Способ выплавки чугуна
Номер патента: 15409
Опубликовано: 28.02.2012
Текст
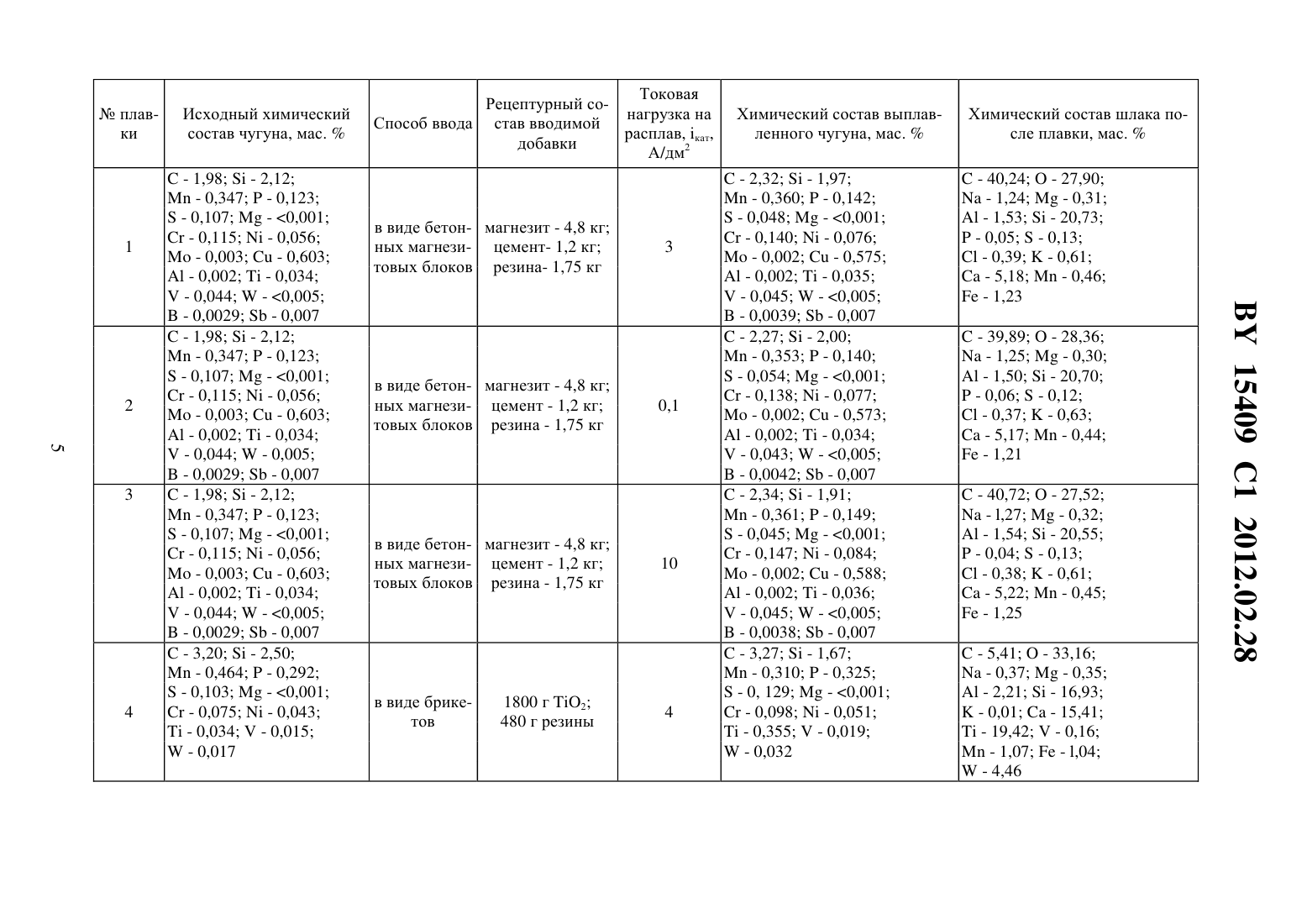
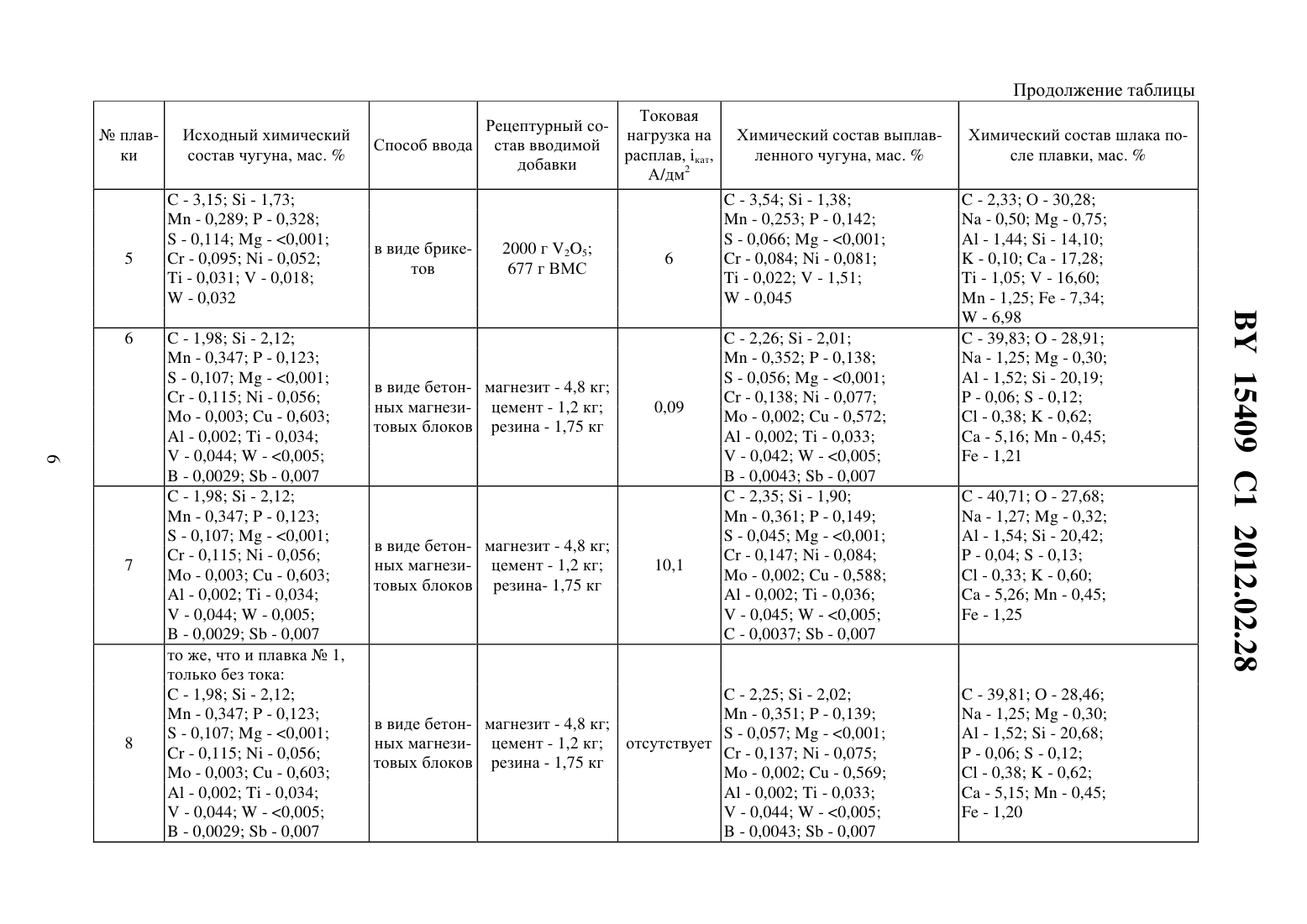
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Учреждение образования Белорусский государственный технологический университет(72) Авторы Гарост Александр Иванович Мазец Антон Францевич(73) Патентообладатель Учреждение образования Белорусский государственный технологический университет(57) Способ выплавки чугуна, включающий загрузку шихтовых материалов, плавление и введение в расплав оксидов ванадия, титана и магния и отходов высокополимерных соединений, отличающийся тем, что одновременно с введением оксидов и отходов осуществляют катодную поляризацию расплава чугуна при постоянной токовой нагрузке,составляющей 0,1-10 А/дм 2 в расчете на поверхность зеркала расплава, при этом в качестве противоэлектрода используют графитовый электрод с торцевой площадью до 0,8 площади зеркала расплава, который под механической нагрузкой и под электрическим напряжением погружают в шлак на расстояние 30-70 мм от поверхности расплава, при этом отношение катодной и анодной плотностей тока составляет 0,9-1,2. Изобретение относится к области металлургии, в частности к способам легирования и модифицирования железоуглеродистых сплавов металлическими элементами, при реализации которых в качестве легирующих и модифицирующих присадок используют оксиды металлов ванадия, титана, магния, а в качестве восстановительных агентов отходы высокополимерных соединений. Варьирование состава шлака и его количества позволяет лишь в некоторой степени изменить скорость массообменных процессов в расплаве и соотношение окисленных и восстановленных форм каждого элемента. Данное соотношение зависит в свою очередь от концентрации каждого из компонентов расплава и не может быть изменено в широких пределах, так как определяется активностью этих компонентов в состоянии, близком к равновесному. Известен способ извлечения металла из шлаковых расплавов 1, включающий воздействие на расплав скрещенных магнитного поля и электрического поля, при котором электроды нагревают до температуры, равной 1,0-1,1 температуры начала кристаллизации шлакового расплава. Сила тока, прикладываемая к системе металл - шлак, составляет 220250 А. 15409 1 2012.02.28 Недостатками известного способа являются его низкие эффективность и надежность. При реализации способа предполагается погружение электрода в шлаковый расплав, когда из-за недостаточной электропроводности (ионной проводимости) и значительного изменения потенциала на границе электрод - шлаковый расплав массообменные процессы не обеспечивают требуемое равновесие. Для его реализации требуются применение специальных устройств для нагревания и поддержания температуры электродов и затраты энергии. Данный способ отличается большим энергетическими затратами, т.к. плотность тока составляет в пределах 220-250 А/дм 2. Данное устройство отличается конструктивной сложностью и невысокой надежностью. Кроме того, рассматриваемый способ не может обеспечить прямое легирование железоуглеродистых сплавов. Воздействие на металлический расплав сильными электрическими полями (например, при дуговом, плазменно-дуговом и других видах плавки) приводит к ускорению окислительно-восстановительных процессов. Так, известен способ выплавки легированной стали 2, включающий введение в расплав легирующих добавок и флюса, подаваемых в плазменный факел, погруженный в расплав, при котором подачу легирующих добавок и флюса осуществляют восстановительным газом с подачей в плазменный факел шлакообразующих струей инертного газа, скорость истечения которой в 2-4 раза превышает скорость истечения струи восстановительного газа, а отношение расхода шлакообразующих к расходу флюса составляет (1-5)1. Недостатком данного способа является сложность аппаратурного оформления, большие энергетические затраты на его реализацию и низкая эффективность. Одновременно при таких огромных плотностях тока наблюдается поглощение газов электродными материалами и самим расплавом металла. Применение сильных электрических полей практически исключается для сплавов, которые содержат легкоокисляющиеся элементы, так как это приведет к большому угару последних. Кроме того, данный метод очень энергоемок. Таким образом, воздействие на металл сильными электрическими полями не может существенно повысить качество получаемого металла. Воздействуя слабыми электрическими полями на систему металл-шлак-газ, можно интенсифицировать окислительно-восстановительные процессы при незначительных энергетических затратах. Наиболее близким к заявляемому объекту по технической сущности и достигаемому результату является способ выплавки чугуна и способ выплавки стали 3. Для достижения технического результата в известном способе выплавки чугуна, включающем загрузку шихтовых материалов, плавление, введение в расплав легирующих и модифицирующих присадок, в том числе углеродсодержащих, и скачивание побочного продукта, в качестве присадок в расплав вводят помещенные в закрытые емкости из сплавов черных металлов,скрепленные в брикеты биологически поврежденные или подвергнутые старению материалы из пластических масс или помещенные в закрытые емкости из сплавов черных металлов, скрепленные в брикеты непригодные к регенерации эластомеры, при этом соотношение материалов из пластических масс к массе расплава составляет 1(2045), а соотношение непригодных к регенерации эластомеров к массе расплава составляет 1(1535). Одновременно при реализации известного способа выплавки чугуна и способа выплавки стали в качестве пластических масс используют не склонные к образованию кокса при термической деструкции полиолефины, алифатические полиамиды или склонные к образованию кокса полифенилены, полиамиды, полибензимидазолы. Способ предусматривает использование в качестве эластомеров силиконовых, акриловых резин, резин на основе этиленпропиленовых, хлоропреновых, полисульфидных каучуков, бутилкаучуков,полиуретанов, а также резинотехнических изделий, содержащих корд, проволоку. Способ также предусматривает возможность получения побочного продукта, а именно техниче 2 15409 1 2012.02.28 ского углерода, при этом операцию скачивания побочного продукта осуществляют в отдельные емкости. При реализации известного способа выплавки чугуна и способа выплавки стали в брикеты дополнительно вводят оксиды ниобия, ванадия, титана, магния при их соотношении к массе биологически поврежденных или подвергнутых старению пластических масс или к массе непригодных для регенерации эластомеров около 1,41 с использованием в качестве связующего цемента. Известный способ предусматривает ввод в брикеты дополнительно отходов в виде окалины, получаемой при термообработке, и (или) шлифовочных отходов при соотношении отходов к общей массе шихтовых материалов (0,50,8) с использованием в качестве связующего цемента. В брикеты предусматривается одновременный ввод оксидов металлов, окалины и шлифовочных отходов с использованием в качестве связующего цемента. К недостаткам известного объекта следует отнести недостаточную степень извлечения металлических элементов из оксидов, повышенный расход металлосодержащих легирующих и модифицирующих добавок, повышенную длительность процесса легирования и модифицирования, связанную с невысокой плотностью брикетов и их всплыванием на поверхность расплава при плавке, значительные потери легирующих и модифицирующих металлических элементов со шлаком из-за невысокой степени их восстановления. Задача изобретения - создание способа выплавки чугуна, обеспечивающего легирование и модифицирование расплавов из металлосодержащих отходов и полупродуктов смежных производств, повышение эффективности извлечения металла из металлосодержащих отходов, снижение энергетических затрат на плавку, повышение качества железоуглеродистых сплавов. Указанная задача решается тем, что согласно способу выплавки чугуна, включающему загрузку шихтовых материалов, плавление и введение в расплав оксидов ванадия, титана и магния и отходов высокополимерных соединений, одновременно с введением оксидов и отходов осуществляют катодную поляризацию расплава чугуна при постоянной токовой нагрузке, составляющей 0,1-10 А/дм 2 в расчете на поверхность зеркала расплава, при этом в качестве противоэлектрода используют графитовый электрод с торцевой площадью до 0,8 площади зеркала расплава, который под механической нагрузкой и под электрическим напряжением погружают в шлак на расстояние 30-70 мм от поверхности расплава, при этом отношение катодной и анодной плотностей тока составляет 0,91,2. Существенным отличием предложенного способа выплавки чугуна является повышение эффективности извлечения металла из металлосодержащих отходов с помощью электрического поля, прикладываемого к системе металл - шлак при отрицательной полярности металла. Процесс наиболее эффективно реализуется при совмещении восстановления металла продуктами пиролиза высокополимерных соединений и внешней катодной поляризации расплава чугуна. Погружение графитового электрода осуществляют под механической нагрузкой и под напряжением. Первое позволяло погружать более легкие брикетированные составы в расплав чугуна, что способствует более быстрому расплавлению вводимых компонентов и их усвоению, второе то, что погружение противоэлектрода под напряжением способствует уменьшению нагара и накоксовывания на нем. Графитовый электрод помещался в расплавленный шлак на расстояние 30-70 мм от поверхности зеркала расплава. Это необходимо для уменьшения омических потерь на границе металл - шлак. Таким образом, с помощью внешних электрических полей создаются условия для интенсификации процессов восстановления металлов из химических соединений, в первую очередь оксидных. В результате повышается эффективность извлечения металлов из металлосодержащих отходов и насыщения металлических расплавов, снижаются энергетические затраты на плавку, повышается качество железоуглеродистых сплавов. 15409 1 2012.02.28 В отличие от прототипа процесс восстановления металлических элементов из оксидов шлаковой составляющей продуктами пиролиза высокомолекулярных соединений протекает одновременно с катодной поляризацией жидкого чугуна. Изобретение поясняется примерами. Пример 1 Плавки проводились в высокочастотной индукционной печи на кислой футеровке(емкость тигля 40,0 кг). На стадии доводки металла в расплав чугуна по разработанной технологии подавались легирующие и модифицирующие добавки, скрепленные в брикеты(таблица, плавка 1). Одновременно с вводом и плавкой магнезитовых блоков производилась катодная поляризация чугуна. Для этих целей от выпрямителя постоянного тока на расплав чугуна подавалась рабочая катодная нагрузка 3 А/дм 2 в расчете на поверхность зеркала расплава в течение периода времени, аналогичного периоду выдержки без тока. Токоподвод к расплаву осуществлялся при помощи платиновой проволоки, защищенной алундовой трубкой. В качестве противоэлектрода использовали графитовый электрод с торцевой площадью 0,78 площади зеркала поверхности расплава, который погружали под механической нагрузкой и под напряжением на расстояние 35 мм от поверхности расплава, при этом соотношение катодной и анодной плотностей тока составляло 0,95. Механическая нагрузка позволяет погружать более легкие брикетированные составы в расплав чугуна, что способствует быстрому расплавлению вводимых компонентов и их усвоению, погружение противоэлектрода под напряжением способствует уменьшению нагара и накоксовывания на нем. Высокая температура и повышенное содержание расплавленных оксидов способствуют тому, что при исследуемых токовых нагрузках анодный эффект не наблюдается, что не приводит к значительному увеличению напряжения на ячейке. Магний, восстановленный из оксида продуктами пиролиза резинотехнических изделий, при катодной нагрузке на расплав 3 А/дм 2 способствует десульфурации чугуна (удаление серы составляет 55,1 по сравнению с количеством серы в исходном составе чугуна). Пример 2 Плавки проводились в высокочастотной индукционной печи на кислой футеровке(емкость тигля 40,0 кг). На стадии доводки металла в расплав чугуна по разработанной технологии подавались легирующие и модифицирующие добавки, скрепленные в брикеты(таблица, плавка 2). Производилась выдержка расплава при постоянной токовой нагрузке в течение периода времени, аналогичного периоду выдержки без тока. Рабочая катодная нагрузка составляла 0,1 А/дм 2 в расчете на поверхность зеркала расплава. В качестве противоэлектрода использовали графитовый электрод с торцевой площадью 0,80 площади зеркала поверхности расплава, который погружали на расстояние 30 мм от поверхности расплава, при этом соотношение катодной и анодной плотностей тока составляло 0,90. Магний, восстановленный из оксида продуктами пиролиза резинотехнических изделий, при катодной нагрузке на расплав 0,1 А/дм 2 способствует десульфурации чугуна(удаление серы составляет 49,5 по сравнению с количеством серы в исходном составе чугуна). Пример 3 Плавки проводились в высокочастотной индукционной печи на кислой футеровке(емкость тигля 40,0 кг). На стадии доводки металла в расплав чугуна по разработанной технологии подавались легирующие и модифицирующие добавки, скрепленные в брикеты Токовая Рецептурный сонагрузка на Способ ввода став вводимой расплав, кат,добавки А/дм 2 в виде бетон- магнезит - 4,8 кг ных магнези- цемент- 1,2 кг товых блоков резина- 1,75 кг в виде бетон- магнезит - 4,8 кг ных магнези- цемент - 1,2 кг товых блоков резина - 1,75 кг в виде бетон- магнезит - 4,8 кг ных магнези- цемент - 1,2 кг товых блоков резина - 1,75 кг Химический состав выплавленного чугуна, мас.- 2,32- 1,97- 0,360- 0,142- 0,048- 0,001- 0,140- 0,076- 0,002- 0,575- 0,002- 0,035- 0,045- 0,005- 0,0039- 0,007- 2,27- 2,00- 0,353- 0,140- 0,054- 0,001- 0,138- 0,077- 0,002- 0,573- 0,002- 0,034- 0,043- 0,005- 0,0042- 0,007- 2,34- 1,91- 0,361- 0,149- 0,045- 0,001- 0,147- 0,084- 0,002- 0,588- 0,002- 0,036- 0,045- 0,005- 0,0038- 0,007- 3,27- 1,67- 0,310- 0,325- 0, 129- 0,001- 0,098- 0,051- 0,355- 0,019- 0,032 Химический состав шлака после плавки, мас.- 40,24- 27,90- 1,24- 0,31- 1,53- 20,73- 0,05- 0,13- 0,39- 0,61- 5,18- 0,46- 1,23- 39,89- 28,36- 1,25- 0,30- 1,50- 20,70- 0,06- 0,12- 0,37- 0,63- 5,17- 0,44- 1,21- 40,72- 27,52- ,27- 0,32- 1,54- 20,55- 0,04- 0,13- 0,38- 0,61- 5,22- 0,45- 1,25- 5,41- 33,16- 0,37- 0,35- 2,21- 16,93- 0,01- 15,41- 19,42- 0,16- 1,07- ,04- 4,46 Исходный химический состав чугуна, мас. Токовая Рецептурный сонагрузка на Способ ввода став вводимой расплав, кат,добавки А/дм 2 в виде бетон- магнезит - 4,8 кг ных магнези- цемент - 1,2 кг товых блоков резина - 1,75 кг в виде бетон- магнезит - 4,8 кг ных магнези- цемент - 1,2 кг товых блоков резина- 1,75 кг Химический состав выплавленного чугуна, мас.- 3,54- 1,38- 0,253- 0,142- 0,066- 0,001- 0,084- 0,081- 0,022- 1,51- 0,045- 2,26- 2,01- 0,352- 0,138- 0,056- 0,001- 0,138- 0,077- 0,002- 0,572- 0,002- 0,033- 0,042- 0,005- 0,0043- 0,007- 2,35- 1,90- 0,361- 0,149- 0,045- 0,001- 0,147- 0,084- 0,002- 0,588- 0,002- 0,036- 0,045- 0,005- 0,0037- 0,007- 2,25- 2,02- 0,351- 0,139 в виде бетон- магнезит - 4,8 кг- 0,057- 0,001 ных магнези- цемент - 1,2 кг отсутствует- 0,137- 0,075 товых блоков резина - 1,75 кг- 0,002- 0,569- 0,002- 0,033- 0,044- 0,005- 0,0043- 0,007 Химический состав шлака после плавки, мас.- 2,33 О - 30,28- 0,50- 0,75- 1,44- 14,10- 0,10- 17,28- 1,05- 16,60- 1,25- 7,34- 6,98- 39,83- 28,91- 1,25- 0,30- 1,52- 20,19- 0,06- 0,12- 0,38- 0,62- 5,16- 0,45- 1,21- 40,71- 27,68- 1,27- 0,32- 1,54- 20,42- 0,04- 0,13- 0,33- 0,60- 5,26- 0,45- 1,25 Исходный химический состав чугуна, мас. 15409 1 2012.02.28 Производилась выдержка расплава при постоянной токовой нагрузке в течение периода времени, аналогичного периоду выдержки без тока. Рабочая катодная нагрузка составляла 10 А/дм 2 в расчете на поверхность зеркала расплава. В качестве противоэлектрода использовали графитовый электрод с торцевой площадью 0,70 площади зеркала поверхности расплава, который погружали на расстояние 70 мм от поверхности расплава, при этом соотношение катодной и анодной плотностей тока составляло 1,20. Магний, восстановленный из оксида продуктами пиролиза резинотехнических изделий,при катодной нагрузке на расплав 10 А/дм 2 способствует десульфурации чугуна (удаление серы составляет 57,9 по сравнению с количеством серы в исходном составе чугуна. Пример 4 Плавки проводились в высокочастотной индукционной печи на кислой футеровке(емкость тигля 40,0 кг). На стадии доводки металла в расплав чугуна подавались легирующие и модифицирующие добавки в виде брикетов (таблица, плавка 4). Одновременно с вводом брикетированных составов, содержащих оксид титанаи высокомолекулярный полимерный материал, производилась выдержка расплава при постоянной токовой нагрузке в течение периода времени, аналогичного периоду выдержки без тока. Рабочая катодная нагрузка составляла 4 А/дм 2 в расчете на поверхность зеркала расплава. В качестве противоэлектрода использовали графитовый электрод с торцевой площадью 0,75 площади зеркала поверхности расплава, который погружали на расстояние 40 мм от поверхности расплава, при этом соотношение катодной и анодной плотностей тока составляло 1,02. При указанном режиме внешней поляризации происходило дополнительное увеличение содержания усваиваемого титана на 22,4 по сравнению с количеством титана в бестоковом режиме. Анализ состава шлаков после плавки в бестоковом режиме и при катодной поляризации показывает, что в обоих случаях происходит уменьшение количества оксида титанапо сравнению с его количеством при введении в составе брикетов,причем количество данного оксида в шлаке убывает при дополнительной катодной поляризации. Таким образом, можно предположить, что при катодной поляризации происходит дополнительная катодная защита титана, химически восстановленного продуктами пиролиза высокомолекулярных соединений, что ведет к его большему усвоению в виде карбидов, а это в свою очередь ведет к большей прочности и твердости чугуна. Пример 5 Плавки проводились в высокочастотной индукционной печи на кислой футеровке(емкость тигля 40,0 кг). На стадии доводки металла в расплав чугуна подавались легирующие и модифицирующие добавки в виде брикетов (таблица, плавка 5). Одновременно с вводом брикетированных составов, содержащих оксид ванадияи высокомолекулярный полимерный материал, производилась выдержка расплава при постоянной токовой нагрузке в течение периода времени, аналогичного периоду выдержки без тока. Рабочая катодная нагрузка составляла 6 А/дм 2 в расчете на поверхность зеркала расплава. В качестве противоэлектрода использовали графитовый электрод с торцевой площадью 0,73 площади зеркала поверхности расплава, который погружали на расстояние 50 мм от поверхности расплава, при этом соотношение катодной и анодной плотностей тока составляло 1,08. При указанном режиме внешней поляризации происходило дополнительное увеличение содержания усваиваемого ванадия на 21,8 по сравнению с количеством ванадия в бестоковом режиме. Анализ состава шлаков после плавки в бестоковом режиме и при катодной поляризации показывает, что в обоих случаях происходит уменьшение количества оксида ванадияпо сравнению с его количеством при введении в составе брикетов,причем количество данного оксида в шлаке убывает при дополнительной катодной поляризации. Таким образом, можно предположить, что при катодной поляризации происходит дополнительная катодная защита ванадия, химически восстановленного продуктами 7 15409 1 2012.02.28 пиролиза высокомолекулярных соединений, что ведет к его большему усвоению в виде карбидов, а это в свою очередь ведет к большей прочности и твердости чугуна. Пример 6 Плавки проводились в высокочастотной индукционной печи на кислой футеровке(емкость тигля 40,0 кг). На стадии доводки металла в расплав чугуна по разработанной технологии подавались легирующие и модифицирующие добавки, скрепленные в брикеты(таблица, плавка 6). Оценивалась эффективность внешней катодной поляризации расплава чугуна при низких токовых нагрузках. При этом производилась выдержка расплава при постоянной токовой нагрузке в течение периода времени, аналогичного периоду выдержки без тока. Рабочая катодная нагрузка составляла 0,09 А/дм 2 в расчете на поверхность зеркала расплава. В качестве противоэлектрода использовали графитовый электрод с торцевой площадью 0,82 площади зеркала поверхности расплава, который погружали на расстояние 25 мм от поверхности расплава, при этом соотношение катодной и анодной плотностей тока составляло 0,85. Магний, восстановленный из оксида продуктами пиролиза резинотехнических изделий, при катодной нагрузке на расплав 0,09 А/дм 2 способствует десульфурации чугуна(удаление серы на 47,7 по сравнению с количеством серы в исходном составе чугуна). Пример 7 Плавки проводились в высокочастотной индукционной печи на кислой футеровке(емкость тигля 40,0 кг). На стадии доводки металла в расплав чугуна по разработанной технологии подавались легирующие и модифицирующие добавки, скрепленные в брикеты(таблица, плавка 7). Оценивалась эффективность внешней катодной поляризации расплава чугуна при высоких токовых нагрузках. При этом производилась выдержка расплава при постоянной токовой нагрузке в течение периода времени, аналогичного периоду выдержки без тока. Рабочая катодная нагрузка составляла 10,1 А/дм 2 в расчете на поверхность зеркала расплава. В качестве противоэлектрода использовали графитовый электрод с торцевой площадью 0,68 площади зеркала поверхности расплава, который погружали на расстояние 75 мм от поверхности расплава, при этом соотношение катодной и анодной плотностей тока составляло 1,24. В результате катодной поляризации расплава обеспечивается эффективная десульфурация чугуна магнием, восстановленным из магнезита. При внешней поляризации наблюдалось удаление серы (на 57,9 по сравнению с количеством серы в исходном составе чугуна). Значительное повышение катодной плотности, влекущее за собой рост энергозатрат, не способствует существенной дополнительной десульфуризации (увеличение катодного тока более чем в 2 раза, дополнительное удаление серы на 0,9 , см. плавку 1) и существенному количественному изменению других компонентов расплава. Магний, восстановленный из оксида продуктами пиролиза резинотехнических изделий, при катодной нагрузке на расплав 10,1 А/дм 2 способствует десульфурации чугуна(удаление серы на 57,9 по сравнению с количеством серы в исходном составе чугуна). Пример 8 (по прототипу) Плавки проводились в высокочастотной индукционной печи на кислой футеровке(емкость тигля 40,0 кг). На стадии доводки металла в расплав чугуна по разработанной технологии подавались легирующие и модифицирующие добавки, скрепленные в брикеты(таблица, плавка 8). Магний, восстановленный из оксида продуктами пиролиза резинотехнических изделий, способствует десульфурации чугуна (удаление серы на 46,7 по сравнению с количеством серы в исходном составе чугуна). Приведенные в примерах 1-8 (таблица) исследования показывают, что при плавке чугуна для лучшего усвоения легирующих компонентов ванадия, титана, магния из их окси 8 15409 1 2012.02.28 дов с использованием высокомолекулярных полимерных соединений при плавке чугуна целесообразно использовать внешнюю катодную поляризацию чугуна (плавки 1-7). При использовании оксидов магния и резинотехнических изделий при внешней катодной поляризации происходит дополнительная частичная десульфурация чугуна (плавки 1-3, 6, 7) в сравнении с плавкой в бестоковом режиме (плавка 8). По результатам плавок оценен наиболее оптимальный токовый режим катодной поляризации 0,110 А/дм 2. При этом происходило дополнительное удаление серы до 21 по сравнению с удалением серы в бестоковом режиме (15,8- для плавки 1, 5,3- для плавки 2, 21 для плавок 3, 7). Повышение катодной плотности, влекущее за собой рост энергозатрат, не способствует существенной дополнительной десульфурации и существенному количественному изменению других компонентов расплава. Наоборот, при низкой катодной нагрузке на расплав дополнительное удаление серы по сравнению с удалением серы в бестоковом режиме незначительно (1,7- для плавки 6). Таким образом, можно предположить, что при катодной поляризации происходят дополнительная катодная защита химически восстановленного продуктами пиролиза резинотехнических изделий магния и его больший десульфирующий эффект. Расстояние 30-70 мм от поверхности расплава до графитового электрода также является наиболее оптимальным, так как небольшое расстояние необходимо для уменьшения омических потерь на границе металл - шлак, дальнейшее уменьшение межэлектродного расстояния нежелательно ввиду возможности короткого замыкания при циркуляции расплава магнитным полем индукционной печи и постоянного обновления границы металл - шлак. Анализ состава шлаков после плавки в бестоковом режиме и при катодной поляризации показывает, что в обоих случаях наряду с оксидами магния присутствует значительное количество сульфида магния, причем количество последнего в шлаке несколько возрастает при дополнительной катодной поляризации. Происходит увеличение содержания углерода в чугуне в результате частичного усвоения углерода, полученного при пиролизе резинотехнических изделий. Некоторое увеличение содержания хрома и никеля можно связать с металлокордом, присутствующим в резинотехнических изделиях, а уменьшение содержания кремния - с частичным переходом его в шлак при плавке чугуна. При использовании оксидов титанаи ванадияи высокомолекулярных полимерных соединений при внешней катодной поляризации происходит дополнительное усвоение титана и ванадия преимущественно в виде карбидов, а это в свою очередь ведет к большей прочности и твердости чугуна (плавки 4, 5) в сравнении с плавкой в бестоковом режиме. Следует отметить, что при катодной поляризации расплава чугуна наблюдался меньший угар основных компонентов чугуна - железа и углерода. В Республике Беларусь данное изобретение может быть внедрено на машиностроительных предприятиях при выплавке чугунов и изделий из них. Источники информации 1. А.с. СССР 1135765. Способ извлечения металла из шлаковых расплавов, МПК 21 15/00 // Бюл.3. - 23.01.1985. 2. А.с. СССР 1358401. Способ выплавки легированной стали, МПК 21 С 7/064. 3. Патент РБ на изобретение 11641 от 26.11.2008 по заявке 20050280 от 24.03.2005,МПК (2006)21 1/00,21 7/00,23 5/027. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 9
МПК / Метки
МПК: C25C 3/00, C21C 1/00, C21C 7/00
Метки: чугуна, выплавки, способ
Код ссылки
<a href="https://by.patents.su/9-15409-sposob-vyplavki-chuguna.html" rel="bookmark" title="База патентов Беларуси">Способ выплавки чугуна</a>
Способ выплавки чугуна
Номер патента: 14183
Опубликовано: 30.04.2011
Автор: Гарост Александр Иванович
МПК: C21C 1/00
Метки: способ, выплавки, чугуна
Текст:
...Продолжается перемешивание в течение 2-3 мин до образования однородной по влажности смеси. Образованная смесь пересыпается в разъемную металлическую или деревянную форму, и проводится ее уплотнение ручной трамбовкой. Затем полученный пакет (блок) освобождается из формы. Состав полученного пакета (мас. ) глина 10,6 магнезит 2,4 фосфорная кислота 1,2 вода 3,6 масло 4,1 каменный уголь 7,0 чугунная стружка 75,2. Качество полученного пакета...
Способ выплавки чугуна и способ выплавки стали
Номер патента: 11641
Опубликовано: 28.02.2009
Автор: Гарост Александр Иванович
МПК: C21C 1/00, C21C 5/00, F23G 5/027...
Метки: стали, выплавки, чугуна, способ
Текст:
...чугун подвергался модифицированию полимером Полибензоиленбензимидазол (представитель группы склонных к образованию кокса при термической деструкции полимеров ароматической и гетероциклической структуры), при этом полимер вводился в виде брикетов, помещенных в закрытые металлические емкости из черных сплавов с отверстиями в крышке. Подача емкостей в расплав проводилась дном кверху. Масса введенного модификатора составляла 1,03 кг, что...
Способ изготовления брикетов для выплавки чугуна
Номер патента: 13635
Опубликовано: 30.10.2010
Авторы: Карпович Сергей Семёнович, Куис Дмитрий Валерьевич, Вершина Алексей Константинович, Карпович Семён Иванович
МПК: C22B 1/14
Метки: изготовления, способ, выплавки, чугуна, брикетов
Текст:
...этом компоненты берут в следующем соотношении, мас.древесные опилки 5-12 6-15 1-2 262 металлические отходы остальное,перемешивают, заполняют полученной смесью контейнер, уплотняют, извлекают брикет и сушат. Брикеты изготавливают следующим образом. Металлические отходы смешивают с древесными опилками в смесителе, затем туда заливают ранее подготовленный водный раствор магнезиальной связки в состоянии пастообразной массы и перемешивают до...
Ротационная наклоняемая печь для выплавки чугуна, стали и других тугоплавких сплавов из дисперсных и кусковых материалов
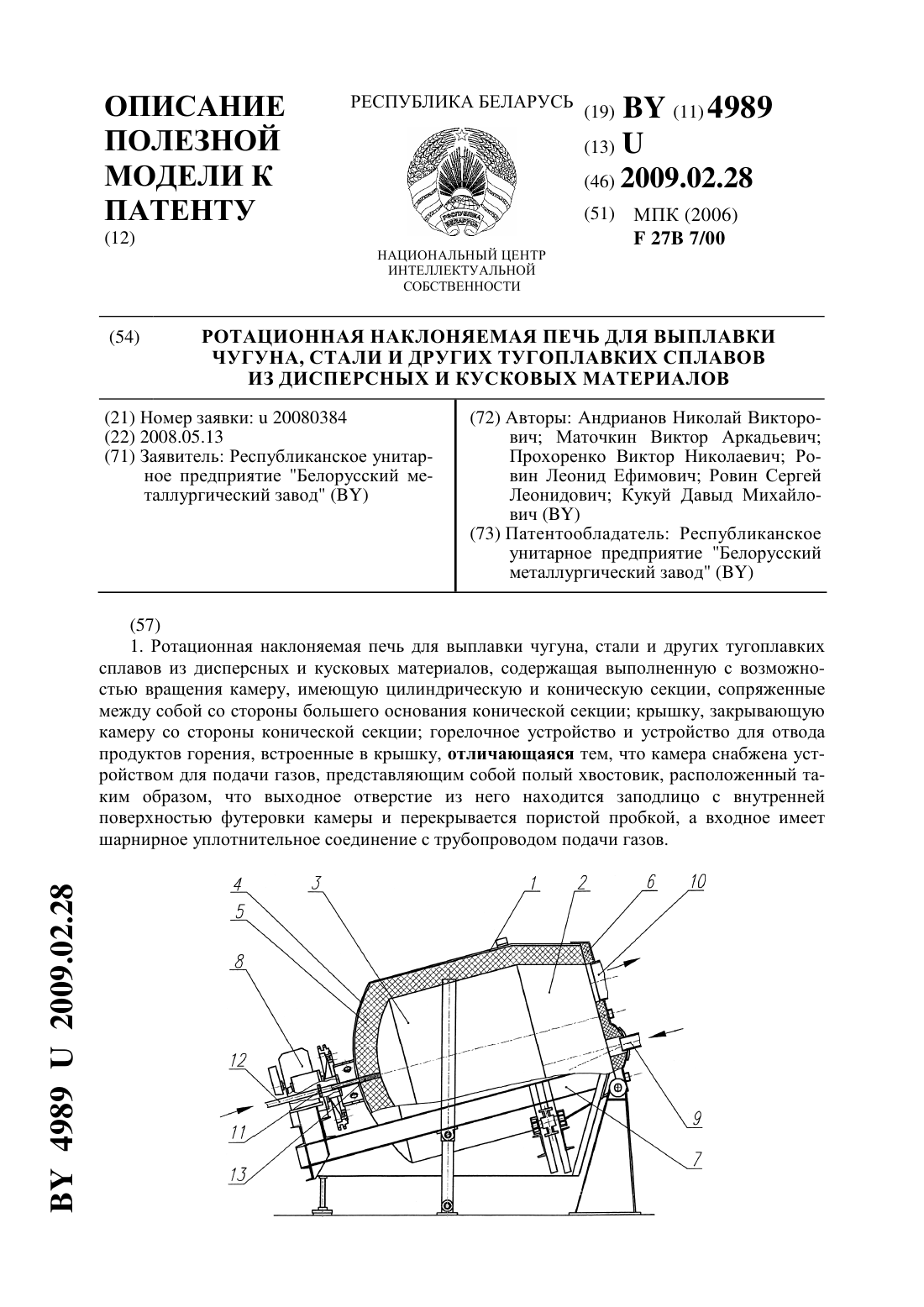
Номер патента: U 4989
Опубликовано: 28.02.2009
Авторы: Кукуй Давыд Михайлович, Прохоренко Виктор Николаевич, Андрианов Николай Викторович, Ровин Леонид Ефимович, Маточкин Виктор Аркадьевич, Ровин Сергей Леонидович
МПК: F27B 7/00
Метки: выплавки, ротационная, наклоняемая, тугоплавких, чугуна, других, печь, дисперсных, сплавов, кусковых, стали, материалов
Текст:
...высокой интенсивности нагрева. Причина заключается в том, что поток теплоносителя ударяется о футеровку стенки, закрывающей цилиндрическую секцию, и, изменив траекторию, возвращается в устройство для отвода продуктов горения. Форма стенки не способствует плавному изменению траектории потока продуктов горения, потоки в зоне соединения стенки с цилиндрической секцией завихряются, увеличивая сопротивление движению потока. Поток теплоносителя...
Ротационная наклоняемая печь для выплавки чугуна, стали и других сплавов из дисперсных материалов
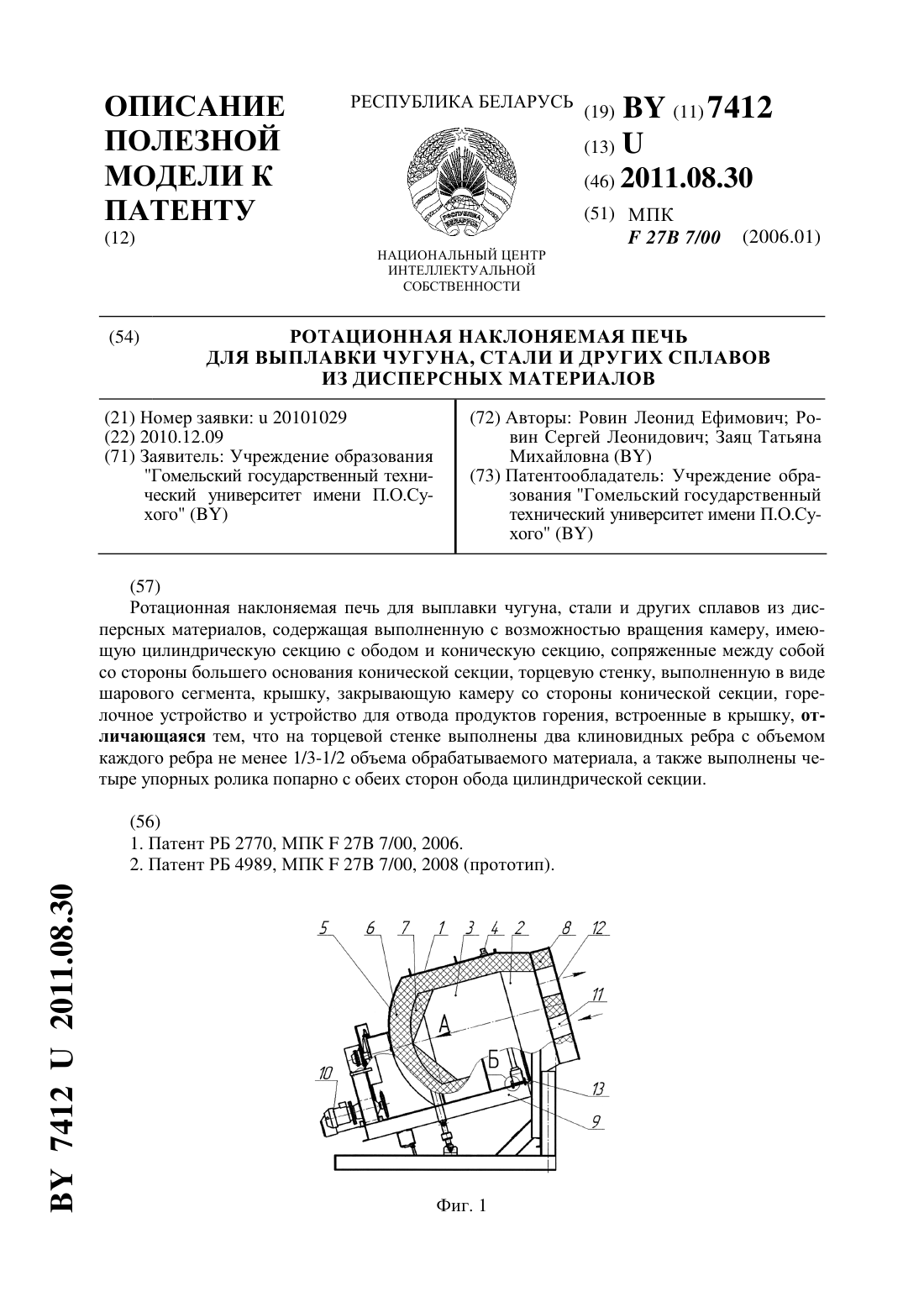
Номер патента: U 7412
Опубликовано: 30.08.2011
Авторы: Ровин Сергей Леонидович, Заяц Татьяна Михайловна, Ровин Леонид Ефимович
МПК: F27B 7/00
Метки: выплавки, материалов, дисперсных, стали, чугуна, наклоняемая, печь, сплавов, ротационная, других
Текст:
...сегмента. При такой конструкции камеры перемешивание материала будет осуществляться только в радиальном направлении, и нагрев материала будет неравномерным из-за отсутствия перемешивания его вдоль камеры печи. Материал возле торцевой стенки будет нагреваться значительно медленнее, чем материал возле крышки. Задача, на решение которой направлена заявляемая полезная модель, заключается в повышении интенсивности и равномерности нагрева...
Предыдущий патент: Листовое стекло, производимое флоат-способом
Следующий патент: Присадка к высоковязким мазутам и/или отходам продуктов переработки нефти, снижающая их вязкость
Случайный патент: Вертикальный кожухотрубный теплообменник