышении производительности непрерывного литья слитков. Поставленная задача достигается тем, что в заявленном кристаллизаторе для непрерывного литья металлов и сплавов, включающем рубашку, корпус с подводящим и отводящим патрубками, нижним фланцем и верхним фланцем, соединенным с экраном, на поверхности которого выполнены отверстия диаметром 3-20 мм с шагом по высоте и образующей (периметру) 1,5-3...
Кристаллизатор для непрерывного литья слитков квадратного и прямоугольного сечений
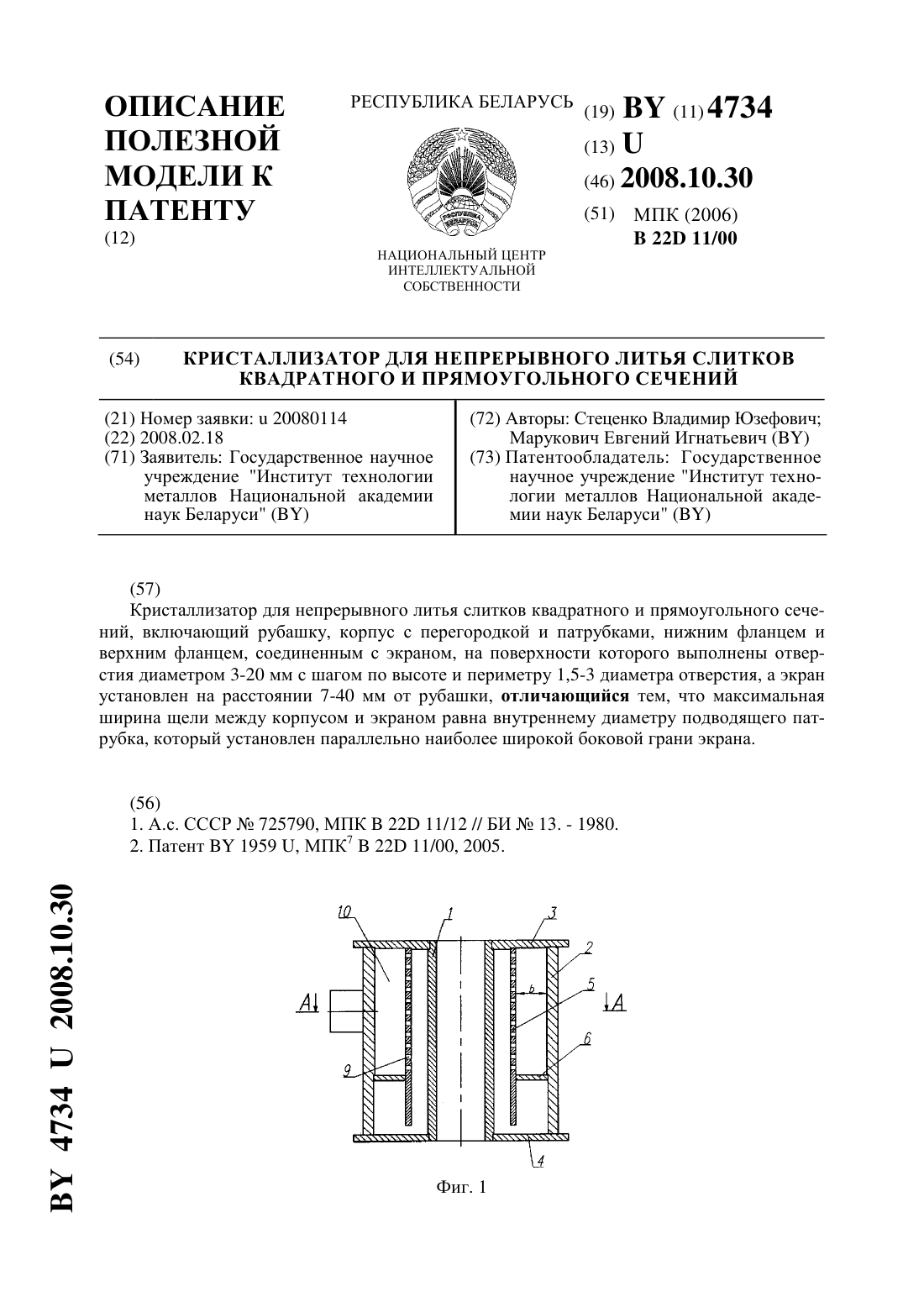
Номер патента: U 4734
Опубликовано: 30.10.2008
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 11/00
Метки: литья, непрерывного, кристаллизатор, слитков, прямоугольного, квадратного, сечений
Текст:
...модель,является повышение равномерности и интенсивности охлаждения рубашки кристаллизатора. Технический результат заключается в повышении производительности и стабильности процесса непрерывного литья слитков. Поставленная задача достигается тем, что в заявляемом кристаллизаторе для непрерывного литья слитков квадратного и прямоугольного сечений, включающем рубашку,корпус с перегородкой и патрубками, нижним фланцем и верхним фланцем,...
Кристаллизатор для непрерывного горизонтального литья слитков
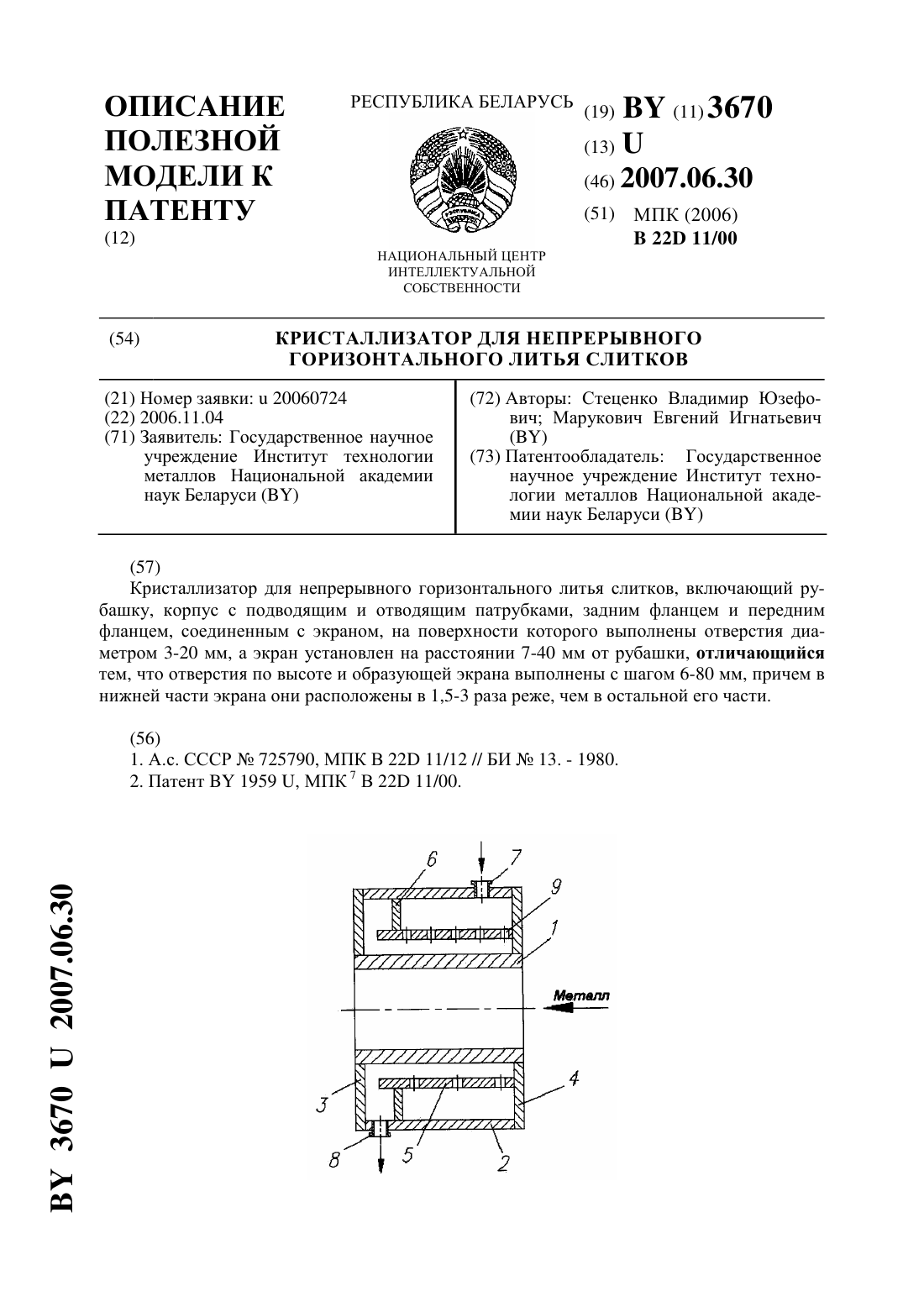
Номер патента: U 3670
Опубликовано: 30.06.2007
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 11/00
Метки: непрерывного, литья, кристаллизатор, слитков, горизонтального
Текст:
...включающем рубашку, корпус с подводящим и отводящим патрубками, задним фланцем и передним фланцем, соединенным с экраном,на поверхности которого выполнены отверстия диаметром 320 мм, а экран установлен на расстоянии 740 мм от рубашки, отверстия по высоте и образующей (периметру) экрана выполнены с шагом 680 мм, причем в нижней части экрана они расположены в 1,53 раза реже, чем в остальной его части. На чертеже представлен продольный разрез...
Кристаллизатор для непрерывных литья и разливки металлов и сплавов
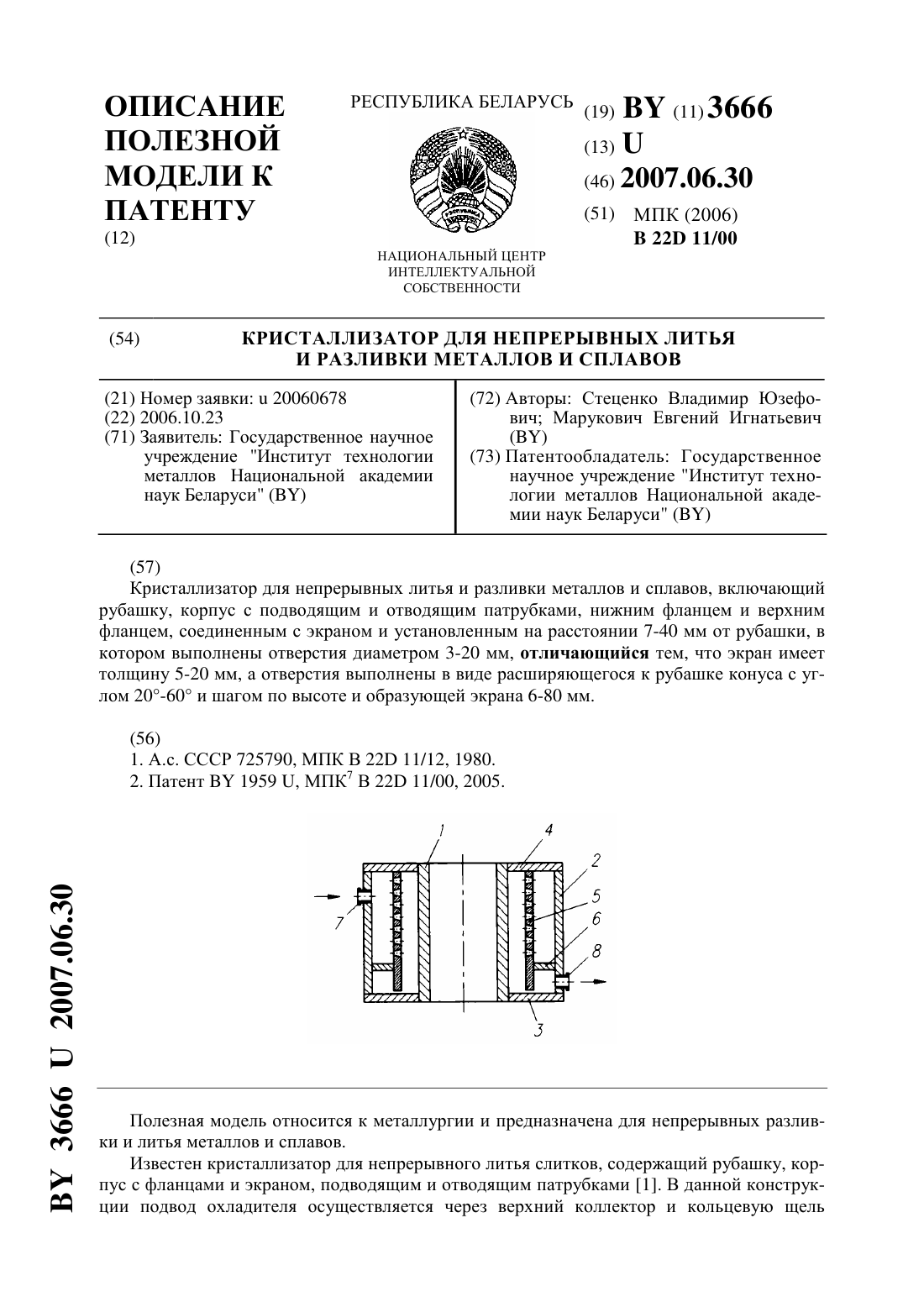
Номер патента: U 3666
Опубликовано: 30.06.2007
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 11/00
Метки: литья, непрерывных, металлов, сплавов, разливки, кристаллизатор
Текст:
...и разливки металлов и сплавов, включающем рубашку, корпус с подводящим и отводящим патрубками, нижним фланцем и верхним фланцем, соединенным с экраном, установленным на расстоянии 7-40 мм от рубашки, в котором выполнены отверстия диаметром 3-20 мм, экран имеет толщину 5-20 мм, а отверстия выполнены в виде расширяющегося к рубашке конуса с углом 20-60 и шагом по высоте и образующей (периметру) экрана 6-80 мм. На чертеже представлен продольный...