Полюсный наконечник электромагнита
Номер патента: 5727
Опубликовано: 30.12.2003
Авторы: Сидоренко Михаил Иванович, Ракомсин Александр Петрович, Ящерицын Петр Иванович, Сергеев Леонид Ефимович
Текст
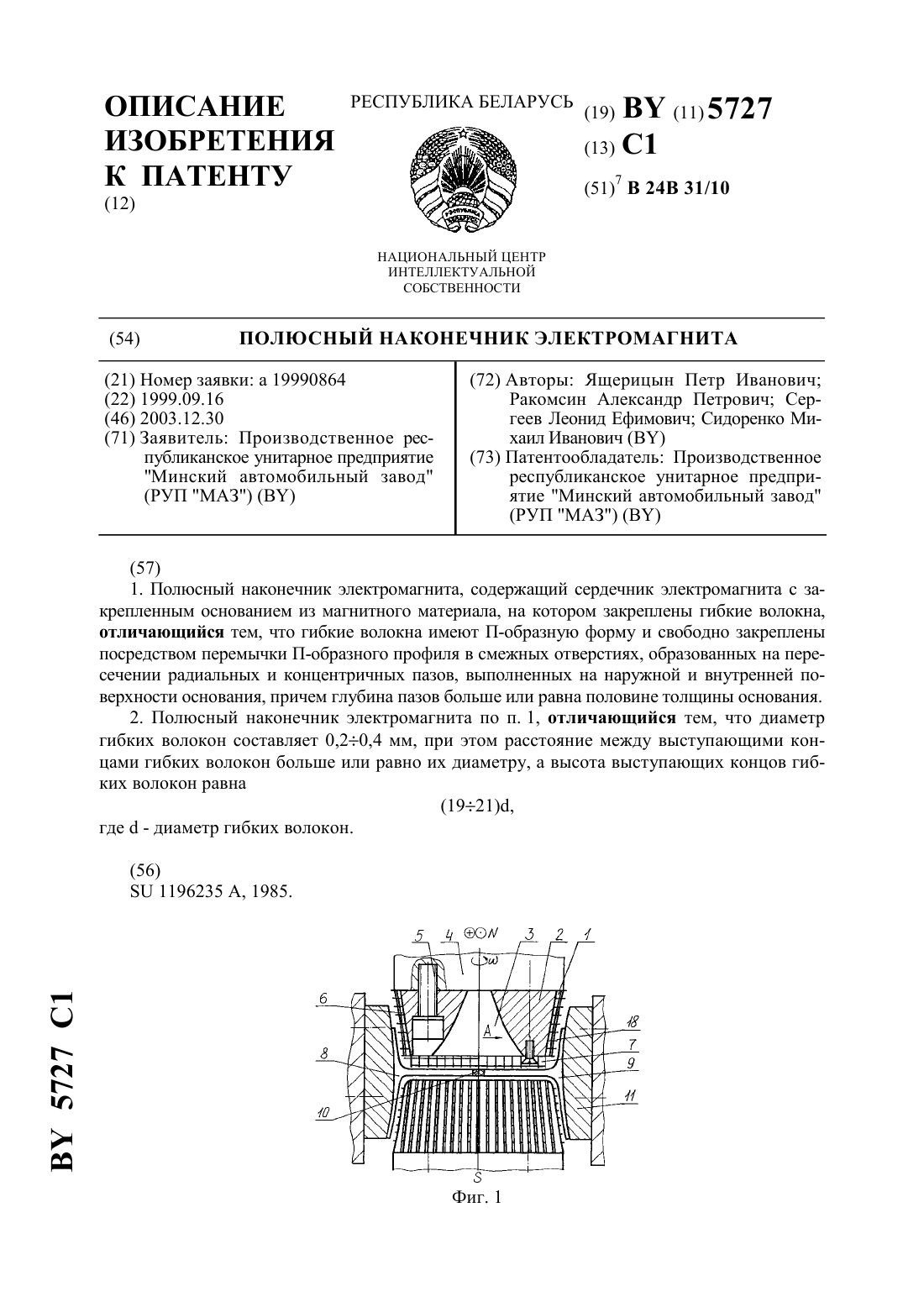
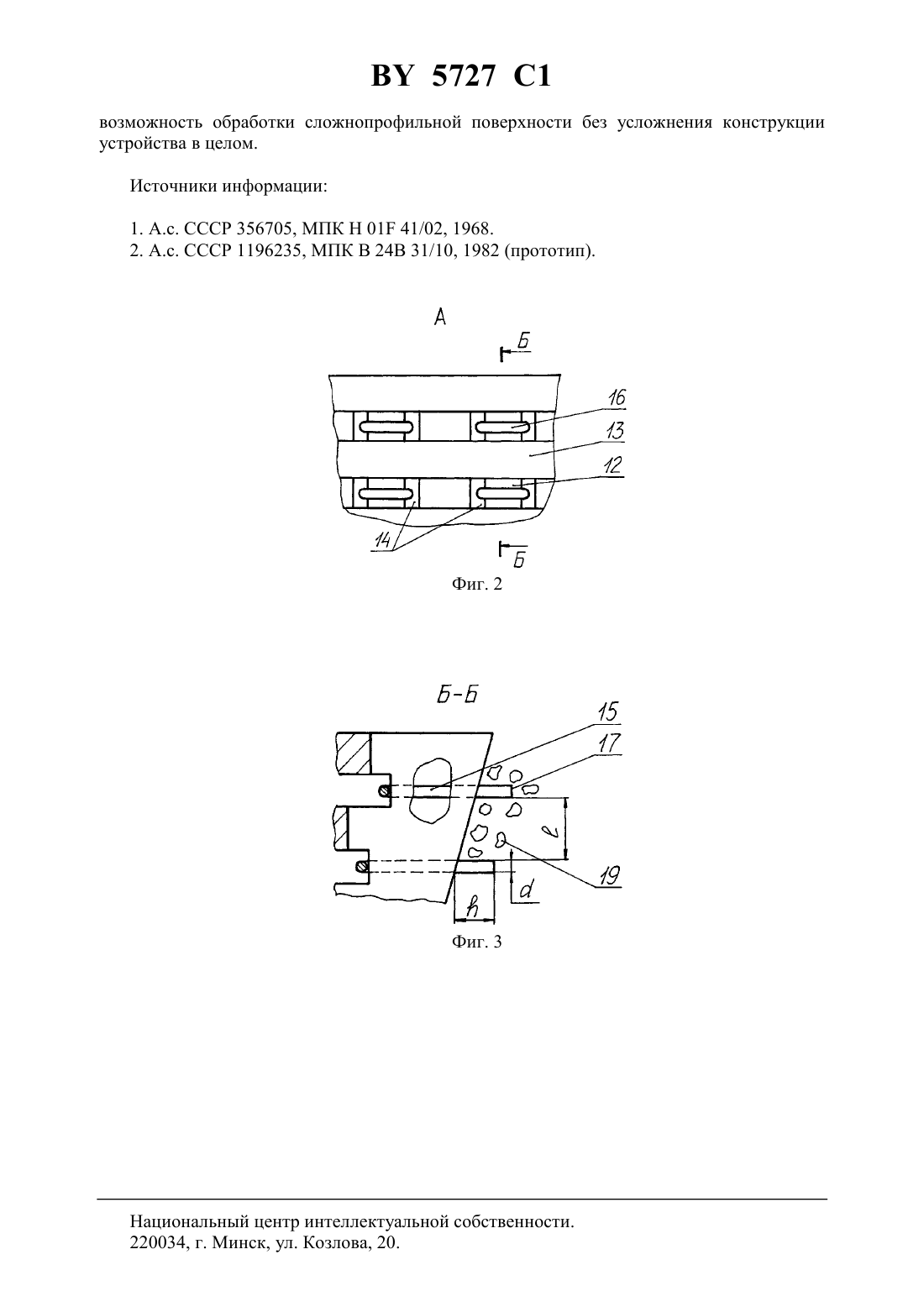
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Производственное республиканское унитарное предприятие Минский автомобильный завод(72) Авторы Ящерицын Петр Иванович Ракомсин Александр Петрович Сергеев Леонид Ефимович Сидоренко Михаил Иванович(73) Патентообладатель Производственное республиканское унитарное предприятие Минский автомобильный завод(57) 1. Полюсный наконечник электромагнита, содержащий сердечник электромагнита с закрепленным основанием из магнитного материала, на котором закреплены гибкие волокна,отличающийся тем, что гибкие волокна имеют П-образную форму и свободно закреплены посредством перемычки П-образного профиля в смежных отверстиях, образованных на пересечении радиальных и концентричных пазов, выполненных на наружной и внутренней поверхности основания, причем глубина пазов больше или равна половине толщины основания. 2. Полюсный наконечник электромагнита по п. 1, отличающийся тем, что диаметр гибких волокон составляет 0,20,4 мм, при этом расстояние между выступающими концами гибких волокон больше или равно их диаметру, а высота выступающих концов гибких волокон равна 5727 1356705, 1972.2098258 1, 1997.3634409 1, 1988.2173433 , 1986.2155369 , 1985.2677293 , 1992. Изобретение относится к абразивной обработке в магнитном поле и может быть использовано при обработке сложнопрофильных прямолинейных изделий. Известен полюсный наконечник электромагнита с закрепленными рабочими поверхностями, негативно отражающими обрабатывающую поверхность в виде основания из магнитного материала, отдельные элементы которого выполнены из магнитной проволоки 1. Недостатком известного устройства является то, что абразивный порошок концентрируется на торце полюсного наконечника и полностью отсутствует на его боковой поверхности, что не позволяет производить обработку боковых стенок деталей и переходных радиусов за один проход, кроме того, снижается качество получения равномерного микропрофиля обрабатываемой поверхности из-за отсутствия осциллирующего движения отдельных элементов. Известен полюсный наконечник электромагнита для обработки деталей ферроабразивными порошками, содержащий сердечник электромагнита с закрепленными рабочими элементами, негативно отражающими обрабатываемую поверхность в виде основания из магнитного материала с жестко закрепленными на нем гибкими волокнами с нанесенным на них слоем абразивного порошка. Основание с гибкими волокнами образует рабочую щетку, кинематически связанную с приводом осциллирующего движения. Волокна закреплены на основании жестко, это позволяет их свободному концу изгибаться и совершать небольшие колебательные движения вдоль основания. Стружка и продукты смазывающее-охлаждающей жидкости с обрабатываемой поверхности детали перемешиваются с порошком, который осыпается с волокон в ходе процесса обработки и, поскольку волокна жестко закреплены и не могут совершать осциллирующее движение в направлении, перпендикулярном основанию, происходит засаливание щетки, что приводит к снижению ее режущей способности, падению качества обработки поверхности 2. Кроме того, для предотвращения поломки и деформирования гибких волокон основания установлены на сердечниках со смещением в противоположные стороны от плоскости симметрии сердечников, что освобождает зону для свободной установки обрабатываемой детали. Однако предложенная конструкция и наличие привода осцилляции усложняет устройство в целом. Задача изобретения - упрощение устройства и повышение качества обработки деталей за счет повышения режущей способности наконечника. Поставленная задача достигается тем, что в полюсном наконечнике электромагнита,содержащий сердечник электромагнита с закрепленным основанием из магнитного материала, на котором закреплены гибкие волокна, которые имеют П-образную форму и свободно закреплены посредством перемычки П-образного профиля в смежных отверстиях,образованных на пересечении радиальных и концентричных пазов, выполненных на наружной и внутренней поверхности основания, причем глубина пазов больше или равна половине толщины основания, диаметр гибких волокон составляет 0,20,4 мм, при этом расстояние между выступающими концами гибких волокон больше или равно их диаметру, а высота выступающих концов гибких волокон равна 5727 1 Выполнение волокон П-образной формы облегчает сборку рабочей щетки полюсного наконечника, образованной основанием с закрепленными в нем волокнами. Кроме того,под воздействием магнитного поля волокна располагаются по силовым линиям, а перемычки П-образного профиля волокон удерживают их от выпадения. На пересечении радиальных и концентричных пазов, выполненных соответственно на наружной и внутренней поверхности основания щетки, образуются отверстия прямоугольного сечения, обеспечивающие возможность свободного закрепления П-образных волокон. Выполнение щетки таким образом позволяет самим волокнам совершать не только осциллирующее движение вдоль силовых магнитных линий, но и колебательные движения концов П-образного волокна. А поскольку именно концы волокна являются концентраторами магнитного потока, то и режущие зерна ферромагнитного порошка получают дополнительную степень свободы, а при колебании зерен происходит поворот их на самих волокнах и расположение между волокнами разными режущими гранями, что изменяет траекторию каждого из зерен порошка и позволяет повысить интенсивность процесса обработки, а значит, приводит к росту качества обрабатываемой поверхности. Таким образом, волокна представляют собой концентраторы магнитного поля, которые позволяют стабильно удерживать порошок в рабочем заворе и тем самым осуществлять обработку не только торцовой поверхностью полюсного наконечника, но и боковой. За счет дополнительной подвижности волокон возникла возможность дополнительного увеличения диаметра волокна, что повышает прочность щетки в целом. Кроме того, за счет этого же фактора (подвижности волокон), отпала необходимость в осциллирующем движении щетки в целом, а следовательно, нет необходимости в приводах осциллирующего движения. Свободное закрепление волокон в основании позволяет упростить как конструкцию щетки и ее расположение, так и устройство наконечника в целом. Использование волокон диаметром 0,20,4 мм обеспечивает необходимую эластичность щетки, что подтверждено экспериментально. Применение волокон диаметром менее 0,2 мм не обеспечивает нужной прочности и жесткости, а диаметром более 0,4 мм ухудшает гибкость. Упругие свойства волокон позволяют создавать дополнительные усилия на массу порошка, в связи с чем повышается производительность обработки. Оптимальное расстояние между волокнами 0,42,0 мм. При расстоянии менее 0,4 мм происходит засаливание щетки отработанным ферроабразивным порошком, а при более 2,0 мм резко уменьшается количество порошка, участвующего в обработке за счет уменьшения концентраторов магнитного поля, что подтверждено экспериментально. Соблюдение указанных размеров в сочетании с подвижностью волокон позволяет щетке наконечника легко очищаться при эксплуатации по окончанию рабочего режима. Расстояние свободного вылетаволокон не должно превышать 48 мм в зависимости от диаметра волокна и выбирается из соотношения(1921),где- диаметр волокна. Таким образом, совокупность предложенных признаков в целом позволяет упростить устройство полюсного наконечника электромагнита и повысить качество обрабатываемой поверхности детали. Изобретение поясняется чертежами, где на фиг. 1 показан общий вид полюсного наконечника электромагнита фиг. 2 - вид А на фиг. 1 фиг. 3 - разрез Б-Б на фиг. 2. Полюсный наконечник 1 электромагнита 2 содержит сердечник 3 (фиг. 1), крепящийся к шпинделю 4 крепежными винтами 5. На сердечнике 3 закрепляются боковые 6 и торцевые 7 основания, негативно отражающие обрабатываемую поверхность деталей 8, 9, уста 3 5727 1 новленных на планшайбе 10 между прижимами 11. При этом полюсные наконечники 1 расположены по обе стороны обрабатываемых деталей 8, 9. На наружной и внутренней поверхности оснований 6, 7 выполнены соответственно радиальные 12 и концентричные 13 пазы (фиг. 2) таким образом, что на месте их пересечения образуются прямоугольные отверстия 14, поскольку глубина пазов выбирается больше или равной половине толщины стенки основания 6, 7. В смежные отверстия 14 устанавливаются гибкие волокна 15 (фиг. 3) из магнитного материала П-образной формы и свободно закрепляются в основании 6, 7 посредством перемычки 16 П-образного профиля. Диаметрволокна 15 равен 0,20,4 мм. Оптимальное расстояниемежду выступающими концами 17 волокон 15 равно 0,42,0 мм, а свободный вылетволокон 15 не превышает 4,08,0 мм и выбирается из соотношения(1921),где- диаметр волокна. В зазоре 18 между обрабатываемыми деталями 8, 9 и волокнами 15 находятся зерна ферроабразивного порошка 19. Ферроабразивную обработку в магнитном поле полюсными наконечникамиосуществляют следующим образом. При подаче тока на электромагнит 2 в зоне нахождения основания 6, 7 и П-образных волокон 15 создается магнитное поле. Включают привод вращения наконечников 1. Зерна ферроабразивного порошка 19, находящегося в зазоре 18 между обрабатываемыми деталями 8, 9 и волокнами 15 под воздействием магнитного поля концентрируется на выступающих концах 17 волокон 15 и между ними, образуя эластичную режущую щетку, в которой П-образные волокна удерживаются перемычкой 16 и располагаются по магнитным силовым линиям. Таким образом, волокна 15 представляют собой концентраторы магнитного поля, которые позволяют стабильно удерживать порошок в рабочем зазоре 18 и тем самым производить обработку деталей 8, 9 не только торцевой 7, но и боковой 6 поверхностью наконечника. Ферроабразивные зерна 19 контактируют с вершинами микропрофиля обрабатываемой поверхности и под воздействием магнитной силы производят во время вращения наконечников 1 съем металла. За счет самоустановки волокон 15 и контакта ферроабразивных зерен 19 с деталью 8, 9 происходит срезание вершин микропрофиля обрабатываемой поверхности, что обеспечивает точность обработки. Были проведены сравнительные испытания предлагаемого полюсного наконечника и полюсного наконечника прототипа, выбранного в качестве базового объекта, на установке для ферроабразивного полирования ЭУ-5. Испытания проводились на уголках из стали Ра 1,25 мкм. Материал волокон - термически необработанная низкоуглеродистая стальная проволока ГОСТ 3282-74. Режимы обработки были следующие время обработки,60 с угловая скорость шпинделя,50 рад/с магнитная индукция в зазоре, В 1 Тл скорость подачи детали,0,6 м/мин величина рабочего зазора 1,5 мм. Обработка производилась с использованием ферроабразивного порошка Ж 15 КТ ТУ-600-03-483-81 и смазывающее-охлаждающей жидкости - СинМА - 1 ТУ 38.5901176-91 2 концентрации. Проведенные испытания показали, что целесообразно применение щеток с диаметром волокон 0,2-0,4 мм и расстоянием между ними 0,4-2 мм. Применение предполагаемого полюсного наконечника позволяет понизить шероховатость поверхности деталей в 1,5-2 раза, обеспечивает стабильность параметров качества и 4 5727 1 возможность обработки сложнопрофильной поверхности без усложнения конструкции устройства в целом. Источники информации 1. А.с. СССР 356705, МПК Н 01 41/02, 1968. 2. А.с. СССР 1196235, МПК В 24 В 31/10, 1982 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B24B 31/10
Метки: полюсный, наконечник, электромагнита
Код ссылки
<a href="https://by.patents.su/5-5727-polyusnyjj-nakonechnik-elektromagnita.html" rel="bookmark" title="База патентов Беларуси">Полюсный наконечник электромагнита</a>
Наконечник к пистолету для газопламенного напыления
Номер патента: 2325
Опубликовано: 30.09.1998
Авторы: Ивашко Виктор Сергеевич, Манойло Евгений Данилович, Лагунов Николай Федорович
МПК: B05B 7/20
Метки: пистолету, газопламенного, напыления, наконечник
Текст:
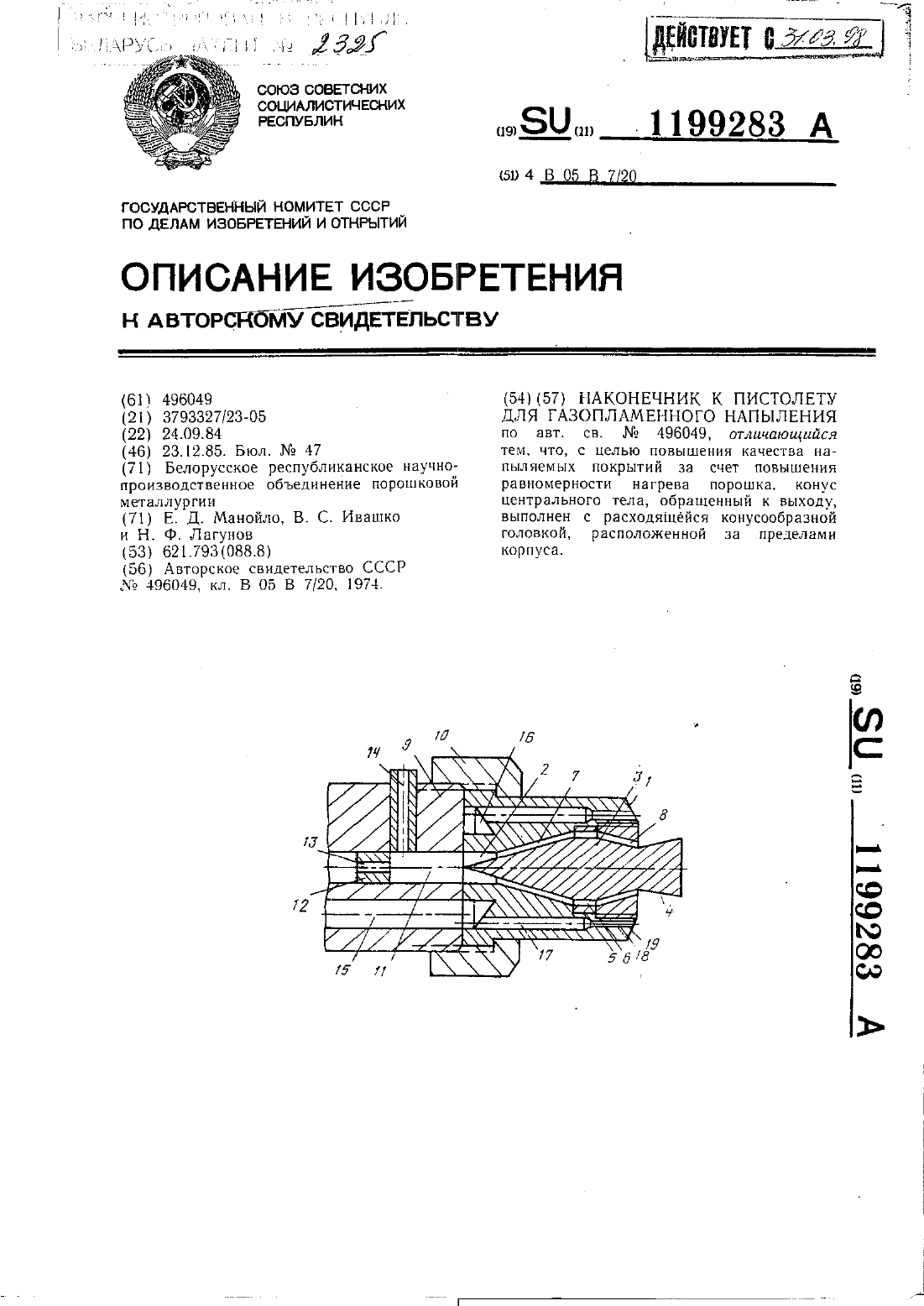
...газом в зону нагрева. В корпусе 1 с зазором смонтировано выполненное в форме связанных между собой ОСНОВЭНПЯМН ДВУХ КОНУСОВ ЦЕНТРЗЛЬНОЕ тело 3, конус центрального тела, обращенный к выходу, выполнен с расходящейся конусо(тбринной головкой 4. На стыке конусов расположен кольцевой буртик 5 с прорезя мп 13. при этом тело 3 образует с корпусом 1спнпсгрэтчно расположенные относительно оси пснгрального канала 2 полости 7 и 8для подачи...
Наконечник к пистолету для газопламенного напыления
Номер патента: 2328
Опубликовано: 30.09.1998
Автор: Манойло Евгений Данилович
МПК: B05B 7/20
Метки: напыления, наконечник, пистолету, газопламенного
Текст:
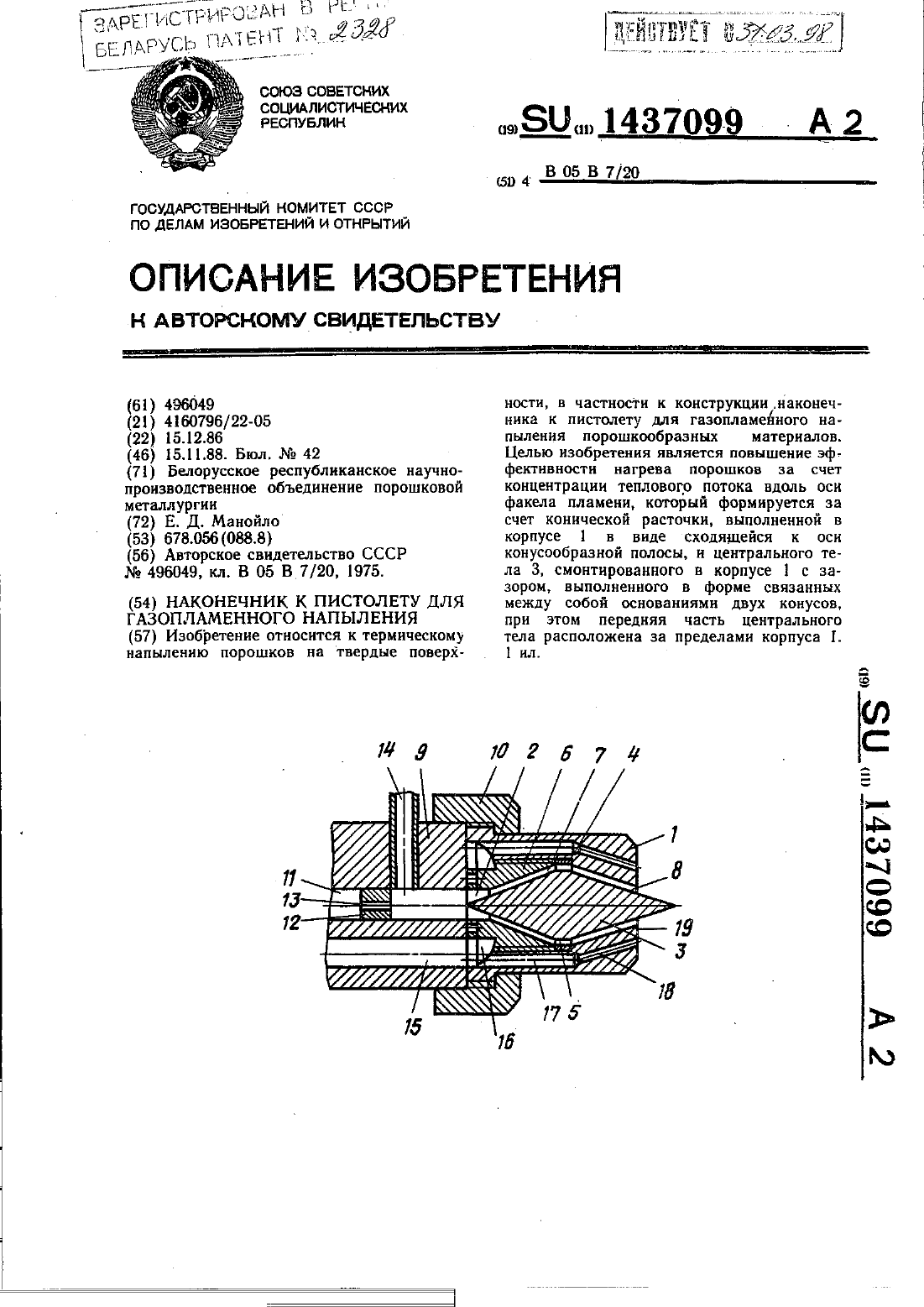
...При этом тело 3 образует с корпусом 1 симметрично расположенные относительно оси Центрального канала 2 полости 7 и 8 для подачи распыливаемого агента, а передняя часть его расположена за пределами корпуса. Наконечник закреплен на корпусе 9 газосмесительного устройстватистолета накидной гайкой 10. В корпусе пистолета вьшолиен центральный канал 11 с инжектором 12, снабженным калиброванным отверстием13. за которым расположен трубопровод 14...
Наконечник к пистолету для газопламенного напыления

Номер патента: U 758
Опубликовано: 30.12.2002
Автор: Буйкус Кястас Вито
МПК: B05B 7/20
Метки: пистолету, наконечник, газопламенного, напыления
Текст:
...корпус с центральным каналом для подачи порошка, транспортируемого газом в зону нагрева, соединенным наклонными полостями с расположенными по периметру отверстиями для подвода горючей смеси, причем в корпусе смонтировано с зазором центральное тело, выполненное в форме соединенных между собой основаниями двух конусов с размещенными на их стыке кольцевыми буртиками с прорезями, образующее с корпусом симметрично расположенные относительно оси...
Наконечник горелки для газопламенного напыления
Номер патента: U 1215
Опубликовано: 30.12.2003
Автор: Буйкус Кястас Вито
МПК: B05B 1/00
Метки: наконечник, газопламенного, напыления, горелки
Текст:
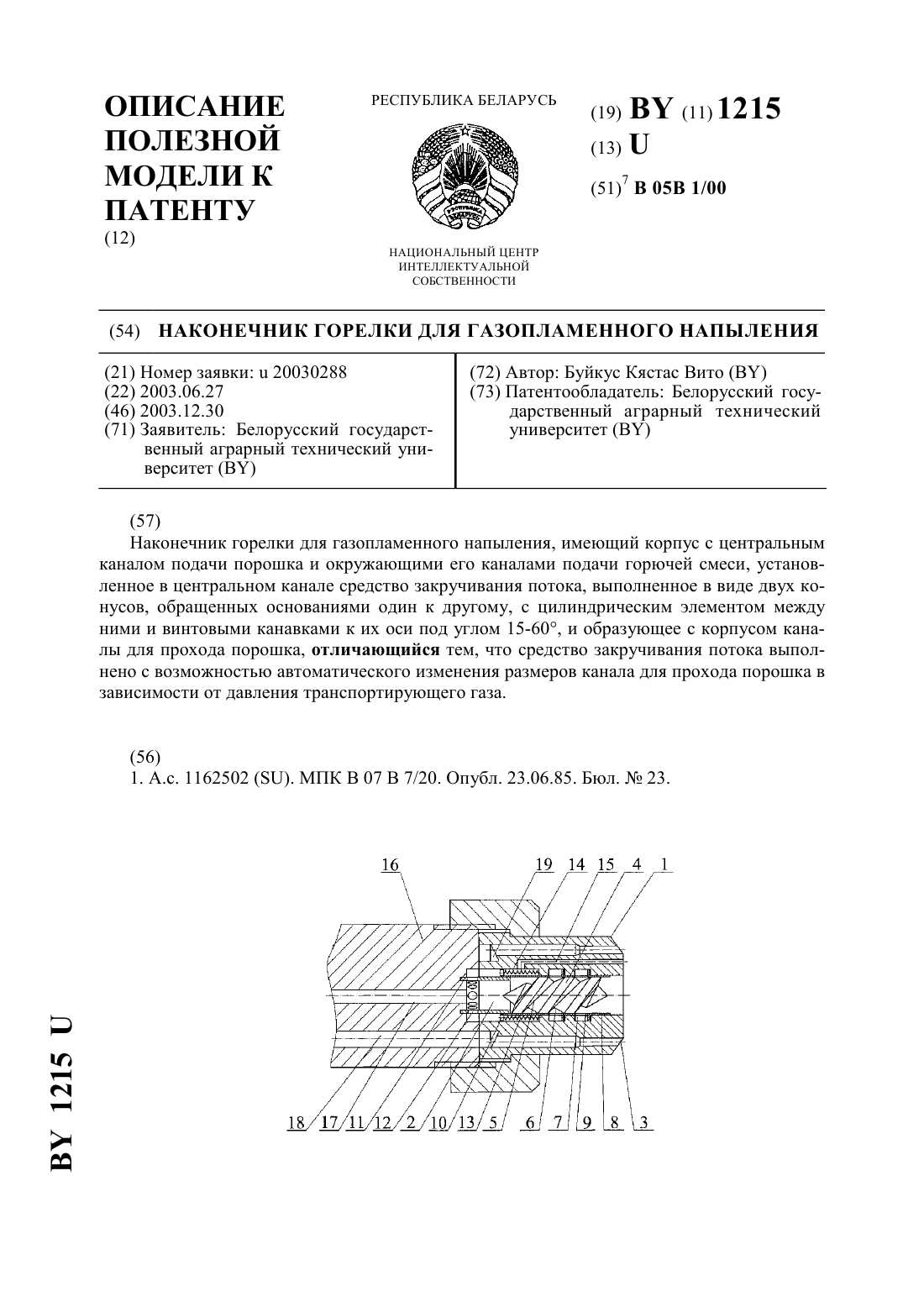
...горючей смеси, установленное в корпусе 1 средство 4 закручивания потока, выполненное в виде двух конусов, расположенных основаниями один к другому с цилиндрическим элементом между ними, причем на поверхности конусов и цилиндрического элемента выполнены винтовые канавки 5, образующие с корпусом 1 винтовые каналы 6 для прохода порошка. В корпусе 1 выполнены кольцевые пазы 7. Между корпусом 1 и средством 4 закручивания потока установлена...
Наконечник к съемнику
Номер патента: 4280
Опубликовано: 30.03.2002
Автор: Берестов Евгений Иванович
МПК: B25B 27/02
Метки: съемнику, наконечник
Текст:
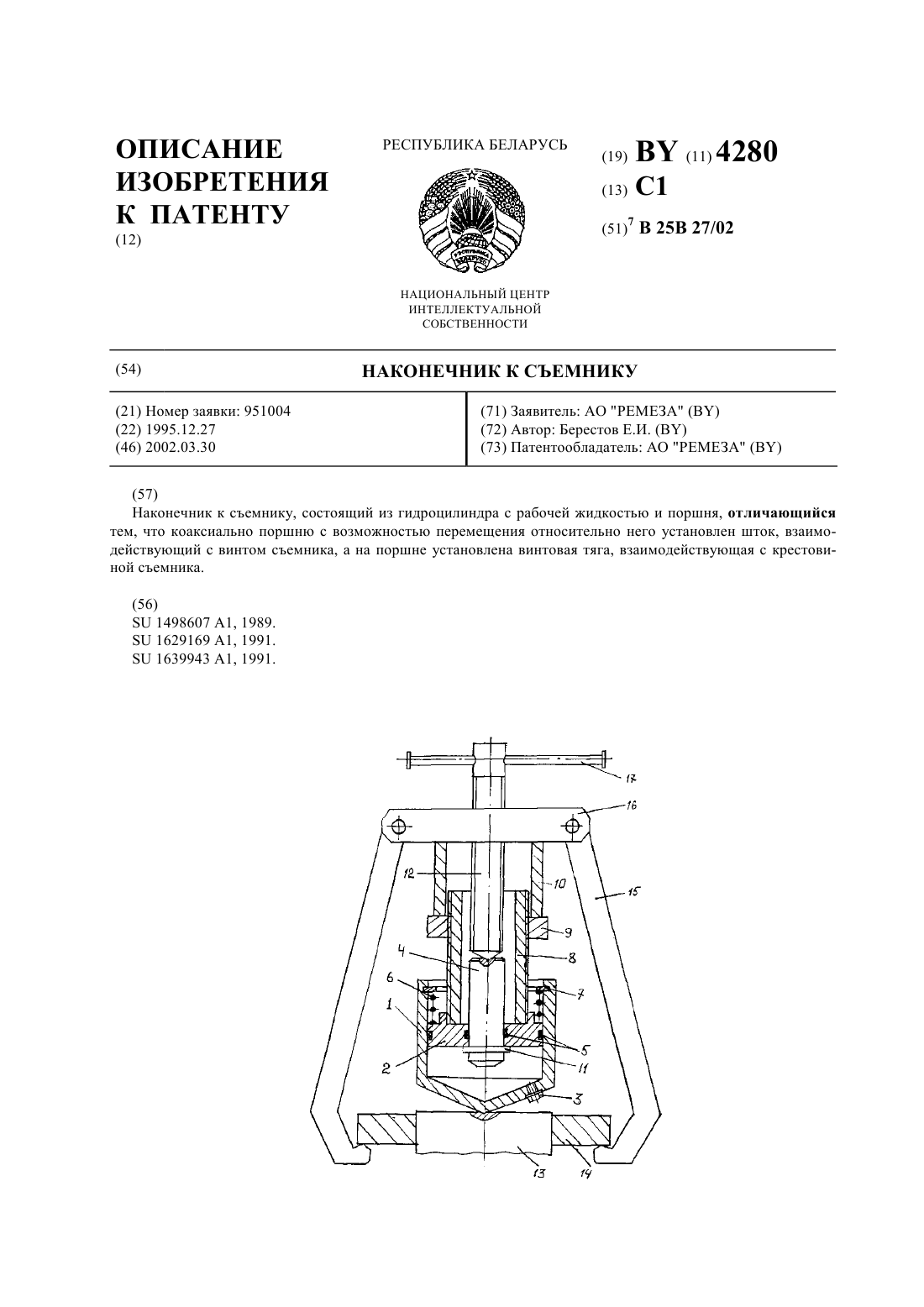
...в корпусе 1. На поршне 2 установлена винтовая тяга, состоящая из полого винта 8, на который навинчена гайка 9 с установленной на ней трубчатой насадкой 10. Кольцо 11, установленное на штоке 4, удерживает последний в поршне 2. Шток 4 наконечника взаимодействует с винтом 12 съемника, а корпус 1 - с валом 13. Выпрессовываемая деталь 14 охвачена лапами 15 съемника, которые закреплены шарнирно на крестовине 16. В крестовину 16...
Предыдущий патент: Масляно-смоляной лак
Следующий патент: Негативный фоторезист
Случайный патент: Вентиляционное устройство