Станок для комбинированной обработки поверхностей бочкообразных роликов подшипников
Номер патента: U 8481
Опубликовано: 30.08.2012
Авторы: Сергеев Леонид Ефимович, Ворошухо Олег Николаевич, Агейчик Валерий Александрович, Ермаков Николай Иванович, Акулович Леонид Михайлович

Текст
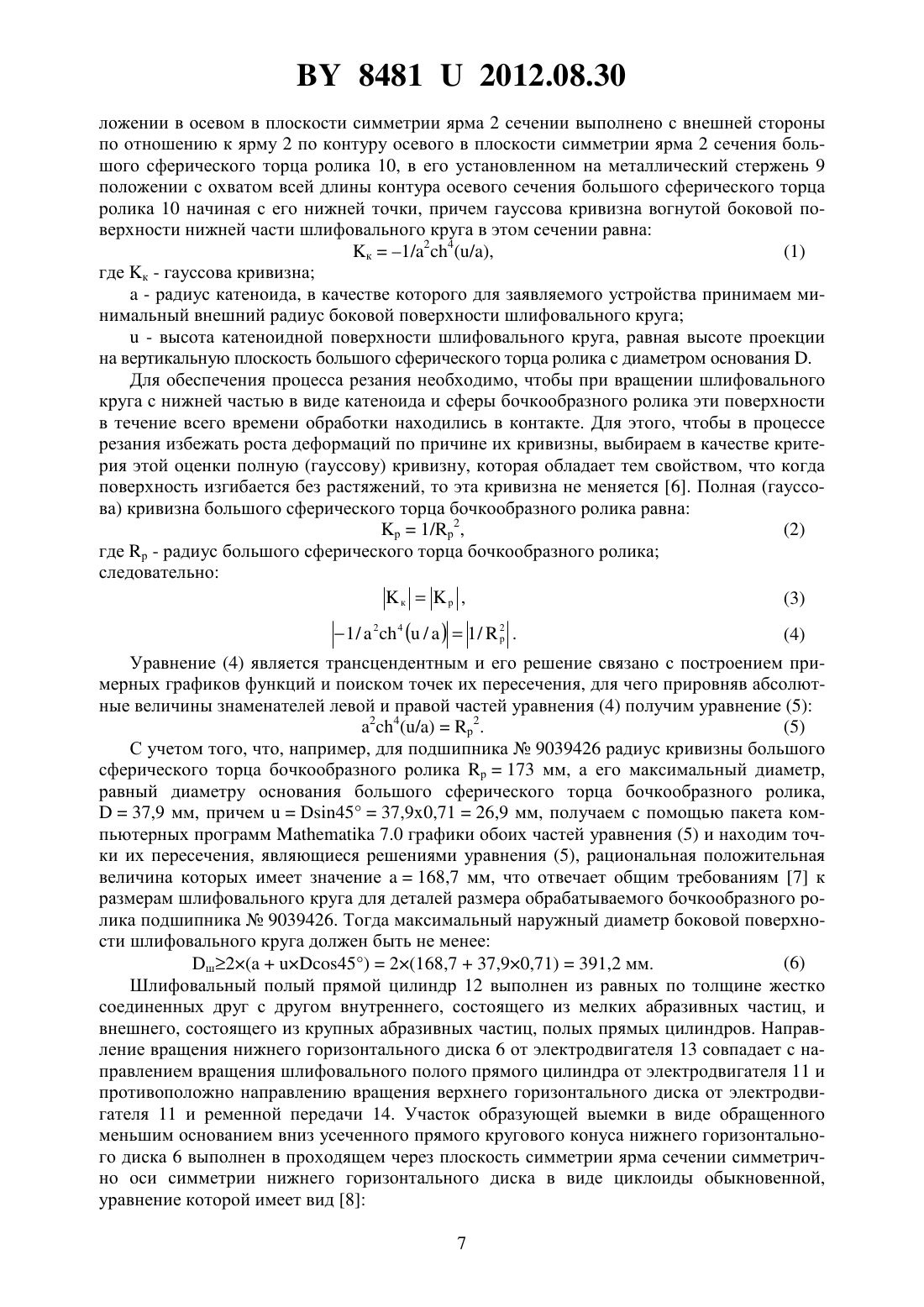
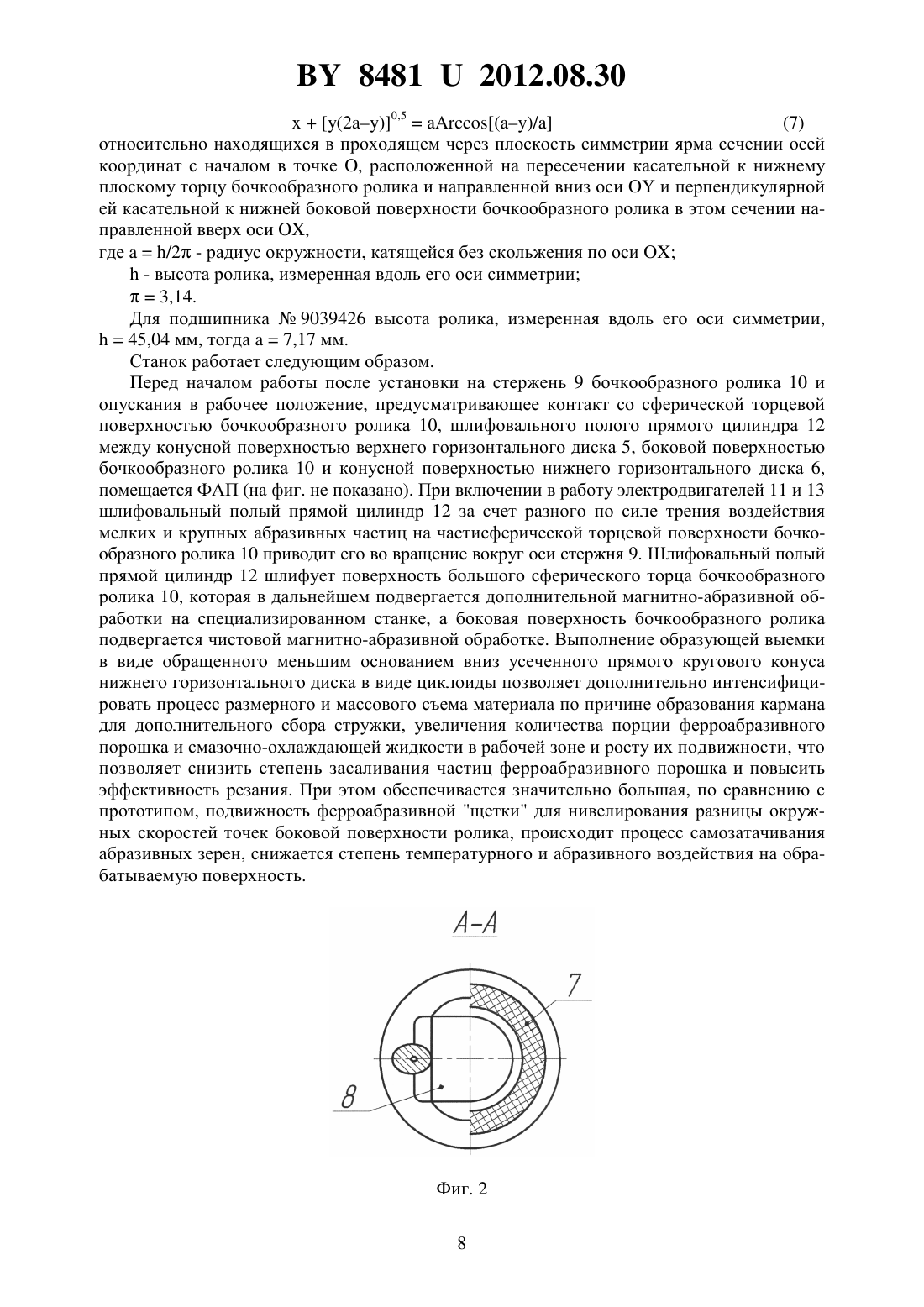
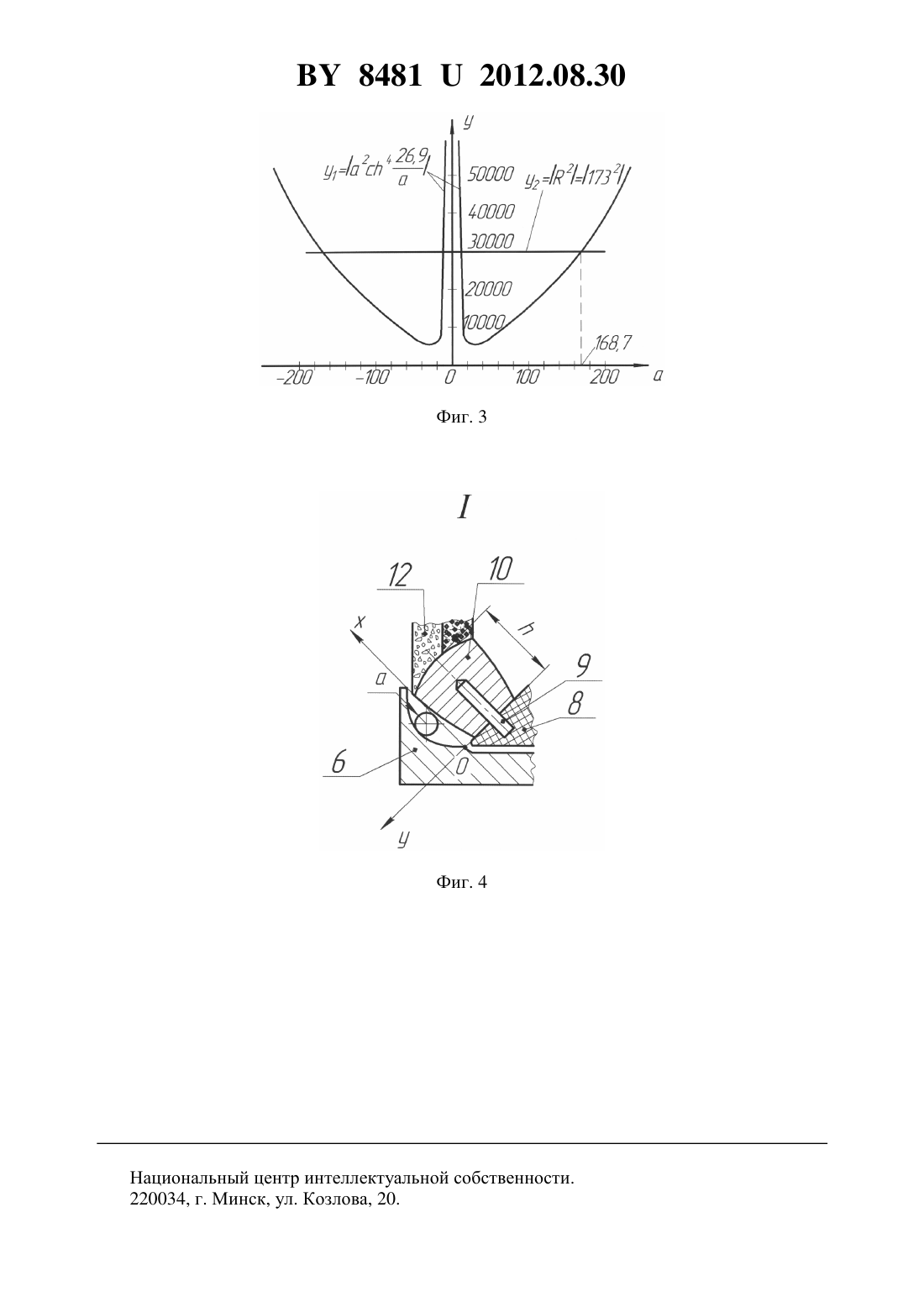
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СТАНОК ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ БОЧКООБРАЗНЫХ РОЛИКОВ ПОДШИПНИКОВ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Акулович Леонид Михайлович Сергеев Леонид Ефимович Агейчик Валерий Александрович Ермаков Николай Иванович Ворошухо Олег Николаевич(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) Станок для комбинированной обработки поверхностей бочкообразных роликов подшипников, содержащий -образную станину и магнитную систему, состоящую из проходящего через станину ярма и электромагнитных катушек с совпадающими находящимися в плоскости симметрии ярма вертикальными осями симметрии, установленных на верхнем и нижнем с возможностью вращения относительно общей с катушками оси симметрии горизонтальных дисках, выполненных из ферромагнитного материала, например стали, при этом нижний горизонтальный диск выполнен с выемкой в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45, а верхний горизонтальный диск выполнен в виде 84812012.08.30 обращенного меньшим основанием вниз усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45 с установленной сверху электромагнитной катушкой, причем между верхним и нижним горизонтальными дисками закреплена на станине с зазорами с ними в 23 мм выполненная, например, из фторопласта диамагнитная перегородка в виде соосной оси вращения дисков, расположенной со стороны неразрывной вертикальной части ярма симметрично его плоскости симметрии обращенного меньшим основанием вниз половины усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45 с верхней соосной оси вращения дисков выемкой в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45, а к находящейся в проходящей через ось вращения дисков плоскости, перпендикулярной плоскости симметрии ярма, нижней вертикальной торцевой плоскости диамагнитной перегородки с горизонтальными верхней и нижней гранями прикреплен, например, с помощью клея выполненный, например, из фторопласта диамагнитный параллелепипед, две параллельные плоскости симметрии ярма, боковые грани которого расположены от этой плоскости на расстоянии радиуса меньшего основания усеченного прямого кругового конуса диамагнитной перегородки, а наиболее удаленная от неразрывной вертикальной части ярма перпендикулярная его оси симметрии, наклонная грань диамагнитного параллелепипеда образует с верхним его основанием угол 135, при этом в центре тяжести наклонной грани нижнего диамагнитного параллелепипеда перпендикулярно к ней закреплен металлический стержень, на который установлен с возможностью вращения своим по оси симметрии выполненным со стороны меньшего основания технологическим отверстием бочкообразный ролик, причем зазоры между боковой поверхностью бочкообразного ролика и конусными поверхностями нижнего и верхнего горизонтальных дисков равны 14 мм, при этом на станине установлен с возможностью вращения вокруг своей находящейся в плоскости симметрии ярма вертикальной оси симметрии шлифовальный круг, выполненный в виде полого прямого цилиндра с катеноидной поверхностью на нижней части его внешней боковой поверхности, которая в своем контактирующем со сферическим торцом ролика положении в осевом в плоскости симметрии ярма сечении выполнено с внешней стороны по отношению к ярму по контуру осевого в плоскости симметрии ярма сечения большого сферического торца ролика в его установленном на металлический стержень положении с охватом всей длины контура осевого сечения большого сферического торца ролика начиная с его нижней точки, причем гауссова кривизна вогнутой боковой поверхности нижней части шлифовального круга в этом сечении равна к 1/24(/),где к - гауссова кривизна- радиус катеноида, в качестве которого для заявляемого устройства принимаем минимальный внешний радиус боковой поверхности шлифовального круга- высота катеноидной поверхности шлифовального круга, равная высоте проекции на вертикальную плоскость большого сферического торца ролика с диаметром основания ,при этом шлифовальный полый прямой цилиндр выполнен из равных по толщине жестко соединенных друг с другом внутреннего, состоящего из мелких абразивных частиц, и внешнего, состоящего из крупных абразивных частиц, полых прямых цилиндров, а направление вращения нижнего горизонтального диска совпадает с направлением вращения шлифовального полого прямого цилиндра и противоположно направлению вращения верхнего горизонтального диска, отличающийся тем, что участок образующей выемки в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса нижнего горизонтального диска выполнен в проходящем через плоскость симметрии ярма сечении симметрично оси симметрии нижнего горизонтального диска в виде циклоиды обыкновенной, уравнение которой имеет вид(2)0,5/ 2 84812012.08.30 относительно находящихся в проходящем через плоскость симметрии ярма сечении осей координат с началом в точке , расположенной на пересечении касательной к нижнему плоскому торцу бочкообразного ролика и направленной вниз оси , и перпендикулярной ей касательной к нижней боковой поверхности бочкообразного ролика в этом сечении направленной вверх оси ,где/2 - радиус окружности, катящейся без скольжения по оси- высота ролика, измеренная вдоль его оси симметрии 3,14.(56) 1. Патент РБ 7808 , МПК 24 31/00, 2011. 2. Нарышкин В.Н., Коросташевский Р.В. Подшипники качения Справочник. - М. Машиностроение, 1984. - С. 60-61. 3. ГОСТ 520-2002. Подшипники качения. Общие технические условия. Межгосударственный стандарт. - Минск, по заказу Госстандарта РФ. - С. 126. 4. ГОСТ 9942-90. Подшипники упорные радиальные роликовые сферические одинарные. Технические условия. - М. ФГУП, Стандартинформ, 2007. - С. 1-5. 5. Воднев В.Т., Наумович А.Ф., Наумович Н.Ф. Основные математические формулы. Минск Вышэйшая школа, 1980. - С. 202. 6. Мышкис А.Д. Лекции по высшей математике. - М. Наука, 1969. - С. 316. 7. Белькевич Б.А., Тимошков В.Д. Справочное пособие технолога машиностроительного завода. - Минск Беларусь, 1972. - С. 585. 8. Бронштейн И.Н., Семендяев К.А. Справочник по математике для инженеров и учащихся вузов. - М. Наука, 1970. - С. 107. Полезная модель относится к комбинированной одновременной шлифовальной обработке и чистовой обработке изделий ферро-абразивным порошком (ФАП) в магнитном поле и может быть использовано в различных отраслях машиностроения при обработке поверхностей роликов подшипников качения. Известен 1 станок для комбинированной обработки поверхностей бочкообразных роликов подшипников, содержащий -образную станину и магнитную систему, состоящую из проходящего через станину ярма и электромагнитных катушек с совпадающими находящимися в плоскости симметрии ярма вертикальными осями симметрии, установленных на верхнем и нижнем с возможностью вращения относительно общей с катушками оси симметрии горизонтальных дисках, выполненных из ферромагнитного материала,например стали, при этом нижний горизонтальный диск выполнен с выемкой в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45, а верхний горизонтальный диск выполнен в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45 с установленной сверху электромагнитной катушкой, причем между верхним и нижним горизонтальными дисками закреплена на станине с зазорами с ними в 23 мм выполненная из, например,фторопласта диамагнитная перегородка в виде соосной оси вращения дисков, расположенной со стороны неразрывной вертикальной части ярма симметрично его плоскости симметрии обращенного меньшим основанием вниз половины усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45 с верхней соосной оси вращения дисков выемкой в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45, а к находящейся в проходящей через ось вращения дисков плоскости, пер 3 84812012.08.30 пендикулярной плоскости симметрии ярма, нижней вертикальной торцевой плоскости диамагнитной перегородки с горизонтальными верхней и нижней гранями прикреплен,например, с помощью клея выполненный из, например, фторопласта диамагнитный параллелепипед, две параллельные плоскости симметрии ярма, боковые грани которого расположены от этой плоскости на расстоянии радиуса меньшего основания усеченного прямого кругового конуса диамагнитной перегородки, а наиболее удаленная от неразрывной вертикальной части ярма перпендикулярная его оси симметрии наклонная грань диамагнитного параллелепипеда образует с верхним его основанием угол 135, при этом в центре тяжести наклонной грани нижнего диамагнитного параллелепипеда перпендикулярно закреплен металлический стержень, на который установлен с возможностью вращения своим по оси симметрии выполненным со стороны меньшего основания технологическим отверстием бочкообразный ролик, причем зазоры между боковой поверхностью бочкообразного ролика и конусными поверхностями нижнего и верхнего горизонтальных дисков равны 14 мм, при этом на станине установлен с возможностью вращения вокруг своей находящейся в плоскости симметрии ярма вертикальной оси симметрии шлифовальный круг, выполненный в виде полого прямого цилиндра с катеноидной поверхностью на нижней части его внешней боковой поверхности, которая в своем контактирующем со сферическим торцом ролика положении в осевом в плоскости симметрии ярма сечении выполнено с внешней стороны по отношению к ярму по контуру осевого в плоскости симметрии ярма сечения большого сферического торца ролика в его установленном на металлический стержень положении с охватом всей длины контура осевого сечения большого сферического торца ролика, начиная с его нижней точки, причем гауссова кривизна вогнутой боковой поверхности нижней части шлифовального круга в этом сечении равна к 1/24(/),где к - гауссова кривизна- радиус катеноида, в качестве которого для заявляемого устройства принимаем минимальный внешний радиус боковой поверхности шлифовального круга- высота катеноидной поверхности шлифовального круга, равная высоте проекции на вертикальную плоскость большого сферического торца ролика с диаметром основания ,при этом шлифовальный полый прямой цилиндр выполнен из равных по толщине жестко соединенных друг с другом внутреннего, состоящего из мелких абразивных частиц, и внешнего, состоящего из крупных абразивных частиц, полых прямых цилиндров, а направление вращения нижнего горизонтального диска совпадает с направлением вращения шлифовального полого прямого цилиндра и противоположно направлению вращения верхнего горизонтального диска. Такое устройство не позволяет производить качественную и производительную магнитноабразивную обработку боковых поверхностей бочкообразных роликов роликовых упорных сферических одинарных подшипников, например, номер 9039424-9039426 2, 3, 4. Задачей, которую решает полезная модель, является повышение качества и производительности магнитно-абразивной обработки боковой поверхности бочкообразного ролика роликовых упорных сферических одинарных подшипников. Поставленная задача решается с помощью станка для комбинированной обработки поверхностей бочкообразных роликов подшипников, содержащего -образную станину и магнитную систему, состоящую из проходящего через станину ярма и электромагнитных катушек с совпадающими находящимися в плоскости симметрии ярма вертикальными осями симметрии, установленных на верхнем и нижнем с возможностью вращения относительно общей с катушками оси симметрии горизонтальных дисках, выполненных из ферромагнитного материала, например стали, при этом нижний горизонтальный диск выполнен с выемкой в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45, а верхний 4 84812012.08.30 горизонтальный диск выполнен в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45 с установленной сверху электромагнитной катушкой, причем между верхним и нижним горизонтальными дисками закреплена на станине с зазорами с ними в 23 мм выполненная из, например, фторопласта диамагнитная перегородка в виде соосной оси вращения дисков, расположенной со стороны неразрывной вертикальной части ярма симметрично его плоскости симметрии обращенного меньшим основанием вниз половины усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45 с верхней соосной оси вращения дисков выемкой в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45, а к находящейся в проходящей через ось вращения дисков плоскости, перпендикулярной плоскости симметрии ярма, нижней вертикальной торцевой плоскости диамагнитной перегородки с горизонтальными верхней и нижней гранями прикреплен, например, с помощью клея выполненный, например, из фторопласта диамагнитный параллелепипед, две параллельные плоскости симметрии ярма, боковые грани которого расположены от этой плоскости на расстоянии радиуса меньшего основания усеченного прямого кругового конуса диамагнитной перегородки, а наиболее удаленная от неразрывной вертикальной части ярма перпендикулярная его оси симметрии наклонная грань диамагнитного параллелепипеда образует с верхним его основанием угол 135, при этом в центре тяжести наклонной грани нижнего диамагнитного параллелепипеда перпендикулярно к ней закреплен металлический стержень, на который установлен с возможностью вращения своим по оси симметрии выполненным со стороны меньшего основания технологическим отверстием бочкообразный ролик, причем зазоры между боковой поверхностью бочкообразного ролика и конусными поверхностями нижнего и верхнего горизонтальных дисков равны 14 мм, при этом на станине установлен с возможностью вращения вокруг своей находящейся в плоскости симметрии ярма вертикальной оси симметрии шлифовальный круг, выполненный в виде полого прямого цилиндра с катеноидной поверхностью на нижней части его внешней боковой поверхности, которая в своем контактирующем со сферическим торцом ролика положении в осевом в плоскости симметрии ярмасечении выполнена с внешней стороны по отношению к ярму по контуру осевого в плоскости симметрии ярма сечения большого сферического торца ролика в его установленном на металлический стержень положении с охватом всей длины контура осевого сечения большого сферического торца ролика, начиная с его нижней точки, причем гауссова кривизна вогнутой боковой поверхности нижней части шлифовального круга в этом сечении равна к 1/24(/),где к - гауссова кривизна- радиус катеноида, в качестве которого для заявляемого устройства принимаем минимальный внешний радиус боковой поверхности шлифовального круга- высота катеноидной поверхности шлифовального круга, равная высоте проекции на вертикальную плоскость большого сферического торца ролика с диаметром основания ,при этом шлифовальный полый прямой цилиндр выполнен из равных по толщине жестко соединенных друг с другом внутреннего, состоящего из мелких абразивных частиц, и внешнего, состоящего из крупных абразивных частиц, полых прямых цилиндров, а направление вращения нижнего горизонтального диска совпадает с направлением вращения шлифовального полого прямого цилиндра и противоположно направлению вращения верхнего горизонтального диска, где участок образующей выемки в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса нижнего горизонтального диска выполнен в проходящем через плоскость симметрии ярма сечении симметрично оси симметрии нижнего горизонтального диска в виде циклоиды обыкновенной, уравнение которой имеет вид 5 84812012.08.30(2)0,5/ относительно находящихся в проходящем через плоскость симметрии ярма сечении осей координат с началом в точке , расположенной на пересечении касательной к нижнему плоскому торцу бочкообразного ролика и направленной вниз осии перпендикулярной ей касательной к нижней боковой поверхности бочкообразного ролика в этом сечении направленной вверх оси ,где/2 - радиус окружности, катящейся без скольжения по оси- высота ролика, измеренная вдоль его оси симметрии 3,14. На фиг. 1 изображен общий вид станка на фиг. 2 - разрез А-А на фиг. 1 на фиг. 3 представлено графическое определение значения минимального внешнего радиуса а боковой поверхности шлифовального круга, полученное с помощью пакета компьютерных программ 7.0 на фиг. 4 - узелна фиг. 1. Станок для комбинированной обработки поверхностей бочкообразных роликов подшипников содержит С-образную станину 1 и магнитную систему, состоящую из проходящего через станину 1 ярма 2 и электромагнитных катушек 3 и 4 с совпадающими находящимися в плоскости симметрии ярма 2 вертикальными осями симметрии, установленных на верхнем 5 и нижнем 6 с возможностью вращения относительно общей с катушками 3 и 4 оси симметрии горизонтальных дисках, выполненных из ферромагнитного материала, например стали 10 по ГОСТ 1050-88. Нижний горизонтальный диск 6 выполнен с выемкой в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45. Верхний горизонтальный диск 5 выполнен в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45 с установленной сверху электромагнитной катушкой 3. Между верхним 5 и нижним 6 горизонтальными дисками закреплена на станине с зазорами с ними в 23 мм выполненная из, например, фторопласта диамагнитная перегородка 7 в виде соосной оси вращения дисков 5 и 6, расположенная со стороны неразрывной вертикальной части ярма 2 симметрично его плоскости симметрии обращенного меньшим основанием вниз половины усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45 с верхней соосной оси вращения дисков выемкой в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45. К находящейся в проходящей через ось вращения дисков плоскости, перпендикулярной плоскости симметрии ярма 2, нижней вертикальной торцевой плоскости диамагнитной перегородки 7 с горизонтальными верхней и нижней гранями прикреплен, например, с помощью клея выполненный из, например, фторопласта диамагнитный параллелепипед 8, две параллельные плоскости симметрии ярма, боковые грани которого расположены от этой плоскости на расстоянии радиуса меньшего основания усеченного прямого кругового конуса диамагнитной перегородки 7, а наиболее удаленная от неразрывной вертикальной части ярма 2 перпендикулярная его оси симметрии наклонная грань диамагнитного параллелепипеда 8 образует с верхним его основанием угол 135. В центре тяжести наклонной грани нижнего диамагнитного параллелепипеда 8 перпендикулярно к ней закреплен металлический стержень 9, на который установлен с возможностью вращения своим по оси симметрии выполненным со стороны меньшего основания технологическим отверстием бочкообразный ролик 10, причем зазоры между боковой поверхностью бочкообразного ролика 10 и конусными поверхностями нижнего 6 и верхнего 5 горизонтальных дисков равны 14 мм. На станине 1 установлен с возможностью вращения от электродвигателя 11 вокруг своей находящейся в плоскости симметрии ярма 2 вертикальной оси симметрии шлифовальный круг, выполненный в виде полого прямого цилиндра 12 с катеноидной поверхностью 5 на нижней части его внешней боковой поверхности, которая в своем контактирующем со сферическим торцом ролика 10 по 6 84812012.08.30 ложении в осевом в плоскости симметрии ярма 2 сечении выполнено с внешней стороны по отношению к ярму 2 по контуру осевого в плоскости симметрии ярма 2 сечения большого сферического торца ролика 10, в его установленном на металлический стержень 9 положении с охватом всей длины контура осевого сечения большого сферического торца ролика 10 начиная с его нижней точки, причем гауссова кривизна вогнутой боковой поверхности нижней части шлифовального круга в этом сечении равна к 1/24(/),(1) где к - гауссова кривизна- радиус катеноида, в качестве которого для заявляемого устройства принимаем минимальный внешний радиус боковой поверхности шлифовального круга- высота катеноидной поверхности шлифовального круга, равная высоте проекции на вертикальную плоскость большого сферического торца ролика с диаметром основания . Для обеспечения процесса резания необходимо, чтобы при вращении шлифовального круга с нижней частью в виде катеноида и сферы бочкообразного ролика эти поверхности в течение всего времени обработки находились в контакте. Для этого, чтобы в процессе резания избежать роста деформаций по причине их кривизны, выбираем в качестве критерия этой оценки полную (гауссову) кривизну, которая обладает тем свойством, что когда поверхность изгибается без растяжений, то эта кривизна не меняется 6. Полная (гауссова) кривизна большого сферического торца бочкообразного ролика равна р 1/р 2,(2) где р - радиус большого сферического торца бочкообразного ролика следовательно кр ,(3)1 /2 4 ( /)1 /2 . р(4) Уравнение (4) является трансцендентным и его решение связано с построением примерных графиков функций и поиском точек их пересечения, для чего прировняв абсолютные величины знаменателей левой и правой частей уравнения (4) получим уравнение (5) 24(/)р 2.(5) С учетом того, что, например, для подшипника 9039426 радиус кривизны большого сферического торца бочкообразного ролика р 173 мм, а его максимальный диаметр,равный диаметру основания большого сферического торца бочкообразного ролика,37,9 мм, причем 4537,90,7126,9 мм, получаем с помощью пакета компьютерных программ 7.0 графики обоих частей уравнения (5) и находим точки их пересечения, являющиеся решениями уравнения (5), рациональная положительная величина которых имеет значение 168,7 мм, что отвечает общим требованиям 7 к размерам шлифовального круга для деталей размера обрабатываемого бочкообразного ролика подшипника 9039426. Тогда максимальный наружный диаметр боковой поверхности шлифовального круга должен быть не менее(6) ш 2(45)2(168,737,90,71)391,2 мм. Шлифовальный полый прямой цилиндр 12 выполнен из равных по толщине жестко соединенных друг с другом внутреннего, состоящего из мелких абразивных частиц, и внешнего, состоящего из крупных абразивных частиц, полых прямых цилиндров. Направление вращения нижнего горизонтального диска 6 от электродвигателя 13 совпадает с направлением вращения шлифовального полого прямого цилиндра от электродвигателя 11 и противоположно направлению вращения верхнего горизонтального диска от электродвигателя 11 и ременной передачи 14. Участок образующей выемки в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса нижнего горизонтального диска 6 выполнен в проходящем через плоскость симметрии ярма сечении симметрично оси симметрии нижнего горизонтального диска в виде циклоиды обыкновенной,уравнение которой имеет вид 8 7(7) относительно находящихся в проходящем через плоскость симметрии ярма сечении осей координат с началом в точке , расположенной на пересечении касательной к нижнему плоскому торцу бочкообразного ролика и направленной вниз осии перпендикулярной ей касательной к нижней боковой поверхности бочкообразного ролика в этом сечении направленной вверх оси ,где/2 - радиус окружности, катящейся без скольжения по оси- высота ролика, измеренная вдоль его оси симметрии 3,14. Для подшипника 9039426 высота ролика, измеренная вдоль его оси симметрии,45,04 мм, тогда 7,17 мм. Станок работает следующим образом. Перед началом работы после установки на стержень 9 бочкообразного ролика 10 и опускания в рабочее положение, предусматривающее контакт со сферической торцевой поверхностью бочкообразного ролика 10, шлифовального полого прямого цилиндра 12 между конусной поверхностью верхнего горизонтального диска 5, боковой поверхностью бочкообразного ролика 10 и конусной поверхностью нижнего горизонтального диска 6,помещается ФАП (на фиг. не показано). При включении в работу электродвигателей 11 и 13 шлифовальный полый прямой цилиндр 12 за счет разного по силе трения воздействия мелких и крупных абразивных частиц на частисферической торцевой поверхности бочкообразного ролика 10 приводит его во вращение вокруг оси стержня 9. Шлифовальный полый прямой цилиндр 12 шлифует поверхность большого сферического торца бочкообразного ролика 10, которая в дальнейшем подвергается дополнительной магнитно-абразивной обработки на специализированном станке, а боковая поверхность бочкообразного ролика подвергается чистовой магнитно-абразивной обработке. Выполнение образующей выемки в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса нижнего горизонтального диска в виде циклоиды позволяет дополнительно интенсифицировать процесс размерного и массового съема материала по причине образования кармана для дополнительного сбора стружки, увеличения количества порции ферроабразивного порошка и смазочно-охлаждающей жидкости в рабочей зоне и росту их подвижности, что позволяет снизить степень засаливания частиц ферроабразивного порошка и повысить эффективность резания. При этом обеспечивается значительно большая, по сравнению с прототипом, подвижность ферроабразивной щетки для нивелирования разницы окружных скоростей точек боковой поверхности ролика, происходит процесс самозатачивания абразивных зерен, снижается степень температурного и абразивного воздействия на обрабатываемую поверхность. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B24B 31/00
Метки: роликов, обработки, станок, поверхностей, бочкообразных, комбинированной, подшипников
Код ссылки
<a href="https://by.patents.su/9-u8481-stanok-dlya-kombinirovannojj-obrabotki-poverhnostejj-bochkoobraznyh-rolikov-podshipnikov.html" rel="bookmark" title="База патентов Беларуси">Станок для комбинированной обработки поверхностей бочкообразных роликов подшипников</a>
Станок для комбинированной обработки поверхностей бочкообразных роликов подшипников

Номер патента: U 8413
Опубликовано: 30.08.2012
Авторы: Агейчик Валерий Александрович, Ермаков Николай Иванович, Ворошухо Олег Николаевич, Сергеев Леонид Ефимович, Акулович Леонид Михайлович
МПК: B24B 31/00
Метки: станок, поверхностей, бочкообразных, роликов, комбинированной, подшипников, обработки
Текст:
...выполнен с выемкой в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45, а верхний горизонтальный диск выполнен в виде ферромагнитного, например железного, параллелепипеда с установленной сверху электромагнитной катушкой с параллельно и перпендикулярно плоскости симметрии ярма расположенными боковыми гранями, причем наиболее удаленная от неразрывной вертикальной...
Станок для комбинированной обработки поверхностей бочкообразных роликов подшипников

Номер патента: U 7808
Опубликовано: 30.12.2011
Авторы: Агейчик Валерий Александрович, Сергеев Леонид Ефимович, Ермаков Николай Иванович, Акулович Леонид Михайлович
МПК: B24B 31/00
Метки: роликов, подшипников, обработки, комбинированной, бочкообразных, станок, поверхностей
Текст:
...к ней закреплен металлический стержень, на котором установлен с возможностью вращения своим по оси симметрии выполненным со стороны меньшего основания технологическим отверстием бочкообразный ролик, причем зазоры между боковой поверхностью бочкообразного ролика и конусными поверхностями нижнего и верхнего горизонтальных дисков равны 14 мм, при этом на станине установлен с возможностью вращения вокруг своей находящейся в плоскости...
Станок для комбинированной обработки поверхностей бочкообразных роликов подшипников

Номер патента: U 7471
Опубликовано: 30.08.2011
Авторы: Ермаков Николай Иванович, Агейчик Валерий Александрович, Сергеев Леонид Ефимович, Акулович Леонид Михайлович
МПК: B24B 31/00
Метки: подшипников, поверхностей, станок, бочкообразных, роликов, комбинированной, обработки
Текст:
...параллелепипеда угол 45, при этом к нижнему основанию ферромагнитного параллелепипеда прикреплен,например, с помощью клея своим меньшим верхним основанием выполненный из, например, фторопласта диамагнитный параллелепипед, три боковые грани которого параллельны ближайшим боковым граням ферромагнитного параллелепипеда, а наиболее удаленная от неразрывной вертикальной части ярма, перпендикулярная его оси симметрии наклонная грань...
Станок для комбинированной обработки поверхностей бочкообразных роликов подшипников

Номер патента: U 7868
Опубликовано: 30.12.2011
Авторы: Сергеев Леонид Ефимович, Агейчик Валерий Александрович, Ермаков Николай Иванович, Ворошухо Олег Николаевич, Акулович Леонид Михайлович
МПК: B24B 31/00
Метки: бочкообразных, комбинированной, поверхностей, станок, роликов, подшипников, обработки
Текст:
...стержень, выполненный своей верхней выступающей над наклонной гранью диамагнитного параллелепипеда частью с резьбой, на которую навинчен своим по оси симметрии выполненным со стороны меньшего основания технологическим резьбовым отверстием бочкообразный ролик, причем зазоры между боковой 4 78682011.12.30 поверхностью бочкообразного ролика и конусными поверхностями нижнего и верхнего горизонтальных дисков равны 14 мм, а сквозной...
Станок для комбинированной обработки поверхностей бочкообразных роликов подшипников

Номер патента: U 7961
Опубликовано: 28.02.2012
Авторы: Ворошухо Олег Николаевич, Агейчик Валерий Александрович, Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Ермаков Николай Иванович
МПК: B24B 31/00
Метки: подшипников, комбинированной, станок, поверхностей, бочкообразных, обработки, роликов
Текст:
...причем зазоры между боковой поверхностью бочкообразного ролика и конусными поверхностями нижнего и верхнего горизонтальных дисков равны 14 мм, а сквозной металлический стержень на конце своей нижней выступающей под нижней поверхностью диамагнитного параллелепипеда части имеет закрепленное на его торце выполненное соосно с ним, обращенное меньшим основанием своей делительной поверхности вниз коническое зубчатое колесо, причем оси симметрии...
Предыдущий патент: Станок для магнитно-абразивной обработки рабочих поверхностей бочкообразных роликов
Следующий патент: Смеситель кормов
Случайный патент: Огнестойкий композиционный материал на основе пенополиуретана