Обжимной пресс для редуцирования прокатываемого материала
Текст
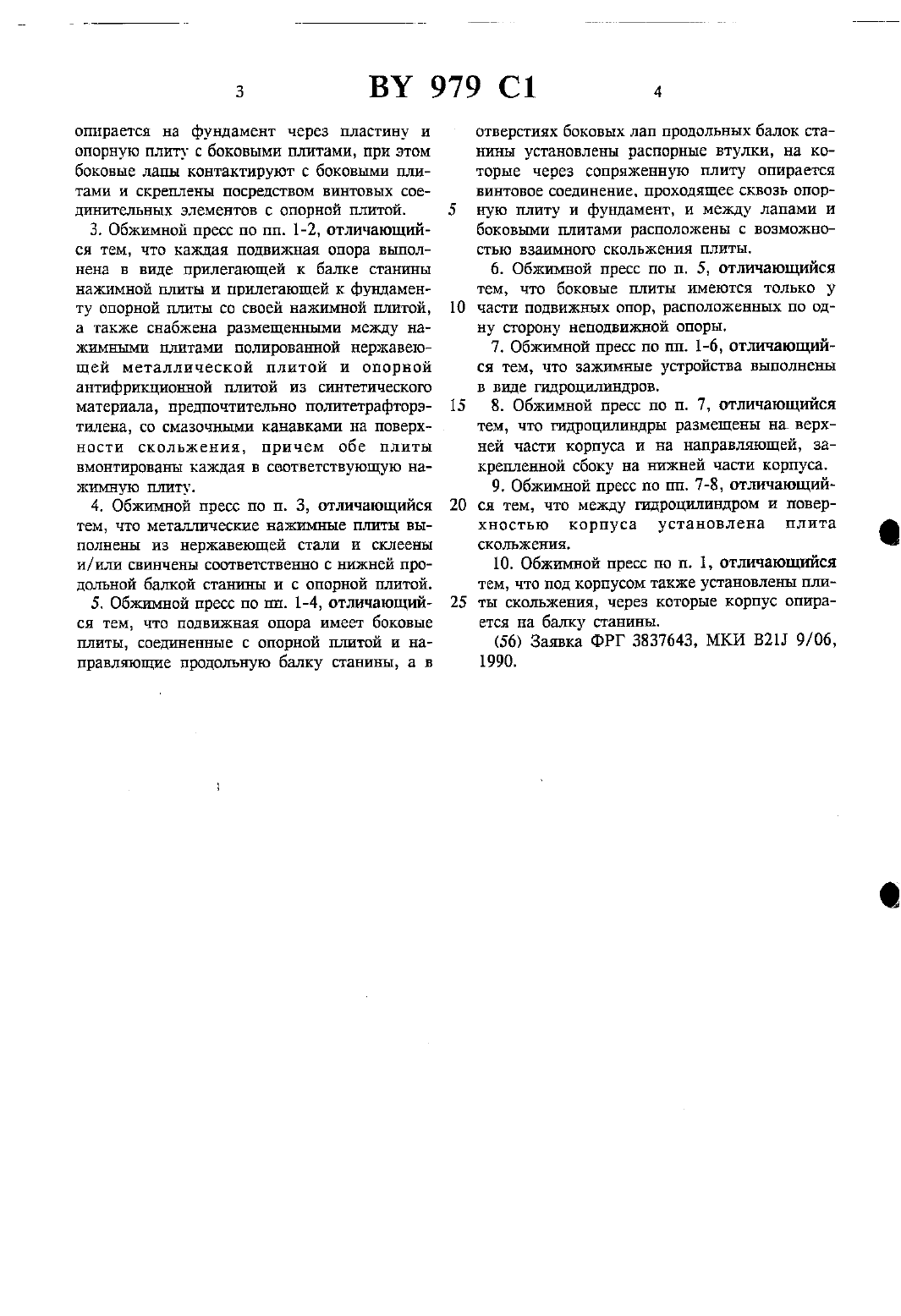
опирается на фундамент через пластину и опорную плиту с боковыми плитами, при этом боковые лапы контактируют с боковыми плиТЗМИ И скреплены посредством ВИНТОБЫХ СОЕдинительных элементов с опорной плитой.3. Обжимной пресс по пп. 1-2, отличающийСЯ ТЕМ, ЧТО каждая ПОДВИЖННЯ опора ВЫПОЛнена в виде прилегающей к балке станины нажимной плиты и прилегающей к фундаменту опорной плиты со своей нажимной плитой,а также снабжена размещенными между нажимными плитами полированной нержавеющей металлической плитой и опорной антифрикционной плитой из синтетического материала, предпочтительно политетрафторэТИЛЕНЕ, СО СМЗЗОЧНЫМИ КЗНЗВКЗМИ на ПОВВрХности скольжения, причем обе плиты вмонтированы каждая в соответствующую нажившую плиту.4. Обжимной пресс по п. 3, отличающийся тем, что металлические нажимные плиты выполнены из нержавеющей стали и склеены и/ или свинчены соответственно с нижней продольной балкой станины и с опорной плитой.5. Обжимной пресс по пп. 1-4, отличающийся тем, что подвижная опора имеет боковые плиты, соединенные с опорной плитой и направляющие продольную балку станины, а вотверстиях боковых лап продольных балок станины установлены распорные втулки, на которые через сопряженную плиту опирается винтовое соединение, проходящее сквозь опорную плиту и фундамент, и между лапами и боковыми плитами расположены с возможностью взаимного скольжения плиты.6. Обжимной пресс по п. 5, отличающийся тем, что боковые плиты имеются только у части подвижных опор, расположенных по одну сторону неподвижной опоры.7. Обжимной пресс по пп. 1-6, отличающийся тем, что зажимные устройства выполнены в виде гидроцилиндров.8. Обжимной пресс по п. 7, отличающийся тем, что гидроцилиндры размещены на верхней части корпуса и на направляющей, закрепленной сбоку на нижней части корпуса.9. Обжимной пресс по пп. 7-8, отличающийся тем, что между гидроцилиндром и поверхностью корпуса установлена плита скольжения.10. Обжимной пресс по п. 1, отличающийся тем, что под корпусом также установлены плиты скольжения, через которые корпус опирается на баяшу станины.ОВЖИМНОЙ ПРЕСС ДЛЯ РЕДЦИРОВАННЯ ПРОКАТЫВАЕМОГ 0 МАТЕРИАЛАИзобретение относится к обжимому прессу для редуцирования прокатываемого материала, в частности, ширины сляба в черновых группах клетей листовых широкополосных станов горячей прокатки с расположенными по обе стороны по отношению к кромке сляба держателями инструментов, в которые устанавливаются прес-л совые инструменты и которые перемещаются от нривошипно-шатунного механизма, расположенного в корпусе, в направлении редуцирования сляба.В известном обжимном прессе согласно более ранней заявке ФРГ Ю 3837643, кл. В 21 9/Об, опубл. 05.1990, для редуцирования ширины сляба в черновых группах клетей листовых юирокополосных станов горячей прокатки по обе стороны кромки сляба предусмотрены прессовые инструменты, которые установлены в держателях инструментов. Для исполнения редуцирующего привода кандыи преосовыи инструмент с относящимся к нему держателем инструмента перемещается с помощью рычажной систем, приводимойположен в корпусе. Нривошипно-шатунный механизм состоит из двух приводимых ексцентриковых валов на каждом эксцентриковом валу установлен шатун его шатунная головка соединена с держателем инструмента для передачи обжимных усилий. На держатель инструмента воздействует привод подачи, действующий по существу в направлении подачи сляба. Благодаря этим мерам ход перемещенияПРВССОВЫХ ИНСТрУМЭНТОВ ДЛЯ рЭЦУЦИрУЮЩВГО ПРВССОВЭНИЯ И ХОД пе ремещенин для продвижения вперед прессовых инструментов могут управляться отдельно друг от друга, так что для каждой любой величины подачи обеспечивается синхронизация перемещения прес совых инструментов с перемещением сляба, подлежащего боковому прессованию. Этот обжимной пресс делает возможным непрерывное рецуцирование ширины сляба до заданных значений. Обжимные прессы этого типа могут лишь за один проход редуцировать сляб с шириной, равной приблизительно 2100 мм, и толщинойравнойприбь лизительно 265 мм, на величину до 300 мм. Вследствие больших усилий, развиваемых обжимным прессом, которые достигают 30 МН, и под воздействием тепла лежащая клеть обжимного пресса должна быть в состоянии расширяться без того, чтобы силы передавались на фундамент. Кроме того, корпус, от которого силы прессования передаются на сляб, не должен быть податливым во время процесса прессования, чтобы мог быть обеспечен допуск на ширинуредуцированип сляба при высоком качестве кромок даже в продолжительном режиме работы.Задача изобретения состоит в том, чтобы обжимной прессконструктивно выполнить так, чтобы воздействие сил прессования, В Ч 8 СТНООТН также ДИНЭМНЧВСНИХ СИЛ, И ВОЗДЭЙСТВИВ ТЭПЛЕ на НЛВТЬ0 бЖИМН 0 Г 0 пресса И на КОРПУС не привели К ПОВРЗЖДЕНИЮ пресса ИК УМЕНЬШЕНИЮ КЗЧЭСТВЗ ОЙЖИМЭВМОГО сляба, например, качествакромок, и чтобы мог быть обеспечен заданный допуск на ширинуобпимаемого сляба. Эта задача решается в случае названного вначале обжимного пресса с помощью отличительных признаков п.1 формулы изобретения. Признаки последующих п.п.2-10 формулыизобретения служат для дальнейших усовершенствований исполне ния обжимного пресса.Согласно п.1 формулы изобретения указанный обжимной пресс отличается тем, что каждая нижняя продольная балка станины обяимного пресса, обращенная к фундаменту пресса, имеет приблизи тельно посреднне фунцаментную неподвижную опору, а вдоль своей длины по меньшей мере еще две подвижные опоры, и что корпус меж ду верхними и нижними продольными балками станины поджат с помощью зажимных устройств. Возникающие при редуцировании силы прессования, а также динамические силы, возникающие вследствие движения масс, прежде всего воспринимаются корпусом, жестко зажатомв станине клети. Исходя от средней неподвижной опоры, возможные продольные растяжения балок станины, вызванные силами прессова ния, воспринимаются несколькими подвижными опорами. Таким обра эом также и тепловые расширения во время горячего режима работы обжимного пресса могут быть так восприняты, что боковое обжатие сляба приведет к неизменно хорошим результатам.Для исполнения неподвижной опоры обмимного пресса предусмотрено, что каждая нижняя продольная балка станины имеет посредине боковые лапы п опирается на пластину в соединенной с фундаментом опорной плите с направляющими балку боковыми плитами,так что боковые лапы взаимодействуют с боковыми плитами, и что лапы могут соединяться посредством соединительных элементов предпочтительно с помощью винтовых соединений с опорной плитой. С помощью этих конструктивных элементов достигается очень прочная конструкция для неподвижной опоры обжимного пресса, и обеспечивается очень надежное и неподвижное закрепление этой тяжелой машины на фундаменте посредине прокатной линии стана для горячей прокатки.Для исполнения подвижной опоры обжимного пресса согласно
МПК / Метки
МПК: B21J 9/06, B21B 15/00
Метки: обжимной, прокатываемого, материала, пресс, редуцирования
Код ссылки
<a href="https://by.patents.su/13-979-obzhimnojj-press-dlya-reducirovaniya-prokatyvaemogo-materiala.html" rel="bookmark" title="База патентов Беларуси">Обжимной пресс для редуцирования прокатываемого материала</a>
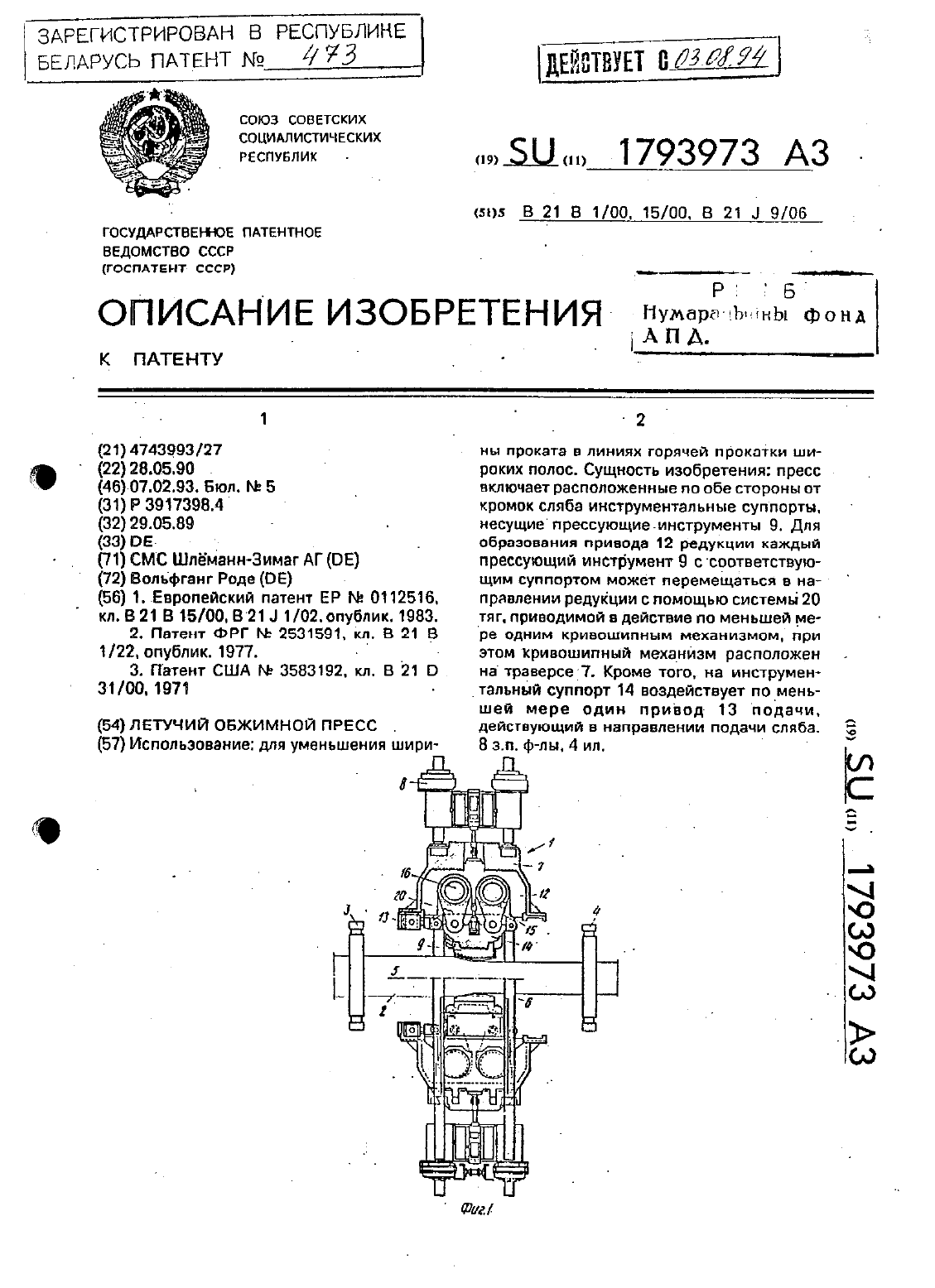
Летучий обжимной пресс
Номер патента: 473
Опубликовано: 30.03.1995
Автор: Вольфганг Роде
МПК: B21J 9/06, B21B 15/00, B21B 1/00...
Метки: пресс, обжимной, летучий
Текст:
...этом каждая тяга имеет собственный кривошип. смонтированный в траверсе. радиусы которых выполнены равными. а углы поворота одинаковьами. Траверса и привод подачи суппорта жестко связаны соединительной опорой и выполнены в виде общего угла. Привод подачи суппорта и привод редукции выполнены с возможностью синхронизации с перемеще нием сляба. Привод подачи суппорта выпол нен в виде кривошипного привода с изменяемымрадиусом кривошипапривод...
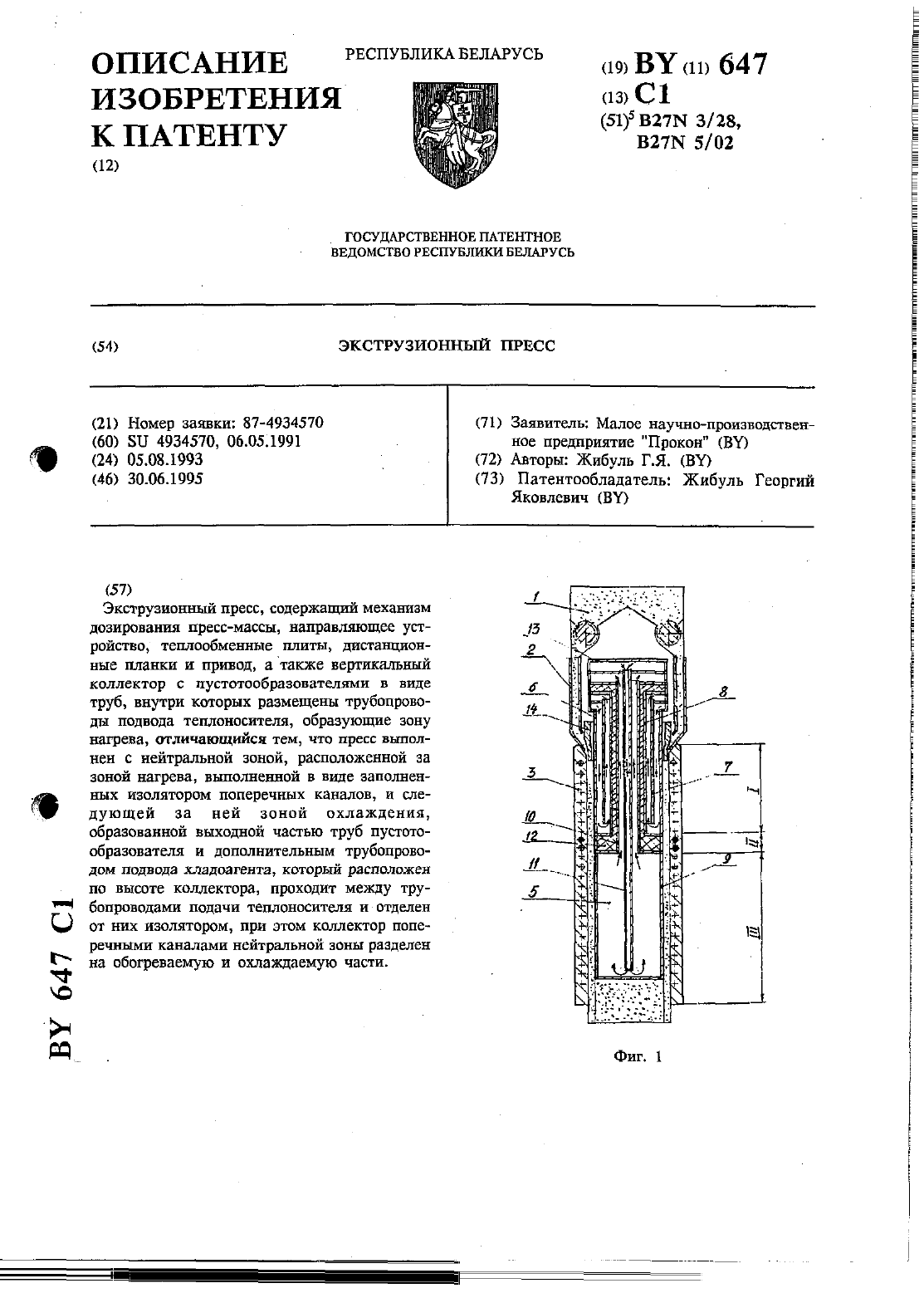
Экструзионный пресс
Номер патента: 647
Опубликовано: 30.06.1995
Автор: Жибуль Георгий Яковлевич
Метки: экструзионный, пресс
Текст:
...13, состоящий из двух частей - для теплоносителя и охладителя, разделенныизолятором 12 и пуансон 14.Пресс работает следующим образом. Прессмассу дозирующим механизмом 1 подают по боковым направляющим 2 в формирующий канал, образованный теплообменными плитами 3 и наружными трубами 6,9 пустотообразователей. Под действием давления, создаваемого пуансоном 14, из пресс-массы формируется эксгрузионная плита. Плита проталкивается пуансоном 14 через...
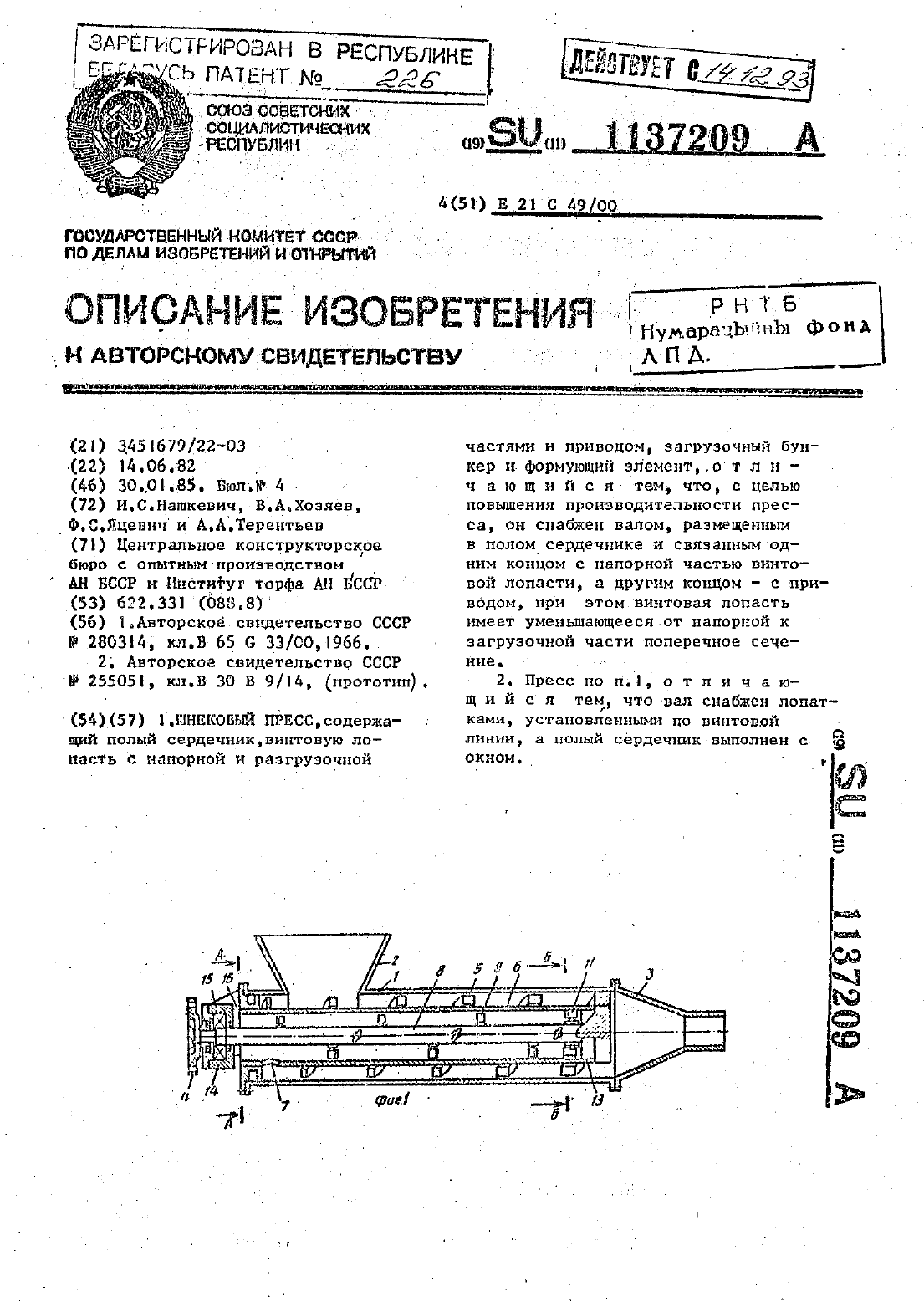
Шнековый пресс
Номер патента: 226
Опубликовано: 30.12.1994
Авторы: Хозяев В. А., Нашкевич И. С., Терентьев А. А., Яцевич Ф. С.
МПК: E21C 49/00
Текст:
...кости при заданных внутреннем н наружном днаметрак он имеет толщину,СОИЗМВРИМУЮ С шагом, ЧТО ПРИВОДИТ перекрытию значительной части винто вого канала, ухудшает условии загрузки и снижает проиэводительностьтПоставленная цель достигается тем, что шиековы пресс для торфасырца, включающий полый сердечник,винтовую лопасть с напорной и разрузочиой частям и приводом, за гРУЗочны бункер И формующий элемеит,.снабжеи валом,...
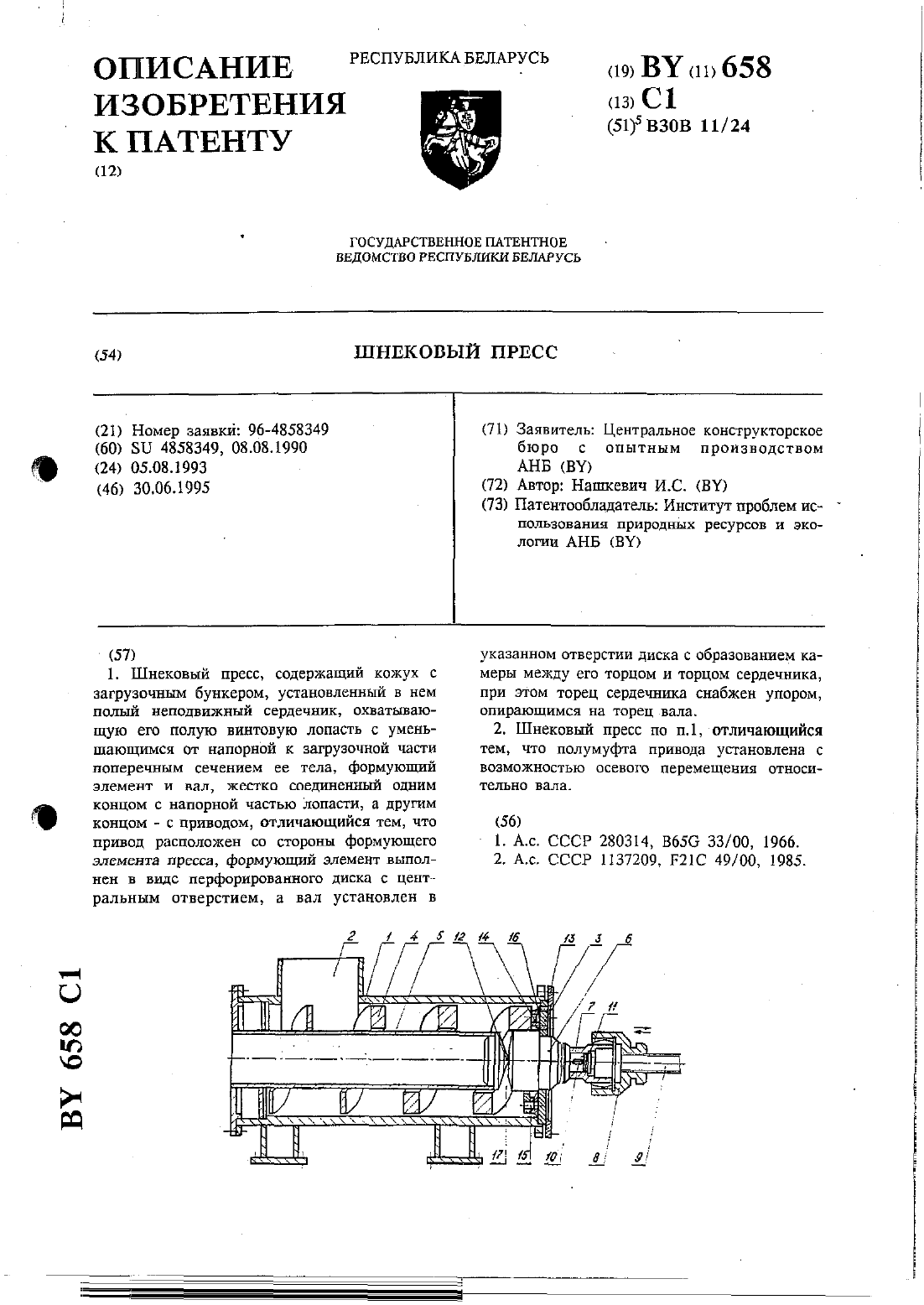
Шнековый пресс
Номер патента: 658
Опубликовано: 30.06.1995
Автор: Нашкевич И. С.
МПК: B30B 11/24
Текст:
...с уменьшающимся от напорной загрузочной части поперечным сечением ее тела, формующий элемент и вал, жестко соединенный одним концом с напорной частью лопасти, а другим концом - с приводом, привод расположен со стороны формующего элемента пресса, формующий элемент выполнен в виде перфорированного диска с центральным отверстием, а вал установлен в указанном отверстии диска с образованием камеры между его торцом и торцом сердечника, при этом...
Пресс-форма для литья под давлением
Номер патента: 858
Опубликовано: 15.08.1995
Авторы: Колоцей С. С., Михальцов А. М., Алешко В. А., Бородюк С. С., Бахмат В. А.
МПК: B22D 17/22
Метки: пресс-форма, давлением, литья
Текст:
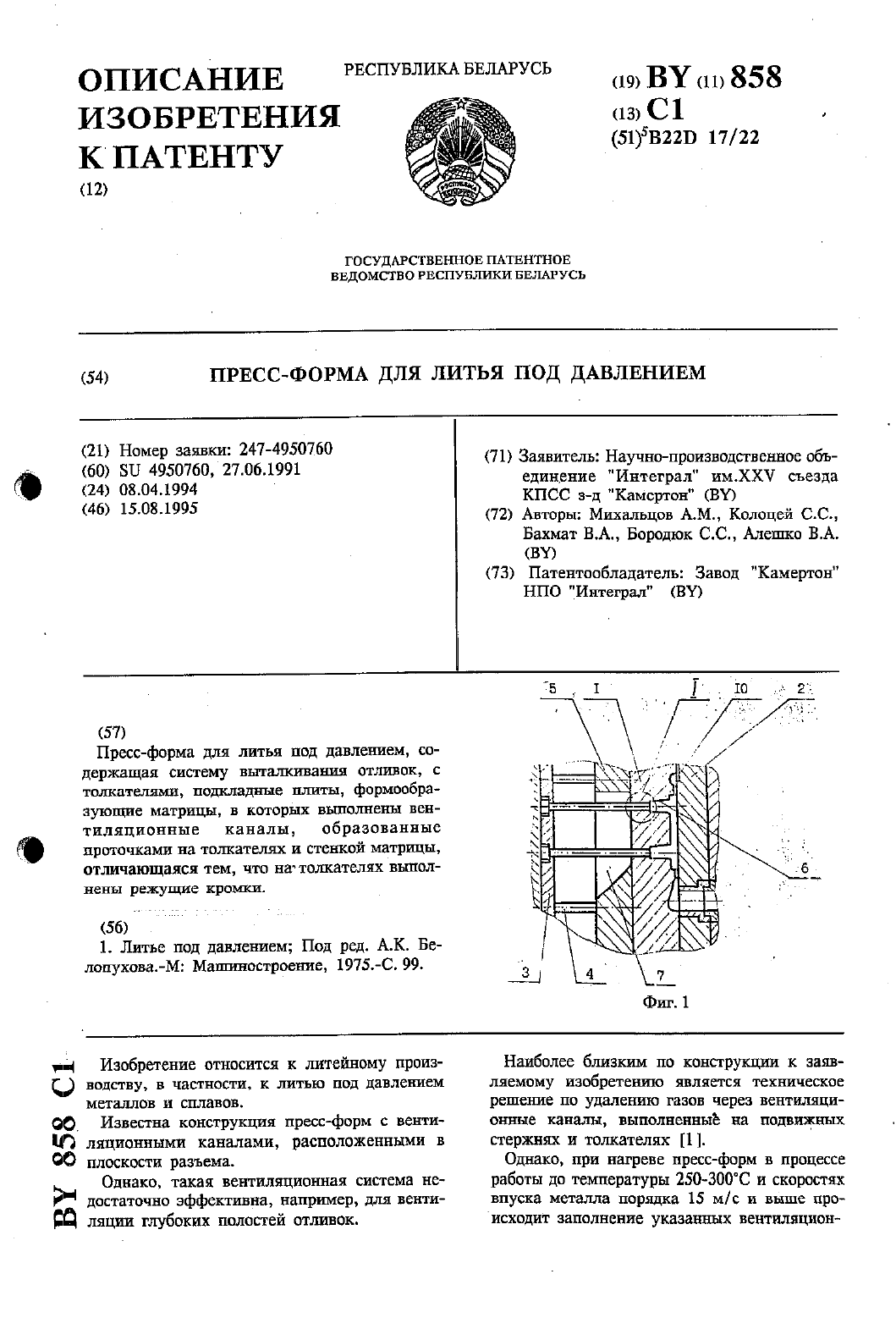
...также свобедный выход газов из вентиляционных каналов 8.Таким образом, режущие кромки, выполненные на толкателях, обеспечивают эффективное разделение и удаление облоя из вентиляционной системы.Сущность изобретения поясняется чертежами, где на фиг. 1 показана пресс-форма для литья под давлением, разрез на фиг. 2 - вынесенное изображение 1 на фиг. 3 - сечение А-А.Пресс-форма для литья под давлением состоит из подвижной и неподвижной...
Предыдущий патент: Устройство для записи голографических интерферограмм
Следующий патент: Устройство для затяжки и балансировки держателя штампа пресса
Случайный патент: Емкость для упаковки и хранения пищевых и технических продуктов