Выкатной под камерных нагревательных печей
Номер патента: 16613
Опубликовано: 30.12.2012
Авторы: Якутович Николай Владимирович, Гринчук Павел Семенович, Торопов Виктор Владимирович, Долидович Александр Федорович, Ознобишин Александр Николаевич
Текст
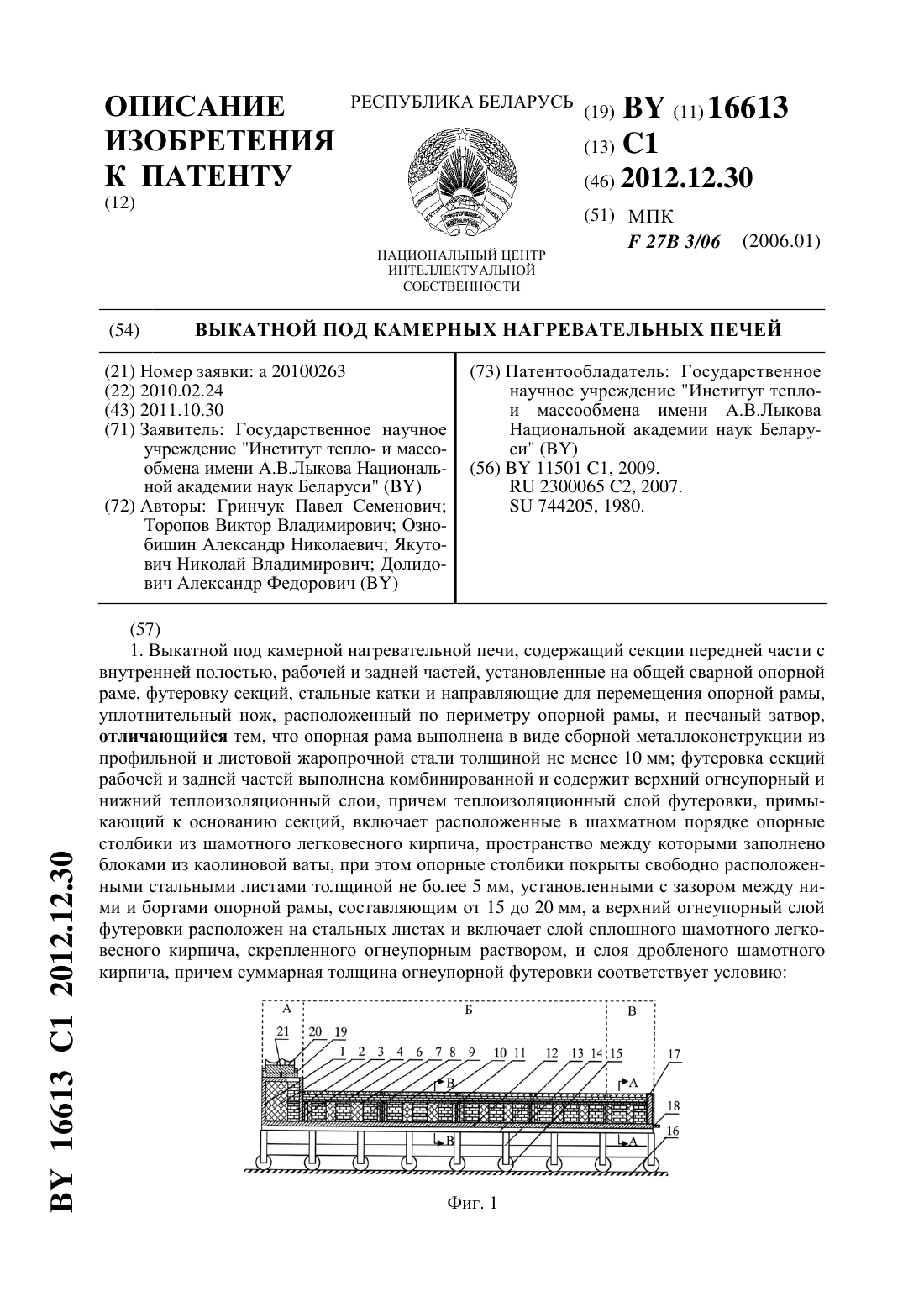
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ВЫКАТНОЙ ПОД КАМЕРНЫХ НАГРЕВАТЕЛЬНЫХ ПЕЧЕЙ(71) Заявитель Государственное научное учреждение Институт тепло- и массообмена имени А.В.Лыкова Национальной академии наук Беларуси(72) Авторы Гринчук Павел Семенович Торопов Виктор Владимирович Ознобишин Александр Николаевич Якутович Николай Владимирович Долидович Александр Федорович(73) Патентообладатель Государственное научное учреждение Институт теплои массообмена имени А.В.Лыкова Национальной академии наук Беларуси(57) 1. Выкатной под камерной нагревательной печи, содержащий секции передней части с внутренней полостью, рабочей и задней частей, установленные на общей сварной опорной раме, футеровку секций, стальные катки и направляющие для перемещения опорной рамы,уплотнительный нож, расположенный по периметру опорной рамы, и песчаный затвор,отличающийся тем, что опорная рама выполнена в виде сборной металлоконструкции из профильной и листовой жаропрочной стали толщиной не менее 10 мм футеровка секций рабочей и задней частей выполнена комбинированной и содержит верхний огнеупорный и нижний теплоизоляционный слои, причем теплоизоляционный слой футеровки, примыкающий к основанию секций, включает расположенные в шахматном порядке опорные столбики из шамотного легковесного кирпича, пространство между которыми заполнено блоками из каолиновой ваты, при этом опорные столбики покрыты свободно расположенными стальными листами толщиной не более 5 мм, установленными с зазором между ними и бортами опорной рамы, составляющим от 15 до 20 мм, а верхний огнеупорный слой футеровки расположен на стальных листах и включает слой сплошного шамотного легковесного кирпича, скрепленного огнеупорным раствором, и слоя дробленого шамотного кирпича, причем суммарная толщина огнеупорной футеровки соответствует условию 16613 1 2012.12.30 То.п.-Тст.л.500-530 С,где о.п. - температура в объеме печи при нагреве обрабатываемых деталей ст.л. - температура стального листа при нагреве обрабатываемых деталей. 2. Выкатной под по п. 1, отличающийся тем, что в качестве легковесного шамотного кирпича теплоизоляционной футеровки используют кирпич марки ШЛ-0,4 размером 23023064 мм или 230 23076 мм, а толщина слоя дробленого шамотного кирпича огнеупорной футеровки составляет 50-70 мм, с размером его измельченных фракций 1020 мм. 3. Выкатной под по п. 1, отличающийся тем, что теплоизоляционный слой футеровки внутренней полости передней части выкатного пода выполнен из легковесного шамотного кирпича и каолиновой ваты. 4. Выкатной под по любому из пп. 1-3, отличающийся тем, что содержит выполненные из Ст 3 опорные косынки треугольной формы, расположенные на внутренних боковых и торцевой стенках рабочей и задней секций и установленные в промежутках между столбиками из легковесного шамотного кирпича заподлицо с ними для упора стальных листов со слоем огнеупорной футеровки. 5. Выкатной под по п. 1, отличающийся тем, что передняя и задняя части выполнены в виде сварных секций из профильной и листовой стали толщиной не более 10 мм, причем боковая поверхность этих секций, подверженная воздействию высоких температур, выполнена из жаропрочной стали, а нижняя часть в виде уголков выполнена из стали Ст 3. 6. Выкатной под по п. 1, отличающийся тем, что внутренние и наружные стороны боковых и тыльной частей сборной металлоконструкции теплоизолированы слоем волокнистого теплоизоляционного рулонного материала толщиной не менее 25 мм. Изобретение относится к нагревательным печам, в частности к выкатному поду камерных нагревательных печей, и может найти применение в металлургической, машиностроительной, керамической и других отраслях промышленности для нагрева и термообработки материалов. Известны выдвижные поды камерных нагревательных и термических печей, предназначенные для загрузки обрабатываемых деталей различных конфигурации, формы и массы в рабочую камеру перед началом процесса термообработки и их выгрузки после окончания этого процесса 1, 2. Известны также выдвижные поды аналогичного функционального назначения, но самого разнообразного конструктивного оформления. Так, в патенте 3 предложенный под содержит футерованные секции, опертые на балансирные тележки, подовый затвор, привод перемещения пода, горизонтальные листы между секциями, одни концы которых жестко прикреплены к одной из секций, а уплотнительные узлы расположены в торце каждой секции. Для повышения надежности в работе пода каждый уплотнительный узел выполнен в виде двух соосно установленных трубчатых направляющих с прорезями по длине и шариками между ними, при этом внутренняя труба имеет возможность поворота, а горизонтальные листы размещены концами в уплотнительных узлах и жестко закреплены одними концами на внутренней направляющей. В патенте 4 описана футеровка пода нагревательной печи, состоящая из горизонтально расположенного двухрядного огнеупорного слоя, теплоизоляционного слоя и размещенного между ними дополнительного теплоизоляционного слоя в виде прокладок, выполненных из волокнистого материала. Известен описанный в патенте 5 выдвижной под, который выполнен в виде футерованных продольных балок с закрепленными на их несущей поверхности поперечными опорными балками, причем центральная часть поперечных балок закреплена жестко, а крайние их части - с возможностью перемещения вдоль оси. 2 16613 1 2012.12.30 В патенте 6 выкатной под снабжен горизонтальными каналами для отвода дымовых газов, перекрытых сверху стальными плитами, которые выполнены с продольными ребрами, перекрывающими боковые стенки каналов. В российском патенте 7 представлена многоуровневая конструкция пода в виде этажерки, в которой поды расположены каскадом с понижением уровня к топочной камере, а в конце последнего пода установлен порог. В патенте США 8 описана конструкция выкатного пода, снабженного по периферии продольными клинообразными фланцами с конусообразными уплотнительными поверхностями из эластичного сжимаемого слоя теплоизоляции, которые обеспечивают плотное уплотнение пода и камеры печи. В патенте США 9 описан выкатной под, который представляет собой опорную раму,на которой размещены боковые и концевые литые металлические секции, формирующие внутреннее пространство пода, футерованные огнеупорной керамической кирпичной кладкой. В патенте США 10 описан подвижный под, включающий металлическую опорную плиту, множество металлических анкерных пластин, простирающихся вверх от опорной плиты и расположенных вблизи периферии последней, множество периферийных футеровочных элементов, расположенных и закрепленных на внешних сторонах анкерных пластин таким образом, чтобы предотвращать вызванное тепловым расширением направленное к боковым стенкам печи перемещение пода и обеспечивать продольную и поперечную стабильность его размеров. Из патента Великобритании 11 известен выкатной под печи, установленный на тележке или другом механизме перемещения, сделанный из огнеупорных кирпичей или другого термостойкого материала. Внешняя часть его выполнена из твердых кирпичей на соответствующем связующем, а внутренняя часть заполнена гранулированным или подобным материалом или состоит из проницаемых или перфорированных плит, через которые удаляются печные газы. В патенте Великобритании 12 описаны средства уплотнения выкатного пода и стенок рабочей камеры печи, представляющие собой песчаные затворы. В патенте Японии 13 предложен выдвижной под, снабженный промежуточной плитообразной теплоизоляционной дверцей, благодаря чему внутри печи образуются две отдельные нагревательные камеры. Каждая из вышеописанных конструкций выкатного пода обладает своими специфическими зависящими от конфигурации, формы и массы обрабатываемых деталей достоинствами и общими для всех недостатками, заключающимися в достаточно сложном конструктивнотехнологическом оформлении, высоких материалоемкости и массе пода, высокой теплоаккумулирующей емкости и, следовательно, значительных потерях тепла и потребляемой энергии на термообработку. Ближайшим техническим решением предлагаемого изобретения (прототипом) является выкатной под промышленной камерной нагревательной печи 14. Он предназначен для отжига и нормализации поковок суммарной массой до 15 т. Выкатной под состоит из трех основных конструктивных частей передней, на которой расположен уплотнительный затвор дверцы печи, рабочей - для размещения подвергаемого термообработке материала и задней, примыкающей к торцевой стенке камеры печи. Передняя часть включает в себя шесть коробообразных литых чугунных секций, разделенных между собой термокомпенсационными зазорами, заполненными стандартной огнеупорной замазкой, и кирпичную шамотную кладку футеровки внутреннего объема литых секций. На верхней поверхности кирпичной кладки расположен песчаный затвор, на который при входе пода в рабочую камеру печи синхронно опускается закрепленная на передней стенке печи заслонка, снабженная уплотнительным ножом с целью герметизации камеры нагрева печи от окружающей атмосферы и исключения потерь тепла через неплотности их соединения. 3 16613 1 2012.12.30 Рабочая часть выкатного пода, на которой размещают подвергаемый термообработке материал, включает в себя четыре корытообразные литые чугунные секции, разделенные друг с другом термокомпенсационными зазорами, заполненными стандартной огнеупорной замазкой, кирпичную кладку внутреннего объема литых секций, выполненную заподлицо с верхней поверхностью опорных литых секций. Кирпичная шамотная кладка служит футеровкой внутреннего объема литых секций пода. Задняя часть выкатного пода, примыкающая к торцевой стенке камеры печи, включает в себя не менее трех литых чугунных секций пода, разделенных друг с другом термокомпенсационными зазорами, заполненными стандартной огнеупорной замазкой, и кирпичную шамотную кладку, служащую футеровкой внутреннего объема литых секций задней части пода. Литые секции передней, рабочей и задней частей пода закреплены на общей сварной опорной раме, выполненной из жароупорной стали. К опорной раме, в свою очередь, крепятся опоры катков и сами катки выкатного пода. По всему периметру опорной рамы выполнен уплотнительный нож, который при перемещении выкатного пода в камеру нагрева печи входит в контакт с соответствующими герметизирующими устройствами, расположенными на внутренних боковых и торцевой стенках печи. Работа выкатного пода осуществляется следующим образом. В выдвинутом из печи состоянии на верхнюю поверхность огнеупорной шамотной футеровки рабочей части выкатного пода загружаются подлежащие термической обработке детали. Затем включают привод выкатного пода и он перемещается в камеру нагрева печи. При перемещении выкатного пода в камеру нагрева печи уплотнительный нож, расположенный по всему периметру опорной рамы, входит в контакт с соответствующими герметизирующими устройствами на боковых и торцевой стенках камеры нагрева, что обеспечивает ее герметизацию от окружающей среды. После этого подается сигнал на опускание заслонки печи,закрепленной снаружи на ее передней стенке. После того как она полностью опустится на песчаный затвор, нагревательная камера печи герметизируется, включаются горелки и начинается процесс нагрева загруженных на под деталей. После завершения нагрева и выключения горелок по команде оператора подается сигнал на выдвижение выкатного пода из печи. При этом дверца печи поднимается, занимает исходное положение, под выходит из печи, нагретые до заданной температуры детали разгружаются и поступают на последующую механическую или иную обработку. Оптимальная конструкция выкатного пода должна выдерживать силовые нагрузки,обусловленные массой обрабатываемых деталей, а также тепловые нагрузки, существующие в камере нагрева печи. Для быстрейшего выхода печи на рабочий режим она должна иметь незначительные затраты энергии на свой прогрев и высокую скорость прогрева,низкие тепловые потери в окружающую среду и теплоаккумулирующую емкость. С позиций оптимальности конструкция взятого за прототип выкатного пода имеет существенные недостатки механического и теплотехнического характера. Из недостатков механического характера следует отметить значительную массу литых чугунных деталей,требующих больших расходов тепла на их прогрев, ряд из которых, в частности коробообразные секции задней части пода суммарной массой около 3,5-4,0 т, не несут силовой нагрузки. Литые чугунные секции рабочей части выкатного пода обладают чрезмерной с точки зрения противостояния силовым нагрузкам толщиной, повышенными термическими напряжениями, высокой теплоаккумулирующей способностью и высокой плотностью теплового потока в окружающую среду. Наличие не несущих силовой нагрузки коробов задней части пода не только значительно ухудшает показатели работы печи, но даже может привести к невозможности выхода печи на заданный тепловой режим при планируемых к установке тепловых мощностях горелок. К существенным недостаткам теплотехнического характера следует отнести то, что вся внутренняя емкость выкатного пода полностью футерована огнеупорным шамотным кирпичом, имеющим высокую плотность 1830-1950 кг/м 3,4 16613 1 2012.12.30 что увеличивает суммарную массу требующего прогрева материала и, следовательно,снижает скорость выхода печи на рабочий режим. Высокий коэффициент эффективной теплопроводности шамотного кирпича при рабочей температуре в камере нагрева 1,48 Вт/(мК) приводит к росту теплоаккумулирующей массы и температуры наружной поверхности пода и, следовательно, к росту тепловых потерь. Высокий термический коэффициент линейного расширения клр 0,6-0,7 ведет к увеличению термических напряжений и напряжений сжатия в объеме футеровки и, следовательно, к преждевременному разрушению футеровки, сокращению сроков ее межремонтной эксплуатации и удорожанию технологического процесса. Расчеты показывают, что на нагрев описанной в прототипе конструкции пода идет около 20 от общего количества тепла, используемого в технологическом процессе, что является чрезмерно высоким показателем, требующим существенного снижения. Задачей изобретения является повышение энергоэффективности печи за счет снижения тепловых потерь при нагреве и термообработке изделий в печи, снижение материалоемкости пода и объема кладки, сокращение времени выхода печи на рабочий режим и термообработки изделий, достижение стойкости к силовым нагрузкам под действием веса обрабатываемых изделий, а также удешевление его конструкции. Поставленная задача решается следующим образом. Известный выкатной под включает секции передней части с внутренней полостью, рабочей и задней частей, установленные на общей сварной опорной раме, футеровку секций,стальные катки и направляющие для перемещения опорной рамы, уплотнительный нож,расположенный по периметру опорной рамы, и песчаный затвор. Согласно изобретению,общая сварная опорная рама выполнена в виде сборной металлоконструкции из профильной и листовой жаропрочной стали толщиной не менее 10 мм. Футеровка секций рабочей и задней частей пода выполнена комбинированной и состоит из огнеупорного и теплоизоляционного слоев. Нижний теплоизоляционный слой футеровки, примыкающий к основанию секций, выполнен в виде расположенных в шахматном порядке опорных столбиков из легковесного шамотного кирпича ШЛ-0,4 (300-400 кг/м 3,0,2153 Вт/(мК шириной в 2 кирпича и высотой в 3 кирпича, а пространство между кирпичными столбиками заполнено блоками из каолиновой ваты марки МКРР-130 (130 кг/м 3,0,50 Вт/(мК. Это существенно снижает массу футеровки и значительно улучшает ее теплотехнические характеристики. Сверху опорные столбики теплоизоляционного слоя футеровки рабочей и задней частей пода покрыты свободно расположенными стальными листами (из обычной стали Ст.3) толщиной не более 5 мм, опирающимися еще и на опорные косынки из Ст.3,приваренные к внутренним боковым поверхностям литых и сварных секций этих частей пода, что позволяет выдерживать максимальный вес обрабатываемых деталей. Между стальными листами и бортами пода, а также между соседними листами обеспечивают зазор 15-20 мм для предотвращения термических деформаций. Верхний огнеупорный слой футеровки, расположенный на стальных листах теплоизоляционной футеровки, состоит из сплошного слоя шамотного кирпича (1830-1950 кг/м 3,1,48 Вт/(мК, скрепленного огнеупорным раствором, и слоя дробленого шамотного кирпича. Причем суммарную толщину огнеупорной футеровки определяют расчетом из условия То.п. - Тст.л.500-530 С,где То.п. - температура в объеме печи при нагреве обрабатываемых деталей,Тст.л. - температура стального листа при нагреве обрабатываемых деталей,500-530 С - жаропрочность обычной стали. Кроме того, в качестве легковесного шамотного кирпича теплоизоляционной футеровки используют кирпич типа ШЛ-0,4 размером 23023064 мм или 23023076 мм, а толщина слоя дробленого шамотного кирпича огнеупорной футеровки составляет 50-70 мм,с размером его измельченных фракций 10-20 мм. 16613 1 2012.12.30 Теплоизоляционный слой футеровки внутренней полости передней части выкатного пода также выполнен из легковесного шамотного кирпича и каолиновой ваты. Для снижения нагрузки, вызываемой весом огнеупорного слоя и обрабатываемых деталей, на столбики теплоизоляционного слоя из легковесного шамотного кирпича к боковым поверхностям секций рабочей и задней частей пода приваривают опорные косынки треугольной формы из Ст.3, причем это делают так, чтобы они располагались в промежутках между столбиками и были заподлицо с ними, благодаря чему стальные листы, перекрывающие теплоизоляционный слой, опираются и на столбики, и на опорные косынки. Переднюю часть выкатного пода, на которую опускается заслонка и которая не несет силовой нагрузки, выполняют в виде сварной коробообразной металлоконструкции, внутреннюю полость которой футеруют теплоизоляционным слоем из блоков легковесного шамотного кирпича и каолиновой ваты марки МКРР-130, а внутреннюю полость корпуса самой заслонки футеруют модулями из легковесного волокнистого теплоизоляционного материала 1260 (190 кг/м 3,0,34 Вт/(мК толщиной 300 мм. Все металлические элементы конструкции заслонки со стороны рабочей камеры теплоизолируют слоем данного волокнистого материала толщиной 50 мм. Рабочая часть выкатного пода конструктивно включает в себя закрепленные в общей сварной опорной раме (каркасе) пода четыре литые чугунные секции (короба), разделенные термокомпенсационными зазорами и футерованные теплоизоляционным слоем из чередующихся в шахматном порядке столбиков легковесного шамотного кирпича и блоков из каолиновой ваты, и четыре стальных листа, перекрывающих теплоизоляционный слой и опирающихся на эти столбики и опорные косынки, приваренные к внутренней боковой поверхности секций. Задняя часть выкатного пода включает в себя закрепленные в общей сварной опорной раме (каркасе) пода три сварные секции (короба) из жаропрочной стали толщиной не более 10 мм, разделенные термокомпенсационными зазорами и футерованные теплоизоляционным слоем из чередующихся в шахматном порядке столбиков легковесного шамотного кирпича и блоков из каолиновой ваты, и три стальных листа, перекрывающих теплоизоляционный слой и опирающихся на эти столбики и опорные косынки, приваренные к внутренней боковой поверхности секций. Боковые и тыльная ограждающие металлоконструкции пода с целью уменьшения тепловой инерционности пода закрывают с внутренней (от кирпича) и наружной сторон слоем волокнистого теплоизоляционного рулонного материала 1260 толщиной не менее 25 мм. Волокнистый материал крепится на металл с помощью клея 1000. С внутренней стороны волокнистый материал прижимается к бортам пода кирпичом. С наружной стороны металлических бортов наряду с клеем допускается использование дополнительного крепления металлическими штырями или планками по месту. На фиг. 1 приведен общий вид предлагаемого выкатного пода нагревательной печи. На фиг. 2 показано расположение стальных листов на выкатном поду (без слоев огнеупорной шамотной футеровки, вид сверху). На фиг. 3 показан слой теплоизоляционной футеровки рабочей и задней частей выкатного пода (разрез по -). Выкатной под нагревательной печи включает общий сварной рамный каркас 12, объединяющий секции передней А, рабочей Б и задней В частей выкатного пода, который закреплен на литой опорной конструкции пода 13, имеющей опоры катков пода 14 и сами катки 15, перемещаемые по направляющим 16. Общий сварной рамный каркас 12 выполнен в виде сборной металлоконструкции из профильной и листовой жаропрочной стали толщиной не более 10 мм и включает в себя сварную коробообразную секцию передней части пода 1, четыре литые секции рабочей части выкатного пода 4 и три сварные из профильного и листового проката секции задней части пода 5. Внутренняя полость сварной коробообразной секции передней части выкатного пода футерована слоем теплоизоляции 2 6 16613 1 2012.12.30 из минеральной ваты МКРР-1130 и слоем легковесного шамотного кирпича 3. Внутренняя полость четырех литых секций рабочей части пода 4 и трех сварных секций задней части пода 5 также футерованы чередующимися в шахматном порядке слоями минеральной ваты 7 и легковесного шамотного кирпича 8 заданной высоты. Сверху эти слои теплоизоляционной футеровки рабочей и задней секций пода покрывают семью стальными листами 6, разделенными термокомпенсационными зазорами 22, которые опираются на опорные косынки 11 треугольной формы, приваренные к внутренним боковым поверхностям указанных секций пода так, чтобы они располагались между столбиками из шамотного кирпича и были заподлицо с ними. На стальные листы 6 по всей их длине укладывают два слоя огнеупорной футеровки, нижний из которых представляет собой сплошной слой огнеупорного шамотного кирпича 9, а верхний - слой дробленого шамотного кирпича 10 с размером фракций 10-20 мм, что позволяет снизить эффективную теплопроводность огнеупорной футеровки. Боковые стенки рамного каркаса выкатного пода 12 по всему периметру изолированны от окружающей среды слоем 17 теплоизоляции 1260 и снабжены уплотнительным ножом 18. Передняя часть выкатного пода снабжена песчаным затвором 19, на который при входе пода в камеру нагрева опускается заслонка печи 20 с уплотнительным ножом 21. Таким образом, теплоизоляционная футеровка рабочей части пода, размещаемая на основании литой чугунной подины 4 и изолирующая ее от нагретого до высокой температуры огнеупорного слоя, представляет собой располагаемые в шахматном порядке столбики из легковесного шамотного кирпича 8, свободное пространство между которыми футеровано блоками из минеральной ваты 7, которые, как указано выше, имеют малую плотность и высокие теплоизоляционные характеристики. Для того чтобы теплоизоляционная футеровка, выполненная из менее прочных чем полновесный шамотный кирпич, материалов, выдерживала силовые нагрузки, определяемые массой обрабатываемых деталей и огнеупорной футеровки, она перекрывается стальными листами 6, отстоящими друг от друга на величину термокомпенсационного зазора 22, которые опираются на опорные столбики 8 из легковесного шамотного кирпича и стальные косынки 11 треугольной формы, приваренные к литым секциям пода. На эти стальные листы 6 укладывается огнеупорная футеровка рабочей части пода,состоящая из двух горизонтальных слоев, нижний из которых представляет собой сплошную кладку из стандартного шамотного кирпича 9, а верхний 10 выполняют из дробленого шамотного кирпича, что позволяет существенно снизить теплопроводность огнеупорной футеровки. Как видно из приведенных фигур, с целью снижения материалоемкости выкатного пода, снижения его теплоаккумулирующей емкости, и, соответственно, тепловых потерь в процессе нагрева обрабатываемых изделий, в отличие от прототипа, футеровка выкатного пода выполнена комбинированной, состоящей из верхнего огнеупорного слоя из стандартного огнестойкого шамотного кирпича, воспринимающего и выдерживающего высокие тепловые нагрузки в рабочей камере печи, и нижнего теплоизоляционного слоя,выполненного из чередующихся прослоек легковесного шамотного кирпича и минеральной ваты, которые имеют малую плотность и низкий коэффициент эффективной теплопроводности. С целью еще большего снижения паразитной с точки зрения теплопотерь массы выкатного пода его переднюю и заднюю части, в отличие от прототипа, выполняют в виде гораздо более легких сварных металлоконструкций 1, 5 из жаропрочной профильной и листовой стали, причем боковая поверхность этих конструкций, подверженная воздействию высоких температур, выполняется из стали 12189 (или другой жаропрочной стали), а нижняя часть уголков и опорные косынки 11 выполняются из обычной стали Ст 3. Открытую кверху внутреннюю полость задней части пода по аналогии с рабочей частью заполняют теплоизоляционной футеровкой в виде располагаемых в шахматном по 7 16613 1 2012.12.30 рядке опорных столбиков 8 из легковесного шамотного кирпича типа ШЛ-0,4 и блоков 7 из каолиновой ваты марки МКРР-130. Опорные косынки 11 на уголках приваривают таким образом, чтобы они попадали в промежутки между столбиками из легковесного шамотного кирпича и были заподлицо с ними. Сверху на опорные косынки и столбики из легковесного шамотного кирпича свободно укладывают стальные листы 6 из обычной стали Ст.3 с соответствующими термокомпенсационными зазорами. Для снижения массы футеровки и снижения тепловых потерь внутреннюю полость металлоконструкции передней части пода, на которую опускается заслонка 20, футеруют теплоизоляционным слоем 2 каолиновой ваты марки МКРР-130 и слоем легковесного шамотного кирпича 3, а внутреннюю полость корпуса самой заслонки футеруют модулями из легковесного волокнистого теплоизоляционного материала -1260. Все металлические элементы конструкции заслонки со стороны рабочей камеры печи теплоизолируют слоем данного волокнистого материала толщиной 50 мм. Все боковые и тыльная ограждающие металлоконструкции каркаса пода 12 с целью уменьшения тепловой инерционности пода закрывают с внутренней (от кирпича) и наружной сторон слоем 17 волокнистого теплоизоляционного рулонного материала -1260 толщиной не менее 25 мм. Таким образом, предлагаемый выкатной под в статике представляет собой перемещаемую на закрепленных в опорах 14 катках 15 по направляющим 16 сборную рамную каркасную металлоконструкцию 12, сваренную из профильного и листового металлопроката,а также из чугунного литья, включающую в себя сварную коробообразную секцию передней части пода 1, четыре литые чугунные корытообразные секции 4 рабочей части пода,сварную из профильного и листового проката рамную конструкцию задней части пода 5,которые располагаются на сварной подовой раме 12, закрепленной на литой опорной конструкции пода 13. Внутренняя полость передней части пода с песчаным затвором 19, на который опускается заслонка печи 20 с уплотнительным ножом 21, футеруется слоями минеральной ваты 2 и легковесного шамотного кирпича 3. Внутренняя полость металлических конструкций задней и рабочей частей пода футеруется на заданную высоту теплоизоляционными слоями минеральной ваты 7 и легковесного шамотного кирпича 8,располагаемыми в шахматном порядке. Этот теплоизоляционный слой задней и рабочей частей пода сверху перекрывается стальными листами 6, разделенными друг с другом термокомпенсационными зазорами 22, которые опираются на опорные столбики из легковесного шамотного кирпича 8 и стальные опорные косынки 11, приваренные к боковым и торцевой металлическим поверхностям этих частей пода так, чтобы они располагались между столбиками из шамотного кирпича. На стальные листы 6 заподлицо с боковыми стенками пода укладывается два слоя огнеупорной футеровки, нижний из которых представляет собой сплошной слой из стандартного шамотного кирпича 9, а верхний - слой из дробленого шамотного кирпича 10. Боковые и тыльная ограждающие рамные металлоконструкции пода 1 по всему периметру с внутренней и внешней сторон футерованы слоем 17 волокнистого теплоизоляционного рулонного материала и снабжены уплотнительным ножом 18, входящим в герметизирующий контакт с соответствующими уплотнительными устройствами на боковой и торцевой стенках нагревательной печи. В динамике работа предлагаемого выкатного пода механически осуществляется аналогичным образом, что и описанная выше для пода, принятого за прототип. В выдвинутом из печи состоянии на верхнюю поверхность огнеупорной шамотной футеровки рабочей части выкатного пода 10 загружаются подлежащие термической обработке детали. Затем включается привод выкатного пода и он начинает перемещаться в камеру нагрева печи. В ходе перемещения пода в нагревательную печь расположенный по всему периметру опорной рамы уплотнительный нож 18, входя в контакт с соответствующими уплотняющими устройствами на боковых и торцевой стенках камеры нагрева, герметизирует камеру нагрева от окружающей среды. Когда выкатной под полностью войдет в камеру нагрева,8 16613 1 2012.12.30 срабатывают концевые переключатели, синхронно подавая сигнал на опускание заслонки(дверцы) печи 20, закрепленной снаружи на ее передней стенке. После того как она полностью опустится на песчаный затвор 19 и с помощью уплотнительного ножа 21 герметизирует камеру печи от окружающей среды, включаются горелки и начинается процесс нагрева загруженных на под деталей. После его завершения и выключения горелок по команде оператора подается сигнал на выдвижение выкатного пода из печи, при поступлении которого на исполнительный механизм дверца печи поднимается в свое исходное положение, под выходит из печи, нагретые до заданной температуры детали разгружаются и поступают на последующую механическую или иную обработку. Существенным технологическим отличием работы предлагаемого выкатного пода от работы прототипа является тот факт, что за счет принятых новых технических решений,связанных с использованием современных теплоизоляционных и огнеупорных материалов, имеющих малую плотность и низкие коэффициенты эффективной теплопроводности,и значительным снижением паразитной массы пода, требующей больших затрат энергии на прогрев, процесс нагрева деталей на этом поду осуществляется с гораздо меньшими тепловыми потерями, более высокой скоростью выхода печи на рабочий режим, меньшими термическими напряжениями и напряжениями сжатия в объеме футеровки пода, что, в свою очередь, обеспечивает увеличение сроков межремонтной эксплуатации пода и сокращение энергозатрат. Таким образом, предлагаемая конструкция выкатного пода, базирующаяся на принятых научно-технических решениях в области механики и тепломассообмена, позволяет добиться поставленных целей и задач, а именно снижения тепловых потерь при нагреве и термообработке изделий в печи, материалоемкости пода и объема кладки, сокращения времени выхода печи на рабочий режим и термообработки изделий, обеспечения достаточной стойкости к силовым нагрузкам под действием веса обрабатываемых изделий,удешевления его конструкции и, в целом, существенного снижения расхода энергии (топлива), улучшения равномерности нагрева и повышения качества термообработки изделий в нагревательной печи, т.е. существенного повышения энергоэффективности работы печи. Промышленное освоение предлагаемого выкатного пода предполагается на территории Беларуси и стран СНГ. Источники информации 1. Кривандин В.А., Белоусов В.В., Сборщиков Г.С. и др. Теплотехника металлургического производства. Т. 2. Конструкция и работа печей. - М. МИСИС, 2001. - 736 с. 2. Кривандин В.А., Егоров А.В. Тепловая работа и конструкции печей черной металлургии. - М. Металлургия, 1989. - 460 с. 3. Патент 1157327, МПК 27 3/06, 1985. 4. Патент 1673809, МПК 27 3/14, 1991. 5. Патент 648810, МПК 27 3/06, 1979. 6. Патент 744205, МПК 27 3/06, 1980. 7. Патент 57881, МПК 27 3/04 -27 3/10, 2006. 8. Патент США 4,289,484, МПК 27 3/12, 1981. 9. Патент США 5,094,431,. МПК 27 3/12. 10.03.1992. 10. Патент США 4,578,031, МПК 27 3/12, 1986. 11. Патент 575106, МПК 27 3/06, 1946. 12. Патент 816100, МПК 27 3/06, 1959. 13. Патент 2007040618, МПК 27 9/26, 2007. 14. Паспорт камерной печи 337912 для отжига и нормализации поковок. 9 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 10
МПК / Метки
МПК: F27B 3/06
Метки: выкатной, печей, нагревательных, камерных
Код ссылки
<a href="https://by.patents.su/10-16613-vykatnojj-pod-kamernyh-nagrevatelnyh-pechejj.html" rel="bookmark" title="База патентов Беларуси">Выкатной под камерных нагревательных печей</a>
Охлаждающая плита для шахтных печей

Номер патента: 3743
Опубликовано: 30.12.2000
Авторы: ОТРЕМБА, Вернер, ШПИКЕРМАНН, Карл, КУББУТАТ, Аксель
Метки: печей, плита, шахтных, охлаждающая
Текст:
...отвод тепла из печи ограничивается. Кроме того,охлаждение плиты должно было бы быть настолько интенсивным, чтобы температура горячей стороны плиты поддерживалась значительно ниже температуры размягчения меди. Из Европейской заявки на патент 94115821.4 известна изготовленная из кованого или катаного медного слитка охлаждающая плита, в которой для охлаждения краевых зон дополнительно к вертикально проходящим глухим отверстиям выполнены каналы...
Выкатной элемент комплектного распределительного устройства
Номер патента: U 7410
Опубликовано: 30.08.2011
Автор: Бугайчук Виктор Михайлович
МПК: H02B 11/02, H02B 11/167, H02B 11/00...
Метки: комплектного, элемент, выкатной, распределительного, устройства
Текст:
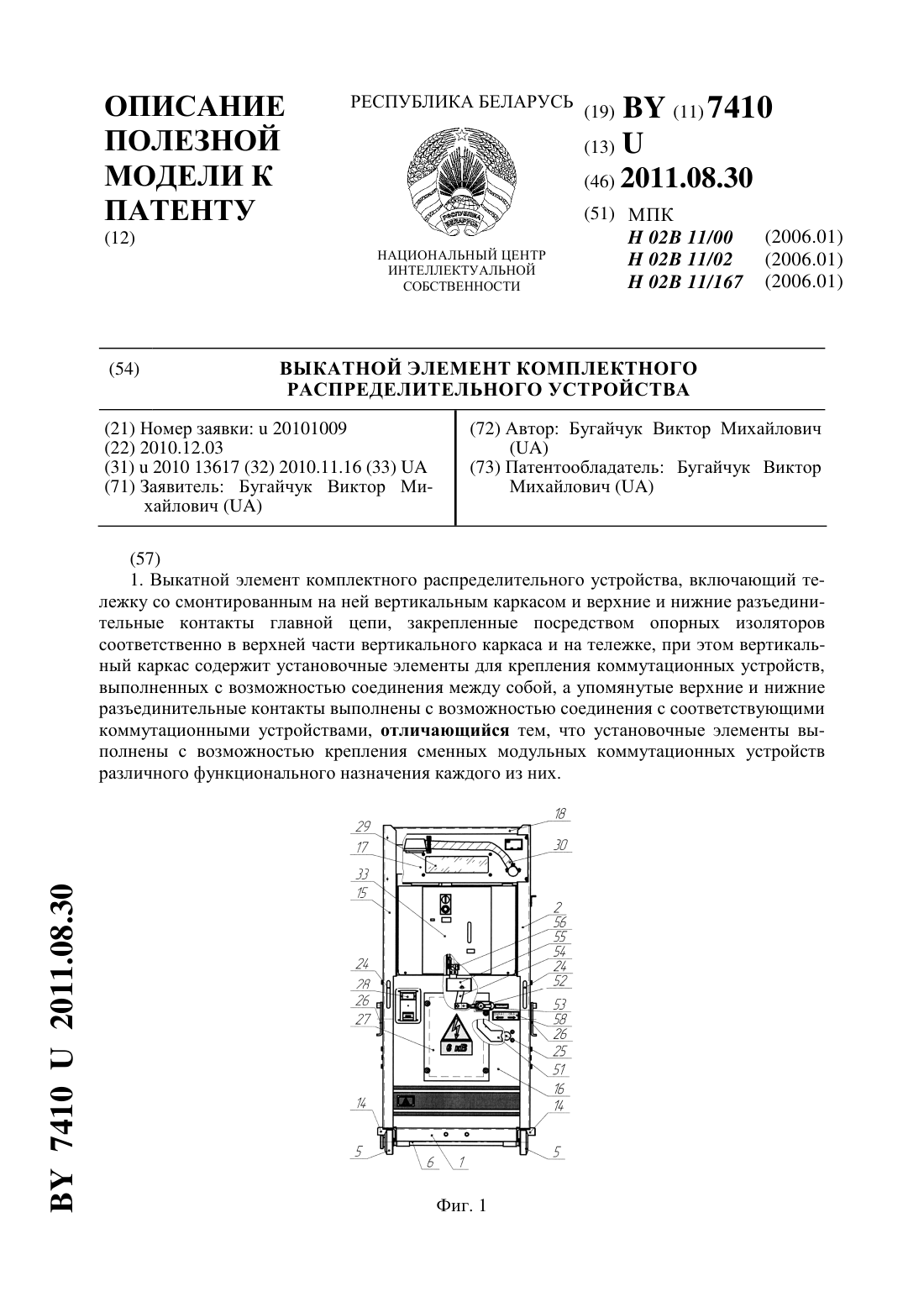
...конструкции элементов для крепления сменных модульных коммутационных устройств, а также составу упомянутых модулей и конструкции выкатного элемента в целом. Совокупность указанных усовершенствований позволяет создать унифицированную конструкцию выкатного элемента со сменными модульными коммутационными устройствами различного функционального назначения. Конструктивное исполнение полезной модели иллюстрируется на примере...
Устройство регулировки газовоздушной смеси инжекционных горелок печей аустенизации

Номер патента: U 6840
Опубликовано: 30.12.2010
Авторы: Абраменко Олег Владимирович, Никитин Александр Михайлович, Толстенков Олег Александрович, Игнатенко Олег Иванович, Чернявский Игорь Альфредович, Ахрамович Андрей Александрович
МПК: B21C 1/00
Метки: газовоздушной, устройство, горелок, смеси, инжекционных, печей, регулировки, аустенизации
Текст:
...аустенита. Задачей, решаемой данной полезной моделью, является оптимизация устройства регулировки газовоздушной смеси инжекционных горелок, что позволит улучшить управление нагревом печи аустенизации. Техническим результатом, достигаемым при использовании устройства, является уменьшение расхода газа при работе печи аустенизации на максимальной загрузке и обеспечение полного прогрева проволоки при работе печи аустенизации на минимальной...
Рекуператор для регенеративного теплоиспользования тепловых отходов промышленных печей
Номер патента: 13292
Опубликовано: 30.06.2010
Авторы: Рыжова Татьяна Викторовна, Тимошпольский Владимир Исаакович, Ковалев Сергей Сергеевич, Мандель Николай Львович, Гурченко Павел Семенович, Шишков Василий Николаевич, Несенчук Анатолий Петрович, Ракомсин Александр Петрович, Кабишов Сергей Михайлович, Хлебцевич Всеволод Алексеевич
МПК: F27D 17/00
Метки: печей, промышленных, теплоиспользования, рекуператор, тепловых, регенеративного, отходов
Текст:
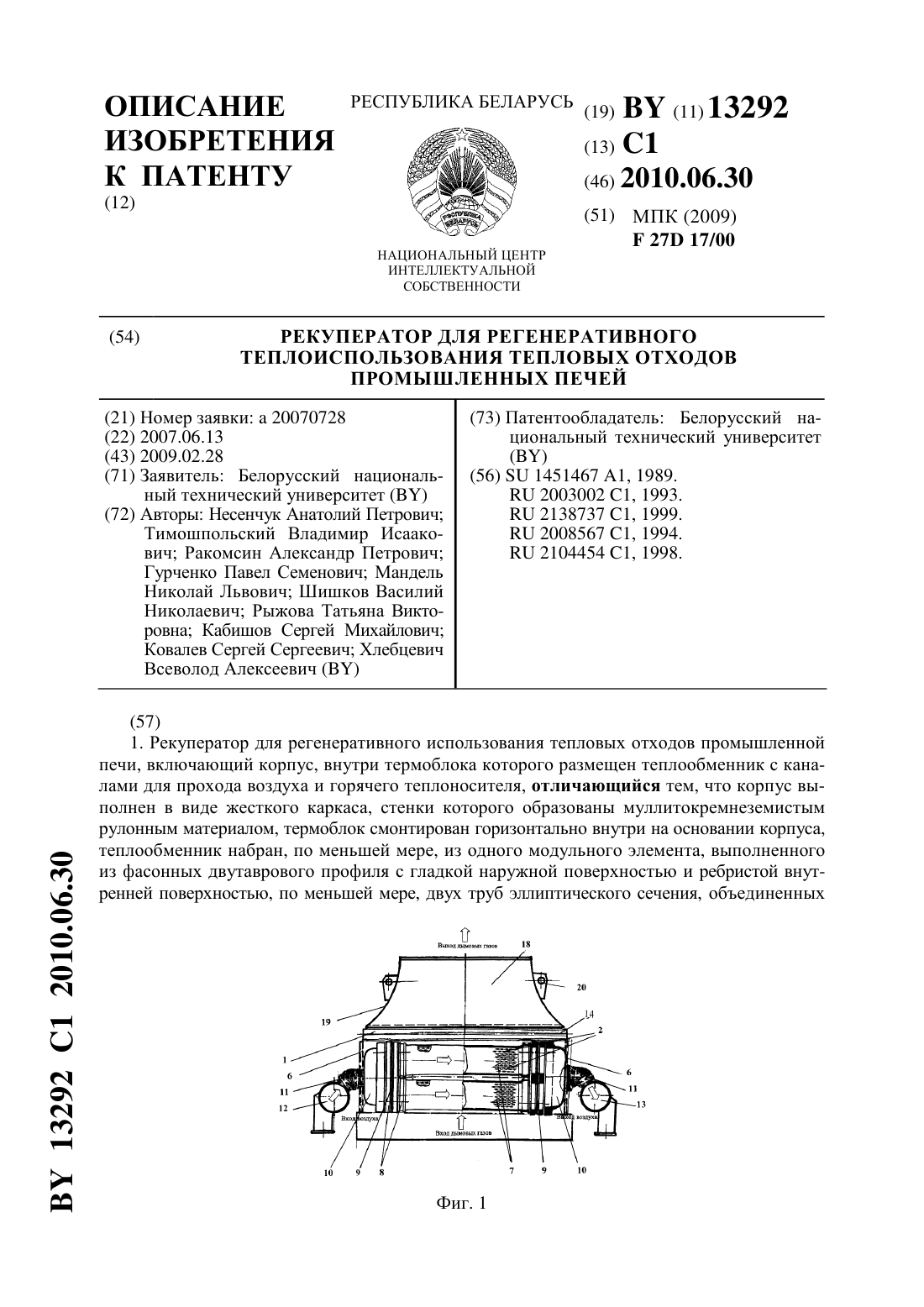
...Конструктивно, чтобы рекуператор был бы снабжен средством для отвода горячего теплоносителя из рабочей зоны термоблока, выполненным в виде гиперболического конфузора для создания дополнительного гидродинамического напора в основании его большего сечения, сопряженного с выходным сечением термоблока. Технологично, чтобы в рекуператоре был бы применен муллитокремнеземистый рулонный материал с рабочей температурой до 1100 С, содержащий 23, 23,232....
Котёл-утилизатор радиационных теплопотерь печей обжига строительных материалов
Номер патента: U 8181
Опубликовано: 30.04.2012
Авторы: Некрасов Валерий Павлович, Лазарашвили Михаил Гурамович, Дягилев Анатолий Павлович, Пилипенко Владимир Митрофанович, Шатковский Анатолий Иванович, Иванов Сергей Иванович, Данилевский Леонид Николаевич
Метки: радиационных, печей, теплопотерь, материалов, строительных, котёл-утилизатор, обжига
Текст:
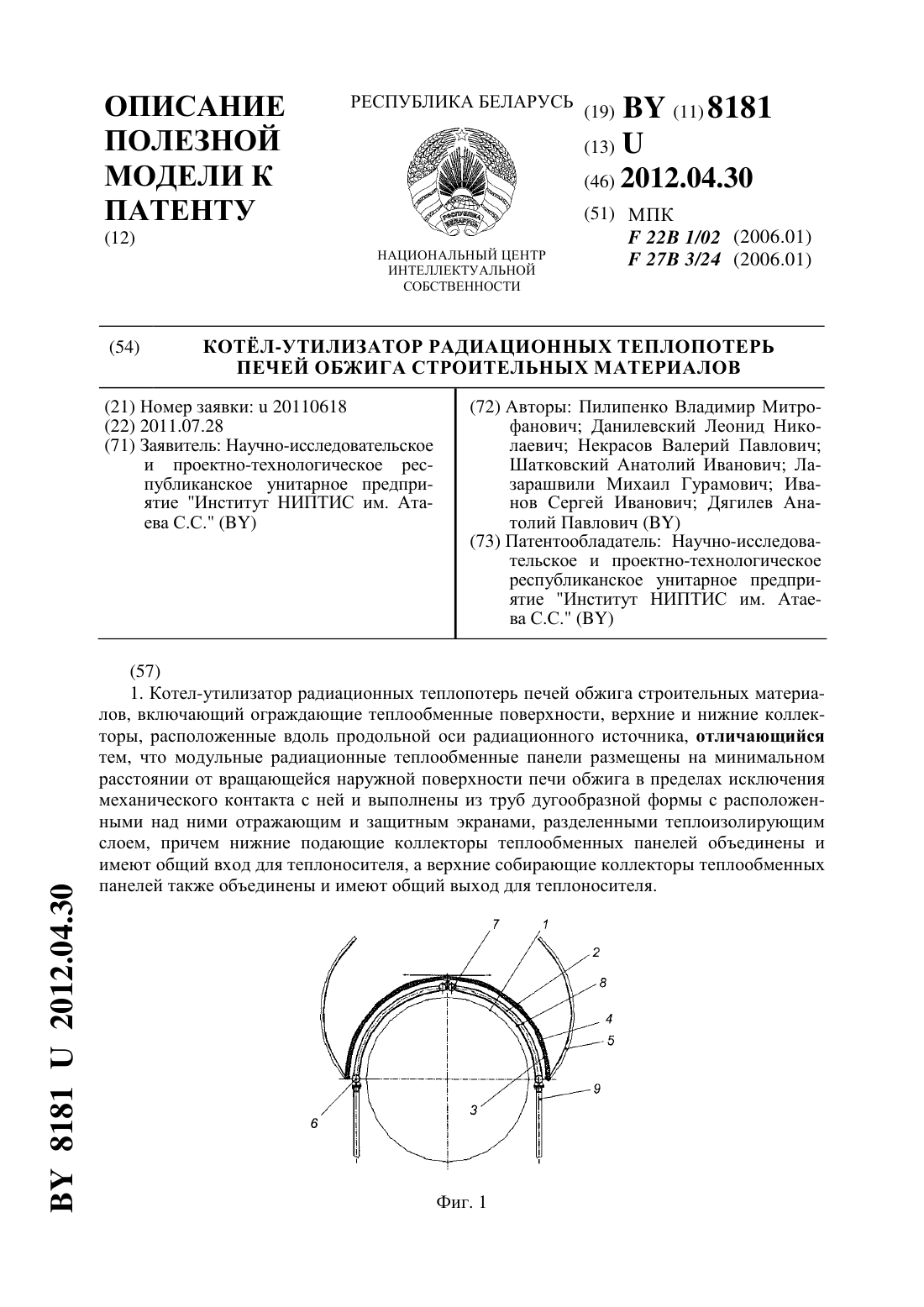
...вид с боку. На фигурах обозначены наружная поверхность 1 печи обжига, от которой исходит радиационный тепловой поток, и взаимодействующие с ней узлы котла-утилизатора воспринимающая радиационный тепловой поток теплообменная панель 2 с теплоприемной поверхностью 8 совмещенные отражающий экран 3 и теплоизолирующий слой 4 и охватывающий их снаружи защитный экран 5 коллектор теплообменной панели нижний 6 коллектор теплообменной панели верхний...