Смазочно-охлаждающая жидкость для механической обработки металлических сплавов
Номер патента: 7936
Опубликовано: 30.04.2006
Авторы: Клюев Андрей Юрьевич, Ударов Борис Гаврилович, Агабеков Владимир Енокович, Жданович Олег Егорович, Петухов Арнольд Александрович, Прокопчук Николай Романович, Стромский Анатолий Сергеевич
Текст
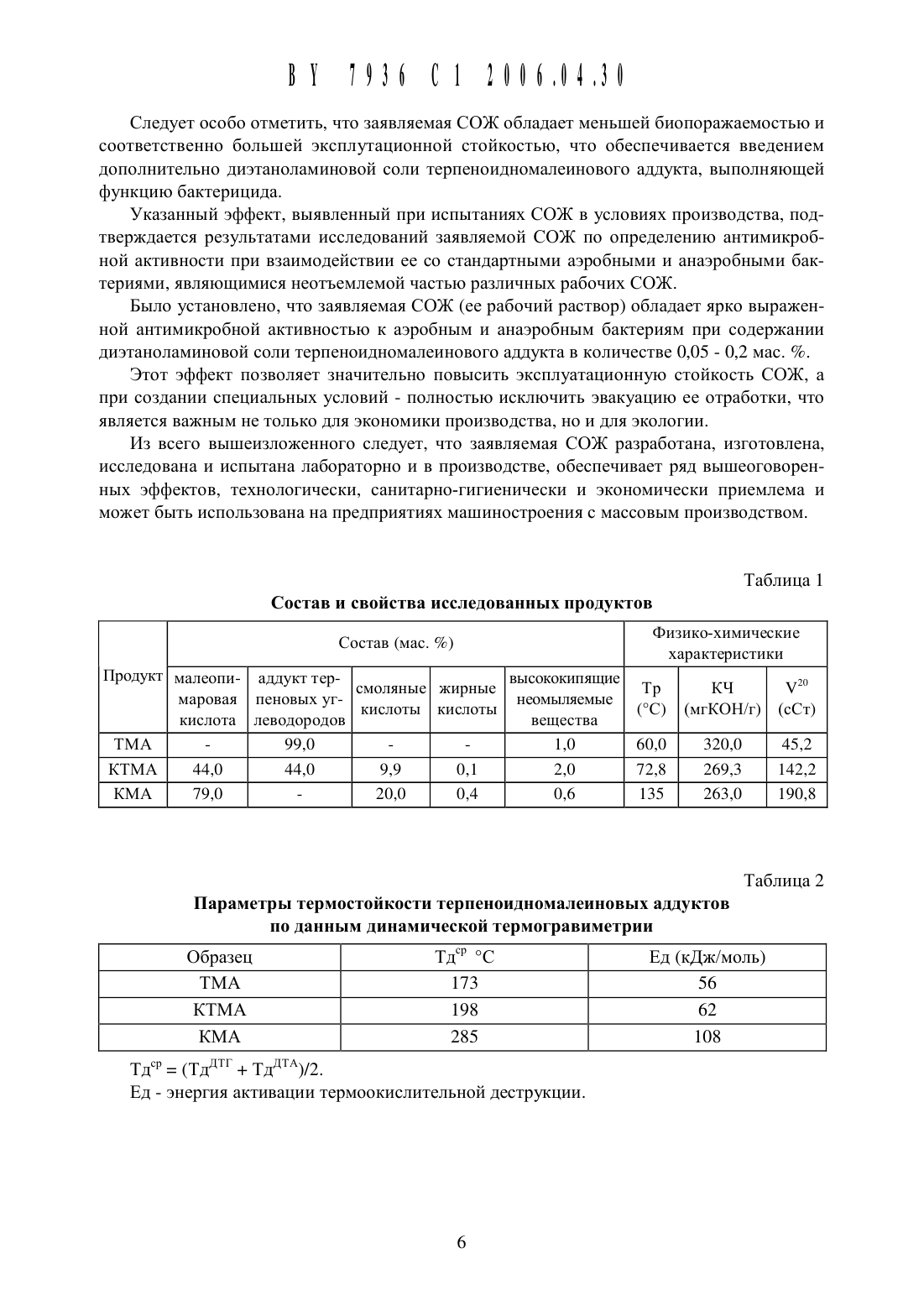
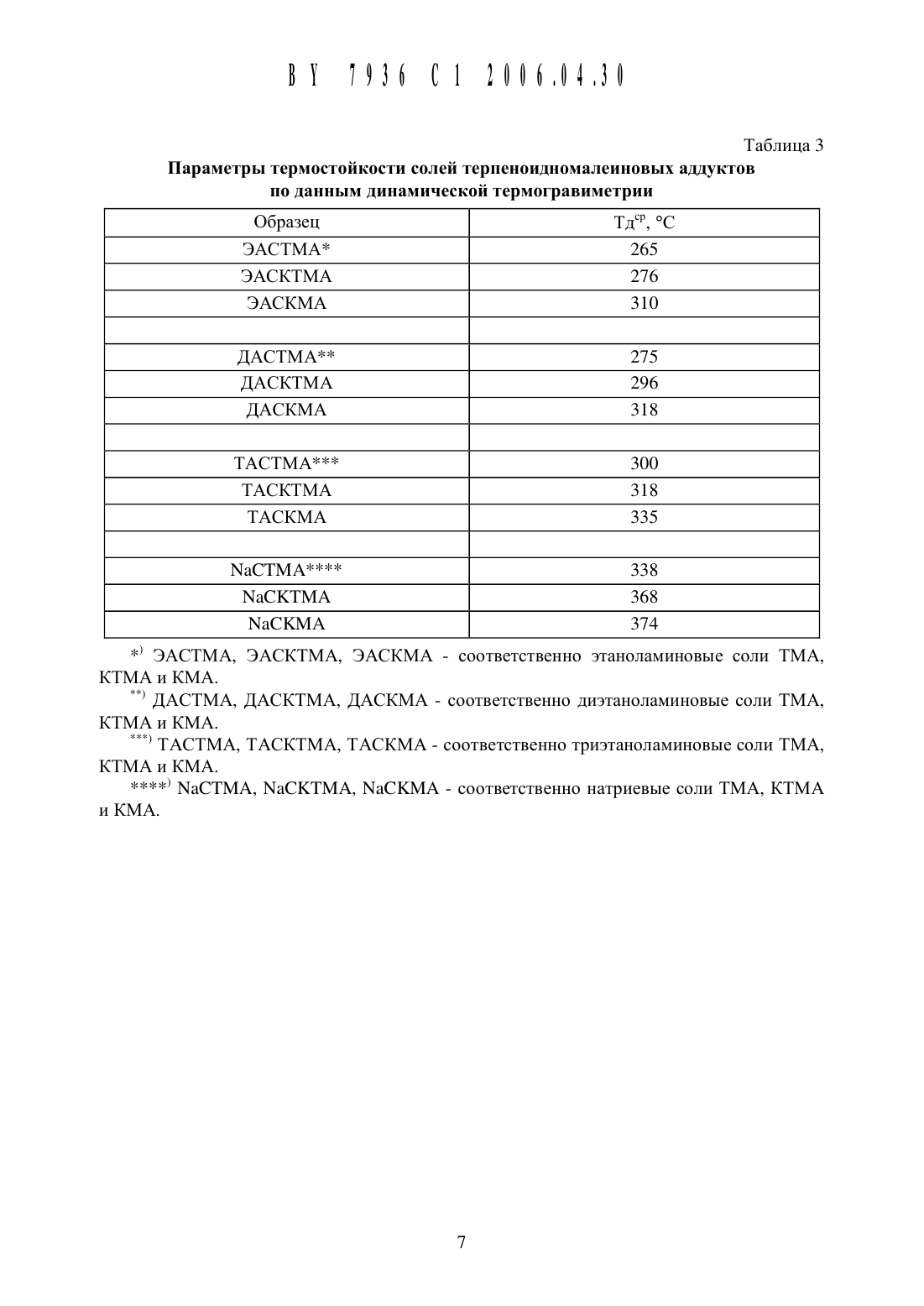
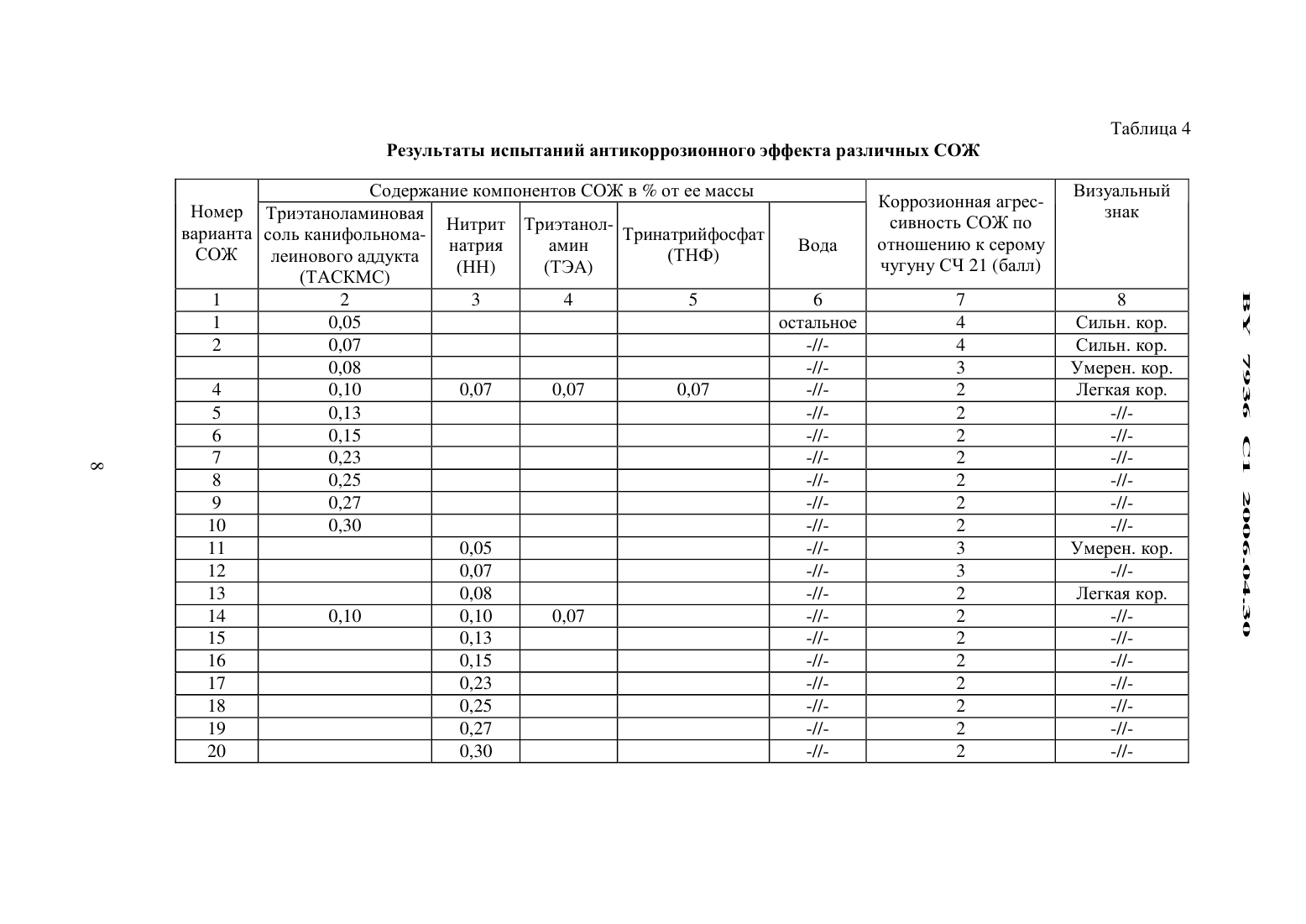
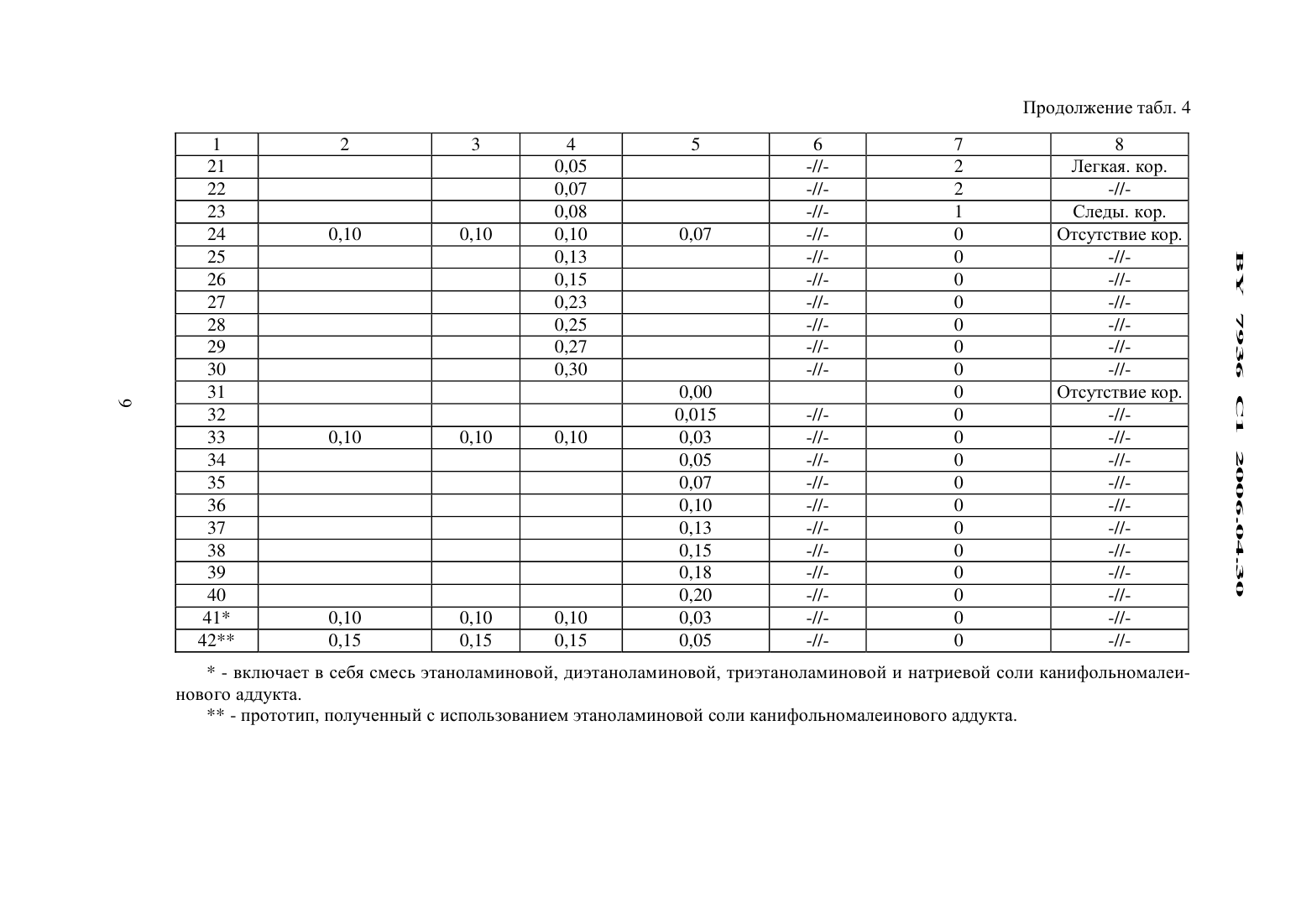
Известны СОЖ аналогичного назначения, которые являются водными растворами широко используемых эмульсолов, основой которых являются масла, например эмульсол НГЛ 205 (ТУ 38.101547-80). Укринол - 1 (ТУ 38101197-82), эмульсол ЭГТ (ТУ 38101149-75) и др.Существенными недостатками известных СОЖ являютсяповышенные коррозионная агрессивность и биопоражаемостьповышенная загрязняемость, наличие масляного тумана от ее разбрызгивания и испарения в процессе эксплуатациикороткие сроки использования практически невозможная регенерация существенное снижение качественных характеристик от накапливания продуктов ее разложения, которое устраняется лишь доливкой новых порций СОЖ расслоение на отдельные компоненты при длительном храненииналичие масляного компонента, с которым связано образование продуктов (газов) его деструкции и попадания их в зону дыхания обслуживающего персоналаналичие фактора пожароопасности при использовании эмульсоловнегативное влияние на окружающую среду продуктов ее деструкции и отходов.Наиболее близким по технической сущности и назначению использования к заявляемому изобретению является СОЖ для механической обработки, являющаяся водным раствором концентрата, содержащего этаноламиновую соль терпеноидномалеинового аддукта,нитрит натрия, тринатрийфосфат, триэтаноламин и воду 1. В качестве терпеноидномалеинового аддукта были использованы канифольномалеиновый аддукт - КМА канифолетерпеномалеиновь 1 й аДДуКТ - КТМА терпеномалеиновый аддукт - ТМА (прототип).повышенная коррозионная агрессивность при взаимодействии с поверхностями материалов обрабатываемых изделийповышенная вырабатываемость одного из ее компонентов (этаноламиновая соль терпеноидномалеинового аддукта) в рабочем растворе СОЖ.Причиной вышеуказанных недостатков таких СОЖ является относительно низкая термостабильность этаноламиновой соли терпеноидномалеинового аддукта, которая приводит к повышенной ее вырабатываемости в рабочем растворе СОЖ. Возникающая при этом несбалансированность количественного состава СОЖ приводит к повышению ее коррозионной агрессивности.Задача изобретения - создание СОЖ, которая исключает или значительно снижает недостатки вышерассмотренного прототипа, обеспечиваяменьшую коррозионную агрессивность при эксплуатациибольшую долговечность СОЖ из-за снижения деструкции соли терпеноидномалеинового аддукта, применяемой в рецептуре заявляемой СОЖлучшие условия труда рабочегоснижение расхода соли терпеноидномалеинового аддукта, что обеспечивает снижение себестоимости СОЖ.(СОЖ) для механической обработки металлических сплавов, содержащая соль терпеноидномалеинового аддукта, нитрит натрия, тринатрийфосфат, триэтаноламин и воду, в качестве указанной соли содержит диэтаноламиновую, триэтаноламиновую или натриевую соль терпеноидномалеинового аддукта или их смесь при следующем соотношении компонентов, мас.диэтаноламиновая, триэтаноламиновая или натриевая сольтерпеноидномалеинового аддукта или их смесь 0,10 - 7,50В предлагаемой рецептуре СОЖ впервыеиспользованы диэтаноламиновая, триэтаноламиновая или натриевая соли (КМА, КТМА или ТМА) терпеноидномалеинового аддукта или их смеси в различных соотношенияхдиэтаноламиновь 1 е и триэтаноламиновые соли получены в водных растворах и при температурах 80-98 С (вместо их получения в расплавах при 160-170 С)достигнут наиболее высокий уровень термостабильности и, как следствие, большая эксплуатационная долговечность за счет введения в состав СОЖ диэтаноламиновой, триэтаноламиновой или натриевой солей терпеноидномалеинового аддукта или их смесей,имеющих повышенную термостабильностьпри меньших концентрациях компонентов, что снижает себестоимость производства СОЖ, достигнут одинаковый с прототипом уровень антикоррозионных характеристиксущественный бактерицидный эффект обеспечивает диэтаноламиновая соль терпеноидномалеинового аддукта (КМА, КТМА, ТМА) - основной компонент СОЖ.Для получения СОЖ используются известные аддукты (см. табл. 1), как и в прототипе 1, имеющие следующие свойства КМА (Тр 135 С, КЧ 263 мгКОН/г), КТМА(Тр 72,8 С, КЧ 269,3 мг КОН/г) и ТМА (Тр 60 С, КЧ 320 мг КОН/г), которые по оценочным параметрам острой внутрижелудочной токсичности (согласно ГОСТ 12.1.00776) относятся к 3-му классу опасности - умеренно опасным веществам, что делает возможным их использование в народном хозяистве.Фосфаты и нитриты (в нашем случае - тринатрийфосфат и нитрит натрия) используются соответственно для снижения трения и налипания материала на инструмент при резании (тринатрийфосфат), а также для снижения коррозионной агрессивности СОЖ (нитрит натрия). В известных и заявляемой рецептурах СОЖ для большего снижения ее коррозионной агрессивности дополнительно используется триэтаноламин.Так как в процессе эксплуатации СОЖ локально (в зоне резания) подвергается нагреву до температур 300 С и выше, термостабильность солей терпеноидномалеиновых аддуктов, и, как следствие, термостабильность СОЖ является важнейшим параметром, обеспечивающим ее большую долговечность. Другие же компоненты СОЖ вследствие их более высокой термостойкости не рассматриваются Ткип. триэтаноламина составляет 360 С, а температура деструкции нитрита натрия и тринатрийфосфата лежит в интервале температур 460-550 С. Диэтаноламиновые, триэтаноламиновые и натриевые соли терпеноидномалеиновых аддуктов имеют еще более высокий уровень термостойкости.Для определения величин параметров термоокислительной деструкции терпеноидномалеиновых аддуктов и их солей были использованы методы динамической термогравиметрии 2. Исследования проведены на дериватографе фирмы МОМ типа ОД-103 в режиме программированного нагрева образца. Образец массой 0,1 г нагревали в платиновом тигле на воздухе со скоростью 5 град/мин. Шкала весов 100 мг, гальванометра ДТА-1/3,гальванометра ДТГ-1/ 10. Данные термостойкости терпеноидномалеиновых аддуктов и их солей приведены в табл. 2 и 3.Как видно из данных табл. 2, по основным критериальным параметрам (Тдр - температура деструкции по усредненным данным кривых ДТГ и ДТА, Ед - энергия активации термоокислительной деструкции) устойчивость к термоокислительной деструкции приведенных аддуктов в ряду ТМА, КТМА и КМА возрастает. Рост устойчивости к термоокислительной деструкции в ряду ТМА-КМА является следствием (см. табл. 1) уменьшения содержания аддуктов терпеновых углеводородов и увеличения содержания малеопимаровой кислоты в анализируемых продуктах. Из данных табл. 3 следует, что обработка аддук 3тов диэтанол-, триэтаноламинами И гидроокисью На повышает их устойчивость К термоокислительной деструкции. Так, абсолютные значения Тдср исследованных диэтаноламиновых солей аддуктов в среднем - на 8-20 С, триэтаноламиновь 1 х солей аддуктов - на 2542 С, натриевых солей аддуктов - на 64-92 С выше в сравнении с величинами Тдср этаноламиновь 1 х солей соответствующих аддуктов. Данные табл. 3 показывают, что наиболее устойчивы К термоокислительной деструкции натриевые соли терпеноидномалеиновых аддуктов. Таким образом, установлен факт значительного повышения термостойкости (в эксплуатации - термостабильности) заявляемых солей аддуктов в сравнении с этаноламиновыми солями терпеноидномалеиновь 1 х аддуктов используемых в прототипе 1.Для примера в рецептурах СОЖ приводятся триэтаноламиновые соли канифольномалеинового аддукта.Ниже приводится конкретный пример получения заявляемой СОЖ.В реакционную трехгорлую колбу, снабженную мешалкой, термометром и обратным холодильником, загружают 99,67 г воды и 0,15 г триэтаноламина. Колбу помещают в термостат, и содержимое ее подогревают до 80-98 С. Затем при включенной мешалке в колбу вводят 0,05 г измельченного канифольномалеинового аддукта (возможно применение канифолетерпеномалеинового или терпеномалеинового) и, поддерживая температуру в вышеуказанных пределах, реакцию ведут при тщательном перемешивании в течение 0,5 часа. Затем в реактор загружают 0,1 г нитрита натрия (ЫаЫО 2), 0,03 г тринатрийфосфата(Ыа 3 РО 4). Смесь перемешивают до полного растворения компонентов и фильтруют. Профильтрованная смесь и является предлагаемой СОЖ, имеющая специфичный легкий запах лесной хвои.Результаты исследований и испытаний всех вариантов СОЖ (включая прототип) представлены в табл. 4, при этом изготовление опытных СОЖ сводилось к применению выбранного комплекса предлагаемых компонентов при различных содержаниях последних. Из результатов табл. 4 следует, что эффект снижения коррозионной агрессивности СОЖ от применения антикоррозионных компонентов существенно проявляется и достигает оптимального значения при их следующих содержанияхНИТРИТ НАТРИЯ (НН). При концентрациях 0,08 мас. и достигает оптимума при 0,10 мас. при меньших концентрациях снижается величина эффекта, а при больших эффект практически не увеличивается.ТРИЭТАНОЛАМИН (ТЭА). При концентрациях 0,07 мас. и достигает оптимума при 0,10 мас. .ТРИЭТАНОЛАМИНОВАЯ СОЛЬ КАНИФОЛЬНОМАЛЕИНОВОГО АДДУКТА (ТАСКМА). При концентрациях 0,08 мас. и достигает оптимума при 0,10 мас. .ТРИНАТРИЙФОСФАТ (ТНФ). При концентрациях 0,015 мас. и достигает оптимума при 0,03 мас .Из вышеизложенного следует, что оптимальная по концентрации рабочая СОЖ по п. 1 формулы изобретения для обработки, например, серого чугуна СЧ 21 включает, мас.СООТНОШСНИС масс вышеуказанных (КРОМ ВОДЫ) КОМПОНСНТОВ, обеспечивающееоптимальные эффекты, практически следующее ТАСКМА НН ТНФ ТЭА 3232123.Таким образом, установлены пределы содержания компонентов, обеспечивающих минимальные и Максимальные эффекты антикоррозионной защиты, и их оптимальные содержания в заявляемой рабочей СОЖ для обработки серых чугунов.Из практики известно, что в сравнении с чугунами для обработки вь 1 соколегированных сталей могут успешно использоваться рабочие СОЖ с уменьшенным в 2-3 раза содержанием антикоррозионных (нитрит натрия и триэтаноламин) и, напротив, повышенным в 1,5-2,0 раза содержаниями антифрикционных компонентов (тринатрийфосфат). Поэтому нижние границы заявляемых пределов содержания антикоррозионных компонентов (нитрит натрия и триэтаноламин) в СОЖ представлены для высоколегированных сталей, составляют величину 0,03 мас. . Нижние границы заявляемого предела концентраций антифрикционного компонента в рабочей СОЖ определены для чугуна СЧ 21, которого надо в 1,5-2 раза меньше, чем для высоколегированных сталей и составляет 0,03 мас. .Верхние границы заявленных концентраций СОЖ определяются максимально возможным содержанием комплекса заявленных компонентов (27,5 мас. ), растворяющихся в воде, выше которого выпадают соли ЫаЫО 2 и Ыа 3 РО 4 и концентрат становится непригодным к использованию.Из всего вышеуказанного следует, что заявляемые содержания компонентов предлагаемой универсальной СОЖ являются следующими, мас.соль терпеноидномалеинового аддукта или их смесь 0,10-7,50 нитрит натрия 0,04-7,50 тринатрийфосфат 0,03 - 5,00 триэтаноламин 0,03 - 7,50 вода остальное.Определение коррозионной агрессивности всех вариантов СОЖ производили методом отпечатков по методике 3. Для этого на круглый бумажный фильтр диаметром 50 мм,помещенный в чашку Петри, с помощью шпателя равномерно наносят 1,9-2,1 г чугунной стружки. Мерной пипеткой отбирают 2 мл анализируемой СОЖ и равномерно смачивают ею стружку на фильтре. Чашку Петри закрывают крышкой и выдерживают 2 часа при нормальной температуре, при этом чашка не должна подвергаться воздействию проточного воздуха, подогреву и прямому воздействию солнечных лучей. Далее стружку удаляют,бумажный фильтр погружают на 5 с в петролейный эфир и просушивают при нормальной температуре. Коррозионная агрессивность СОЖ оценивается в баллах по методике 3,при этом отсутствие коррозионной агрессивности СОЖ (отсутствие пятен или следов коррозии) оценивается баллом 0, наибольшая - баллом 4. Результаты параллельных определений не должны отличаться более, чем на один балл. За результат принимается большая из выявленных параллельно коррозионная агрессивность.Технологическая приемлемость заявляемой СОЖ оценивалась также по результатам ее использования на станках моделей А 1730 (токарный), А 658 (агрегатный), 1 Б 104, 1 М 6 А(токарный). На станках моделей А 1730 и А 658 в трехсменном режиме обтачивали в размер наружные цилиндрические и торцевые поверхности гильз цилиндров из спецчугуна(для дизелей Минского моторного завода) с учетом требований к детали (шероховатость),к режущему инструменту (износ и стойкость) и затратам мощности на резание.На токарных станках 1 Б 10 А, 1 МБА продольного фасонного точения обрабатывали деталь из чугуна. Материал резцов - вольфрамокобальтовый сплав (твердый сплав ВК-б),материал сверл - быстрорежущая сталь Р 6. Результаты шестимесячных производственных испытаний предлагаемой СОЖ положительные.
МПК / Метки
МПК: C10M 173/02
Метки: механической, жидкость, обработки, металлических, сплавов, смазочно-охлаждающая
Код ссылки
<a href="https://by.patents.su/10-7936-smazochno-ohlazhdayushhaya-zhidkost-dlya-mehanicheskojj-obrabotki-metallicheskih-splavov.html" rel="bookmark" title="База патентов Беларуси">Смазочно-охлаждающая жидкость для механической обработки металлических сплавов</a>
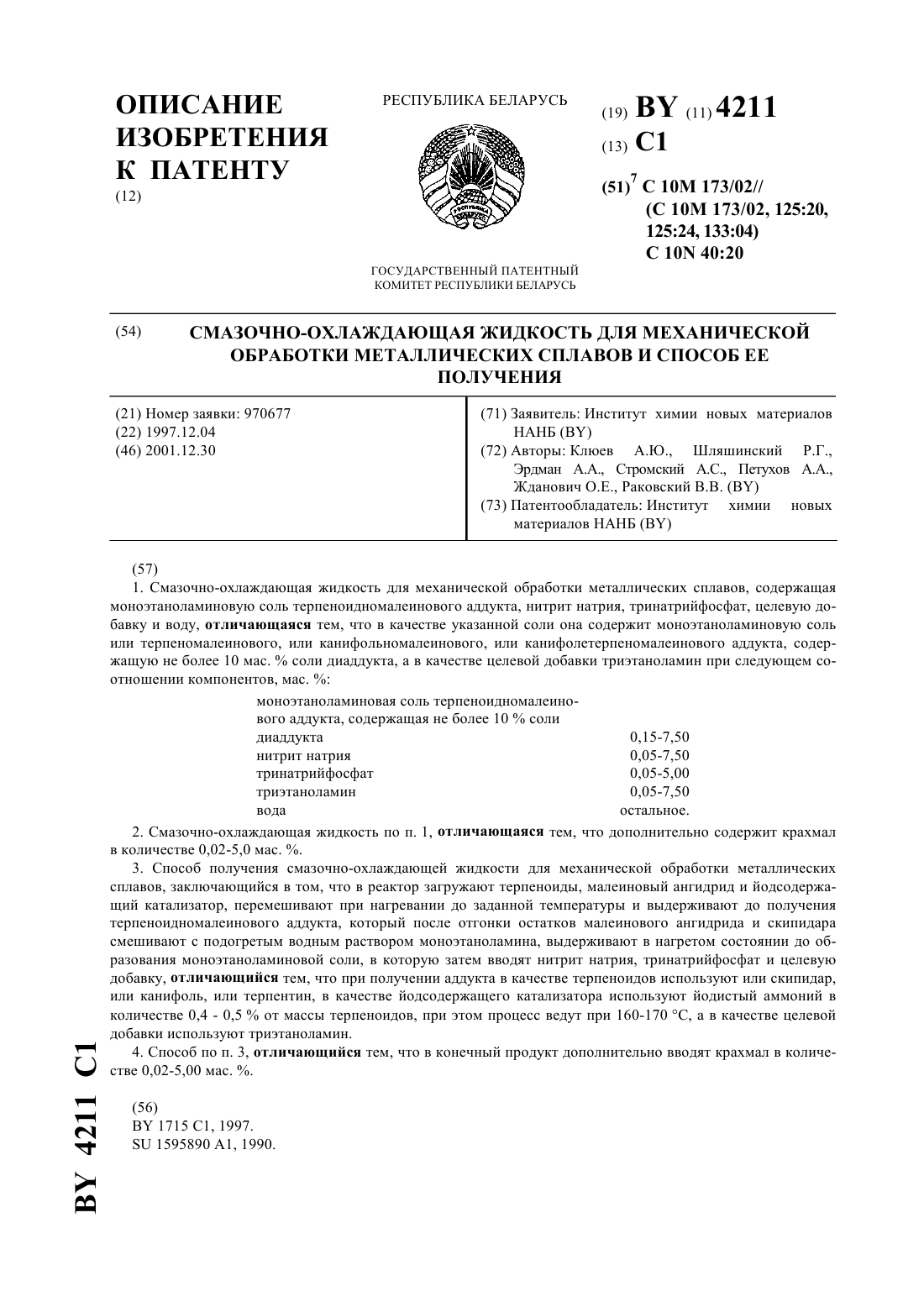
Смазочно-охлаждающая жидкость для механической обработки металлических сплавов и способ ее получения.
Номер патента: 4211
Опубликовано: 30.12.2001
Авторы: Эрдман Арнольд Адольфович, Раковский Владимир Владимирович, Шляшинский Ромуальд Григорьевич, Клюев Андрей Юрьевич, Жданович Олег Егорович, Стромский Анатолий Сергеевич, Петухов Арнольд Александрович
МПК: C10M 173/02
Метки: механической, способ, сплавов, смазочно-охлаждающая, металлических, жидкость, обработки, получения
Текст:
...эффекта от введения йодистого аммония имеет место при его содержании 0,10 , при этом оптимальное по приведенному комплексу параметров содержание - 0,40 - 0,50 . Поскольку в нашем случае для получения СОЖ заложено использование терпеноидномалеинового аддукта, то, естественно, может применяться или терпеномалеиновый, или канифольномалеиновый, или канифолетерпеномалеиновый аддукты. Если получение ТМА является автономной стадией при...
Смазочно-охлаждающая жидкость для механической обработки металлов
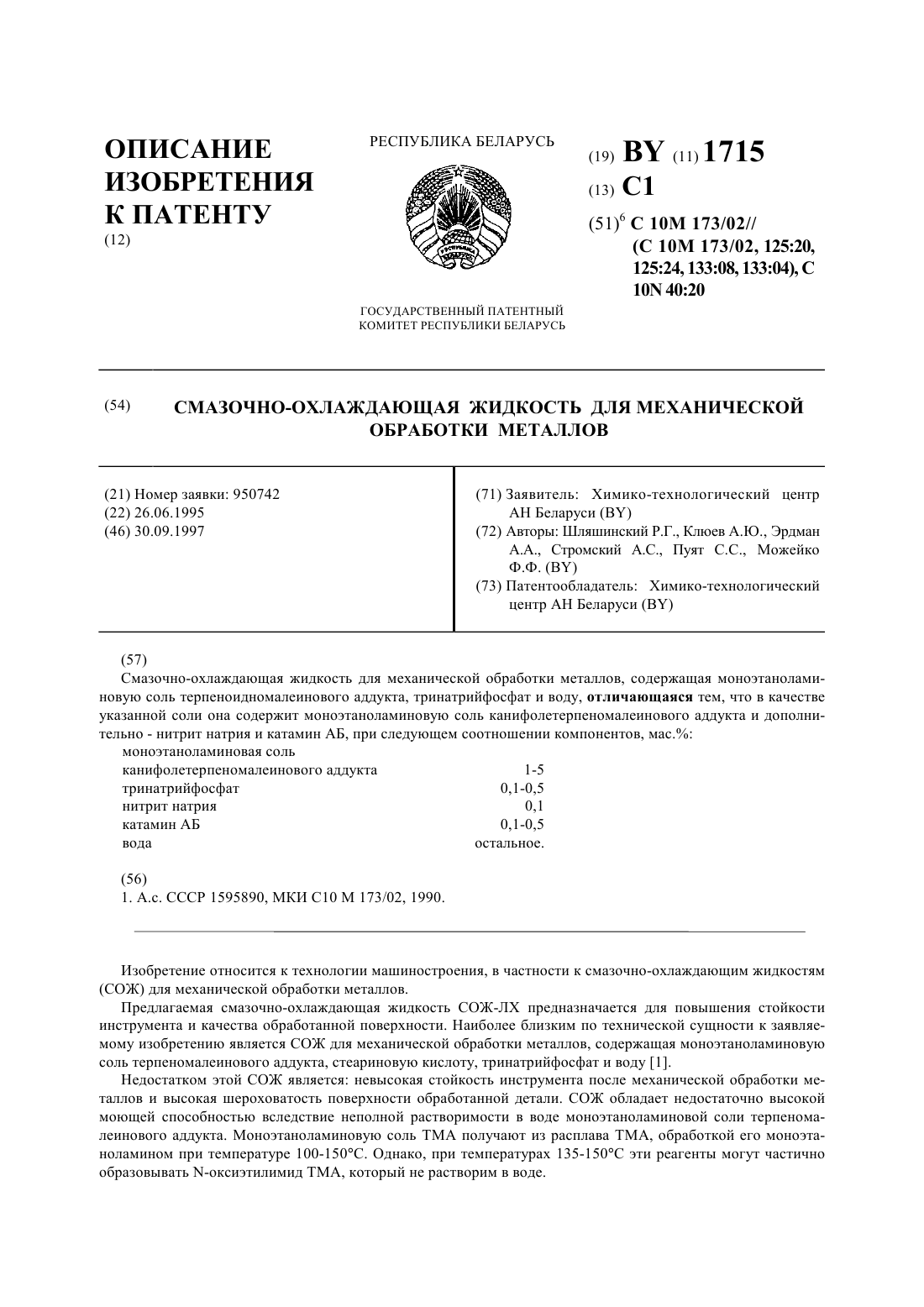
Номер патента: 1715
Опубликовано: 30.09.1997
Авторы: Можейко Фома Фомич, Пуят Светлана Степановна, Эрдман Арнольд Адольфович, Шляшинский Ромуальд Григорьевич, Клюев Андрей Юрьевич, Стромский Анатолий Сергеевич
МПК: C10M 125/20, C10M 133/04, C10M 125/24...
Метки: металлов, жидкость, обработки, смазочно-охлаждающая, механической
Текст:
...в течение 6,5 часов. Реакцию считают законченной, когда в реакционной смеси содержится не более 2,5 мас. свободного несвязанного малеинового ангидрида. Затем при 1905 С перегретым острым паром или под вакуумом (Р 20 мм.рт.ст.) отгоняют непрореагировавшие скипидар и малеиновый ангидрид. Выход КТМА составляет 93,8. КТМА - твердое стекловидное вещество светложелтого цвета с температурой размягчения 65 С и кислотным числом 278,6 мг КОН/г....
Смазочно-охлаждающая жидкость для механической обработки металлов
Номер патента: 7487
Опубликовано: 30.12.2005
Авторы: Пискунов Сергей Васильевич, Злотников Игорь Иванович, Кушнеров Денис Николаевич, Селицкий Сергей Францевич
МПК: C10M 173/02
Метки: жидкость, механической, смазочно-охлаждающая, металлов, обработки
Текст:
...повышений температур СОЖ испаряется с образованием силикатной микропленки, которая, в отличие от пленок поливинилового спирта, не разлагается при температурах до 950 С. Это снижает коэффициент трения и защищает режущий инструмент от износа при жестких режимах резания. Кроме того, жидкое стекло повышает качество обрабатываемой поверхности, что связано с микроабразивным действием частиц диоксида кремния, образующихся при испарении...
Смазочно-охлаждающая жидкость для обработки стекла
Номер патента: 448
Опубликовано: 30.03.1995
Авторы: Сафронова Т. А., Мастюгин Л. И.
Метки: обработки, стекла, жидкость, смазочно-охлаждающая
Текст:
...инструнни компонентов, мас. О 5 5 О 25 мента. 5-НитроФУРФУР 0 лсемикарбозон Глицерин - г (Фурацилин является антисептиком Костный клей 0,05-1.00 и препятствует биологическому разло 5-ннтроФУр женил сок, увеличивает ее стойкость фуролсемн- при хранении. . карбазон. 0000 О 1-00 ОО 10 30 п р п м е р. навеску сухого вода Остальное костного клея (ГОСТ 2067-71 1 кг Однако известная СОЖ не 0660119 нагревают в 2 д воды и выдерживают ЧНВВЕТ...
Смазочно-охлаждающая жидкость для обработки стекла
Номер патента: 452
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Катюк А. В.
МПК: C10M 173/02
Метки: обработки, стекла, смазочно-охлаждающая, жидкость
Текст:
...при непреерЬЕНОМ ПЕРЕМЕШИВНЪПИ ДОПИВЗЮТ ранее(ГОСТ д 16578) 6 Ц ортофосфорной кислоты (ГОСТ 10 б 787 б) и затем добавляют фурацнлин (ТУ Р 72270-35) 5-нитрофурфуропсемикарбозон).1 Полученный концентрат СОЖ можно хранить длительное время и перед применением разводить водой до нужной концентрации. Описываемм способом были приготовлены СОЖ, составы которы приведены в табл. 1.Пля 1 сравнения была приготовлена СОЖ (известны состав 6),...
Предыдущий патент: Эллипсоидная передача с телами качения
Следующий патент: Усилитель мощности
Случайный патент: Подъемно-загрузной транспортер бункера свеклоуборочного комбайна