Способ и устройство для изготовления армирующей структуры для шин транспортных средств
Номер патента: 8792
Опубликовано: 30.12.2006
Авторы: КАНТУ' Марко, МАРКИНИ Маурицио, ДЕ ГЕЗЕ Игнацио
Текст
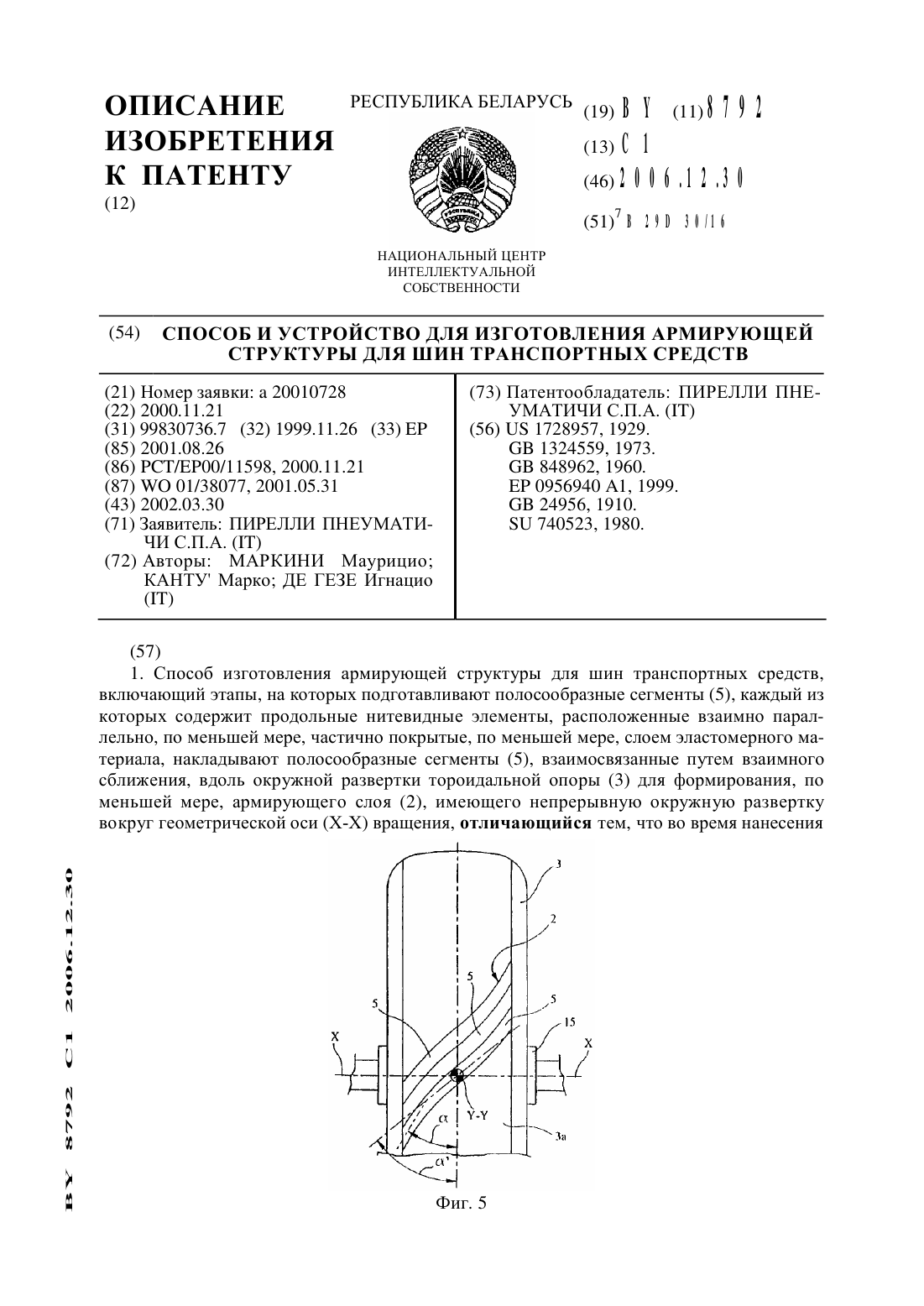
каждого из полосообразных сегментов (5) осуществляют относительный угловой поворот между самим полосообразнь 1 м сегментом И тороидальной опорой (3) вокруг оси (У-У) коррекции, по существу, радиальной К геометрической оси (Х-Х) вращения.2. Способ по п. 1, отличающийся тем, ЧТО угловой поворот вокруг оси (У-У) коррекции осуществляют постепенно в процессе наложения полосообразного сегмента (5).3. Способ по п. 1, отличающийся тем, что угловым поворотом вокруг оси (У-У) коррекции управляют в процессе наложения каждого полосообразного сегмента (5), вызывая нанесение самого сегмента в соответствии с ромбической траекторией относительно внешней поверхности тороидальной опоры (3).4. Способ по п. 1, отличающийся тем, что угловой поворот получают, приводя в движение тороидальную опору (3).5. Способ по п. 1, отличающийся тем, что ось (У-У) коррекции, вокруг которой осуществляют угловой поворот, расположена в экваториальной плоскости тороидальной опорь 1 (3).6. Способ по п. 1, отличающийся тем, что ось (У-У) коррекции, вокруг которой осуществляют угловой поворот, расположена в барицентрическом положении относительно полосообразного сегмента (5), который накладывают на тороидальную опору (3).7. Способ по п. 1, отличающийся тем, что подготовку полосообразных сегментов (5) осуществляют посредством действий резания, последовательно осуществляемых, по меньщей мере, на непрерывном полосообразном элементе (6), включающем в себя нитевидные элементы в слое эластомерного материала.8. Способ по п. 6, отличающийся тем, что за каждым действием резания следует наложение получаемого таким образом одного сегмента (5) на тороидальную опору (3).9. Способ по п. 1, отличающийся тем, что последовательно располагают отдельные полосообразнь 1 е сегменты (5) на тороидальной опоре (3) в соответствии с окружным щагом распределения, соответствующим толщине самих полосообразных сегментов, измеренной в соответствии с экваториальной плоскостью самой тороидальной опоры.10. Способ по п. 1, отличающийся тем, что наложение каждого полосообразного сегмента (5) предусматривает этапы, на которых укладывают полосообразнь 1 й сегмент (5) поперечно относительно экваториальной плоскости тороидальной опоры (3), радиально сближают полосообразнь 1 й сегмент (5) с тороидальной опорой (3), поворачивают тороидальную опору (3) в соответствии с угловым щагом, соответствующим окружному щагу распределения полосообразных сегментов (5).11. Способ по п. 10, отличающийся тем, что дополнительно включает этап, на котором каждый полосообразнь 1 й сегмент (5) прижимают к тороидальной опоре (3), причем операцию прижатия сначала осуществляют вблизи центральной части соответствующего полосообразного сегмента (5), а затем продолжают к противоположным концам самого полосообразного элемента.12. Способ по п. 11, отличающийся тем, что этап прижатия осуществляют одновременно с этапом сближения.13. Способ по п. 1, отличающийся тем, что каждая тороидальная опора (3) состоит из предварительно сформированной каркасной структуры.14. Способ по п. 1, отличающийся тем, что дополнительно содержит, по меньщей мере, этап, на котором изготавливают каркасную структуру на тороидальной опоре (3),причем этап наложения на тороидальную опору (3) осуществляют путем укладки каждого полосообразного сегмента (5) на каркасную структуру.15. Устройство для изготовления армирующей структуры для щин транспортных средств, содержащее узел (4) для подачи полосообразных сегментов (5), каждый из которых содержит продольные нитевидные элементы, расположенные взаимно параллельно,по меньщей мере, частично покрытые, по меньщей мере, слоем эластомерного материала,укладочный узел (10) для наложения каждого из полосообразных сегментов (5) на торои ВУ 8792 С 12006.12.30дальную опору (3) в соответствии с предварительно заданным углом ос относительно направления окружной развертки самой тороидальной опоры, первые устройства углового привода, вызывающие относительное перемещение между укладочным узлом (10) и тороидальной опорой (3) вокруг геометрической оси (Х-Х) самой тороидальной опоры, отличающееся тем, что дополнительно содержит вторые устройства углового привода,выполненные с возможностью приведения их в действие во время наложения каждого полосообразного сегмента (5) и вызывающие относительный поворот между самим полосообразным сегментом и тороидальной опорой (3) вокруг оси (У-У) коррекции, по существу, радиальной к геометрической оси (Х-Х) вращения.16. Устройство по п. 15, отличающееся тем, что вторые устройства углового привода оперативно взаимосвязаны с укладочным узлом (10), вызывая наложение каждого сегмента (5) в соответствии с, по существу, ромбической траекторией относительно внещней поверхности (За) тороидальной опоры (3).17. Устройство по п. 15, отличающееся тем, что вторые устройства углового привода механически соединены с тороидальной опорой (3) для углового поворота последней вокруг оси (У-У) коррекции.18. Устройство по п. 15, отличающееся тем, что ось (У-У) коррекции расположена,по существу, в экваториальной плоскости тороидальной опоры (3).19. Устройство по п. 15, отличающееся тем, что подающий узел (4) содержит режущий орган (7), работающий на непрерывном полосообразном элементе (6) для получения из него полосообразных сегментов (5), захватывающий орган (8), выполненный с возможностью перемещения между первым рабочим положением, в котором он контактирует с заверщающим концом (6 а) непрерывного полосообразного элемента (6) вблизи режущего органа (7), и вторым рабочим положением, в котором он отведен от режущего органа (7) для продолжения непрерывного полосообразного элемента (б) за сам режущий орган в соответствии с сегментом, длина которого соответствует длине получаемого полосообразного сегмента (5).20. Устройство по п. 19, отличающееся тем, что укладочный узел ( 10) содержит, по меньщей мере, прижимной элемент (11), выполненный с возможностью перемещения в упоре во внещнюю поверхность (За) тороидальной опоры (3), вызывая наложение полосообразного элемента (5).21. Устройство по п. 20, отличающееся тем, что укладочный узел содержит, по меньщей мере, два прижимных элемента (11), каждый из которых опирается на соответствующий опорный элемент ( 12), направляющую конструкцию (13), несущую опорные блоки (12), устройства радиального привода для поступательного перемещения прижимных элементов (11) при радиальном сближении с внещней поверхностью (За) тороидальной опоры (3), устройства поперечного привода для поступательного перемещения прижимных элементов (11) между первым рабочим состоянием, в котором они взаимно сведены,и вторым рабочим состоянием, в котором они разведены относительно экваториальной плоскости тороидальной опоры (3).22. Устройство по п. 21, отличающееся тем, что дополнительно содержит вспомогательные удерживающие элементы (14) для удержания полосообразного сегмента (5), отрезаемого режущим органом (7).23. Устройство по п. 22, отличающееся тем, что вспомогательные удерживающие элементы ( 14) выполнены с возможностью перемещения относительно прижимных элементов (11) в направлении, по существу, радиальном к тороидальной опоре (3).Настоящее изобретение относится к способу изготовления армирующей структуры для щин транспортных средств, включающему следующие этапы, на которых подготавливают полосообразные сегменты, каждый из которых содержит продольные нитевидныеэлементы, расположенные взаимно параллельно, по меньшей мере, частично покрытые,по меньшей мере, слоем эластомерного материала накладывают полосообразнь 1 е сегменты, взаимосвязанные путем взаимного сближения, вдоль окружной развертки тороидальной опоры для формирования, по меньшей мере, армирующего слоя, имеющего непрерывную окружную развертку вокруг геометрической оси вращения.Изобретение также относится к устройству для осуществления вышеупомянутого способа, относящемуся к типу устройств, содержащих узел для подачи полосообразных элементов, расположенных взаимно параллельно, по меньшей мере, частично покрытых, по меньшей мере, слоем эластомерного материала укладочнь 1 й узел для наложения каждого из полосообразных сегментов на тороидальную опору в соответствии с предварительно заданным углом укладки относительно направления окружной развертки самой тороидальной опоры первые устройства углового привода, определяющие относительное перемещение между укладочным узлом и тороидальной опорой вокруг геометрической оси самой тороидальной опоры.В данном описании изобретение будет проиллюстрировано с конкретной ссылкой на изготовление ленточной структуры шины. Тем не менее, предусматривается, что способ и устройство в соответствии с изобретением можно применять для изготовления каркасной структуры шины или, в более общем смысле, любой армирующей структуры, содержащей корды, ориентированные взаимно параллельно и/или в соответствии с предварительно заданным углом относительно экваториальной плоскости шины.Шина для колес транспортных средств обычно содержит каркасную структуру, по существу, состоящую из одного или более каркасных слоев, сформированных в соответствии с, по существу, тороидальной конфигурацией и представляющих собой ее противоположные в осевом направлении боковые края, контактирующие с соответствующими кольцевыми армирующими структурами, включающими в себя нерастяжимые в окружном направлении вставки, обычно называемые бортовыми кольцами. Каждая кольцевая армирующая структура внедрена в так называемый борт, проходящий вдоль внутреннего окружного края шины для крепления ее к соответствующему установочному ободу.На каркасную структуру накладывают - в радиально внешнем положении - ленточную структуру, содержащую один или более ленточных слоев, которым придана форма замкнутого контура, по существу, состоящих из тканевых или металлических кордов, ориентированных надлежащим образом друг относительно друга и относительно кордов,принадлежащих соседним слоям каркаса.В положении радиально снаружи ленточной структуры также накладывают ленту протектора, обычно состоящую из полосы эластомерного материала соответствующей толщины. Следует отметить, что в контексте настоящего изобретения термин эластомерный материал означает резиновую смесь как единое целое, т.е. затвердевшее вещество, образованное, по меньшей мере, полимерной основой, надлежащим образом смешанной с армирующими наполнителями и/или технологическими добавками различных типов.На противоположные стороны шины накладывают пару боковых стенок, каждая из которых закрывает боковую часть шины, находящуюся между так называемой плечевой зоной, расположенной вблизи соответствующего бокового края ленты протектора, и соответствующим ободом.В процессах изготовления по менее современной технологии каждый ленточный слой формируют путем последовательного соединения множества сегментов, полученных путем резания по мерке непрерывной полосы, состоящей из множества параллельных продольных кордов, заключенных в эластомерном слое. Более конкретно операции резания и соединения осуществляют так, чтобы получить так называемое ленточное кольцо, в котором корды каждого сегмента ориентированы в соответствии с предварительно определенным наклоном относительно окружной развертки самого кольца и параллельно кордам смежных сегментов.Готовое ленточное кольцо, которое также содержит два или более слоев, сформированных последовательно И взаимосвязанных путем радиального наложения, соединяют в радиально внешнем положении с каркасной конструкцией, как правило одновременно с технологическим этапом, на котором последней, изначально получаемой в виде цилиндрической гильзы, придают форму, соответствующую тороидальной конфигурации.В последние годы уделяли особое внимание поиску способов изготовления промежуточных полуфабрикатнь 1 х продуктов, необходимых для изготовления щин. Например, в заявке на Европейский патент ЕР 978307312 описан способ изготовления щин, при котором слой или слои каркаса, а также каждый из ленточных слоев, получают путем укладки множества полосообразных сегментов друг за другом, а также во взаимосвязи путем сближения, на тороидальную опору, которой придана форма, соответствующая внутренней конформации получаемой щины.В документе 77 О 99/ 17920 описаны способ и устройство для изготовления ленточного слоя путем укладки полосообразных сегментов, отрезаемых от непрерывного полосообразного элемента. Каждый сегмент сразу же после отрезания от непрерывного полосообразного элемента вытягивают посредством захватывающих органов на основе магнитов или присосок, направляемых одной или несколькими руками робота. Захватывающие органы удерживают полосообразный элемент в соответствии с его противоположными концами и, возможно, в соответствии с его Центральным участком, и приводятся в действие по команде от рук робота, вызывая наложение самого сегмента на внещнюю поверхность тороидальной опоры в соответствии с предварительно определенным углом относительно ее окружной развертки. Сразу же после заверщения наложения, осуществляют поворот тороидальной опоры вокруг ее собственной геометрической оси в соответствии с предварительно определенным углом для обеспечения наложения нового полосообразного элемента рядом с нанесенным ранее. Последовательное повторение выщеописанных этапов приводит к формированию ленточного слоя, простирающегося в соответствии со всей окружной разверткой тороидальной опоры.Вместе с тем, было отмечено, что укладка полосообразных сегментов, осуществляемая в соответствии с принципами известных технических рещений, не приводит к полной структурной однородности в армирующей структуре, получаемой таким образом.В соответствии с настоящим изобретением обнаружено, что можно гарантировать полную структурную однородность для ленточного слоя или иной армирующей структуры, получаемой посредством последовательной укладки полосообразных сегментов, если во время укладки каждого сегмента осуществлять относительный поворот между тороидальной опорой и самим сегментом вокруг оси коррекции, которая является, по существу,радиальной к геометрической оси тороидальной опоры.В частности, объектом настоящего изобретения является способ изготовления армирующей структуры для щин транспортных средств, отличающийся тем, что во время нанесения каждого из полосообразных сегментов осуществляют относительный угловой поворот между самим полосообразным сегментом и тороидальной опорой вокруг оси коррекции, проходящей, по существу, радиальной к геометрической оси вращения.Более конкретно, относительный угловой поворот вокруг оси коррекции преимущественно осуществляют постепенно в процессе наложения полосообразного сегмента.В соответствии с предпочтительным вариантом осуществления изобретения в процессе наложения каждого полосообразного сегмента управляют угловым поворотом вокруг оси коррекции так, чтобы обеспечить нанесение самого сегмента в соответствии с ромбической траекторией относительно внещней поверхности тороидальной опоры.В частности, относительный угловой поворот предпочтительно осуществляют путем приведения тороидальной опоры в движение вокруг оси коррекции, предпочтительно расположенной либо в экваториальной плоскости тороидальной опоры, либо в барицентрическом положении относительно полосообразного элемента, который накладывают на тороидальную опору.
МПК / Метки
МПК: B29D 30/16
Метки: способ, изготовления, транспортных, армирующей, шин, устройство, средств, структуры
Код ссылки
<a href="https://by.patents.su/15-8792-sposob-i-ustrojjstvo-dlya-izgotovleniya-armiruyushhejj-struktury-dlya-shin-transportnyh-sredstv.html" rel="bookmark" title="База патентов Беларуси">Способ и устройство для изготовления армирующей структуры для шин транспортных средств</a>
Способ регулирования скорости рельсовых транспортных средств
Номер патента: 483
Опубликовано: 30.03.1995
Авторы: Жуков В. П., Игнаткин В. И., Фомишин В. Н.
Метки: средств, скорости, транспортных, рельсовых, регулирования, способ
Текст:
...ПО ХОДУ ДВИЖЕНИЯ.изпбретение относится к народному хозяйству, использующему рельсовые транс портные средства, которые могут быть ис одьэоианы в технологическом процессе работы СПрТНРОВОЧНЫХ ГОрОК при УСКОРЕНИН Отцами для ускорения вагонеток и в других СЛУЦЗЯХ, КОГДЭ ПО ТЕХНОЛОГИИ ПрОЦЕССН рабе-ш необходимо увеличить скорость движения рельсовых транспортных средств.Цель изобретениял- увеличение силового воздействия на колесо рельсовых...
Шумоизолирующий материал для моторного отсека транспортных средств и способ его получения
Номер патента: 6196
Опубликовано: 30.06.2004
Авторы: Бубер Николай Петрович, Тишков Николай Иванович, Рябцев Олег Егорович
МПК: B32B 5/20, B32B 1/00, B60R 13/08...
Метки: моторного, способ, транспортных, средств, отсека, получения, шумоизолирующий, материал
Текст:
...с помощью вакуума или прессования склеивают и формуют звукоизолирующую перегородку требуемой формы. Использование нагрева и клея приводит к дополнительным затратам и таким образом усложняет известный способ. Кроме того, получаемый по известному методу материал не обладает требуемым уровнем акустических свойств. Известен также способ изготовления звукоизолирующей формованной детали 5, согласно которому несущий слой из мягкого пенополиуретана...
Способ форсуночного орошения водой загруженных сыпучим материалом транспортных средств и установка для его осуществления

Номер патента: 2700
Опубликовано: 30.03.1999
Автор: Бернхард НОВАК
МПК: B65G 69/18
Метки: средств, установка, сыпучим, орошения, загруженных, транспортных, способ, форсуночного, материалом, водой, осуществления
Текст:
...такую форсунку, которая обеспечивала диаметр капель воды не менее 2 мм, в частности, от 3 до 4 мм. В случае мелких капель происходит слишком сильное туманообразование, которое в зависимости от погодных условий может приводить к большим потерям за счет испарения и уноса. Неожиданно было обнаружено, что на обработанной таким образом поверхности поезда, загруженного коксовым углем, в результате подсыхания образуется чрезвычайно жесткая...
Стенд для испытания транспортных средств
Номер патента: 751
Опубликовано: 15.08.1995
Авторы: Воробьев А. С., Шнейсер Б. Я., Кшановский В. И.
МПК: G01M 17/00
Метки: транспортных, стенд, испытания, средств
Текст:
...передачами,внодные звенья которых кинематически ООЭШЕЕЭНЫ С ЗЕДНШШ ведущими звездочками а ВЫХОДНОЕ О задними полуоснми ведущего моста дополнительного испытываемого транс ПОРТНОГО средства о-3 Кроме того стенд монет быть снабжен двумя дополнителвннми ооновн передачами,входные звенья которых кинематически соединены с пе редними бесконечными лентами.а выходные - с задними бесконечными лентеми.Изобретение поясняется чертенамн.тде на фиг.1...
Способ изготовления капиллярной структуры контурной тепловой трубы

Номер патента: 5945
Опубликовано: 30.03.2004
Авторы: Пилиневич Леонид Петрович, Балащенко Андрей Викторович, Мазюк Виктор Васильевич, Рак Анатолий Леонидович
МПК: F28D 15/00
Метки: изготовления, способ, капиллярной, трубы, тепловой, структуры, контурной
Текст:
...исключающей возможность припекания к ней порошка. В пространство между корпусом и сердечником засыпают порошок. Подвергая сборку температурному воздействию в соответствующей защитной атмосфере,производят припекание фрагментов капиллярной структуры к корпусу. Поскольку фрагменты капиллярной структуры не связаны между собой, в процессе припекания центральная усадка отсутствует каждый фрагмент усаживается в направлении корпуса. Тем самым...
Предыдущий патент: Ароматические гетероциклические соединения в качестве противовоспалительных средств
Следующий патент: Шина для колес транспортных средств
Случайный патент: Соединение жесткого штуцера прибора или машины с эластичным полимерным трубопроводом жидкости или газа