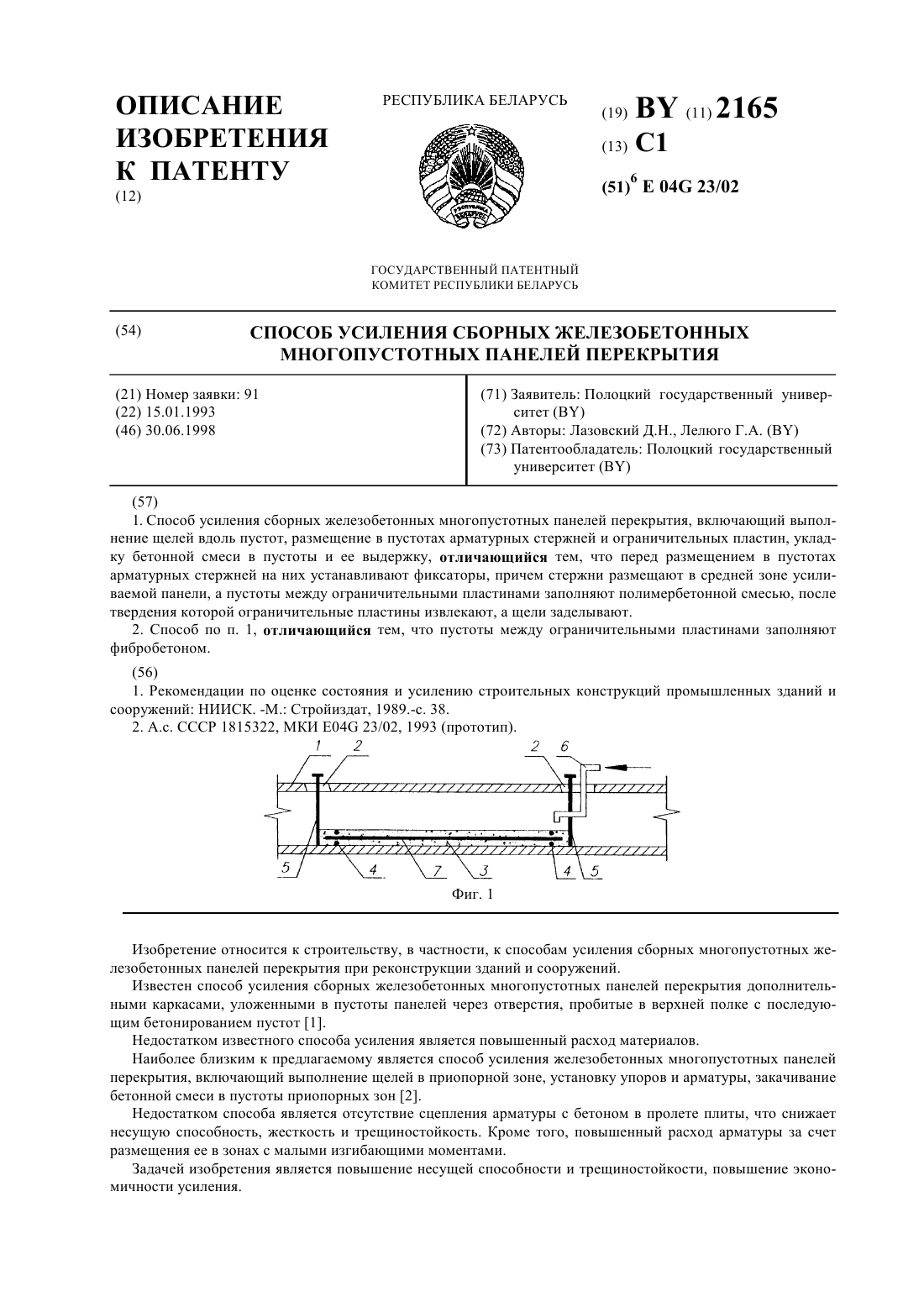
Способ и устройство для ремонта поврежденных панелей

Текст
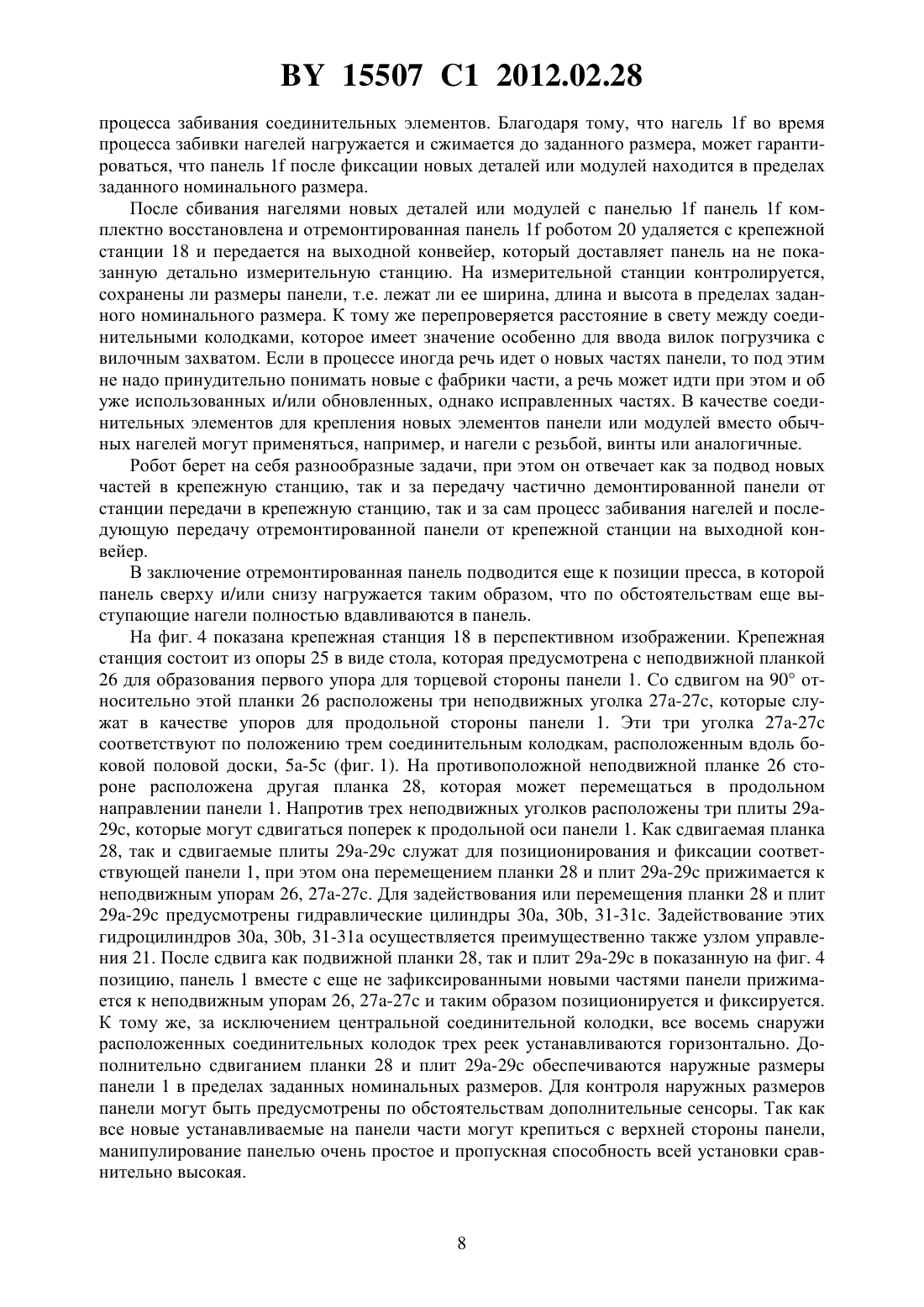
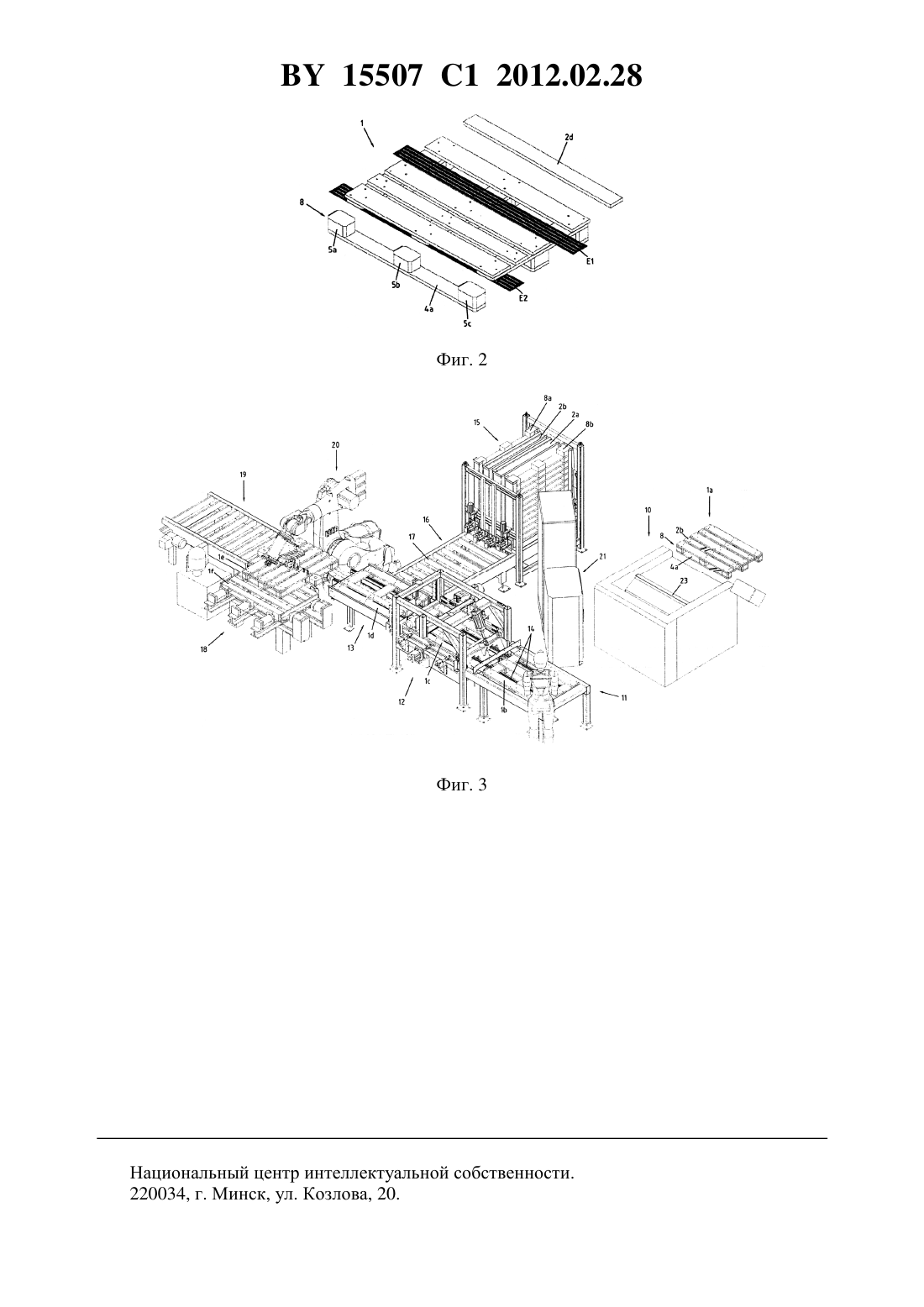
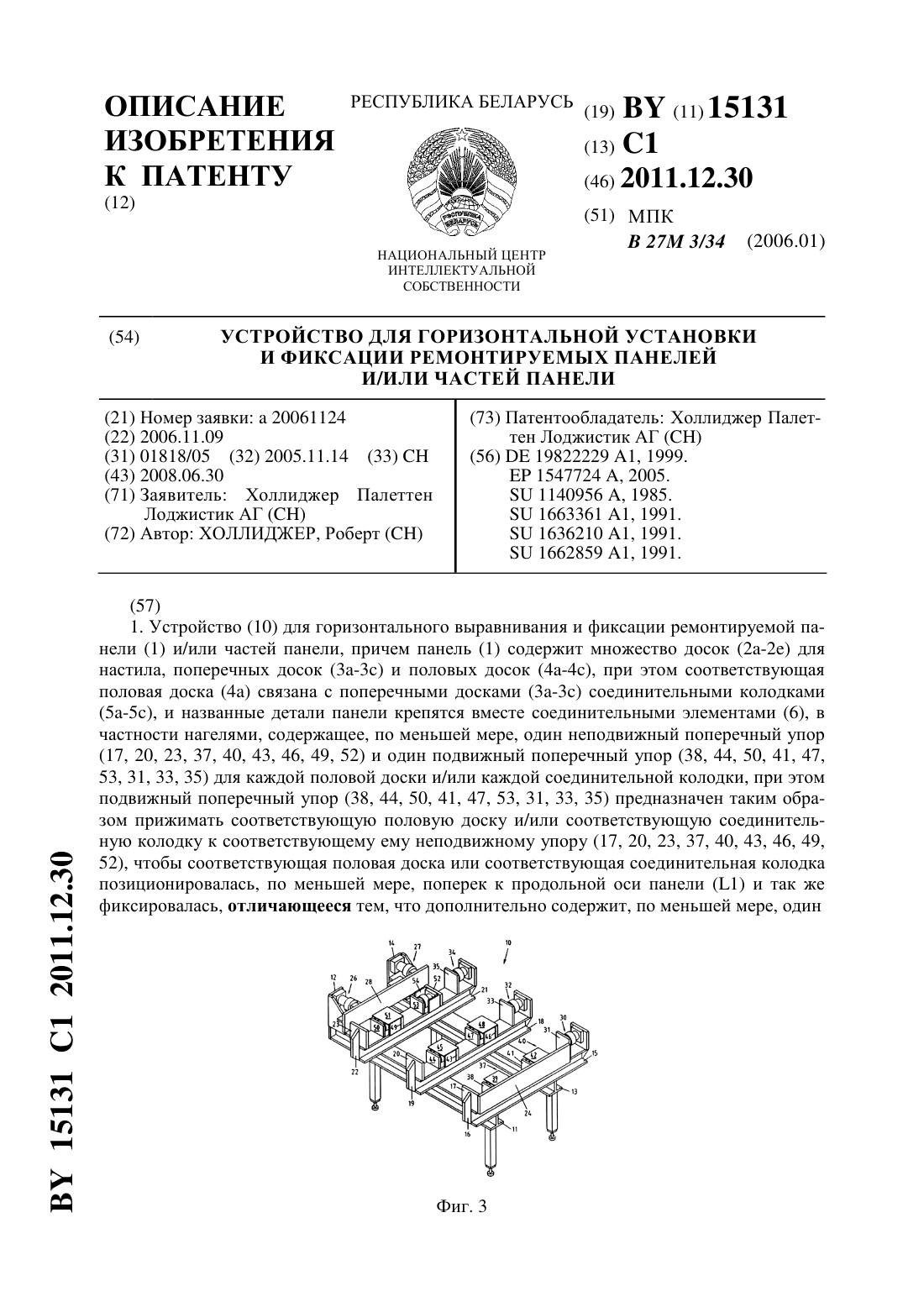
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ И УСТРОЙСТВО ДЛЯ РЕМОНТА ПОВРЕЖДЕННЫХ ПАНЕЛЕЙ(71) Заявитель Холлиджер Палеттен Лоджистик АГ(73) Патентообладатель Холлиджер Палеттен Лоджистик АГ(57) 1. Способ ремонта поврежденных панелей, в частности деревянных европанелей, содержащих пять досок для настила, три поперечные доски и три половые доски, при этом половые доски связаны с поперечными досками соединительными колодками, и все детали панели объединены соединительными элементами, в частности нагелями, при котором в первой рабочей операции демонтируют поврежденную деталь или детали путем разъединения соответствующих соединительных элементов данной детали или деталей и удаляют демонтируемую поврежденную деталь или детали путем снятия ее или их с панели,далее частично демонтированную панель передают на передаточную станцию, откуда ее передают на крепежную станцию, новую деталь или детали панели из магазина запасных частей передают на крепежную станцию, при этом соблюдается правильное позиционирование частично демонтированной панели относительно новой детали или деталей, и затем в следующей рабочей операции новую деталь или детали закрепляют установкой новых соединительных элементов на панели в крепежной станции, отличающийся тем, что до 15507 1 2012.02.28 передачи частично демонтированной панели на передаточную станцию ее подают в контрольную станцию, в которой посредством датчиков определяют, какая деталь или детали отсутствуют на панели, а также картину соединительных элементов, характеризующую их положение относительно опорной точки, например, угла панели, полученную информацию передают в управляющий узел, связанный с магазином запасных частей для выбора новой детали или деталей и с крепежной станцией, при том новые соединительные элементы закрепляют со смещением относительно полученной из управляющего узла картины соединительных элементов. 2. Способ по п. 1, отличающийся тем, что новые соединительные элементы крепят с верхней стороны панели. 3. Способ по п. 1, отличающийся тем, что для удаления доски для настила, соответствующие соединительные элементы разъединяют непосредственно поверх поперечной доски. 4. Способ по п. 1, отличающийся тем, что для удаления доски для настила, соответствующие соединительные элементы разъединяют непосредственно под поперечной доской. 5. Способ по п. 1, отличающийся тем, что новую деталь или детали передают в крепежную станцию до частично демонтированной панели и затем частично демонтированную панель устанавливают сверху на новую деталь или детали. 6. Способ по п. 1, отличающийся тем, что новую деталь или детали передают в крепежную станцию после частично демонтированной панели и устанавливают сверху на находящуюся в крепежной станции частично демонтированную панель. 7. Способ по п. 1, отличающийся тем, что в крепежной станции панель нагружают таким образом, чтобы ее контур находился в пределах номинального размера. 8. Установка для ремонта поврежденных панелей способом по любому из пп. 1-7, содержащая демонтажную станцию, контрольную станцию, передаточную станцию, магазин запасных частей, крепежную станцию и управляющий узел, при этом контрольная станция расположена перед передаточной станцией и снабжена средствами для определения отсутствующей детали или деталей панели, средствами для определения положения соединительных элементов и средствами передачи полученной информации от контрольной станции в управляющий узел, связанный с магазином запасных деталей и крепежной станцией. 9. Установка по п. 8, отличающаяся тем, что контрольная станция снабжена оптическими и/или механическими датчиками для определения отсутствия детали или деталей панели. 10. Установка по п. 8, отличающаяся тем, что контрольная станция снабжена оптическими и/или механическими датчиками для определения положения соединительных элементов. 11. Установка по п. 8, отличающаяся тем, что магазин запасных деталей выполнен с возможностью приема различной ширины деталей панели. 12. Установка по п. 8, отличающаяся тем, что демонтажная станция снабжена пильным полотном, которое длиннее панели и которое имеет возможность регулировки по высоте, по крайней мере, двухступенчато, причем пильное полотно на первой ступени предназначено для разъединения соединительных элементов панели непосредственно поверх поперечной доски и при этом на второй ступени пильное полотно предназначено для разъединения соединительных элементов панели непосредственно под поперечной доской. 13. Установка по п. 8, отличающаяся тем, что крепежная станция снабжена средствами для фиксации и ориентации в горизонтальном положении частично демонтированной панели, а также новой детали или деталей панели. 14. Установка по п. 8, отличающаяся тем, что включает робот, который выполнен для подвода детали или деталей панели из магазина запасных деталей в крепежную стан 2 15507 1 2012.02.28 цию и/или для подвода частично демонтированной панели в крепежную станцию, и/или для закрепления новой детали или деталей на панели новыми соединительными элементами. 15. Установка по п. 14, отличающаяся тем, что робот выполнен с возможностью закрепления новых соединительных элементов с верхней стороны панели. 16. Установка по п. 8, отличающаяся тем, что содержит, по крайней мере, один конвейер с возможностью транспортировки частично демонтированной панели от одной станции установки к следующей станции. 17. Установка по п. 8, отличающаяся тем, что содержит пресс, установленный в крепежной станции и выполненный с возможностью нагрузки панели сверху и/или снизу таким образом, что при наличии выступающих соединительных элементов последние имеют возможность вдавливаться в панель. Предлагаемое изобретение касается способа ремонта поврежденных панелей согласно ограничительной части пункта 1 патентной формулы, а также устройства для осуществления способа согласно ограничительной части пункта 12 патентной формулы. Из 4308580 известен способ, а также устройство для ремонта поврежденных панелей. Для этого поврежденную панель позиционируют и фиксируют на машинном столе в повернутом вверх положении. Затем с помощью разделяющего устройства, установленного с возможностью перемещения по трем координатным осям, отделяют поврежденные несущие колодки и планки. Разделяющее устройство содержит машинную головку,предусмотренную с вертикальным приводом, на конце которого установлена дисковая пила. Диаметр дисковой пилы выбирается так, чтобы он был меньше ширины в свету между рядами несущих колодок, проходящими в продольном направлении. Благодаря этому дисковую пилу можно установить между рядами несущих колодок, проходящими в продольном направлении так, что поврежденные детали панели можно целенаправленно выпилить. При отделении поврежденных деталей средства крепления - нагели разделяются. После отделения поврежденных деталей панель подводят к загрузочной и крепежной станции, где заменяемые детали подают в соответствующее положение и позиционируют. Собственно крепление новых деталей осуществляется двумя устройствами, которые одновременно забивают нагели сверху и снизу. Из 19822229 также известен способ и устройство для ремонта поврежденных панелей из древесины. Здесь в первую рабочую операцию отделяют поврежденные доски и/или планки от ремонтируемой панели. В следующей рабочей операции новые детали ориентируют на панели и затем сбивают нагелями. В следующей рабочей операции панели сжимают, так что в любом случае выступающие нагели, а также неплотно прилегающие доски прижимаются. Устройство для осуществления этих операций способа включает устройство подачи для подвода панелей, устройство разборки штабеля для разделения панелей, станцию демонтажа для избирательного отделения дефектных деталей, станцию оснащения для замены дефектных деталей, станцию центрирования и забивки нагелей для крепления заменяемых деталей, а также станцию прессования для прижима выступающих нагелей и неплотно прилегающих досок. Целью изобретения является такое усовершенствование способа, а также устройства для ремонта поврежденных панелей, чтобы иметь возможность ремонтировать панели более быстро, просто и надежно. Для этого, согласно изобретению, представлен способ в соответствии с пунктом 1 патентной формулы, а также устройство по пункту 8 патентной формулы. Способ ремонта поврежденных панелей, в частности деревянных европанелей, содержащих пять досок для настила, три поперечные доски и три половые доски, при этом половые доски связаны с поперечными досками соединительными колодками, и все детали 3 15507 1 2012.02.28 панели соединены соединительными элементами, в частности нагелями, заключается в том, что в первой рабочей операции демонтируют поврежденную деталь или детали путем разъединения соответствующих соединительных элементов данной детали или деталей и удаляют демонтируемую поврежденную деталь или детали путем снятия ее или их с панели, далее частично демонтированную панель передают на передаточную станцию, откуда ее передают на крепежную станцию, новую деталь или детали панели из магазина запасных частей передают на крепежную станцию, при этом соблюдается правильное позиционирование частично демонтированной панели относительно новой детали или деталей, и затем в следующей рабочей операции новую деталь или детали закрепляют установкой новых соединительных элементов на панели в крепежной станции. Согласно изобретению до передачи частично демонтированной панели на передаточную станцию ее подают в контрольную станцию, в которой посредством датчиков определяют, какая деталь или детали отсутствуют на панели, а также картину соединительных элементов, характеризующую их положение относительно опорной точки, например, угла панели, полученную информацию передают в управляющий узел, связанный с магазином запасных частей для выбора новой детали или деталей и с крепежной станцией, при этом новые соединительные элементы закрепляют со смещением относительно полученной из управляющего узла картины соединительных элементов. Устройство, согласно изобретению, представляет собой установку для ремонта поврежденных панелей способом по любому из пунктов 1-7, содержащую демонтажную станцию, контрольную станцию, передаточную станцию, магазин запасных частей, крепежную станцию и управляющий узел, при этом контрольная станция расположена перед передаточной станцией и снабжена средствами для определения отсутствующей детали или деталей панели, средствами для определения положения соединительных элементов и средствами передачи полученной информации от контрольной станции в управляющий узел, связанный с магазином запасных деталей и крепежной станцией. Предпочтительная форма выполнения и усовершенствования способа описаны в зависимых пунктах со 2 по 7, а предпочтительные усовершенствования устройства - в зависимых пунктах патентной формулы с 9 по 17. Основополагающую мысль изобретения следует усматривать в том, что в первой рабочей (технологической) операции соединительные элементы заменяемых деталей панели разделяют, чтобы затем и новые детали панели, и частично демонтированную панель передать на крепежную станцию, и что затем новые детали панели фиксируют на крепежной станции путем установки новых соединительных элементов на панели, причем все новые соединительные элементы устанавливают с верхней стороны панели. Чтобы можно было устанавливать соединительные элементы исключительно с верхней стороны панели, панель ремонтируют преимущественно путем замены частей панели в виде модулей, при этом дефектная половая доска удаляется всегда в форме рейки, т.е. вместе с тремя относящимися колодками. Новую рейку затем относительно просто укрепить с верхней стороны панели. Предпочтительно перед установкой первой рейки учесть и запомнить и положение находящихся в доске для настила поверх заново устанавливаемой рейки соединительных элементов, чтобы затем новые соединительные элементы можно было установить со смещением относительно имеющихся соединительных элементов, что является важной предпосылкой безопасного, стойкого и надежного крепления новой рейки,так как таким способом исключается опасность, что новые соединительные элементы при установке уже имеющимися соединительными элементами отклоняются вкось или отламываются вовсе, или ломаются. Чтобы распознать отсутствуют ли и в данном случае, и какие детали или модули на панели, предусмотрена автоматическая контрольная станция. Для этого эта контрольная станция предусмотрена преимущественно с оптическими и/или механическими датчиками для распознавания позиции соединительных элементов, нахо 4 15507 1 2012.02.28 дящихся в доске для настила. Этими названными мероприятиями одновременно создается предпосылка для полностью автоматизированного ремонта. Предпочтительный пример выполнения способа согласно изобретению, а также устройства подробнее поясняются далее со ссылкой на прилагаемые чертежи. На чертежах показаны Фиг. 1 - панель в перспективном изображении Фиг. 2 - в перспективном изображении частично демонтированная панель Фиг. 3 - вид сверху установки для ремонта панелей и Фиг. 4 - крепежная станция установки для ремонта панелей в перспективном изображении. На фиг. 1 показана панель 1 в перспективном изображении. Представленная здесь европанель изготовлена исключительно из деревянных деталей и состоит из пяти продольных водоотталкивающих досок для настила 2-2, трех расположенных под ними поперек поперечных досок 3-3, а также трех продольных половых досок 4-4. Каждая доска 4 связана с тремя поперечными досками 3-3 с помощью трех соединительных колодок 55. Из пяти досок для настила обе расположенные внутри доски 2, 2 выполнены уже обеих наружных и средней доски 2, 2, 2. Отдельные детали панели соединены друг с другом соединительными элементами в форме нагелей 6, причем нагели забиты как с верхней, так и с нижней стороны. Забитые с верхней стороны нагели 6 соединяют каждую доску 2-2 с находящейся под ней поперечной доской 3-3, а также с относящейся соединительной колодкой, а забитые снизу нагели соединяют каждую половую доску 4-4 с относящейся соединительной колодкой. То есть забитый сверху нагель пронизывает и каждую доску для настила, и поперечную доску и закреплен в соединительной колодке, а забитый снизу нагель пронизывает соответствующую половую доску и закреплен в соединительной колодке. Забитые снизу нагели на изображении не видны. На фиг. 2 показана панель 1 в частично демонтированном состоянии. Чтобы иметь возможность удалить с панели 1 дефектную часть, как, например, поврежденную или сломанную доску 2 для настила, разделяются соответствующие нагели. Это происходит благодаря тому, что нагели, соединяющие эту доску 2 для настила с панелью 1, отделяются непосредственно на поверхности трех поперечных досок 3-3. Чтобы удалить в отдельности каждую из трех внутренних досок 2, 2, 2 для настила, используется ленточная пила, которая тоньше, чем расстояние между двумя соседними досками 2-2 2-2 2-2 2-2 для настила (фиг. 1), однако длиннее соответствующей доски для настила. Плоскость, в которой движется ленточная пила для разделения нагелей соответствующей доски 2 для настила, обозначена схематично и отмечена 1. При разделении соединительных элементов обращается внимание на то, что оставшиеся на панели части, а именно поперечные доски, не повреждаются. При случае может удаляться, по крайней мере, одна из двух наружных поперечных досок 3, 3, при этом разделяются нагели как под, так и поверх соответствующей поперечной доски 3, 3. В этом случае плоскость реза пильного полотна сдвинута относительно обеих обозначенных 1 и 2 плоскостей на 90. Дефектная половая доска 4 или дефектная соединительная колодка удаляется предпочтительно не в отдельности, а как модуль в форме рейки 8 т.е. соответствующая половая доска удаляется всегда с тремя относящимися соединительными колодками 5-5. Для удаления соответствующей рейки 8 пильное полотно движется в плоскости 2, в которой нагели разделяются непосредственно под соответствующей поперечной доской 3-3. И здесь обращается внимание на то, что при разделении соединительных элементов остающиеся на панели поперечные доски не повреждаются. Удаление рейки 8 в виде модуля имеет то преимущество, что заменяющие рейки могут крепиться с верхней стороны панели на ней и что далее поясняется еще подробнее. 15507 1 2012.02.28 На фиг. 3 показан вид сверху устройства для ремонта поврежденных панелей, которое далее названо установкой для ремонта панелей. Эта установка для ремонта панелей состоит в основном из демонтажной станции 10, подготовительной (входной) станции 11, контрольной станции 12, передаточной станции 13, транспортного средства 14, магазина запасных частей 15, станции передачи запасных частей 16, конвейера 17 для запасных частей, крепежной станции 18, выходного конвейера 19, робота 20, а также узла управления 21. Далее видна ремонтируемая панель 1, которая имеет, например, дефектную доску 2 для настила, а также дефектную рейку 8. Главным образом дефектна половая доска 4 рейки 8. Работа установки для ремонта панелей осуществляется следующим образом дефектная панель 1 обрабатывается сначала на показанной схематично демонтажной станции 10, при этом дефектные части панели 1, в предлагаемом примере доска 2 и рейка 8, демонтируются. Демонтаж панели 1 осуществляется описанным ранее способом, причем сначала разделяют соединительные элементы - нагели доски для настила 2 и рейки в описанных выше плоскостях 1 или 2 (фиг. 2) ленточной пилой 23 и соответствующие части 2, 8 затем удаляют. Предпочтительно, чтобы была обеспечена возможность регулировки по высоте ленточной пилы 23, по крайней мере, двухступенчато. При этом нижний предел регулировки выбирается так, чтобы при подводе панели нагели разделялись непосредственно поперечной доской, в то время как на верхнем пределе нагели разделяются непосредственно поверх поперечной доски. В любом случае ступени регулировки выбираются так, что во всех случаях удаляемая часть повреждается или пропиливается пильным полотном, а не остающиеся на панели части, особенно поперечные доски. Как выше уже приводилось, могут удаляться по обстоятельствам и одна, и/или другая из обеих наружных поперечных досок, при этом нагели разделяются как под, так и поверх соответствующей поперечной доски. Для этого панель 1 вводится в демонтажную станцию 10 повернутой относительно показанного положения на 90 вокруг ее вертикальной оси. Предпочтительно снятые с панели части подводятся к процессу повторного использования, подробнее здесь не описанному. После демонтажа поврежденных деталей или модулей частично демонтированную панель передают на подготовительную станцию 11. В предполагаемом случае это происходит вручную, разумеется, для этого могут быть предусмотрены и автоматические средства. Частично демонтированную панель 1 затем транспортным средством 14 с подготовительной станции 11 доставляют на контрольную станцию 12. Транспортное средство 14 может быть выполнено в виде цепного транспортера. В контрольной станции 12 датчиками определяется, какие детали или модули отсутствуют на панели 1. В основном нужно только установить, какой основной модуль отсутствует или какие основные модули отсутствуют и должны заменяться. Всего предусмотрены четыре различных основных модуля, которые все снимаются в магазине 15 запасных частей. В качестве основных модулей предусмотрены две различной ширины рейки 8, 8, а также две различной ширины доски 2, 2 для настила. Как видно, рейки 8, 8 в магазине 15 запасных частей принимаются так, что соответствующая половая доска лежит внизу и соответствующие соединительные колодки направлены вверх. Предусмотренные для распознавания дефекта одного основного модуля или нескольких основных модулей датчики поясняются далее подробнее. В контрольной станции 12 к тому же учитывается гвоздильная картинка панели, при этом определяется положение определенных нагелей относительно опорной точки, например, угла панели. Предпочтительно учитывается не вся картина соединительных элементов, а только положение тех нагелей, которые находятся в доске для настила поверх удаленной или заново устанавливаемой рейки. Другими словами необходимо учитывать положение тех нагелей или головок нагелей, которые находятся в одной из трех досок для настила, под которыми в данном случае удалена рейка. Если рейка не удалена,то, следовательно, и положение нагелей не должно распознаваться. 6 15507 1 2012.02.28 Особый случай представляет так называемая небрежная панель, в которой хотя и нет дефектных частей, панель, однако, недостаточно стабильна ввиду того, например, что несколько досок для настила и/или одна или несколько реек расшатаны. В этом случае вся панель укрепляется установкой дополнительных нагелей, причем сначала учитывается картина соединительных элементов всей панели, так что затем можно забивать нагели со смещением относительно имеющихся соединительных элементов. Как имеющаяся картина соединительных элементов, так и информация относительно отсутствующих и заменяемых частей с контрольной станции 12 передается электронным способом в узел управления 21. Главным образом, сначала устанавливается, какой или какие из четырех основных модулей отсутствуют, чтобы затем в данном случае учесть положение соединительных элементов в зоне доски или досок для настила, расположенных над отсутствующим основным модулем. Учет картины соединительных элементов при отсутствии рейки особенно важен потому, что в доске для настила поверх устанавливаемой рейки головки нагелей еще имеются в доске для настила и при последующем процессе забивания нагелей следует обратить внимание на то, чтобы новые нагели забивались со смещением относительно имеющихся соединительных элементов. Если новый нагель попадает на головку уже имеющегося в доске для настила нагеля, то возникает опасность, что при забивании новый нагель изгибается и/или что он войдет косо в панель, так что, в конце концов, не может обеспечиваться надежное крепление новых реек. Это относится, прежде всего, к небрежной панели. Если же необходимо заменить только доску для настила, то головок соединительных элементов на верхней стороне панели нет, так как прежде старая доска для настила удалена вместе с головками нагелей. В этом случае в панели есть только стержни соединительных элементов,что при забивании новых нагелей, согласно изобретению, едва ли проблематично. Для получения картины соединительных элементов применяются, главным образом,индуктивные сенсоры, с помощью которых можно точно определить позицию выполненных из стали соединительных элементов. Позиция отдельных нагелей определяется относительно опорной точки панели, например, угла панели. Для определения отсутствия одной доски для настила или нескольких досок для настила и/или одной или нескольких реек, контрольная станция предусмотрена как со световым фотоэлектрическим барьером,так и с механическими контактными выключателями. После контроля на контрольной станции 12 частично демонтированная панель 1 передается транспортным средством 14 далее на передаточную станцию 13. Прежде чем частично демонтированная панель 1 с передаточной станции 13 передастся на крепежную станцию 18, в соответствующем случае новая рейка со станции 16 передачи запасных частей роботом 20 подается в крепежную станцию 18, а именно так, что панель правильно позиционирована относительно новой рейки. Затем в соответствующем случае может передаваться еще одна или несколько досок для настила роботом со станции 16 передачи запасных частей на гвоздильную станцию и укладываться на панель, уже находящуюся на гвоздильной станции 18. Теперь панель 1 точно фиксируется в гвоздильной станции, при этом она прижимается к упорам. Структура крепежной станции 18 подробнее поясняется далее с помощью фиг. 4. Робот 20 с передней стороны предусмотрен с захватными средствами, которые позволяют выполнять надежный охват как отдельных частей панели, так и частично демонтированной панели. После того как панель 1 в крепежной станции 18 как позиционирована, так и зафиксирована, новые детали или модули неподвижно забиваются нагелями на панели 1. Забивка нагелей осуществляется роботом 20, при этом эти нагели проходят с верхней стороны через соответствующую доску для настила и поперечную доску насквозь в соответствующую соединительную колодку соответствующей рейки. Подача нагелей происходит через магазин соединительных элементов (нагелей) (не показан), из которого робот 20 берет необходимое число нагелей для соответствующего 7 15507 1 2012.02.28 процесса забивания соединительных элементов. Благодаря тому, что нагель 1 во время процесса забивки нагелей нагружается и сжимается до заданного размера, может гарантироваться, что панель 1 после фиксации новых деталей или модулей находится в пределах заданного номинального размера. После сбивания нагелями новых деталей или модулей с панелью 1 панель 1 комплектно восстановлена и отремонтированная панель 1 роботом 20 удаляется с крепежной станции 18 и передается на выходной конвейер, который доставляет панель на не показанную детально измерительную станцию. На измерительной станции контролируется,сохранены ли размеры панели, т.е. лежат ли ее ширина, длина и высота в пределах заданного номинального размера. К тому же перепроверяется расстояние в свету между соединительными колодками, которое имеет значение особенно для ввода вилок погрузчика с вилочным захватом. Если в процессе иногда речь идет о новых частях панели, то под этим не надо принудительно понимать новые с фабрики части, а речь может идти при этом и об уже использованных и/или обновленных, однако исправленных частях. В качестве соединительных элементов для крепления новых элементов панели или модулей вместо обычных нагелей могут применяться, например, и нагели с резьбой, винты или аналогичные. Робот берет на себя разнообразные задачи, при этом он отвечает как за подвод новых частей в крепежную станцию, так и за передачу частично демонтированной панели от станции передачи в крепежную станцию, так и за сам процесс забивания нагелей и последующую передачу отремонтированной панели от крепежной станции на выходной конвейер. В заключение отремонтированная панель подводится еще к позиции пресса, в которой панель сверху и/или снизу нагружается таким образом, что по обстоятельствам еще выступающие нагели полностью вдавливаются в панель. На фиг. 4 показана крепежная станция 18 в перспективном изображении. Крепежная станция состоит из опоры 25 в виде стола, которая предусмотрена с неподвижной планкой 26 для образования первого упора для торцевой стороны панели 1. Со сдвигом на 90 относительно этой планки 26 расположены три неподвижных уголка 27-27, которые служат в качестве упоров для продольной стороны панели 1. Эти три уголка 27-27 соответствуют по положению трем соединительным колодкам, расположенным вдоль боковой половой доски, 5-5 (фиг. 1). На противоположной неподвижной планке 26 стороне расположена другая планка 28, которая может перемещаться в продольном направлении панели 1. Напротив трех неподвижных уголков расположены три плиты 2929, которые могут сдвигаться поперек к продольной оси панели 1. Как сдвигаемая планка 28, так и сдвигаемые плиты 29-29 служат для позиционирования и фиксации соответствующей панели 1, при этом она перемещением планки 28 и плит 29-29 прижимается к неподвижным упорам 26, 27-27. Для задействования или перемещения планки 28 и плит 29-29 предусмотрены гидравлические цилиндры 30, 30, 31-31. Задействование этих гидроцилиндров 30, 30, 31-31 осуществляется преимущественно также узлом управления 21. После сдвига как подвижной планки 28, так и плит 29-29 в показанную на фиг. 4 позицию, панель 1 вместе с еще не зафиксированными новыми частями панели прижимается к неподвижным упорам 26, 27-27 и таким образом позиционируется и фиксируется. К тому же, за исключением центральной соединительной колодки, все восемь снаружи расположенных соединительных колодок трех реек устанавливаются горизонтально. Дополнительно сдвиганием планки 28 и плит 29-29 обеспечиваются наружные размеры панели 1 в пределах заданных номинальных размеров. Для контроля наружных размеров панели могут быть предусмотрены по обстоятельствам дополнительные сенсоры. Так как все новые устанавливаемые на панели части могут крепиться с верхней стороны панели,манипулирование панелью очень простое и пропускная способность всей установки сравнительно высокая. 15507 1 2012.02.28 Перечень позиций, отображенных на фиг. 1-4 1. панель 2. доска для настила 3. поперечная доска 4. половая доска 5. соединительная колодка 6. нагель 8. рейка 10. демонтажная станция 11. входная станция (подготовительная) 12. контрольная станция 13. передаточная станция 14. транспортное средство 15. магазин запасных частей 16. станция передачи запасных частей 17. конвейер для запасных частей 18. крепежная станция 19. выходной конвейер 20. робот (автомат) 21. узел управления 23. пильное полотно 25. основание 26. планка (неподвижная) 27. уголок (неподвижный) 28. планка (подвижная) 29. плитка (подвижная) 30. гидравлический цилиндр. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 10
МПК / Метки
МПК: B27M 3/24
Метки: ремонта, поврежденных, способ, панелей, устройство
Код ссылки
<a href="https://by.patents.su/10-15507-sposob-i-ustrojjstvo-dlya-remonta-povrezhdennyh-panelejj.html" rel="bookmark" title="База патентов Беларуси">Способ и устройство для ремонта поврежденных панелей</a>
Устройство для горизонтальной установки и фиксации ремонтируемых панелей и/или частей панели
Номер патента: 15131
Опубликовано: 30.12.2011
Авторы: ХОЛЛИДЖЕР, Роберт
МПК: B27M 3/34
Метки: установки, устройство, горизонтальной, фиксации, панелей, ремонтируемых, частей, панели
Текст:
...для горизонтальной установки и фиксации панели и элементов (частей) панели. Показанное здесь устройство пригодно в особенности для горизонтальной установки и фиксации деревянных европанелей, а также их элементов. Устройство, с одной стороны, служит для того, чтобы точно позиционировать ремонтируемую панель, а также при случае устанавливаемые на ней заново элементы и фиксировать, чтобы можно было укрепить новые элементы на панели с помощью...
Устройство и способ для изготовления напольных панелей
Номер патента: 7759
Опубликовано: 28.02.2006
Авторы: МЁБУС, Майк
МПК: B27N 3/20, B27M 3/04, B32B 31/00...
Метки: изготовления, способ, устройство, напольных, панелей
Текст:
...для плавления клеящего вещества осуществляют одновременно. Из слоистой системы изготавливают напольные панели шириной по меньшей мере 300 мм, длиной по меньшей мере 800 мм и толщиной не более 15 мм, на боковых кромках которых выполняют фрезерованием шпунтовые пазы и гребни, и выполняют дополнительное запорное средство, обеспечивающее соединение панелей без клея. Устройство содержит захватные средства для захвата слоистой системы описанного...
Способ и устройство для непрерывного изготовления сэндвичевых панелей
Номер патента: 2910
Опубликовано: 30.09.1999
Авторы: Тармо Виллман, Эско Брунила, Ларс-Хенрик Хеселиус
Метки: непрерывного, изготовления, устройство, способ, сэндвичевых, панелей
Текст:
...слой различными путями. Центральная слоистая часть может, например, соскользнуть на неподвижный поверхностный слой с поддерживающей центральную часть пластины, которую постепенно вытягивают из-под центральной части. Другой возможный вариант заключается в придании центральной части движения, например, с помощью транспортера, который не двигается с места своего расположения, но заставляет центральную часть соскальзывать с края поддерживающей...
Устройство для ремонта трубопровода (варианты) и способ ремонта трубопровода

Номер патента: 4641
Опубликовано: 30.09.2002
Автор: МАЙМЕТ Лембит
МПК: F16L 55/162, F16L 55/18
Метки: устройство, варианты, способ, трубопровода, ремонта
Текст:
...из концевых частей к другой концевой части, а каждая из противоположных концевых частей имеет выступающий наружу гибкий раструб, причем пара продольно простирающихся кромок перехлестывается в свернутом предмонтажном положении, а сам способ включает операции(а) размещение гильзообразного элемента внутри ремонтируемого трубопровода в свернутом предмонтажном положении принуждение гильзообразного элемента расшириться из свернутого...
Способ усиления сборных железобетонных многопустотных панелей перекрытия
Номер патента: 2165
Опубликовано: 30.06.1998
Авторы: Лелюго Геннадий Алексеевич, Лазовский Дмитрий Николаевич
МПК: E04G 23/02
Метки: способ, сборных, перекрытия, железобетонных, усиления, многопустотных, панелей
Текст:
...за счет размещения ее в зонах с малыми изгибающими моментами. Задачей изобретения является повышение несущей способности и трещиностойкости, повышение экономичности усиления. 2165 1 Сущность изобретения заключается в том, что по концам зоны усиления сборной железобетонной панели выполняют щели, на арматурные стержни устанавливают фиксаторы, устанавливают в пустоты арматурные стержни, при этом стержни размещают в средней зоне усиливаемой...
Предыдущий патент: Индазолы, бензотиазолы, бензоизотиазолы, бензизоксазолы, их получение и применение
Следующий патент: Композиции, содержащие эпотилон, и способы их получения
Случайный патент: Механизм прижима шлифовально-полировочно-доводочного станка